Evite defeitos comuns de curvatura de tubos: Um guia abrangente
O curvamento de tubos é essencial em muitos setores, mas os defeitos podem comprometer a segurança e a qualidade. Imagine descobrir maneiras de evitar esses problemas antes que eles comecem. Este guia se aprofunda nos defeitos comuns de curvatura de tubos, como achatamento, afinamento, rachaduras e enrugamento, explicando suas causas e como evitá-los. Ao final, você conhecerá as etapas práticas para garantir que seus tubos atendam aos mais altos padrões. Pronto para aprimorar suas habilidades de curvatura de tubos e produzir curvas perfeitas? Continue lendo para saber como.
Os acessórios para tubos curvos são amplamente utilizados em uma variedade de produtos na indústria mecânica e na construção de capacidade de campo de petróleo, como fabricação de contêineres químicos, instalação de tubulação de abastecimento de água e fabricação de vasos de pressão de caldeiras.
Entretanto, tanto o dobramento a frio quanto o dobramento a quente podem resultar em vários defeitos de diferentes graus devido a condições ou operações inadequadas do processo. Esses defeitos afetam diretamente a segurança e a qualidade da aparência do produto final.
Por exemplo, os tubos de parede resfriados a água e os tubos de convecção das caldeiras são corroídos por água e vapor de um lado e lavados e corroídos pelo gás de combustão do outro lado. Além disso, a faixa de mudanças de pressão e temperatura é bastante ampla.
Se houver defeitos nas conexões dos tubos, isso afetará a operação segura de toda a unidade. Os vasos de pressão, devido à sua operação pressurizada, terão a resistência à pressão reduzida se as conexões dos tubos estiverem com defeito, afetando assim a sua segurança.
Portanto, é particularmente importante identificar as causas de vários tipos de defeitos e tomar as medidas preventivas correspondentes.
1. Defeitos comuns de tubos curvados
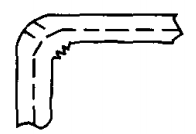
Os defeitos comuns dos tubos curvados incluem principalmente as seguintes formas: achatamento severo no arco (elíptico), afinamento severo da parede externa do arco, quebra no lado externo do arco e enrugamento no lado interno do arco, conforme mostrado na Figura 1.
Esses defeitos não ocorrem necessariamente de forma simultânea, e as formas e os locais em que ocorrem podem variar de acordo com o raio do tubo curvado.
No entanto, medidas correspondentes devem ser tomadas para evitá-las antes de dobrar.
(a) A seção curva do tubo está ficando achatada
(b) Afinamento excessivo da parede externa do tubo do arco.
(c) Fratura por flexão lateral curva
(d) A parte interna do arco começa a se enrugar.
Figura 1: Tipos comuns de defeitos no curvamento de tubos
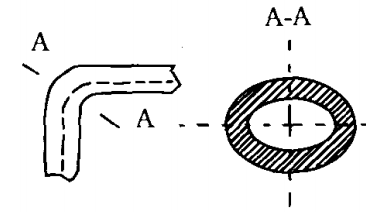
Do ponto de vista do processo, sabe-se que, quando um tubo com diâmetro externo D e espessura de parede S é submetido a um torque externo M, fazendo com que ele se curve, o lado externo da camada neutra da parede do tubo se afina devido à tensão de tração, enquanto o lado interno se torna mais espesso devido à tensão de compressão (veja a Figura 2a).
Ao mesmo tempo, as forças combinadas deformam a seção transversal da curva em uma forma elíptica aproximada (veja a Figura 2b). Sob a influência da tensão compressiva, a parede interna do tubo pode se tornar instável e enrugar (veja a Figura 2c).
Em geral, para raios de curvatura ≥3D, é possível obter tubos curvados satisfatórios. Entretanto, quando o raio de curvatura <2D, especialmente quando R/D ou S/D diminui (ou seja, o raio de curvatura R é pequeno, o diâmetro do tubo é maior e a parede é mais fina), é provável que ocorram os defeitos mencionados.
Além disso, durante o processo de operação, a instalação incorreta do molde e outros fatores também podem levar a vários tipos de defeitos nos tubos dobrados.
(a) As condições de tensão durante a flexão do tubo.
(c) O lado interno se enruga quando o tubo é dobrado.
Figura 2: Tensão e deformação na flexão pura de um tubo
2. Causas
A seguir, realizamos uma análise detalhada das causas dos defeitos que ocorrem durante a curvatura de tubos de raio pequeno:
2.1 Achatamento grave no arco
Durante a flexão do tubo, as forças combinadas F1 e F2 fazem com que a área da seção transversal no arco tenda para uma forma elíptica.
Para um tubo com a mesma especificação, quanto menor for o raio de curvatura, maiores serão essas forças e mais aparente será o achatamento. Se o tubo for dobrado sem um mandril, o achatamento será mais grave.
Se um mandril for usado, mas seu diâmetro for muito pequeno ou estiver muito desgastado, causando um grande espaço entre o mandril e a parede interna do tubo, o lado externo do arco também poderá se achatar facilmente.
Mesmo que a folga entre o mandril e a parede do tubo seja razoável, se o mandril for instalado muito cedo, a parede do tubo não ficará bem apoiada e o lado externo do arco também ficará achatado.
Além disso, se não for dada atenção durante a instalação do molde e as faces do molde de dobra e do molde de compressão (roda) estiverem desalinhadas, o tubo no arco também se achatará.
2.2 Desbaste excessivo no lado externo do arco
Quando o raio de curvatura for pequeno, se o dobrador de tubos não tiver um dispositivo de reforço do lado externo e um dispositivo de empurrar a extremidade traseira, a resistência do molde de compressão aumentará a tensão de tração no lado externo do arco, fazendo com que a camada neutra se desloque para dentro.
Isso resulta no afinamento do lado externo do tubo curvado e, quanto maior a força de compressão, maior a resistência e maior o afinamento. Isso é especialmente verdadeiro quando o raio de curvatura relativo R/D e a espessura relativa da parede S/D são menores, o que torna o afinamento mais aparente.
Além de fatores como o material do tubo e o raio de curvatura, fatores como o tamanho excessivo da instalação do mandril e a lubrificação deficiente também aumentarão o afinamento do lado externo da parede do tubo.
2.3 Rachaduras no lado externo do arco
As rachaduras ou quebras no lado externo do arco durante o dobramento do tubo podem ser causadas por vários fatores.
Isso inclui tratamento térmico inadequado do material do tubo, granulometria excessiva, pressão excessiva do molde de compressão (roda), causando alta resistência à flexão, um espaço muito pequeno entre o mandril e a parede interna do tubo, causando alto atrito, lubrificação deficiente, excesso de força de flexão causando vibração na máquina, entre outros.
2.4 Rugas no lado interno do arco
Há três situações comuns em que o enrugamento ocorre no lado interno do arco: enrugamento no ponto tangente frontal, no ponto tangente posterior ou em todo o lado interno do arco.
O enrugamento no ponto tangente frontal geralmente se deve à pré-instalação subdimensionada do mandril, em que a parede do tubo no ponto tangente frontal não é bem apoiada durante a flexão.
O enrugamento no ponto tangente posterior geralmente ocorre porque não foi instalado um molde antirrugas ou porque o molde antirrugas e o molde de dobra não foram alinhados adequadamente no ponto tangente.
O enrugamento total geralmente ocorre se o diâmetro do mandril for muito pequeno, criando um grande espaço entre o mandril e a parede do tubo, o que facilita o enrugamento.
Também pode ser devido à pressão insuficiente da roda de compressão, impedindo que o tubo se alinhe adequadamente com o molde de dobra e o molde antirrugas durante a dobra, levando à instabilidade e ao enrugamento sob estresse compressivo.
3. Políticas de prevenção de defeitos de curvatura de tubos
Para evitar ou atenuar os defeitos de curvatura de tubos e produzir tubos que atendam aos requisitos, devem ser adotadas contramedidas adequadas durante o processo de curvatura.
Dentro da faixa permitida da estrutura do projeto do produto, um raio de curvatura maior deve ser usado o máximo possível. Para os defeitos comuns mencionados acima, devem ser tomadas medidas específicas.
3.1 Para tubos com achatamento severo no lado externo do arco, ao realizar a dobra sem mandril, o molde de compressão (roda) pode ser projetado com uma estrutura de ranhura antideformação para reduzir o grau de achatamento durante a dobra.
Para a curvatura do mandril, o desgaste do mandril deve ser verificado periodicamente para garantir que a folga unilateral entre o mandril e a parede interna do tubo não seja superior a 0,5 mm. Além disso, o tamanho de pré-instalação do mandril deve ser adequado.
3.2 O afinamento no lado externo do arco durante a flexão de tubos de raio pequeno é uma característica do processo de dobra e é inevitável.
No entanto, devem ser tomadas medidas para superar o desbaste excessivo. Um método eficaz comum é usar um dobrador com um reforço lateral e um empurrador na extremidade traseira.
Durante a operação, o booster ou empurrador impulsiona o tubo para frente, compensando alguma resistência durante a flexão, melhorando a distribuição de tensão na seção transversal do tubo e deslocando a camada neutra para fora, reduzindo assim o afinamento no lado externo do arco.
A velocidade do impulsionador e do empurrador é determinada de acordo com as condições reais de dobra, de modo que corresponda à velocidade de dobra.
3.3 Para situações em que o tubo racha na curva externa do arco, é essencial garantir primeiro que o material do tubo esteja em um bom estado de tratamento térmico.
Após excluir os fatores relacionados ao material do tubo, verifique se o fixação a pressão do molde estiver muito alta e ajustá-la para que fique no ponto certo.
Verifique se o diâmetro da haste do núcleo é muito grande e, se for o caso, reduza-o, garantindo que a haste do núcleo e a parede interna do tubo tenham uma boa lubrificação para reduzir a resistência à flexão e o atrito. Ao mesmo tempo, tome as medidas adequadas para evitar a vibração da máquina-ferramenta, etc.
3.4 No caso de enrugamento no lado interno do arco, devem ser tomadas medidas de acordo com a localização do enrugamento.
Se as rugas se formarem no ponto de corte frontal, ajuste a posição da haste do núcleo para frente, tornando o avanço da haste do núcleo apropriado para obter um suporte razoável para o tubo durante a dobra.
Se houver formação de rugas no ponto de corte posterior, instale um bloco antirrugas, certifique-se de que sua posição de instalação esteja correta e ajuste a pressão do molde de fixação (roda) de forma adequada.
Se houver rugas em todo o lado interno do arco, além de ajustar o molde de fixação (roda) para tornar a pressão adequada, verifique também o diâmetro da haste do núcleo - se for muito pequeno ou estiver muito desgastado, substitua a haste do núcleo.
4. Conclusão
No processo de curvatura de tubos, podem ocorrer diferentes tipos e graus de defeitos devido a técnicas e operações inadequadas.
Portanto, as causas de vários tipos de defeitos devem ser analisadas especificamente, e as medidas correspondentes devem ser tomadas de acordo com as diferentes situações.
Isso pode reduzir ou até mesmo eliminar a ocorrência de defeitos, produzindo assim melhores tubos curvados.
Como fundador do MachineMFG, dediquei mais de uma década de minha carreira ao setor de metalurgia. Minha vasta experiência permitiu que eu me tornasse um especialista nas áreas de fabricação de chapas metálicas, usinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou sempre pensando, lendo e escrevendo sobre esses assuntos, esforçando-me constantemente para permanecer na vanguarda do meu campo. Permita que meu conhecimento e experiência sejam um trunfo para sua empresa.
Você já se maravilhou com as curvas e dobras complexas dos tubos industriais? Nesta postagem do blog, exploraremos o fascinante mundo dos equipamentos e cálculos de curvatura de tubos. Nosso especialista...
Você já se perguntou o que mantém uma prensa dobradeira CNC funcionando sem problemas? A resposta está no óleo hidráulico. Esse fluido essencial garante o desempenho ideal e a longevidade da máquina. Nosso artigo...
Você já se perguntou como uma prensa dobradeira molda o metal com tanta precisão? Este artigo revela as partes e funções fascinantes de uma prensa dobradeira, mostrando seu papel essencial...
Você já pensou no que sustenta as luzes da rua que guiam nosso caminho para casa? Neste blog, exploraremos o fascinante mundo dos postes de luz, desde seus materiais e...
Você já se perguntou como uma folha plana de metal é transformada em uma forma complexa? Os freios de prensa são os heróis desconhecidos do mundo da manufatura, dobrando e moldando o metal...
Alguma vez você já se perguntou como funciona o sistema hidráulico de uma prensa dobradeira? Neste artigo, vamos nos aprofundar nas complexidades desse componente essencial. Nosso engenheiro mecânico especialista o guiará...
Atenção a todos os mecânicos e entusiastas da engenharia! Você já se perguntou sobre os prós e contras da operação de uma máquina de prensa dobradeira? Nesta postagem do blog, vamos nos aprofundar no mundo...
A escolha entre uma prensa dobradeira elétrica e hidráulica pode afetar significativamente a eficiência e os custos da sua empresa. As prensas dobradeiras elétricas oferecem economia de energia superior, benefícios ambientais e velocidades de operação mais rápidas, enquanto...
Sua prensa dobradeira hidráulica está causando mais dores de cabeça do que deveria? Garantir que essas máquinas complexas funcionem sem problemas é vital para evitar tempo de inatividade e reparos dispendiosos. Este artigo aborda a manutenção essencial...