Como é amplamente reconhecido, o progresso da produção industrial e o avanço da ciência e da tecnologia estão intimamente ligados ao uso de controladores lógicos programáveis (PLCs) para automação.
O PLC pode ser entendido de forma ampla como:
Gabinete de controle centralizado para extensões de relé.
Em aplicações industriais práticas, o uso de um Controlador Lógico Programável (CLP) reduz significativamente os custos de controle e, ao mesmo tempo, aprimora o gerenciamento centralizado e a automação de equipamentos.
Para obter uma compreensão completa do PLC, é essencial estabelecer primeiro uma base sólida na tecnologia.
1. a partir da composição do PLC, além da CPU, da memória e da interface de comunicação, quais outras interfaces estão diretamente relacionadas ao site industrial? E explique suas principais funções.
1) Interface de entrada:
Receber o sinal do equipamento controlado e acionar o circuito interno para ligar ou desligar por meio do optoacoplador e do circuito de entrada.
2) Interface de saída:
O resultado da execução do programa é emitido por meio do optoacoplador e dos componentes de saída (relé, tiristor e transistor) da interface de saída para controlar a ativação ou desativação da carga externa.
2. De que partes é composta a unidade básica do PLC? Qual é o papel de cada uma delas?
1)CPU:
O componente central do PLC, que comanda o PLC para realizar vários trabalhos.
Como receber programas e dados do usuário, diagnóstico, execução de programas, etc;
2) Memória:
Sistema de armazenamento e programas e dados do usuário;
3) Interface de E/S:
A parte de conexão entre o PLC e o objeto controlado no local de produção industrial é usada para receber o sinal do equipamento controlado e emitir o resultado da execução do programa;
4) Interface de comunicação:
Troca de informações com monitor, impressora e outros equipamentos por meio de interface de comunicação;
5) Fonte de alimentação.
3) Quais são os tipos de interfaces de saída de switch do PLC? Quais são as características de cada uma delas?
Tipo de saída do tiristor:
Em geral, ele só pode transportar carga CA, com velocidade de resposta rápida e alta frequência de ação;
Ttipo de saída de ransistor:
Em geral, ele só pode carregar carga CC, com velocidade de resposta rápida e alta frequência de ação;
Tipo de saída de relé:
Em geral, ele pode transportar cargas CA e CC, mas seu tempo de resposta é longo e sua frequência de ação é baixa.
4. De acordo com o tipo de estrutura, em quais tipos o PLC pode ser dividido? Quais são as características de cada um?
1) Integral:
A CPU, a fonte de alimentação e os componentes de E/S estão todos concentrados em um único chassi, que tem estrutura compacta e preço baixo. Em geral, os CLPs pequenos adotam essa estrutura;
2) Modular:
Cada parte do PLC é dividida em vários módulos separados, e diferentes módulos podem ser selecionados de acordo com as necessidades para formar um sistema. Ele tem as características de configuração flexível, expansão e manutenção convenientes. Em geral, essa estrutura é adotada para PLCs de médio e grande porte.
O PLC modular é composto por uma estrutura ou placa de base e vários módulos, que são instalados no soquete da estrutura ou da placa de base.
3) Tipo de pilha:
Combinadas com as características de integral e modular, a CPU, a fonte de alimentação e a interface de E/S do PLC empilhado também são módulos independentes, mas são conectados por cabos, o que torna o sistema não apenas flexível em termos de configuração, mas também de pequeno volume.
5. Qual é o ciclo de varredura do PLC? Qual é sua principal influência?
O processo de digitalização do PLC inclui cinco estágios: processamento interno, serviço de comunicação, processamento de entrada, execução do programa e processamento de saída.
O tempo necessário para a varredura nesses cinco estágios é chamado de ciclo de varredura.
O ciclo de varredura está relacionado à velocidade de execução da CPU, à configuração do hardware do PLC e ao comprimento do programa do usuário.
6. Como o CLP executa o programa do usuário? Quais são os estágios da execução do programa do usuário?
O PLC executa o programa do usuário por meio de varredura cíclica.
O processo de execução do programa do usuário inclui o estágio de amostragem de entrada, o estágio de execução do programa e o estágio de atualização de saída.
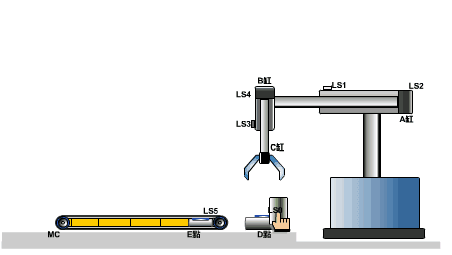
Diagrama esquemático da estrutura da chave de botão
1. Tampa do botão
2. Mola de retorno
3. Contato móvel
4. Contato estático normalmente fechado
5. Contato estático normalmente aberto
7. Quais são as vantagens do sistema de controle PLC em comparação com o sistema de controle de relé?
1) Método de controle:
O PLC adota o modo de programa para realizar o controle, que é fácil de alterar ou aumentar os requisitos de controle, e o contato do PLC é ilimitado;
2) Modo de trabalho:
O PLC adota o modo de trabalho serial para melhorar a capacidade anti-interferência do sistema;
3) Velocidade de controle:
O contato do PLC é, na verdade, um gatilho, e o tempo de execução das instruções é de microssegundos;
4) Cronometragem e contagem:
O PLC usa um circuito integrado semicondutor como temporizador, o pulso de clock é fornecido por um oscilador de cristal, com alta precisão de atraso e ampla faixa.
O PLC tem uma função de contagem que o sistema de relés não tem;
5) Confiabilidade e capacidade de manutenção:
O PLC adota tecnologia microeletrônica com alta confiabilidade, e sua função de autoinspeção pode ser descoberta a tempo.
8. Por que o PLC produz atraso na resposta de saída? Como melhorar a velocidade de resposta de E/S?
O PLC adota um modo de varredura circular com amostragem centralizada e saída centralizada. Isso significa que o estado da entrada só pode ser lido durante o estágio de amostragem de entrada de cada ciclo de varredura, e o resultado da execução do programa só pode ser enviado durante o estágio de atualização da saída.
Além disso, o atraso de entrada e saída do PLC, juntamente com o comprimento do programa do usuário, pode causar um atraso na resposta de saída.
Para aprimorar a resposta de E/S, há várias opções disponíveis, incluindo amostragem direta de entrada, atualização de saída, entrada e saída de interrupção e interface de E/S inteligente.
9. Quais são os relés soft internos do PLC da série Siemens?
Relé de entrada, relé de saída, relé auxiliar, registro de status, temporizador, contador e registro de dados.
10. Como selecionar o PLC?
1) Seleção do modelo:
A forma estrutural, o modo de instalação, os requisitos funcionais, a velocidade de resposta, os requisitos de confiabilidade, a unificação de modelos e outros aspectos devem ser considerados;
2) Seleção de capacidade:
Os pontos de E/S e a capacidade de armazenamento do usuário devem ser considerados;
3) Seleção do módulo de E/S:
Incluindo a seleção do valor de comutação e do módulo de E/S analógico, bem como a seleção do módulo de função especial;
4) Seleção do módulo de potência, do programador e de outros equipamentos.
11. BDescreva brevemente as características do modo de trabalho de amostragem centralizada e saída centralizada do PLC e quais são as vantagens e desvantagens desse modo de trabalho.
Amostragem centralizada:
Em um ciclo de varredura, a amostragem do estado de entrada só é realizada no estágio de amostragem de entrada. Ao entrar no estágio de execução do programa, o final da entrada será bloqueado.
Saída centralizada:
Durante um ciclo de varredura, o estado relacionado à saída no registro da imagem de saída só é transferido para a trava de saída durante o estágio de atualização da saída para atualizar a interface de saída. O estado de saída é sempre preservado no registro de imagem de saída durante os outros estágios.
Embora esse modo operacional possa aumentar a confiabilidade e a capacidade anti-interferência do sistema, ele também pode resultar em um atraso na resposta de entrada/saída do PLC.
12. Que tipo de modo de trabalho é adotado pelo PLC? Quais são suas características?
O PLC adota o modo de trabalho de amostragem centralizada, saída centralizada e varredura cíclica.
Ccaracterística:
A amostragem centralizada refere-se ao processo em que, durante um ciclo de varredura, o PLC faz a amostragem do estado de entrada somente no estágio de amostragem de entrada. Quando ele entra no estágio de execução do programa, a extremidade de entrada fica bloqueada.
A saída centralizada, por outro lado, envolve a transferência pelo PLC do estado relacionado à saída no registro da imagem de saída para a trava de saída somente no estágio de atualização da saída. Isso atualiza a interface de saída, e o estado de saída é salvo no registro de imagem de saída durante os outros estágios.
A varredura cíclica refere-se ao processo em que o PLC precisa executar várias operações em um ciclo de varredura. Isso é obtido por meio do método de varredura com compartilhamento de tempo, em que as operações são executadas uma a uma em ordem e repetidas várias vezes.
13. Quais são as principais partes do contator eletromagnético? Bdescrever brevemente tprincípio de funcionamento do contator eletromagnético.
Um contator eletromagnético normalmente consiste em vários componentes, incluindo um mecanismo eletromagnético, contatos, um dispositivo de extinção de arco, um mecanismo de mola de liberação, suporte e base.
O contator funciona de acordo com o princípio eletromagnético:
Quando uma bobina eletromagnética é energizada, a corrente que passa por ela gera um campo magnético. Esse campo magnético faz com que o núcleo de ferro estacionário gere atração eletromagnética, que puxa a armadura em sua direção. Como resultado, a ação do contato é acionada, e o contato normalmente fechado é aberto enquanto o contato normalmente aberto é fechado.
Essas duas ações são interdependentes.
Quando a bobina não é mais energizada, a força eletromagnética deixa de existir e a mola de liberação faz com que a armadura caia de volta no lugar, restaurando assim os contatos. Isso significa que o contato normalmente aberto volta a ficar aberto, enquanto o contato normalmente fechado fica fechado.
14. Breve definição de controlador lógico programável (PLC).
Um controlador lógico programável (PLC) é um dispositivo eletrônico projetado para operações digitais em um ambiente industrial. Ele utiliza uma memória programável para armazenar instruções para a execução de operações lógicas, sequenciais, de temporização, de contagem e aritméticas. Isso permite que ele controle vários tipos de máquinas ou processos de produção por meio de entrada e saída digital ou analógica.
Ao projetar um PLC e seus equipamentos periféricos relacionados, é essencial seguir o princípio de que ele deve ser fácil de integrar ao sistema de controle industrial e expandir suas funções para formar um sistema unificado.
15. Responda brevemente a diferença do princípio de funcionamento entre o sistema PLC e o sistema de contator de relé.
Há diferentes componentes, números variados de contatos e métodos distintos de controle.