Brasagem e soldagem por difusão na fabricação de ferramentas de diamante
Imagine transformar os materiais mais resistentes com precisão e eficiência - essa é a promessa da brasagem e da soldagem por difusão na fabricação de ferramentas diamantadas. Neste artigo, você explorará como essas técnicas avançadas criam ferramentas diamantadas mais fortes e duradouras, unindo-as a metais sob altas temperaturas. Descubra a ciência por trás desses métodos e suas aplicações práticas em setores que vão desde o corte de pedras até o aeroespacial. Ao final, você entenderá por que esses processos são revolucionários no mundo da manufatura.
O diamante é conhecido por sua alta dureza, forte resistência ao desgaste, alta condutividade térmica e baixo coeficiente de expansão térmica, o que o torna o material ideal para ferramentas de corte e esmerilhamento.
As ferramentas de diamante são amplamente utilizadas para cortar e esmerilhar materiais duros e quebradiços, incluindo lâminas de serra, brocas, ferramentas de acabamento e matrizes de trefilação. Elas são comumente usadas em setores como corte de pedras, processamento 3C, exploração geológica, fabricação de automóveis e indústria de defesa.
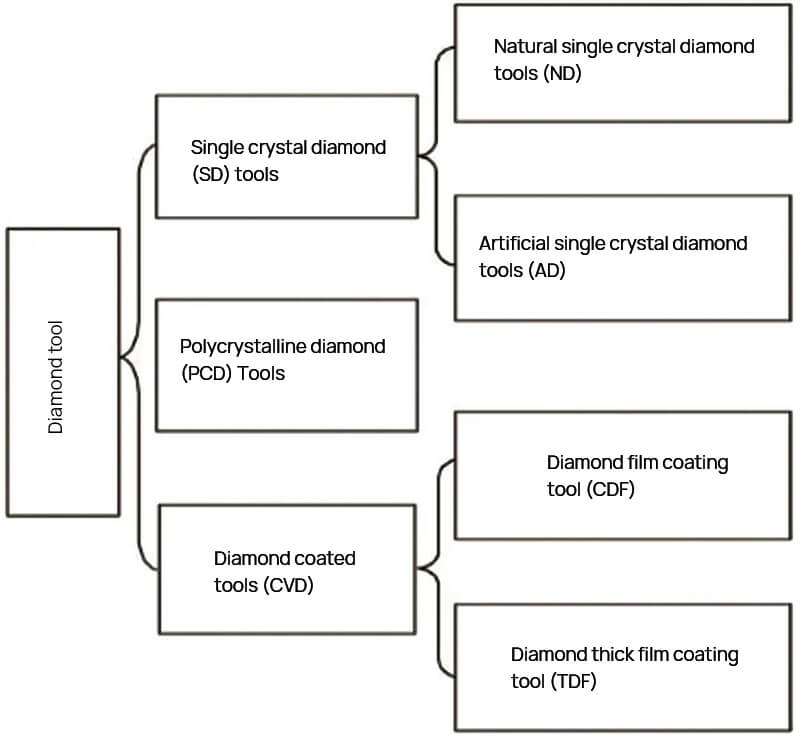
Atualmente, as ferramentas de diamante mais usadas são as de cristal único (SD), as de diamante policristalino (PCD) e as de diamante ferramentas revestidas (CVD).
As ferramentas de diamante monocristalino podem ser fabricadas com diamantes monocristalinos naturais e artificiais. As ferramentas de diamante policristalino, por outro lado, são normalmente fabricadas com diamantes sintéticos.
As ferramentas com revestimento de diamante são divididas em duas categorias com base na espessura do revestimento de diamante: ferramentas de filme espesso de diamante (com espessura de filme de diamante superior a 300 µm) e ferramentas de filme de diamante (com espessura de filme de diamante inferior a 20 µm).
A Figura 1 ilustra a classificação das ferramentas diamantadas, e a Figura 2 mostra algumas ferramentas diamantadas comuns.
O processo de conversão de diamantes em ferramentas de diamante com propriedades específicas é uma tecnologia crucial. Este artigo resume os métodos atuais de preparação de ferramentas de diamante e oferece uma visão geral do progresso da pesquisa em brasagem e soldagem por difusão de ferramentas de diamante, tanto em nível nacional quanto internacional. Ele também analisa as perspectivas futuras para o diamante tecnologia de soldagem.
Fig.1 Classificação das ferramentas diamantadas
Fig.2 Ferramentas diamantadas comumente usadas
1. Principais métodos de preparação de ferramentas de diamante
Um único diamante não é uma ferramenta adequada por si só e deve ser ligado a materiais de alta resistência. A produção de ferramentas de diamante normalmente utiliza métodos como sinterização, galvanoplastia, brasagem e soldagem por difusão.
O processo de sinterização envolve a mistura de pó de matriz e diamantes em uma proporção específica e, em seguida, a sinterização sob pressão da mistura em um forno de sinterização para produzir ferramentas de diamante.
Prensa quente A sinterização é uma técnica comum usada para fabricar ferramentas de diamante de várias camadas, como cabeças de corte de diamante, rebolos e serras de fio.
A matriz de diamante criada por meio da sinterização tem uma baixa força de ligação com os diamantes e mais partículas de diamante são incorporadas à matriz. Esse método é frequentemente usado para cortar e retificar materiais que são duros e quebradiços.
As ferramentas de diamante galvanizado são fabricadas usando o processo de galvanização para fixar as partículas de diamante no revestimento de metal depositado no substrato. No entanto, o metal de revestimento usado nessas ferramentas tem uma fixação fraca nos diamantes, o que resulta em uma baixa altura exposta e na tendência de os grãos abrasivos de diamante caírem sob cargas pesadas de esmerilhamento.
Por outro lado, as ferramentas de diamante brasado são criadas conectando diamantes e uma matriz por meio de brasagem. A ligação entre o diamante e a matriz é forte e durável, tornando menos provável que os diamantes caiam durante o uso.
Além disso, as ferramentas de diamante brasado têm várias vantagens, incluindo uma grande altura exposta de partículas abrasivas (com um máximo teórico de mais de 70% da altura da partícula abrasiva), amplo espaço para cavacos e dissipação eficaz de calor. Essas ferramentas são capazes de suportar cargas pesadas e podem ser usadas para retificação eficiente e de alta velocidade.
O método de brasagem para a criação de ferramentas de diamante foi patenteado já em 1975 e, desde então, tem atraído a atenção de pesquisadores nacionais e internacionais. Ele é considerado uma tecnologia promissora para melhorar a conexão entre os diamantes sintéticos.
A soldagem por difusão, por outro lado, é um método de conexão de estado sólido que envolve a difusão de átomos na superfície da área de contato sob alta temperatura e pressão, levando à combinação de átomos e a uma conexão segura.
A soldagem por difusão a vácuo geralmente ocorre a uma temperatura de 0,6 a 0,8 vezes a temperatura de fusão (Tm) do metal de base que está sendo soldado. Esse método é adequado para materiais de soldagem com uma grande diferença nos coeficientes de expansão térmica, como chapas compostas de carbeto cimentado e PDC para matrizes de colunas de corte.
A Tabela 1 resume as vantagens e desvantagens de vários métodos de preparação.
Tabela 1 Comparação de vários métodos de preparação
Método de preparação
Vantagens
Desvantagem
Sinterização por metalurgia do pó
O método de preparação é maduro; Operação simples do processo; Baixo custo de produção; A maioria é de ferramentas de diamante multicamadas.
As partículas de diamante são distribuídas irregularmente e a altura exposta é desigual; A matriz metálica é envolvida mecanicamente com diamante, de modo que a força de retenção é fraca e as partículas de diamante podem cair prematuramente.
Galvanoplastia
A altura exposta das partículas do braço é relativamente consistente.
A profundidade das partículas incorporadas na matriz é de até 2/3, e a vida útil da ferramenta é curta.
Método de brasagem
Forte adesão entre o diamante e a matriz; A altura exposta das partículas chega a 2/3, e a vida útil é longa; A distribuição das partículas na matriz é controlável.
O desempenho de brasagem do diamante é ruim; Altos requisitos técnicos para a operação do processo; O diamante é facilmente grafitizado.
Soldagem por difusão
O menor temperatura de soldagem é adequado para materiais com grande diferença no coeficiente de expansão térmica.
O custo do equipamento é alto e o escopo de aplicação é limitado.
2. Processo de brasagem de ferramentas de diamante
Atualmente, há vários métodos de brasagem disponíveis para ferramentas de diamante, incluindo brasagem a vácuo, brasagem em forno, brasagem em banho de sal e brasagem por chama, brasagem a laserA brasagem por resistência, a brasagem por indução a vácuo e de alta frequência e muito mais.
A força de ligação da ferramenta diamantada é crucial para determinar seu desempenho e vida útil.
Para evitar a oxidação da solda, as ferramentas de diamante são normalmente soldadas em alto vácuo ou em um ambiente de gás inerte.
Isso requer um forno especializado que possa manter um ambiente de soldagem a vácuo ou com proteção de gás.
A brasagem em forno normalmente usa aquecimento por radiação de resistência para uma distribuição uniforme de calor, o que permite a brasagem de ferramentas de diamante com estruturas complexas ou tamanhos grandes.
As ferramentas de diamante de camada única soldadas a vácuo são usadas principalmente na produção de ferramentas de dressagem, rebolos, ferramentas de pedra e ferramentas de vidro.
Tanto a brasagem a vácuo quanto a brasagem em forno são adequadas para a produção em massa.
O gás de decomposição de amônia é comumente usado na brasagem em forno de atmosfera contínua como agente redutor. Esse método é conhecido por sua baixa velocidade de aquecimento, o que resulta em uma distribuição uniforme da temperatura. A junta brasada produzida é esteticamente agradável, confiável em termos de qualidade e tem uma superfície de peça de trabalho brilhante. Além disso, esse método tem alta eficiência de produção e baixo custo de soldagem.
É comumente aplicado na produção de pequenas lâminas de serra e ferramentas de diamante de formato especial.
A brasagem por banho de sal, por outro lado, tem uma temperatura baixa e uma velocidade de aquecimento rápida e uniforme, o que leva a um baixo grau de grafitização dos diamantes, tornando-a adequada para a produção em massa.
No entanto, o processo de brasagem por banho de sal é trabalhoso e resulta em fluxo residual na peça de trabalho após a soldagem. Além disso, o processo gera uma grande quantidade de água residual durante a limpeza, causando poluição ambiental. O equipamento para brasagem por banho de sal também é caro e o ciclo de produção é longo. Esse método de brasagem de ferramentas de diamante não está de acordo com o conceito de fabricação ecológica.
A brasagem por chama, um dos primeiros métodos desenvolvidos, requer equipamentos simples e leves e tem um baixo custo de processo com uma ampla gama de fontes de gás. No entanto, sua temperatura de aquecimento é difícil de controlar, o que levou à sua eliminação gradual do mercado convencional.
Durante a brasagem a laser, o aquecimento local pelo laser é rápido e o tempo de exposição dos diamantes em altas temperaturas é curto, resultando em um baixo grau de grafitização. Esse método tem várias vantagens, incluindo alta eficiência de aquecimento, fácil controle de temperatura, uma pequena zona afetada pelo calor, a capacidade de processar superfícies complexas, um arranjo ordenado de partículas de diamante, alto grau de automação e um ambiente de trabalho favorável.
Além disso, a brasagem a laser ajuda a evitar os efeitos de proximidade e de pele da brasagem por indução de alta frequência ao soldar peças grandes e complexas. Entretanto, o curto tempo de aquecimento pode não permitir a formação de uma camada de reação contínua ou de uma camada de difusão entre as partículas abrasivas de diamante e o metal de adição, ou entre o metal de adição e a matriz, o que reduz a força de retenção do metal de adição nas partículas de diamante.
A brasagem por resistência é frequentemente usada para brasar barras de brunimento e produz bons resultados. qualidade da solda. Entretanto, devido à temperatura relativamente alta do cabeçote de corte durante o processo de processo de soldagemque afeta a vida útil dos diamantes, esse método não é amplamente utilizado por muitas empresas.
Por outro lado, a brasagem por indução de alta frequência é conhecida por sua rápida velocidade de aquecimento, alta eficiência de brasagem, baixo custo de produção, operação simples, baixa intensidade de mão de obra e capacidade de brasar vários tipos de materiais. formas complexas e peças com vários dentes. Quando combinada com alimentação automática, proteção da atmosfera ou brasagem por indução a vácuo, a junta tem boa aparência e qualidade de brasagem.
Em conclusão, a brasagem por indução é um método de brasagem promissor para ferramentas de diamante.
3. Equipamento de brasagem para ferramentas diamantadas
3.1 Equipamento do forno de brasagem a vácuo
O forno de brasagem a vácuo é o equipamento mais amplamente utilizado na fabricação de ferramentas diamantadas. Ele permite a produção em lote e proporciona um processo de operação estável e repetível.
No entanto, o forno a vácuo tradicional tem espaço limitado na cavidade e a maioria dos modelos domésticos apresenta apenas uma única câmara, o que os torna adequados apenas para produção em pequena escala.
Graças aos avanços tecnológicos, foram desenvolvidos fornos a vácuo multifuncionais, como fornos de brasagem a vácuo contínua, fornos de brasagem por indução a vácuo e fornos de brasagem a vácuo de parede quente.
3.2 Conjunto completo de equipamentos para brasagem contínua sob atmosfera controlada
Tomando o forno de túnel contínuo com correia de malha como representante, esse tipo de equipamento completo é amplamente utilizado em recozimento e processos de tratamento térmico brilhante. O forno é composto por áreas de alimentação, aquecimento, resfriamento e descarga. Durante o processo de brasagem, a peça de trabalho é protegida por uma atmosfera de decomposição de amônia.
Esse equipamento oferece várias vantagens, incluindo aquecimento contínuo, tempo de aquecimento ajustável para a peça de trabalho, alta eficiência de produção, facilidade de produção em massa, redução da intensidade de trabalho do operário e automação.
O equipamento de brasagem contínua com atmosfera totalmente controlável integra várias tecnologias profissionais, como as da indústria química, maquinário, controle e brasagem em forno elétrico, fornecendo suporte técnico para a produção de brasagem automática, contínua, de alta eficiência, alta qualidade e baixo custo em grandes quantidades.
3.3 Equipamento de brasagem a laser
A brasagem a laser é uma tecnologia de brasagem que usa um laser como fonte de calor, e o laser é seu componente principal.
Com base no tipo de material de trabalho, os lasers podem ser classificados em vários tipos, incluindo lasers de gás (como os lasers de gás CO2), lasers líquidos, lasers de semicondutores, lasers de estado sólido (como os lasers Nd: YAG), lasers de fibra, lasers de elétrons livres, etc.
Desses, os lasers de fibra tiveram um rápido desenvolvimento e são amplamente utilizados em vários campos, como comunicações, detecção, processamento de materiais a laser e muito mais.
As pesquisas futuras sobre lasers de fibra se concentrarão em melhorar sua eficiência de conversão, qualidade, estabilidade e torná-los mais compactos.
As áreas de pesquisa com foco em lasers de fibra incluirão lasers de fibra com bloqueio de modo de pulso ultracurto com ciclos de trabalho menores, lasers de fibra de alta potência e lasers de fibra de alta potência. femtossegundo lasers de fibra de pulso, lasers de fibra de saída de banda larga e lasers de fibra sintonizáveis.
O feixe de laser usado para soldagem evoluiu de uma forma de onda de pulso para uma forma de onda contínua.
Inicialmente, os lasers de estado sólido com saídas de pulso eram usados para soldagem, mas, nos últimos anos, os lasers contínuos de gás CO2 de alta potência e os lasers sólidos de Nd: YAG se tornaram populares como calor de soldagem fontes.
O diamante tem menor capacidade de absorção dos feixes de laser em comparação com a liga metálica de enchimento; portanto, para a brasagem de ferramentas de diamante, devem ser selecionados lasers de alta densidade de energia.
Ao usar um laser pulsado como calor de soldagem os parâmetros do processo são mais complexos.
Atualmente, a pesquisa sobre brasagem a laser de diamante usa principalmente lasers contínuos de CO2, mas há poucas pesquisas nessa área.
3.4 Equipamento de brasagem por indução de alta frequência
O componente principal do equipamento de brasagem por indução de alta frequência é uma fonte de alimentação de aquecimento por indução.
As fontes de alimentação de aquecimento indutivo modernas estão evoluindo para maior potência, maior frequência e maior inteligência.
No futuro, o objetivo é desenvolver um sistema de fonte de alimentação de aquecimento por indução miniaturizado que seja adequado para operação em campo, altamente eficiente e com economia de energia.
Devido ao aumento do custo da mão de obra na fabricação de ferramentas diamantadas e à necessidade de maior estabilidade na qualidade da brasagem das ferramentas diamantadas, a brasagem por indução automática se tornou o principal método de soldagem de ferramentas de corte diamantadas.
A brasagem por indução automática de ferramentas diamantadas permite a divisão automática dos dentes, a identificação e a seleção automáticas dos cabeçotes de corte e o fornecimento automático de almofadas de solda.
Esse método oferece alta precisão de soldagem, juntas de brasagem resistentes e uma longa vida útil. Um operador pode gerenciar várias máquinas, reduzindo significativamente os custos de mão de obra.
4. Mecanismo de brasagem de ferramentas de diamante
O princípio por trás da brasagem de ferramentas de diamante é utilizar elementos com alta afinidade com o carbono (como titâniocromo, zircônio, etc.) para produzir carbonetos por meio de uma reação química durante a brasagem, a fim de obter uma ligação metalúrgica entre o diamante, o metal de adição e a matriz.
Na brasagem de ferramentas de diamante, a tecnologia e os materiais de brasagem são de extrema importância.
A brasagem do diamante é desafiadora porque é difícil para os metais de enchimento comuns aderirem à superfície do diamante.
Atualmente, ativo brasagem de metais ou metalização da superfície do diamante são os principais métodos usados para melhorar o desempenho da brasagem entre o diamante e o metal.
4.1 Brasagem de metal ativo
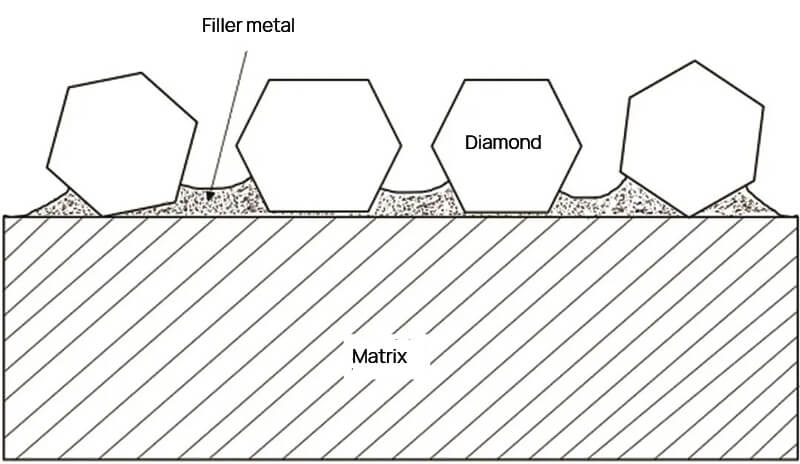
O método de brasagem de metal ativo une os diamantes incorporando elementos ativos como titânio, zircônio, cromo e vanádio ao metal de adição. Esses elementos, que são conhecidos por formar carbonetos fortes, reagem quimicamente com o metal de adição para formar carbonetos e uma ligação metalúrgica entre o diamante e o metal de adição. O diamante é então fixado ao substrato de metal por meio do metal de adição brasado.
Consulte a Figura 3 para ver o design da junta diamantada soldada com esse método.
Fig.3 Junta de diamante soldada na interface
As ligas que contêm Ti, como Ag Cu Ti e Cu Sn Ti, são comumente usadas como soldas ativas. Enquanto isso, as ligas Ag Cu Cr e Ni Cr que contêm Cr são soldadas usando gás inerte ou vácuo.
Devido à sua afinidade química relativamente alta, Ti, Cr e C desempenham um papel importante na formação de carbonetos, como TiC e Cr-C, na interface. Isso é o que, em última análise, leva à conexão metalúrgica entre o diamante, o metal de adição e a matriz.
4.2 Tratamento de metalização da superfície do diamante
O tratamento de ativação de metal da superfície do diamante confere propriedades semelhantes às do metal, facilitando a ligação do diamante com os enchimentos de metal.
O processo de metalização da superfície pode ser obtido por meio de vários métodos, incluindo galvanoplastia química e galvanoplastia, evaporação a vácuo, pulverização a plasma, pulverização magnetrônica, deposição de vapor químico, deposição de vapor físico e revestimento mecânico.
A galvanização química e a galvanoplastia, bem como a evaporação a vácuo, são os métodos mais comumente usados.
Normalmente, metais altamente ativos, como Ti, Cr, W e Mo, são selecionados para metalização.
O revestimento de metal aumenta a ligação metalúrgica entre o diamante e a matriz, melhorando assim a retenção das partículas de diamante na matriz da ferramenta.
5. Solda para brasagem de ferramentas de diamante
A resistência de uma junta ou interface brasada é determinada principalmente por dois elementos: o material de brasagem e o processo de brasagem.
As soldas de metal comuns têm dificuldade para umedecer e se espalhar em superfícies de diamante, e o ângulo de umedecimento do níquel em superfícies de diamante é limitado em altas temperaturas.
O cobre não molha as superfícies de diamante em altas temperaturas, mas sua molhabilidade nas superfícies de diamante é significativamente melhorada quando o titânio é adicionado ao cobre.
Atualmente, os metais de enchimento de brasagem usados para diamante brasagem de ferramentas podem ser amplamente divididos em duas categorias: Metais de enchimento para brasagem de ligas de alto ponto de fusão à base de Ni (como Ni-Cr) e metais de enchimento para brasagem de ligas de baixo ponto de fusão à base de Ag e Cu (como Cu-Sn-Ti, Ag-Cu-Ti e Ag-Cu-Cr).
5.1 Solda à base de níquel
A camada de metal de adição à base de níquel usada na brasagem tem alta dureza, excelente resistência à corrosão, excelente resistência ao desgaste e desempenho superior em altas temperaturas, o que a torna amplamente utilizada no setor aeroespacial.
Desde sua criação, foram realizados vários estudos sobre soldas à base de níquel, tanto em termos de suas propriedades básicas quanto de suas aplicações, com muita atenção dada ao seu desenvolvimento comercial.
Um dos metais de enchimento mais comumente usados para a brasagem de ferramentas de diamante é a liga Ni-Cr.
Ao combinar as vantagens das ferramentas de diamante e dos metais de adição à base de níquel, a brasagem com esses materiais resulta em ferramentas ideais para corte, esmerilhamento e perfuração.
Em 1975, J.T. Lowder e seus colegas iniciaram uma pesquisa sobre ferramentas de diamante para brasagem usando metais de enchimento de liga de Ni-Cr.
Posteriormente, Wiand e outros investigaram o impacto de diferentes pós metálicos (como Ni, Cr, B, Si, Fe, Mo, etc.) e parâmetros de brasagem (temperatura, tempo de espera, etc.) na resistência de diamantes revestidos por brasagem a vácuo.
Uma equipe de pesquisadores liderada por K. Chatopadhyay, na Suíça, primeiro pulverizou uma chama de liga de Ni-Cr em um substrato de aço e, em seguida, usou a brasagem por indução para conectar o diamante e o substrato de aço sob proteção de argônio. Eles estudaram a relação entre a quantidade de metal de enchimento e a molhabilidade e resistência.
Na China, Lin Zengdong e seus colegas usaram metais de enchimento Ni-Cr-P para soldar ferramentas de diamante e descreveram o processo de soldagem.
Os resultados indicam que a temperatura de brasagem deve ser de 50 a 100°C mais alta do que a temperatura de fusão da liga de solda, o tempo de retenção deve ser breve e a altura do diamante exposto é inversamente proporcional à quantidade de solda usada.
Xiao Bing, Feng Bojiang e outros estudiosos descobriram que, ao soldar diamantes com um metal de enchimento Ni-Cr, a interface apresenta uma estrutura de camada dupla, com uma camada interna de Cr3C2 e uma camada externa de Cr7C3.
Lu Jinbin e sua equipe demonstraram que, quando os diamantes são soldados com um metal de enchimento Ni-Cr, o Cr7C3 gerado na interface assume uma morfologia semelhante a um broto, enquanto o Cr3C2 assume uma morfologia semelhante a uma folha.
5.2 Solda à base de cobre
O uso de metal de enchimento à base de níquel para brasagem tem uma desvantagem, pois requer alta temperaturas de brasagem que pode levar à grafitização dos diamantes e prejudicar sua estabilidade térmica.
Para aplicações que exigem um bom ambiente de trabalho e baixa resistência ao desgaste, os metais de adição à base de cobre ou prata são a melhor opção, pois reduzem a grafitização dos diamantes.
Em um estudo realizado por A. Khalid et al. do Paquistão, um metal de enchimento ativo à base de cobre (Cu-14.3Sn-10.2Ti-1.5Zr) foi usado para realizar a brasagem a vácuo de diamantes.
A pesquisa constatou que a interface entre o diamante e o metal de enchimento produziu uma estrutura de TiC de camada dupla com 200 nm de espessura. Essa estrutura consistia em partículas de TiC de 50 a 70 nm de espessura perto do diamante e TiC colunar de 100 a 200 nm de espessura perto do metal de enchimento.
Com o aumento da temperatura ou do tempo de reação, o TiC colunar cresce no lado do metal de adição, enquanto a camada de partículas de TiC no lado do diamante permanece inalterada.
S. Buhl e seus colegas utilizaram o metal de enchimento Cu-14.4Sn-10.2Ti-1.5Zr para realizar a brasagem de diamantes de cristal único e investigaram a relação entre os parâmetros de brasagem e o tensão residual e a resistência da junta.
Quando a temperatura de brasagem foi aumentada de 880 ℃ para 930 ℃, a resistência ao cisalhamento das juntas diamantadas diminuiu de 321 MPa para 78 MPa.
W. C. Li e seus colegas usaram a solda de liga Cu-10Sn-15Ti para brasar diamantes a temperaturas de 925 ℃/5 min e 1050 ℃/5 min, formando uma camada contínua de TiC de aproximadamente 500 nm de espessura na interface. S. F. Huang e seus colegas compararam os efeitos da brasagem a vácuo e a laser na microestrutura da interface do diamante usando o metal de enchimento Cu-10Sn-15Ti.
Sob condições de vácuo, a camada de transição de TiC é contínua. Entretanto, devido ao curto tempo de reação durante a brasagem a laser, menos produtos de reação são produzidos no diamante.
Meng Weiru e seus colegas da Xi'an Jiaotong University usaram metais de enchimento como BNi-2, BNi-7 e CuSnNiTi para realizar a brasagem a vácuo de ferramentas de diamante.
Por meio de comparação, verificou-se que o metal de enchimento CuSnNiTi tinha baixa temperatura de fusão, boa molhabilidade na superfície do diamante, causava danos térmicos mínimos ao diamante, tinha alto poder de retenção e era altamente utilizável para ferramentas de diamante.
5.3 Solda à base de prata
O metal de enchimento de brasagem usado para ferramentas de diamante é normalmente uma liga eutética à base de prata de Ag e Cu, com elementos ativos como Ti e Zr adicionados. Essa liga à base de Ag tem um baixo ponto de fusão e boa capacidade de umedecimento com diamantes.
Pesquisadores da Universidade de Ciência e Tecnologia de Harbin, da Universidade de Yanshan, da Universidade de Tecnologia de Harbin e da Universidade de Aeronáutica e Astronáutica de Nanjing realizaram estudos sobre a brasagem de diamantes com metais de enchimento à base de Ag e chegaram a uma conclusão semelhante: sob condições de brasagem, ocorre uma reação química entre Ti e C, resultando na formação de compostos de TiC que criam uma ligação metalúrgica entre o metal de enchimento e o diamante.
A equipe do State Key Laboratory of Brazing do Zhengzhou Machinery Research Institute Co., Ltd. analisou as soldas à base de Ag comumente usadas. Com base nas funções e características de elementos como Ag, Cu, Zn, Cd, Ni, Co e Mn nas soldas, mais de 10 soldas foram preparadas e sua temperatura de fusão, resistência e processo de brasagem foram estudados.
Foi desenvolvida uma série de soldas adequadas para a brasagem de ferramentas PCD em várias condições de trabalho. No entanto, o alto custo do metal Ag e o alto custo de brasagem devido aos requisitos rigorosos do elemento Ti em termos de grau de vácuo limitaram sua aplicação.
Além disso, a aderência do metal de adição ao diamante é fraca, tornando-o propenso a cair durante o uso, o que limita seu uso na brasagem com ferramenta de diamante. As soldas à base de prata são usadas em casos excepcionais em que é necessária uma baixa resistência ao desgaste. A Tabela 2 compara os prós e os contras de várias soldas diferentes.
Excelente resistência à corrosão e à oxidação. O Cr reage com o C no diamante para formar Cr3C2 e Cr7C3, com alta força de ligação e alto poder de retenção no diamante.
Quando a temperatura de brasagem é superior a 1000 ℃, o diamante é facilmente grafitizado e ocorre dano térmico.
Solda de liga C-Sn Ti
Quando o TiC é gerado, o metal de enchimento para brasagem pode realizar uma conexão de alta resistência com o diamante, a temperatura de brasagem é baixa e o dano térmico ao diamante é pequeno.
A atividade do elemento Ti é alta, e a brasagem requer alta atmosfera.
Solda de liga Ag Cu Cr
Cr e C no diamante formam o composto Cr-C, e o metal de enchimento para brasagem tem um alto poder de retenção no diamante.
A temperatura de brasagem deve ser inferior a 800 ℃ para evitar a grafitização e a oxidação do diamante; uma temperatura muito baixa leva a um tempo de brasagem muito longo e ao desperdício de energia.
Solda de liga Ag Cu Ti
O TiC é gerado, e o metal de enchimento de brasagem é metalurgicamente conectado ao diamante. A baixa temperatura de brasagem não causa danos térmicos ao diamante.
O conteúdo de Ag é alto e o custo da solda é alto; a atividade do elemento Ti é alta, e a brasagem requer uma atmosfera alta.
Solda pré-ligada à base de Ti contendo CuMn
O TiC é gerado para obter a ligação do ouro, e o poder de retenção do diamante é alto.
A espessura da camada de TiC é grande ou o TiC é distribuído continuamente, o que facilita a formação de rachaduras e a queda das partículas de diamante.
6. Conexão de solda por difusão de ferramentas de diamante
A soldagem por difusão tem propriedades de junta comparáveis às do metal de base, o que a torna ideal para soldagem de materiais diferentes. A difusão a vácuo junta de solda apresenta alta resistência, excepcional estabilidade térmica e robusta resistência sísmica.
Na produção de ferramentas de diamante, a soldagem por difusão é comumente usada para conectar bits geológicos PDC. Isso não apenas aumenta a qualidade do bit e melhora a resistência de soldagemmas também aumenta a profundidade de gravação do bit.
A soldagem por difusão é um método eficaz para aprimorar o desempenho e prolongar a vida útil dos bits de PDC. Varnado e seus colegas revestiram o PDC com uma camada de níquel metálico de 25-50 μm de espessura e realizaram a soldagem por difusão a vácuo a 650 ℃ e 214 MPa por 4 horas, resultando em uma resistência ao cisalhamento da junta de 413-551 MPa.
Qiu Huizhong e sua equipe utilizaram a soldagem por difusão de pressão unidirecional e a soldagem por difusão de pressão isostática a quente para obter uma conexão de alta resistência entre o PDC e o pilar de carboneto de tungstênio, atendendo aos requisitos dos bits PDC.
A resistência da conexão entre o PDC e o carbeto de tungstênio atingiu aproximadamente 500 MPa a 680 ℃ com a soldagem por difusão de pressão unidirecional, e a soldagem por difusão de pressão isostática a quente garantiu a estabilidade e a confiabilidade dos dentes de corte, sem reduzir significativamente a resistência à abrasão da broca acabada. Os testes de campo comprovaram a excelente qualidade do produto.
Liu Jie e seus colegas realizaram um teste de soldagem por difusão a vácuo em bits de PDC (compostos de diamante policristalino) com o objetivo de resolver problemas e melhorar o desempenho e a vida útil desses bits. O estudo verificou a viabilidade de usar a soldagem por difusão a vácuo para conectar os compostos aos bits.
Sun Fenglian e seus colegas usaram uma combinação de soldagem por difusão e brasagem para conectar um filme espesso de diamante CVD (deposição de vapor químico) a carboneto cimentado. Eles usaram folha de Ti e folha de Ag Cu como material intercalar e realizaram o processo de soldagem sob aquecimento por radiação a vácuo.
Na interface entre o diamante e a camada intermediária, houve difusão mútua dos elementos C e Ti, resultando na formação do composto TiC.
Qiao Peixin e seus colegas melhoraram a conexão entre o diamante e a liga da matriz adicionando pó pré-ligado por meio de sinterização por prensagem a quente a vácuo. Eles descobriram que essa conexão de brasagem por difusão usando pó pré-ligado é um método eficaz para aprimorar as ferramentas de diamante.
O processo de soldagem por difusão é complexo e demorado, e o equipamento necessário é caro, o que resulta em altos custos de soldagem.
Atualmente, a soldagem por difusão a vácuo é utilizada principalmente para soldar brocas geológicas de alta resistência com requisitos de vibração exigentes, e ainda não foi aplicada à produção em massa de ferramentas diamantadas em geral.
A brasagem e a soldagem por difusão possuem vantagens exclusivas na conexão de materiais heterogêneos, como carbono e metal, devido às suas características excepcionais de processo. Esses métodos estão prontos para se tornar uma importante área de pesquisa no desenvolvimento de ferramentas de diamante.
A pesquisa sobre ferramentas de diamante para brasagem está florescendo e tem várias abordagens. Atualmente, ela está se voltando para a automação, a sustentabilidade, a integração de processos e o foco na qualidade e na relação custo-benefício.
A soldagem por difusão de ferramentas de diamante continua limitada a conexões de ferramentas especiais e requer mais desenvolvimento.
Como fundador do MachineMFG, dediquei mais de uma década de minha carreira ao setor de metalurgia. Minha vasta experiência permitiu que eu me tornasse um especialista nas áreas de fabricação de chapas metálicas, usinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou sempre pensando, lendo e escrevendo sobre esses assuntos, esforçando-me constantemente para permanecer na vanguarda do meu campo. Permita que meu conhecimento e experiência sejam um trunfo para sua empresa.
Você já se perguntou por que o cobre e suas ligas são tão importantes em nosso cotidiano? Este artigo explora as propriedades fascinantes do cobre, desde sua incrível condutividade elétrica até...
Alguma vez você já se perguntou sobre a ciência por trás da união de metais sem derretê-los? A brasagem é um processo fascinante que une metais usando um material de enchimento aquecido a uma temperatura específica...
1. Características da brasagem A brasagem de materiais policristalinos de grafite e diamante enfrenta desafios semelhantes aos da brasagem de cerâmica. Em comparação com os metais, os metais de enchimento para brasagem têm dificuldade para umedecer os materiais policristalinos de grafite e diamante,...
Você já se perguntou como as ligas de alta temperatura são unidas sem comprometer sua resistência? Este artigo se aprofunda no processo de brasagem de ligas de alta temperatura à base de níquel, ferro e cobalto. Saiba como...
Por que a brasagem de aço inoxidável é tão desafiadora, porém crucial? Este artigo explora os principais problemas, desde a remoção da película de óxido até o controle de temperatura, que afetam a qualidade e a durabilidade das juntas soldadas....
Você já se perguntou por que a brasagem de alumínio é crucial na fabricação moderna? Este artigo se aprofunda no intrincado processo de brasagem de alumínio, explorando seus métodos, benefícios e desafios. Desde os conceitos básicos de...
Você já se perguntou como a soldagem transforma peças de metal separadas em um todo unificado? Este artigo explora o fascinante mundo das juntas de solda, examinando seus tipos, características mecânicas e o...
A soldagem é a espinha dorsal da manufatura moderna, mas com tantos métodos disponíveis, como escolher o mais adequado para o seu projeto? Nesta postagem do blog, vamos nos aprofundar no...
A soldagem de metais diferentes é um processo desafiador, mas essencial na fabricação moderna. Ele envolve a junção de metais com diferentes propriedades e composições, muitas vezes resultando em uma zona de fusão com diferentes propriedades mecânicas...