Processamento e instalação de barramentos: Seu guia definitivo
Você já se perguntou como os barramentos, os heróis desconhecidos da distribuição elétrica, são processados e instalados? Este artigo se aprofunda nas etapas complexas de seleção, preparação e instalação de barramentos, garantindo uma distribuição de energia eficiente e segura. Você descobrirá as ferramentas e técnicas essenciais necessárias para lidar com esses componentes críticos, aumentando sua compreensão da função deles em sistemas de baixa e alta tensão. Ao final, você terá uma sólida compreensão das complexidades do processamento de barramentos, desde a inspeção do material até a instalação final, garantindo o desempenho e a segurança ideais em aplicações elétricas. Mergulhe de cabeça para aumentar seu conhecimento!
Essas diretrizes regem os procedimentos de processamento e instalação de barramentos para todos os quadros de distribuição de energia e painéis de distribuição de baixa tensão fabricados por nossas instalações. Os princípios aqui descritos abrangem uma ampla gama de técnicas de fabricação de barramentos, incluindo, entre outros, corte, dobra, perfuração e tratamento de superfície. Embora o foco principal seja em aplicações de baixa tensão, muitas dessas diretrizes - com exceção de requisitos específicos de folga elétrica e distância de fuga - podem ser adaptadas para processos de fabricação de gabinetes de alta tensão.
O escopo de aplicação inclui:
Painel de distribuição de baixa tensão (até 1000V CA ou 1500V CC)
Caixas e painéis de distribuição de energia
Centros de controle de motores (MCCs)
Sistemas de barramento para aplicações industriais e comerciais
Essas diretrizes visam garantir a qualidade consistente, o desempenho ideal e a adesão às normas internacionais relevantes, como a IEC 61439, para conjuntos de painéis de distribuição e controle de baixa tensão. Ao seguir esses procedimentos, mantemos os mais altos níveis de segurança, confiabilidade e eficiência em nossas operações de processamento e instalação de barramentos.
II. Seleção de barramentos
Os barramentos devem ser selecionados com base em vários fatores críticos, incluindo a corrente do circuito, as condições de aumento de temperatura permitidas a longo prazo e os requisitos de estabilidade térmica dinâmica. Os principais materiais para barramentos são alumínio e cobre, sendo que os fios plásticos com núcleo de cobre também são uma opção viável para determinadas aplicações.
O processo de seleção deve seguir os padrões relevantes do setor, especificamente GB5584-85 "Barramentos de alumínio" e GB55852-85 "Barramentos de cobre" para aplicações na China. As normas internacionais, como a IEC 60439-1 ou a ANSI C37.20.1, devem ser consideradas para projetos globais. Essas normas fornecem diretrizes para propriedades de materiais, tolerâncias dimensionais e requisitos de desempenho.
Ao determinar o barramento adequado, várias considerações importantes devem ser levadas em conta:
Capacidade de condução de corrente: Isso é influenciado pela área da seção transversal do barramento e pela condutividade elétrica do material. O cobre geralmente oferece maior condutividade do que o alumínio, permitindo seções transversais menores para a mesma classificação de corrente.
Aumento de temperatura: O barramento deve manter sua integridade e desempenho sob a temperatura operacional máxima esperada. Isso inclui condições de estado estável e de curto-circuito.
Orientação da instalação: O posicionamento dos barramentos afeta significativamente suas capacidades de dissipação de calor. A colocação vertical normalmente permite uma melhor dissipação de calor devido à convecção natural, aumentando potencialmente a capacidade de carga em 10-15% em comparação com a colocação horizontal. Esse fator deve ser incorporado à seleção final e aos cálculos de dimensionamento.
Resistência mecânica: Os barramentos devem suportar forças eletromagnéticas durante condições de falha sem deformação ou falha.
Resistência à corrosão: Fatores ambientais devem ser considerados, especialmente em instalações externas ou severas. O alumínio forma uma camada protetora natural de óxido, enquanto o cobre pode exigir proteção adicional em ambientes corrosivos.
Custo-benefício: Embora o cobre ofereça melhor condutividade, o alumínio costuma ser mais econômico para grandes instalações, especialmente quando se considera o peso total do sistema.
Requisitos de junção e terminação: A facilidade de fazer conexões e a confiabilidade das juntas ao longo do tempo devem ser levadas em conta no processo de seleção.
Para obter especificações detalhadas e capacidades de condução de corrente de tamanhos comuns de barramentos, consulte o Apêndice A1. Informações sobre fios plásticos com núcleo de cobre, que podem ser adequados para aplicações de corrente menor ou como conectores flexíveis, podem ser encontradas no Apêndice A2.
É fundamental observar que, embora essas diretrizes forneçam uma base sólida para a seleção do barramento, os requisitos específicos do projeto, como condições ambientais exclusivas, restrições de espaço ou preferências do cliente, podem exigir soluções personalizadas. Nesses casos, cálculos detalhados e, possivelmente, a análise de elementos finitos (FEA) devem ser empregados para garantir que o barramento selecionado atenda a todos os critérios de desempenho e segurança.
III. Materiais, equipamentos e ferramentas
1. Fixadores e componentes elétricos:
Parafusos: Vários tamanhos e graus (por exemplo, grau 5, 8 ou aço inoxidável)
Porcas: Correspondentes às especificações dos parafusos, incluindo porcas de travamento e porcas de flange
Arruelas: Arruelas planas, bipartidas e de pressão de tamanhos apropriados
Juntas de cobre e alumínio: Tomadas, emendas e conectores classificados para amperagens específicas
2. Máquinas e ferramentas manuais:
Equipamentos de conformação de metais: - Máquina de corte de linha de dobra: Para corte e dobragem precisos de chapas metálicas - Prensa de punção: Para criar furos e formas em chapas metálicas - Máquina de dobra manual: Para operações de dobra em pequena escala
Equipamento de perfuração: - Prensa de perfuração: Para perfuração precisa e estável - Brocas: Brocas de aço de alta velocidade (HSS) ou de cobalto de vários tamanhos
Ferramentas de montagem e fixação de trabalho: - Torno de bancada: Para segurar a peça de trabalho com segurança - Jogo de chaves soquete: Para um aperto eficiente dos fixadores - Chave de cinta: Para agarrar formas redondas ou irregulares sem danificá-las - Chave de boca: Para configurações específicas de porcas e parafusos
Ferramentas de acabamento e medição: - Limas: Planas, redondas e triangulares para rebarbação e suavização de bordas - Marcador: Para marcação precisa em superfícies metálicas - Fita métrica de aço (mínimo de 5 m/16 pés): Para medições mais longas - Régua quadrada: Para verificar e marcar ângulos retos - Régua de aço: Para medições precisas de curta distância
Ferramentas de trabalho elétrico: - Faca para eletricista: Para decapagem de cabos e cortes em geral - Chaves de fenda isoladas: Cabeça chata e Phillips, vários tamanhos - Alicate para fios: Para cortar, descascar e crimpar fios elétricos
Ferramentas suplementares: - Furadeira manual: Para necessidades de perfuração no local ou móveis - Equipamentos de segurança: Óculos de segurança, luvas e proteção auditiva
IV. Etapas de processamento e requisitos técnicos
1. Antes de processar o material do barramento, ele deve ser submetido a uma inspeção externa. Se forem encontradas rachaduras na superfície, manchas, buracos ou depósitos diversos, ou se houver poros grandes na superfície (diâmetro do barramento de alumínio maior que 5 mm, profundidade maior que 0,55 mm, barramento de cobre diâmetro maior que 5 mm, profundidade maior que 0,15 mm), essa seção deve ser cortada.
2. O barramento inteiro deve estar basicamente reto antes do corte. Se houver irregularidades óbvias ou retidão, ela deve ser corrigida.
3. Corte de acordo com o tamanho do desenho ou do modelo (por exemplo, corte na máquina de corte ou na prensa de punção) e remover rebarbas durante o processamento.
Após o corte, se for constatado que o barramento está irregular, não está reto ou está torcido, ele deve ser corrigido com um martelo de madeira ou ferramenta semelhante. Após a correção, não deve haver marcas óbvias de martelo no barramento.
4. Dobre o barramento de acordo com seus próprios requisitos ou com os requisitos específicos do gabinete de distribuição. Quando o barramento for dobrado, deve-se tomar cuidado para não usar muita força ou velocidade para evitar rachaduras. O grau de curvatura dos dois barramentos paralelos da mesma fase deve ser consistente.
(1) O raio mínimo permitido para a flexão do barramento é mostrado no Apêndice A3.
(2) Não são permitidas rachaduras após o barramento ser dobrado.
(3) Os pontos de flexão do mesmo grupo de barramentos devem ser basicamente consistentes após a instalação.
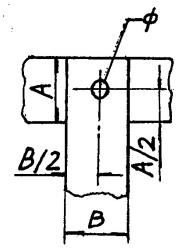
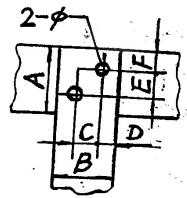
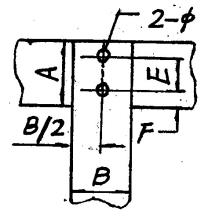
(1) O emparelhamento das especificações do furo do barramento e do parafuso é selecionado de acordo com o Apêndice A4.
(2) Depois de determinar o tamanho do furo de acordo com as especificações do barramento usado, a forma de sobreposição e a forma do cabeçote da estaca elétrica, faça furos em uma máquina de perfuração ou prensa de punção.
(3) Após o processamento do barramento, os cortes e as bordas dos furos devem ser rebarbados e chanfrados.
6. Os pontos de conexão entre os barramentos e entre os barramentos e os cabeçotes elétricos devem ser estanhados e frisados, com aplicação de vaselina neutra nas partes estanhadas da conexão. Dependendo das condições técnicas da planta, pode-se usar pasta condutora em vez de estanhagem.
(1) Para obter os procedimentos detalhados de estanhagem de barramentos, consulte as "Diretrizes do processo de estanhagem". Para a aplicação de pasta condutora, consulte as "Diretrizes de aplicação de pasta condutora".
(2) A crimpagem do barramento deve ser feita usando um molde de crimpagem dedicado em uma prensa de punção.
(3) Antes de crimpar, o limite de crimpagem deve ser marcado (geralmente a 20 mm da borda da conexão).
7. Todos os barramentos devem ser pintados de preto. As bordas pintadas devem estar basicamente em uma linha, sem tinta faltando, marcas de gotejamento, objetos estranhos ou outros traços. A superfície de sobreposição não deve ser pintada, e a distância entre a borda pintada e a borda de sobreposição deve ser de 5 a 10 mm.
V. Barramento com fios de plástico com núcleo de cobre
Os barramentos classificados para correntes abaixo de 200 A podem ser substituídos de forma eficaz por fios com núcleo de cobre e isolamento plástico, oferecendo uma alternativa flexível e econômica. Essa substituição requer uma terminação precisa usando conectores de cobre ou alumínio crimpados em ambas as extremidades do fio.
Os parâmetros críticos para a instalação adequada, inclusive o comprimento específico de decapagem e as seleções apropriadas de conectores, estão detalhados no Apêndice A5. É imperativo aderir a essas especificações para garantir a condutividade elétrica e a resistência mecânica ideais da conexão.
Após a crimpagem, a área condutora exposta no ponto de terminação deve ser completamente envolvida com fita isolante elétrica de alta qualidade. Essa etapa é fundamental para manter a integridade do sistema de isolamento, evitar curtos-circuitos e garantir a conformidade com os padrões de segurança elétrica. A fita isolante deve ser aplicada com uma sobreposição de 50% e ultrapassar a área crimpada em pelo menos 10 mm de cada lado para garantir a cobertura completa e a proteção contra fatores ambientais.
Ao implementar essa alternativa de barramento, é essencial considerar a ampacidade do fio selecionado, garantindo que ele atenda ou exceda a capacidade de transporte de corrente do barramento original, levando em conta fatores como temperatura ambiente, método de instalação e requisitos de queda de tensão.
VI. Instalação do barramento
1. Antes de instalar o barramento, inspecione a qualidade do barramento e de seus acessórios. Não é permitida a instalação de itens não qualificados.
2. Quando o barramento for longo (geralmente gabinete de baixa tensão >0,8M, GCK >0,4M), um grampo de barramento e um isolador adequados devem ser usados para fixação no meio.
3. Quando o barramento principal se sobrepõe, as três fases devem ser escalonadas camada por camada e não cruzadas. Quando dois ou mais barramentos forem usados em paralelo para a mesma fase, deve haver um espaço de uma fileira de espessura entre os dois (para aumentar a área de dissipação de calor).
4. Durante a instalação, as superfícies sobrepostas do barramento ao barramento e do barramento ao cabeçote da estaca elétrica devem ser naturalmente planas. Nenhuma força externa deve ser usada para pressioná-las, o que causaria tensão no barramento, afetando os componentes do interruptor e a estabilidade térmica dinâmica do barramento.
5. Após o aperto dos parafusos, deve haver pressão de contato suficiente entre as superfícies sobrepostas. O aperto do contato pode ser verificado com um calibrador de folga de 0,05 x 10 mm.
Para barramentos com largura superior a 63 mm, a profundidade de inserção em qualquer direção não deve exceder 6 mm. Para aqueles com menos de 56 mm, a profundidade de inserção não deve exceder 4 mm. A cabeça do parafuso deve se projetar de 2 a 5 roscas da porca (após o aperto). Ela não deve ser muito curta ou muito longa.
6. Quando o barramento é colocado na horizontal, o parafuso deve ser inserido de cima para baixo. Na vertical, ele deve ser inserido da frente para trás, ou seja, a porca deve ser colocada na parte de trás.
7. Se houver dificuldades na área de contato ou no layout, uma conexão de barra de transição pode ser adicionada conforme necessário.
8. O barramento principal deve ser fixado firmemente com um grampo de barramento.
9. Exceto em circunstâncias especiais, os barramentos devem ser instalados de acordo com os requisitos do desenho. Seu layout e instalação devem garantir a folga elétrica (≥12 mm) e a distância de fuga (≥14 mm) entre o barramento e outros componentes e elementos, peças auxiliares.
Os requisitos mínimos de folga elétrica e distância de fuga também atendem aos valores especificados na Tabela A8. Ele também atende aos requisitos de distância de pulverização de arco (consulte "Componente elétrico, instalação auxiliar, regras do processo de ajuste").
10. Para todos os barramentos horizontais, barramentos verticais, barramentos de derivação e partes energizadas entre os conectores do circuito principal nos gabinetes de gaveta, e sua distância elétrica e de fuga das partes metálicas aterradas, a tensão nominal deve estar entre 380 V e 660 V e não deve ser inferior a 20 mm.
É permitido usar envoltórios de isolamento, mangas de isolamento, pulverização de pó de epóxi ou outros materiais de isolamento como camada isolante do barramento para reduzir os requisitos de folga do barramento, mas ainda assim deve atender às disposições da Tabela A8.
11. Para outras formas de painéis de distribuição de baixa tensão, a folga elétrica e a distância de fuga entre os barramentos do circuito principal também devem se referir às disposições do Artigo 10 quando a corrente de estabilidade térmica dinâmica passar e puder causar uma redução na folga elétrica.
12. Consulte o Apêndice A6 para ver as formas de conexão típicas e os requisitos das sobreposições de barramento.
VII. Aplicação de marcadores de sequência
Depois que o barramento for instalado, os sinais de sequência de fases devem ser afixados em uma posição de destaque no barramento ou blocos de tinta de três cores devem ser pintados para indicar a sequência de fases (Fase A: amarelo; Fase B: verde; Fase C: vermelho).
(1) Consulte o Apêndice A7 para saber a disposição da sequência de fases do barramento no gabinete.
VIII. Inspeção de qualidade
(1) Verifique se há rachaduras na curva do barramento e se a superfície é lisa.
(2) Verifique se o local de estanhagem do barramento é liso, brilhante e uniforme e use um calibrador de folga para verificar se a folga entre as superfícies sobrepostas do barramento atende aos requisitos.
(3) Verifique se o barramento está firmemente instalado e sobreposto, se o layout é bonito e se ele atende aos requisitos de folga elétrica, distância de fuga e distância de pulverização de arco.
(4) Se a marca da sequência de fases está correta.
Apêndice A1 Especificações de barramento retangular simples e capacidade de condução de corrente.
Barramento de cobre TMY
Seção transversal do barramento(㎜2)
Corrente máxima permitida (A)
Posicionamento horizontal
Posicionamento vertical
Especificação
Área
25℃
40℃
25℃
40℃
15×3
45
200
167
210
171
20×3
60
261
212
275
224
25×3
75
323
263
340
277
30×4
120
451
368
475
387
40×4
160
593
483
625
509
40×5
200
665
541
700
570
50×5
250
816
665
860
700
50×6
300
905
738
955
778
60×6
360
1069
893
1125
916
60×8
480
1251
1019
1320
1075
60×10
600
1395
1136
1475
1202
80×6
480
1360
1108
1480
1206
80×8
640
553
1265
1690
1377
80×10
800
17847
1423
1900
1548
100×6
600
1665
1356
1810
1475
100×8
800
1911
1557
2080
1695
100×10
1000
2121
1728
2310
1882
120×8
960
2210
1810
2400
1956
120×10
1200
2435
1984
2650
2159
Apêndice A3: Raio mínimo (R) para curvatura do barramento (curvatura plana) (espessura do barramento b)
MATERIAL/Especificações
TML
LMY
≤5×50
R=2b
R=2b
>5×50
R=2b
R=2,5b
Apêndice A4: Barramento, orifício do parafuso e encaixe do diâmetro
Diâmetro do parafuso
Furo do barramento
Diâmetro do parafuso
Diâmetro do furo do barramento
M6
¢6.5
M12
¢13
M8
¢9
M16
¢18
M10
¢11
Apêndice A5
Terminal (mm)
Comprimento de decapagem do fio (mm)
10
10
16
12
25
14
35
16
16
Observação: Os fios de núcleo único com menos de 10 mm podem ser instalados diretamente usando o método de círculo de dobra.
Apêndice A7 Disposição da sequência de fases dos fios
Método de arranjo/sequência de fases
Vertical
Horizontal
Frente e verso
Cor do sinal
A
Topo
Esquerda
Longe
Amarelo
B
Médio
Médio
Médio
Verde
C
Parte inferior
Certo
Próximo
Vermelho
Linha neutra
Muito inferior
Finalmente
Mais próximo
Observação: As informações acima são observadas a partir da parte frontal do gabinete. (Casos especiais podem não seguir esta tabela, mas devem ser marcados)
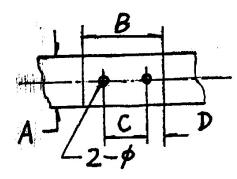
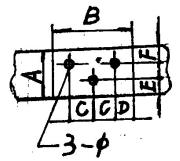
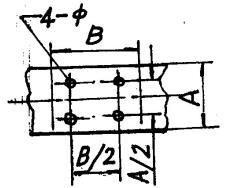
Apêndice A6 Dimensões de Conexão de parafuso Furos para barramentos retangulares
Como fundador do MachineMFG, dediquei mais de uma década de minha carreira ao setor de metalurgia. Minha vasta experiência permitiu que eu me tornasse um especialista nas áreas de fabricação de chapas metálicas, usinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou sempre pensando, lendo e escrevendo sobre esses assuntos, esforçando-me constantemente para permanecer na vanguarda do meu campo. Permita que meu conhecimento e experiência sejam um trunfo para sua empresa.
Como transformar cobre e alumínio brutos em componentes essenciais para sistemas elétricos? Este artigo se aprofunda nos intrincados processos por trás da fabricação de barramentos, detalhando as técnicas e ferramentas necessárias...
Você já se perguntou o que é necessário para garantir uma instalação impecável do barramento? Este guia abrangente o orientará em cada etapa, desde os preparativos técnicos até os ajustes finais, garantindo que seu projeto...
Você sabe que a instalação incorreta de barramentos pode levar a falhas elétricas caras e perigosas? Este artigo detalha os padrões abrangentes para instalação e inspeção de barramentos, incluindo suportes de apoio,...
Você já se perguntou como escolher o barramento de cobre certo para seus sistemas elétricos? Este artigo detalha os fundamentos da seleção e fabricação de barramentos de cobre, garantindo que suas configurações elétricas sejam...
Por que o debate entre condutores de liga de alumínio e de cobre é tão importante no setor elétrico? Como materiais para condutores, ambos têm vantagens e desvantagens exclusivas. Este artigo explora os...
Como você pode garantir a instalação segura e eficiente de dutos de barramento em suas instalações? Este guia abrange tudo, desde a preparação de materiais e equipamentos até as etapas detalhadas para a instalação de...