Seleção de varetas de soldagem facilitada: dicas de especialistas
Você já se perguntou por que algumas soldas são fortes e outras falham? Este artigo revela os segredos por trás das varetas de solda, seus tipos e seu papel fundamental para garantir soldas duráveis. Saiba como a escolha da vareta de solda correta pode fazer toda a diferença em termos de segurança e resistência.
Tenho certeza de que todos sabem que as varetas de solda são um componente essencial para a soldagem elétrica.
Uma vez que as hastes de soldagem tenham sido conectadas, as pinças de soldagem podem iniciar sua operação.
No entanto, você sabe qual é o modelo de varetas de solda que está usando?
O uso de varetas de solda é muito específico.
O uso incorreto de varetas de solda pode comprometer a resistência da solda, portanto, ela deve ser soldada novamente com um material adequado.
No caso de peças grandes, o uso incorreto de varetas de soldagem pode resultar em rachaduras no local da soldagem, o que representa uma ameaça à vida e à propriedade.
Portanto, é importante entender a composição do eletrodo.
O eletrodo é revestido com um material especial chamado revestimento de eletrodo.
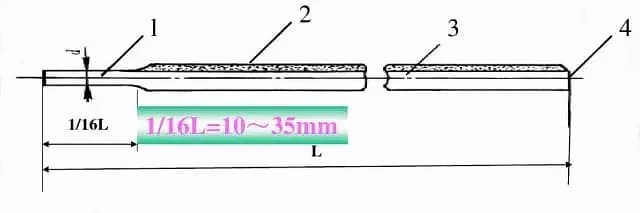
Esse tipo de eletrodo, conhecido como blindado arco metálico O eletrodo de soldagem consiste em duas partes: o revestimento e o núcleo de soldagem.
O fio metálico coberto pelo revestimento do eletrodo é chamado de núcleo de soldagem.
Normalmente, o núcleo de solda é feito de aço e tem um comprimento e um diâmetro específicos.
Função do núcleo de soldagem
O núcleo de soldagem tem duas funções principais:
Ele conduz a corrente de soldagem e gera um arco elétrico, convertendo energia elétrica em energia térmica.
O próprio núcleo de solda derrete e se torna o metal de adição, fundindo-se com o metal de base líquido para formar a solda.
Ao soldar com eletrodos, uma parte do metal de solda vem do metal do núcleo.
Como resultado, a composição química do núcleo de solda afeta significativamente a qualidade da solda.
Por esse motivo, o fio de aço usado como núcleo de soldagem deve ter uma marca e uma composição específicas.
Quando outros métodos de soldagem por fusão, como a soldagem automática por arco submerso e a soldagem por eletroescória, são usados, soldagem com proteção gasosaou soldagem a gás, são usados como metal de adição e são chamados de arames de soldagem.
O revestimento do eletrodo é a camada aplicada à superfície do núcleo de soldagem.
Durante o processo de soldagemQuando o revestimento se decompõe e derrete para produzir gases e escória, proporcionando proteção mecânica, tratamento metalúrgico e melhor desempenho do processo.
A composição do revestimento inclui minerais (como mármore e fluorita), ligas de ferro e pós metálicos (como ferromanganês e ferrotitânio), substâncias orgânicas (como farinha de madeira e amido) e produtos químicos (como titânio dióxido de carbono e silicato de sódio).
A qualidade do revestimento do eletrodo é um fator crucial para determinar a qualidade da solda.
Papel no processo de soldagem
1. Melhorar a estabilidade da combustão do arco
Um nu Vareta de soldaSem revestimento, é difícil acender um arco.
Mesmo que um arco seja estabelecido, ele não queimará de forma consistente.
2. Proteger a piscina de solda
Durante o processo de soldagem, a imersão de oxigênio, nitrogênio e vapor de água do ar na solda pode ter impactos negativos sobre a solda.
Isso pode resultar na formação de poros e na redução das propriedades mecânicas, e até mesmo levar a rachaduras.
No entanto, quando o revestimento do eletrodo é derretido durante a soldagem, a grande quantidade de gás produzida cobre o arco e a poça de fusão, reduzindo a interação entre o metal fundido e o ar.
Após o resfriamento, o revestimento derretido forma uma camada de escória na superfície da solda, protegendo o metal de solda, retardando o processo de resfriamento e diminuindo o risco de bolsas de ar.
3. Garantir a desoxidação e a remoção de enxofre, fósforo e impurezas das soldas
Apesar das medidas de proteção adotadas durante o processo de soldagem, uma pequena quantidade de oxigênio inevitavelmente entrará na poça de fusão. Isso pode levar à oxidação do metal e elementos de ligaA qualidade da solda diminui com a queima dos elementos de liga.
Para neutralizar isso, agentes redutores, como manganês, silício, titânio e alumínio, são adicionados ao revestimento do eletrodo para reduzir os óxidos presentes na poça de fusão.
4. Elementos de liga suplementares para soldas
A alta temperatura do arco pode causar a vaporização e a queima dos elementos de liga no metal de solda, reduzindo suas propriedades mecânicas.
Para compensar essa perda, elementos de liga apropriados devem ser adicionados à solda por meio do revestimento para manter ou melhorar as propriedades mecânicas da solda.
Para soldar determinados Tipos de ligas de açoAlém disso, é necessário introduzir a liga na solda por meio do revestimento, de modo que a composição do metal de solda seja semelhante à do metal de base, e suas propriedades mecânicas sejam iguais ou até mesmo superiores às do metal de base.
5. Melhore a produtividade da soldagem e reduza os respingos
O revestimento do eletrodo tem o benefício adicional de aumentar a formação de gotículas e reduzir os respingos.
O ponto de fusão do revestimento do eletrodo é um pouco menor do que o do núcleo, mas como o núcleo está no centro do arco e tem uma temperatura alta, ele derrete primeiro, seguido pelo revestimento.
Isso resulta na redução da perda de metal por respingos, em um coeficiente de deposição aprimorado e no aumento da produtividade da soldagem.
Até agora, discutimos a composição das varetas de soldagem. Ao escolher uma vareta de soldagem, é importante entender que existem diferentes tipos de varetas de soldagem.
Por exemplo, vamos considerar um eletrodo J422.
Você está vendo o número no desenho?
A vareta de solda J422 é um nome comum que corresponde ao padrão internacional E4303.
É uma haste de solda ácida com revestimento de titânio e cálcio.
O "J" em J422 representa uma estrutura soldagem de aço e "42" representa a resistência à tração do metal de solda, que é de 42 kg/mm2.
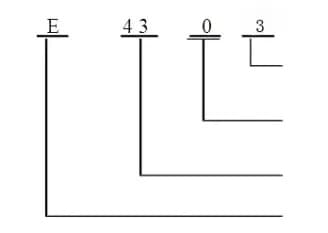
O padrão internacional de grau E4303 pode ser explicado da seguinte forma:
E - eletrodo
43 - A resistência à tração do metal depositado não é inferior a 430Mpa.
0 - Representa que a posição de soldagem do eletrodo é reta ("0" e "1" são adequados para todas as posições de soldagem, "2" são adequados para soldagem plana e soldagem de filete plano, e "4" são adequados para soldagem vertical descendente).
3 - A combinação do terceiro e quarto dígitos representa o tipo de corrente de soldagem e revestimento
Em termos mais simples, a vareta de solda J422 usada na China é equivalente à vareta de solda E4303 usada internacionalmente.
Vamos usar alguns modelos como exemplo.
Comparação de modelos e marcas de varetas de solda comuns
Modelo
Marca
Modelo
Marca
E4303
J422
E5003
T502
E4316
J426
E5015
J507
E5016
J506
E6016
T606
E6015
J607
E7015
3707
Aqui está um breve resumo dos critérios gerais de seleção:
Os nomes de marca das varetas de solda comumente usadas são estabelecidos pelo fabricante ou pelo setor, e os modelos são amplamente reconhecidos internacionalmente, com uma grande variedade de tipos.
Existem aproximadamente 300 tipos diferentes de varetas de soldagem.
Dentro do mesmo tipo, diferentes modelos são categorizados com base em suas características exclusivas.
Um tipo específico de vareta de solda pode ter uma ou várias variações.
É comum que varetas de solda do mesmo tipo tenham nomes de marcas diferentes em varetas de solda diferentes.
As hastes de soldagem comuns incluem principalmente:
(1) Para peças estruturais de aço com baixo teor de carbono, normalmente são usadas varetas de solda de titânio cálcio tipo E4303 (J422) ou E5023 (J502).
(2) Para peças estruturais importantes com altos requisitos de plasticidade, tenacidade e resistência a trincas, devem ser usadas varetas de solda E4315 (J427) ou E5015 (J507) com baixo teor de hidrogênio.
Ao usar uma máquina de solda CA, podem ser escolhidas varetas de solda CA e CC com baixo teor de hidrogênio E4316 (J426) ou E5016 (J506).
(3) Para componentes de chapas finas que exigem uma superfície de solda bonita e lisa, as varetas de solda de titânio E4313 (J421) são preferíveis.
(4) Ao soldar componentes que não podem remover óleo, ferrugem e outras sujeiras e que exigem penetração profunda, recomenda-se o uso de varetas de solda de óxido de ferro E4320 (J424).
(5) Para componentes com muitas soldas verticais, se as condições permitirem, podem ser selecionados eletrodos de solda especiais para solda vertical descendente, como as varetas de solda E4300 (J420).
Essas são algumas das varetas de soldagem comuns que são diferenciadas com base em seu uso pretendido.
O diâmetro da haste de soldagem é determinado pela espessura da solda e geralmente é dividido em 2, 2,5, 3,2, 4, 5, 6 mm e outros tamanhos para o núcleo.
Os tamanhos mais comumente usados são 2,5, 3,2 e 4 mm.
O diâmetro aproximado e a corrente de soldagem são os seguintes:
Diâmetro das hastes de soldagem (mm)
Corrente de soldagem (A)
1.6
25-40
2
40~65
2.5
50~80
3.2
100~130
4
160~210
5
200~270
6
260~500
O método de seleção do diâmetro do eletrodo com base na espessura da solda é o seguinte:
(1) Se a espessura da solda for menor ou igual a 4 mm, o diâmetro do eletrodo selecionado não deve exceder a espessura da solda.
(2) Para soldas com espessura de 4 mm a 12 mm, o diâmetro do eletrodo deve estar entre 3 mm e 4 mm.
(3) Se a espessura da solda for superior a 12 mm, o diâmetro da haste de solda deverá ser de pelo menos 4 mm.
Por exemplo, o aço estrutural é designado como "J XXX", em que "J" representa um aço estrutural de alta qualidade. soldagem de aço e o terceiro número representa o tipo de revestimento e os requisitos de corrente de soldagem. O primeiro e o segundo números indicam a resistência à tração do metal de solda.
7 significa revestimento de eletrodo com baixo teor de hidrogênio, CC.
O tipo de vareta de solda é determinado com base nos padrões nacionais e internacionais relevantes. Para aço estrutural, a letra "E" designa a vareta de solda. O primeiro e o segundo dígitos indicam a resistência mínima à tração do metal depositado, enquanto o terceiro dígito representa a posição de soldagem do eletrodo. O terceiro e o quarto dígitos indicam o tipo de corrente de soldagem e o revestimento utilizado.
E4315:
E: Indique a vareta de solda;
43: Valor mínimo da resistência à tração do metal depositado;
1: Indica a soldagem de posição de teste e completa;
5: indica que o revestimento do eletrodo é do tipo sódio com baixo teor de hidrogênio, e a conexão reversa CC pode ser adotada;
Os eletrodos de aço estrutural comuns incluem J421, J422, J423, J424, J506 e J507. Por exemplo, as varetas de solda da série E43 podem ser usadas para soldar aços com baixo teor de carbono, como 20Mn e Q235 ou aços com resistência à tração de aproximadamente 400MPa. As varetas de solda da série E50 podem ser usadas para soldar aços 16Mn, 16Mng e outros aços com resistência à tração entre 500MPa (1MPa é aproximadamente igual a 10kg de força).
Veja um exemplo.
Agora vamos usar o Q235 como exemplo e discutir como escolher um 5 mm de espessura aço. (Observação: as respostas para as perguntas a seguir podem ser encontradas no artigo).
O Q235 é um aço de baixo carbono com uma resistência ao escoamento de 235 Mpa e uma resistência à tração de 370-500 Mpa.
Para esse material, podemos escolher as varetas de soldagem da série E43. Como os requisitos para a peça de trabalho não são exigentes, podemos usar o E430 ou o E431 para soldagem em todas as posições.
Além disso, o aço com baixo teor de carbono é simbolizado por 3 revestimentos do tipo titânio-cálcio.
Para materiais com 5 mm de espessura, o diâmetro recomendado do eletrodo é de 3,2 mm.
Para hastes de solda com diâmetro de 3,2 mm, a corrente recomendada é de 100 a 130 A.
Em conclusão, devemos usar varetas de solda E4303 com diâmetro de 3,2 mm e corrente de aproximadamente 110A para soldar aço Q235 com 5 mm de espessura.
Para facilitar o uso, forneci um formulário simples que você pode seguir se entender as informações apresentadas acima.
O J422 é usado para estruturas gerais, com formato complexo e grande rigidez.
J426
E4316
J426 e J427 são usados para soldas espessas;
J427
E4315
J426 e J427 são usados para Q235-C e Q235D.
20R; 20g
J426
E4316
J427
E4315
16MnR
J502
E5003
Em geral, os três primeiros tipos de varetas de soldagem são selecionados. Quando os requisitos de resistência da solda são altos, os dois últimos tipos de varetas de solda podem ser selecionados.
J506
E5016
J507
E5015
J506R
E5016-G
J507R
E5015-G
15MnVR
J506R
E5016-G
Quando a espessura da chapa é grande, as duas primeiras hastes de soldagem podem ser selecionadas.
J507R
E5015-G
J556
E5516-G
J557
E5515-G
15MnVNR
J556
E5516-G
Em geral, os três primeiros tipos de varetas de soldagem são selecionados. Quando a rigidez estrutural é pequena e a exigência de resistência é alta, os dois últimos tipos de varetas de solda podem ser selecionados.
J557
E5515-G
J557MoV
E5515-G
J606
E6016-D1
J607
E6015-D1
18MnMoNbR
J606
E6016-D1
A estrutura de placa espessa e rígida grande pode ser usada com gás ultrabaixo e haste de solda de alta resistência ou haste de solda contendo Ni;
J607
E6015-D1
Pré-aqueça 150~250 ℃ antes da soldagem e realize um pós-tratamento térmico de 250~350 ℃ imediatamente após a soldagem ou quando a soldagem for interrompida, e realize um tratamento térmico de alívio de tensão após a soldagem.
J606RH
E6016-G
J607RH
E6015-G
J607Ni
E6015-G
13MnNiMoNbR
J606
E6016-D1
Pré-aqueça de 150 a 200 ℃ antes da soldagem e realize o tratamento de eliminação de nitrogênio de 350 a 400 ℃ após a soldagem.
J607
E6015-D1
J607Ni
E6015-G
07MnCrMoVR
J606RH
E6016-G
J607RH
E6015-G
15CrMoR 14CrMoR
R302
E5503-B2
Pré-aqueça de 160 a 200 ℃ antes da soldagem e realize o tratamento de têmpera de 675 a 705 ℃ após a soldagem.
R307
E5515-B2
O R302 é usado principalmente para soldagem de cobertura.
12Cr1MoV
R312
E5503-B2-V
Pré-aqueça de 250 a 300 ℃ antes da soldagem e realize o tratamento de têmpera de 715 a 745 ℃ após a soldagem.
R317
E5515-B2-V
O R312 é usado principalmente para soldagem de cobertura.
12Cr2Mo1
R402
E6000-B3
Pré-aquecimento de 160~200 ℃ antes da soldagem e tratamento de têmpera de 675~705 ℃ após a soldagem.
R407
E6015-B3
O R402 é usado principalmente para soldagem de cobertura.
16MnDR
J506RH
E5016-G
O revenimento a 600~650 ℃ após a soldagem pode reduzir a tendência de fratura frágil dos produtos de soldagem de aço de baixa temperatura, eliminando o estresse da soldagem.
J507RH
E5015-G
J507NiTiB
E5015-G
W507
E5015-G
15MnNiDR 09MnNiDR
W607
E5015-G
W607H
E5515-C1
09Mn2VDR 09MnTiCuReDR
W707
E5015-G
W707Ni
E5515-C1
OCr18Ni9
A102
E308-16
A102A
E308-17
A107
E308-15
00Cr19nl10 0Cr18Ni10Ti 0Cr18Ni11Nb 1Cr18Ni9Ti
A002
E308L-16
A002A
E308L-17
A002Mo
E308MoL-16
A132
E347-16
A132A
E347-17
A137
E347-15
0Cr17Ni12Mo2
A202
E316-16
A207
E316-15
A212
E318-16
0Cr19Ni13Mo3
A242
E317-16
0Cr18Ni12Mo2Ti
A212
E318-16
00Cr17Ni14Mo2
A002
E316L-16
A022L
00Cr19Ni13Mo3
A032
E317MoCuL-16
00Cr18Ni5Mo3Si2
A022Si
E316L-16
0Cr13 0Cr13A1
G202
E410-16
Quando os três primeiros tipos de varetas de solda forem usados, a soldagem deverá ser pré-aquecida a uma temperatura acima de 300 °C, temperada e resfriada lentamente a 700 °C após a soldagem.
G207
E410-15
G217
E410-15
A107
E308-15
A207
E316-15
A407
E310-15
As varetas de soldagem são recomendadas para a soldagem de diferentes tipos de aço
Como fundador do MachineMFG, dediquei mais de uma década de minha carreira ao setor de metalurgia. Minha vasta experiência permitiu que eu me tornasse um especialista nas áreas de fabricação de chapas metálicas, usinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou sempre pensando, lendo e escrevendo sobre esses assuntos, esforçando-me constantemente para permanecer na vanguarda do meu campo. Permita que meu conhecimento e experiência sejam um trunfo para sua empresa.
Você já se perguntou como calcular o consumo de varetas de solda com precisão? Nesta postagem do blog, exploraremos os métodos e as fórmulas usados por especialistas do setor para estimar o consumo de...
Como você pode garantir que as varetas de soldagem que está usando são de alta qualidade? Este artigo apresenta métodos simples para verificar a qualidade da vareta de solda, incluindo inspeção visual, teste de resistência do revestimento e...
Você já se perguntou o que significam os números e as letras nas varetas de solda? Este artigo desmistifica o sistema de codificação das varetas de solda de aço carbono e aço inoxidável, ajudando você a entender sua resistência à tração,...
Você já se perguntou o que torna a solda de aço inoxidável tão resistente? Neste artigo, exploraremos o fascinante mundo das hastes de solda de aço inoxidável, revelando como suas composições e propriedades exclusivas tornam...
Durante o processo de produção de solda, há muitos motivos pelos quais um robô de solda pode queimar a ponta de contato. Os sintomas observáveis que indicam a substituição frequente da ponta de contato incluem: desgaste na...
Você já se perguntou por que os eletrodos de soldagem às vezes grudam? Esse problema comum pode atrapalhar seu trabalho e danificar materiais. Neste artigo, você descobrirá os principais motivos da aderência dos eletrodos, como...
O que torna o eletrodo e o arame de soldagem corretos tão cruciais para uma solda perfeita? Este guia se aprofunda nas especificidades de vários modelos de eletrodos e arames de soldagem, incluindo suas aplicações...
Por que algumas soldas resistem a condições extremas e outras falham? Neste artigo, exploraremos o intrincado mundo das linhas de solda, desde sua formação e os fatores que influenciam...
Conseguir uma solda impecável requer mais do que apenas habilidade; depende de dominar a interação entre tensão e corrente. Esses dois parâmetros são a força vital da soldagem, determinando tudo, desde a...