Cortador de plasma CNC: Guia definitivo do usuário
Você está pronto para dominar a arte do corte de precisão? Descubra como um cortador de plasma CNC pode revolucionar seus projetos de metalurgia. Este guia abrange tudo, desde a instalação e as precauções de segurança até a operação e a solução de problemas. Ao final, você estará equipado com o conhecimento necessário para aumentar a eficiência e a precisão, garantindo que cada corte seja perfeito. Mergulhe de cabeça e saiba como otimizar sua experiência de corte a plasma CNC!
Aviso de cuidado: Esteja sempre atento às questões associadas aos seguintes sinais de alerta:
A eletricidade pode representar um risco
Aviso padrão
Dica geral
Antes da instalação e do uso inicial, leia atentamente este documento para evitar ações que possam causar danos à propriedade ou ferimentos pessoais. Você deve verificar continuamente as especificações do sistema e as condições técnicas (consulte as etiquetas do equipamento e os documentos associados).
Este manual fornece uma breve introdução às etapas de operação; para obter informações mais abrangentes, consulte o manual do sistema CNC, o manual da fonte de alimentação de plasma, o manual do regulador de tensão de arco e o manual do regulador de capacitor.
Nossa empresa se reserva o direito de modificar a configuração do equipamento; o conteúdo deste livro pode não estar alinhado com a situação real do equipamento. Consulte o equipamento para obter informações específicas.
Não aceitamos responsabilidades de garantia por danos ao equipamento causados pela não conformidade com os requisitos operacionais. Em caso de falha do equipamento, não substitua as peças por conta própria; entre em contato primeiro com a nossa empresa.
1. Inspeção
Tenha cuidado: Produtos danificados ou com defeito não devem ser colocados em operação.
2. Transporte e armazenamento
Preste atenção: Durante o transporte e o armazenamento, é fundamental proteger-se contra a umidade. Não é permitido subir ou ficar em pé sobre o produto, nem colocar objetos pesados sobre ele. Deve-se tomar cuidado especial para evitar que o painel frontal e a tela do visor sofram choques ou arranhões.
3. Instalação
Tenha cuidado: A carcaça do sistema CNC não foi projetada para ser à prova d'água, portanto, durante a instalação, devem ser tomadas precauções para evitar a exposição à luz solar direta e à chuva.
Preste atenção: A instalação de Sistemas CNC Os sistemas CNC devem evitar a entrada de poeira, gases corrosivos, objetos condutores, líquidos e materiais inflamáveis. Os sistemas CNC devem ser instalados longe de itens inflamáveis e explosivos e de locais propensos a forte interferência eletromagnética. A instalação dos sistemas CNC deve ser segura para evitar vibrações.
4. Fiação
Aviso: Todo o pessoal envolvido na fiação ou inspeção deve ter capacidade suficiente para realizar essa tarefa. Os fios elétricos não devem ser danificados, submetidos a compressão ou energizados ao abrir a caixa do sistema de controle numérico.
Tenha cuidado: A classificação de tensão e a polaridade em qualquer plugue de conector devem estar de acordo com as especificações do manual. Antes de conectar um conector ou acionar um interruptor, verifique se suas mãos estão secas.
Preste atenção: Todas as conexões devem estar corretas e seguras. O sistema CNC deve ser aterrado de forma confiável.
5. Comissionamento e operação
Tenha cuidado: Antes da operação, é essencial verificar a exatidão das configurações dos parâmetros. Qualquer modificação nos parâmetros deve estar dentro da faixa permitida definida pelas configurações dos parâmetros.
6. Uso
Aviso: Não abra a caixa do dispositivo ou as tampas de proteção durante a operação, pois isso pode resultar em ferimentos pessoais e danos materiais.
Ao abrir a caixa do equipamento, a fonte de alimentação principal deve ser desligada para evitar possíveis lesões pessoais e danos materiais.
Não conecte ou desconecte os conectores da máquina quando a fonte de alimentação principal estiver ligada, pois isso pode causar ferimentos pessoais e danos permanentes ao sistema.
Aguarde pelo menos dois minutos antes de tocar ou remover a placa de circuito e os conectores depois de desconectar a fonte de alimentação principal do servoamplificador. Isso ocorre porque a carga residual nos capacitores internos do dispositivo mantém uma tensão perigosa por até dois minutos depois que a fonte de alimentação principal é desligada.
Primeiro, desconecte a fonte de energia de plasma antes de manusear a tocha de corte para evitar possíveis lesões pessoais e danos materiais. Ao lidar com a tocha de corte, tome cuidado com queimaduras causadas pela alta temperatura do bocal da tocha.
O operador deve possuir as habilidades necessárias para esse trabalho. Ele deve ter passado por um treinamento de segurança relacionado a corte por chama e corte a plasma. O operador deve ter um conhecimento básico de operações de microcomputador e estar familiarizado com os processos de corte por chama e corte por plasma.
Preste atenção: Antes de conectar o plugue à fonte de alimentação, verifique se o interruptor está na posição desligado.
Os operadores não devem deixar o equipamento sem supervisão enquanto ele estiver funcionando.
Antes de ligar, confirme se toda a fiação do sistema está correta e sem erros.
Ao usar o corte a plasma, o chapa de aço deve ser nivelado e não deve haver ondulações significativas, caso contrário, isso afetará a precisão do tamanho do corte e reduzirá muito a vida útil do bocal e do eletrodo.
7. Solução de problemas
Aviso: O pessoal envolvido na solução de problemas deve possuir o conhecimento profissional e as capacidades de trabalho correspondentes.
Tenha cuidado: Após a ocorrência de um alarme, o mau funcionamento deve ser resolvido antes que o sistema possa ser reiniciado.
8. Fonte de alimentação
Preste atenção: Este equipamento utiliza apenas uma fonte de alimentação principal de 380 V 50 Hz. As condições ambientais para o uso do equipamento devem estar totalmente de acordo com as especificações deste manual.
II. Instalação de equipamentos
1. Precauções para a instalação do cortador
1. Após desembalar, coloque a fonte de energia de plasma na posição central à esquerda, com uma almofada de madeira embaixo. O gabinete de controle deve ser colocado na posição traseira, no lado esquerdo do cortador, permitindo que o operador monitore visualmente todo o cortador e o processo de corte.
2. Desembale a corrente de arrasto no lado esquerdo e coloque-a paralelamente ao cortador.
3. Ajuste os parafusos de seis pés que acompanham a máquina e nivele o equipamento com um medidor de nível.
4. Conecte o cabo de alimentação da fonte de energia de plasma à fonte de alimentação da oficina (trifásica 380V, 50HZ), com uma potência de 8KW.
5. Conecte o fio terra da fonte de energia de plasma à estrutura da grade ou à placa de aço da bancada de trabalho.
6. Conecte o cabo de alimentação do gabinete de controle à fonte de alimentação da oficina (trifásica 380V, 50HZ), com uma potência de 3KW.
7. Conecte adequadamente o plugue atrás do computador no gabinete de controle.
8. Instale o monitor e conecte as linhas de alimentação e de sinal.
9. Conecte os tubos de entrada e saída de água e encha o tanque de água até que a profundidade do tanque atinja 80 mm.
10. Conecte o ar comprimido à entrada de ar da fonte de energia de plasma usando um tubo de ar e ajuste a pressão do ar para 5,0.
11. Ligue sequencialmente a alimentação principal, o interruptor de chave do gabinete de controle, a alimentação do host, o monitor e a fonte de alimentação de plasma.
12. Opere de acordo com o manual da fonte de energia de plasma, o manual de operação do sistema e o manual do usuário. Não modifique aleatoriamente os parâmetros definidos no sistema se não estiver familiarizado com eles.
13. Se a qualidade do corte for ruim e não puder ser resolvida, verifique o eletrodo e o bocal da máquina. corte a plasma tocha. Se estiverem danificados, devem ser substituídos.
2. Disposição do roteamento de cabos
Recomenda-se usar o roteamento de valas no piso para os cabos de conexão entre o corpo da máquina de corte e o gabinete de controle elétrico. Esse método não apenas protege os cabos, mas também facilita a manutenção.
3. Marca
Marque a faixa de trabalho efetiva na mesa de corte e coloque a peça de trabalho dentro dessa faixa marcada para o corte.
4. Fonte de alimentação
Esse dispositivo tem dois cabos de alimentação: 1. O cabo de alimentação principal para o sistema de controle, com potência de 2KW e tensão trifásica de 380V. 2. O cabo de alimentação de plasma, com uma potência de 8,4 kW e uma tensão de 380 V trifásica.
O comprimento do cabo externo do equipamento é de aproximadamente 15 m. O cabo de alimentação principal do sistema de controle é um cabo 3+1 com diâmetro de 2 mm2 e o cabo de alimentação de plasma é um cabo de 4 núcleos com diâmetro de 6 mm2.
Os dois cabos e o tubo de ar deslizam em um círculo pela estrutura de reboque suspensa e descem ao longo da parede da fábrica para entrar no gabinete do interruptor de energia principal, onde são conectados a diferentes interruptores. O sistema de controle e a fonte de energia de plasma devem ser aterrados de forma confiável.
Para evitar os efeitos de grandes flutuações de energia (maiores que ±10%) e possíveis sinais de interferência transitória, o equipamento deve ser alimentado por uma linha dedicada (como uma linha separada para o equipamento CNC da sala de distribuição de baixa tensão) ou pela adição de um dispositivo estabilizador, que pode reduzir o impacto da qualidade da energia e da interferência elétrica.
Se o local de trabalho do equipamento tiver um grande número de fontes de interferência de alta frequência, como máquinas de solda, soldagem a arco de argônio máquinas de corte a plasma, conversores de frequência de alta potência, etc., um filtro deve ser instalado no cabo de alimentação do sistema CNC para proteger a interferência.
As interrupções repentinas de energia podem resultar na perda de arquivos de corte e na produção de materiais residuais; interrupções repentinas de energia frequentes podem causar danos ao software ou até mesmo ao hardware do sistema CNC. Portanto, para locais onde ocorrem quedas de energia com frequência, é recomendável equipar o sistema CNC com uma fonte de alimentação UPS de 500 W.
5. Fonte de gás
É usado ar comprimido. Quando o compressor de ar (taxa de fluxo do compressor de 1m3/min) e a fonte de alimentação de plasma são usados para fins de corte, a pressão de saída do compressor deve estar entre 6,1 e 8,2 bar; uma pressão inferior a 5,5 bar afetará seriamente a qualidade do corte.
Se a pressão cair abaixo de 4 bar, a fonte de energia de plasma danificará o eletrodo e ele não poderá funcionar.
Use um tubo de borracha-plástico de alta pressão com um diâmetro interno de φ10 mm e uma pressão de 2 MPa (20 bar) para o tubo de gás.
III. Operação de corte
1. Sobre a preparação
O local de trabalho do equipamento deve ser equipado com um sistema de ventilação para exaurir a fumaça produzida durante o processo de corte.
Antes de ligar o equipamento, certifique-se de que todos os interruptores do equipamento estejam na posição desligada e que o interruptor giratório na parte traseira da fonte de alimentação de plasma esteja na posição horizontal.
Figura 2-1 Interruptor da fonte de alimentação do plasma (o lado esquerdo está na posição ON)
1. Conecte o gabinete do interruptor de alimentação principal para ligar o cabo bidirecional.
2. Coloque o disjuntor do gabinete elétrico do equipamento na posição ON.
3. Use o interruptor de chave para ligar a energia de controle do sistema; a interface principal deve aparecer no visor.
4. Em seguida, gire o interruptor rotativo na parte traseira da fonte de alimentação de plasma 90° para a posição vertical, momento em que a luz indicadora de energia na parte frontal da fonte de alimentação de plasma deverá estar acesa.
5. Ligue o compressor de ar (taxa de fluxo do compressor de 1m3/min), ajuste o interruptor de controle de pressão do compressor de ar para manter a pressão de saída do compressor entre 6,1-8,2Bar. Se a pressão cair abaixo de 6,1 bar, a pressão de corte diminuirá, resultando em uma qualidade de corte instável. Se a pressão exceder 8,3 bar, poderá danificar o filtro de ar da fonte de alimentação de plasma.
Ajuste o botão do regulador de pressão na fonte de alimentação de plasma para manter a pressão entre 5,5 e 6,0 bar. Gire o botão de ajuste de corrente/teste de gás da fonte de alimentação de plasma para a posição de teste de gás e confirme se a pressão não cai abaixo de 5 bar. Quando a pressão cai abaixo de 5 bar, isso afeta gravemente a qualidade do corte e pode até fazer com que a fonte de alimentação de plasma pare de funcionar.
Se o ambiente de trabalho não puder garantir o fornecimento de ar limpo, um sistema de filtragem combinado de vários estágios deve ser instalado antes da fonte de alimentação de plasma. Caso contrário, o ar que contém óleo, umidade e poeira causará problemas sérios, como falhas no arco e danos à tocha durante o corte.
Figura 2-2 Botão de ajuste de corrente
Figura 2-3: Botão de ajuste da pressão do ar
Figura 2-4 Indicador de pressão do ar
Se o corte a plasma estiver sendo usado, a preparação para a partida da máquina foi concluída.
2. Ajuste do ajustador automático de altura
(1). Ajustador de altura da tensão do arco
Defina o modo de corte do sistema CNC para o modo plasma. Ligue a fonte de alimentação do ajustador de altura da tensão do arco.
a. Teste se o ajuste manual funciona corretamente.
Pressione os botões manuais de subida (TORCH↑) e descida (TORCH↓) no ajustador de altura e observe se a tocha de corte se move na direção correta.
Se você pressionar o botão de subida manual na posição limite superior da tocha de corte, a tocha não deverá subir. Se você pressionar o botão de queda nesse ponto, a tocha deverá cair.
Se você pressionar o botão de queda manual na posição limite inferior da tocha de corte, a tocha não deverá cair.
Se você pressionar o botão de subida nesse momento, a tocha deverá subir. Confirme se as ações dos limites superior e inferior são confiáveis.
Se a tocha de corte não conseguir subir (ou descer), ela pode estar em sua posição limite superior (inferior) ou a chave de limite superior (chave de limite inferior) está danificada. Substitua a chave de limite danificada a tempo, caso contrário, o motor de ajuste de altura poderá ser danificado porque a chave não está funcionando.
b. Teste de posicionamento inicial
Pressione o botão de posicionamento inicial (IHS TEST) no ajustador de altura. Nesse momento, a tocha de corte a plasma deve se mover para baixo na velocidade definida pela largura de pulso de queda do posicionamento inicial (IHS DOWN PWM).
Depois que o bico entra em contato com a chapa de aço, ele faz uma pausa e sobe na velocidade definida pela largura de pulso de elevação do posicionamento inicial (IHS UP PWM) por um tempo de posicionamento (tempo IHS) e para em uma altura de ignição de arco apropriada.
A altura de ignição do arco é geralmente de 1,5 a 2 vezes a altura de corte. De acordo com o manual do POWERMAX1000, a altura de corte para essa fonte de alimentação é de 1,5 mm, portanto, a altura de ignição do arco deve ser de cerca de 3 mm.
Os usuários podem ajustar o tempo de posicionamento com base em sua experiência de corte para alterar a altura de ignição do arco, a fim de obter a melhor qualidade de corte e reduzir os danos aos consumíveis.
c. Teste de tensão de arco
Pressione o botão de posicionamento inicial (IHS TEST) no ajustador de altura para levar a tocha de corte à altura de ignição do arco. Pressione o botão de teste de tensão do arco (ARC TEST) no ajustador de altura para acender o arco com sucesso e observe o valor da tensão do arco medido na janela do monitor de tensão do arco.
O valor de tensão de arco detectado deve ser próximo ao valor de tensão de arco definido. Se os dois valores diferirem significativamente, ajuste o valor de tensão de arco definido para torná-los semelhantes.
Caso contrário, a altura de corte poderá ficar muito alta durante o corte ou a tocha de corte poderá se arrastar na chapa de aço. Ambas as situações resultarão em uma diminuição da qualidade do corte e em danos graves aos consumíveis da tocha de corte.
3. Teste do sistema servo
4. Compilação de padrões de corte
1. Use um software de desenho profissional (como o AUTOCAD) para desenhar padrões de corte.
2. Edite usando a biblioteca de gráficos integrada do sistema.
3. Use a função de agrupamento de placas de aço incorporada ao sistema.
Depois que o programa de corte for carregado na memória, retorne à interface principal e verifique se a visualização na área de exibição gráfica atende aos requisitos.
5. Configurações dos parâmetros de corte
1. Modificar os parâmetros de corte.
2. Configurações do sistema.
Consulte o manual do sistema CNC e do ajustador de altura da tensão do arco para obter as configurações específicas.
6. Processo de corte
Ao usar o corte a plasma, o operador deve usar um chapéu e óculos de proteção e apertar todos os botões durante o processo.
Função de alinhamento automático para placas de aço: Ou seja, a função (ângulo de medição). Em geral, quando o operador levanta a chapa de aço sobre a mesa de corte, não é fácil alinhar a borda da chapa de aço com o eixo Y do equipamento.
Essa função pode medir o ângulo de rotação da placa de aço e girar automaticamente o padrão de corte no mesmo ângulo para reduzir os resíduos de corte e melhorar a utilização.
Depois que o padrão de corte for compilado, mova manualmente o cortador para o canto superior esquerdo da chapa de aço, na interface principal, pressione a tecla "F2" para o arquivo, depois pressione a tecla "F7" para a opção de peça, depois pressione a tecla "F7" para o ângulo de medição, use a tecla de direção para mover o cortador para o canto inferior esquerdo da chapa de aço, pressione a tecla "F1" para confirmar e retorne à interface "opção de peça". O padrão do programa de corte com o ângulo adicionado é exibido na área de visualização gráfica à esquerda.
1. Pressione o botão RUN para entrar na interface de corte. Verifique novamente para confirmar se a figura de corte atende aos requisitos e, em seguida, pressione o botão RUN novamente para iniciar o corte automático.
Observação: Antes de iniciar o corte, eleve manualmente a tocha de corte para uma posição média-alta.
2. Durante o processo de corte, monitore o status operacional da máquina. Em caso de mau funcionamento, eleve manualmente a tocha de corte e, em seguida, pressione o botão STOP para entrar na interface de pausa. Use funções como "Jog Forward", "Electrically Reverse", "Return on the Same Path", "Return to Start", "Handle Torch" e "Breakpoint Memory" para solucionar problemas.
Após a solução de problemas, pressione o botão RUN duas vezes para retomar o corte. (Nos cantos da chapa de aço, devido a grandes alterações na capacitância do loop de detecção, a tocha de corte pode descer rapidamente e atingir a chapa de aço.
Portanto, a posição de corte não deve ser muito próxima dos cantos da chapa de aço (50% do loop de detecção deve estar na chapa de aço).
Você também pode desativar manualmente o recurso de ajuste automático de altura quando a máquina atingir os cantos da chapa de aço. Nesse momento, monitore atentamente a posição da tocha de corte e ajuste manualmente a altura da tocha de corte conforme necessário).
Observação: Função "Return on the Same Path" (Retornar no mesmo caminho): Na interface de pausa, pressionar "Return on the Same Path" (Retornar no mesmo caminho) permite que a máquina se mova ao longo do caminho de corte de volta ao ponto de mau funcionamento. Pressione o botão "Stop" (Parar) quando a máquina chegar ao ponto da falha, interrompendo o retorno. O uso dos botões "Jog Forward" e "Jog Reverse" em conjunto permite posicionar a máquina com precisão no local apropriado, reacender, pré-aquecer e reiniciar o corte.
Funções "Jog Forward" e "Jog Reverse": Cada vez que esses botões são pressionados, a máquina se move uma certa distância ao longo do caminho de corte, para frente ou para trás.
A distância é determinada pelo parâmetro "Jog Distance" definido na interface de parâmetros "General Parameters" (Parâmetros gerais).
Função "Handle Torch" (Manusear tocha): Na interface de pausa, pressionar "Handle Torch" (Manusear tocha) permite que você mova a tocha de corte para fora da chapa de aço para substituição ou manuseio do bico da tocha de corte. Pressione o botão "Return" (Retornar) para mover a base da máquina de volta ao local da interrupção e continuar o corte.
Observação: desligue a fonte de alimentação de plasma antes de substituir o bico ou manusear a tocha de corte. Reconecte a fonte de alimentação de plasma após manusear a tocha de corte; caso contrário, a fonte de alimentação de plasma acionará um alarme de erro. Tenha cuidado, pois o bocal da tocha de corte fica muito quente imediatamente após a interrupção do corte.
Função "Memória de ponto de interrupção": Na interface de pausa, pressionar "F6" (Memória de ponto de interrupção) salva o programa de corte restante não executado. Depois de retornar à interface principal, você pode realizar outras operações e, em seguida, pressionar "F2" para entrar na interface "File" (Arquivo). Pressione o arquivo de memória "F5" e, em seguida, pressione a memória de ponto de interrupção "F2" para carregar as figuras de corte restantes na memória. Retorne à interface principal para continuar o corte. Não mova a máquina durante esse processo.
Se quiser abandonar o corte, pressione o botão STOP novamente e, em seguida, pressione "F7" para confirmar e retornar à interface principal.
3. Após terminar o corte, retorne à interface principal.
4. Continue cortando outras peças de trabalho.
7. Conclusão do corte
Após o término do corte, desligue o compressor de ar.
Mude para o modo manual, mova o carrinho da tocha de corte para a esquerda e posicione a máquina em sua vaga de estacionamento.
Em seguida, desligue a energia do controlador. Aguarde cinco minutos antes de desligar a fonte de alimentação do plasma e a alimentação do sistema de controle.
Limpe o espaço de trabalho.
IV. Manutenção e conservação
1. Antes de iniciar um turno, é necessário inspecionar o sistema de ar, a fonte de alimentação de plasma e as conexões da tocha de corte para verificar se há vazamentos de ar. Se forem descobertos, eles devem ser corrigidos imediatamente.
2. Antes de cortar, verifique se o bico de corte e o eletrodo se alinham com a configuração de corrente da fonte de alimentação de plasma e a espessura da chapa de aço que está sendo cortada. O bocal de corte não pode ser usado além de sua faixa. O ideal é que a intensidade da corrente esteja dentro de 95% da corrente de trabalho do bocal. Por exemplo, a intensidade de corrente de um bocal de 100A deve ser definida idealmente como 95A.
3. Verifique se a pressão do gás está dentro da faixa permitida. Certifique-se de que o gás esteja limpo, inspecione regularmente a operação do compressor de ar, verifique frequentemente o dispositivo do filtro de ar e substitua os componentes imediatamente.
4. Após substituir os componentes da tocha de corte ou se não for usada por um longo período, gire o botão de ajuste de corrente para a posição de teste de gás ou abra manualmente cada válvula solenoide para remover o vapor de água e as impurezas do caminho do ar e da tocha de corte.
5. As superfícies de guia dos trilhos longitudinais e transversais devem ser limpas e lubrificadas após o uso.
6. Quando o operador faz uma pausa ou deixa a máquina por um longo período, a fonte de energia e de ar deve ser desligada.
7. Depois de usar a máquina de corte, aguarde um período para permitir que o gabinete elétrico e a fonte de alimentação de plasma esfriem o suficiente antes de desligar a energia.
8. Inspecione e escove regularmente a cremalheira do guindaste de pórtico, limpe-a e lubrifique-a.
9. Lubrifique periodicamente o mecanismo de elevação do carrinho (rolamentos de esferas, parafusos, controles deslizantes da guia linear). Aplique lubrificante no controle deslizante da guia linear do eixo X.
10. Limpe regularmente a escória sob a mesa de corte e limpe a camada de poeira da superfície do equipamento.
11. Verifique regularmente a funcionalidade dos interruptores de limite superior e inferior do carrinho e substitua imediatamente qualquer interruptor com defeito.
12. Tire o pó do filtro lateral do gabinete da máquina com uma escova seca mensalmente. Abra o gabinete elétrico a cada três meses para limpar a poeira interna.
13. A cada três meses, inspecione a confiabilidade do elástico do servomotor fixação ajuste os parafusos de tensão da mola para garantir a pressão adequada.
14. A cada três meses, verifique se há desgaste no carrinho e nos vários cabos.
16. Verifique as escovas do motor CC anualmente. O desgaste excessivo das escovas pode afetar o desempenho do motor ou até mesmo causar danos. Portanto, é necessário inspecionar e substituir regularmente as escovas do motor.
17. Mesmo sem tarefas de processamento, as máquinas CNC devem ser ligadas regularmente, de preferência de uma a duas vezes por semana, cada vez funcionando em modo inativo por cerca de uma hora. Isso ajuda a usar o calor da máquina para reduzir a umidade interna e evitar que os componentes eletrônicos fiquem úmidos.
18. Para evitar o impacto de grandes flutuações de energia (maiores que ±10%) e possíveis sinais de interferência transitória, o dispositivo deve ser alimentado com energia dedicada (como uma fonte separada para equipamentos CNC da sala de distribuição de baixa tensão) ou com dispositivos adicionais de estabilização de tensão. Isso pode reduzir o impacto da qualidade da energia e da interferência elétrica.
19. Verifique anualmente o aperto de todos os terminais da fiação. Os terminais da fiação podem se soltar devido à operação prolongada e à vibração, e os terminais soltos podem aquecer e ser danificados durante a operação.
V. Apêndice
Apêndice 1: Especificações de corte a arco plasma
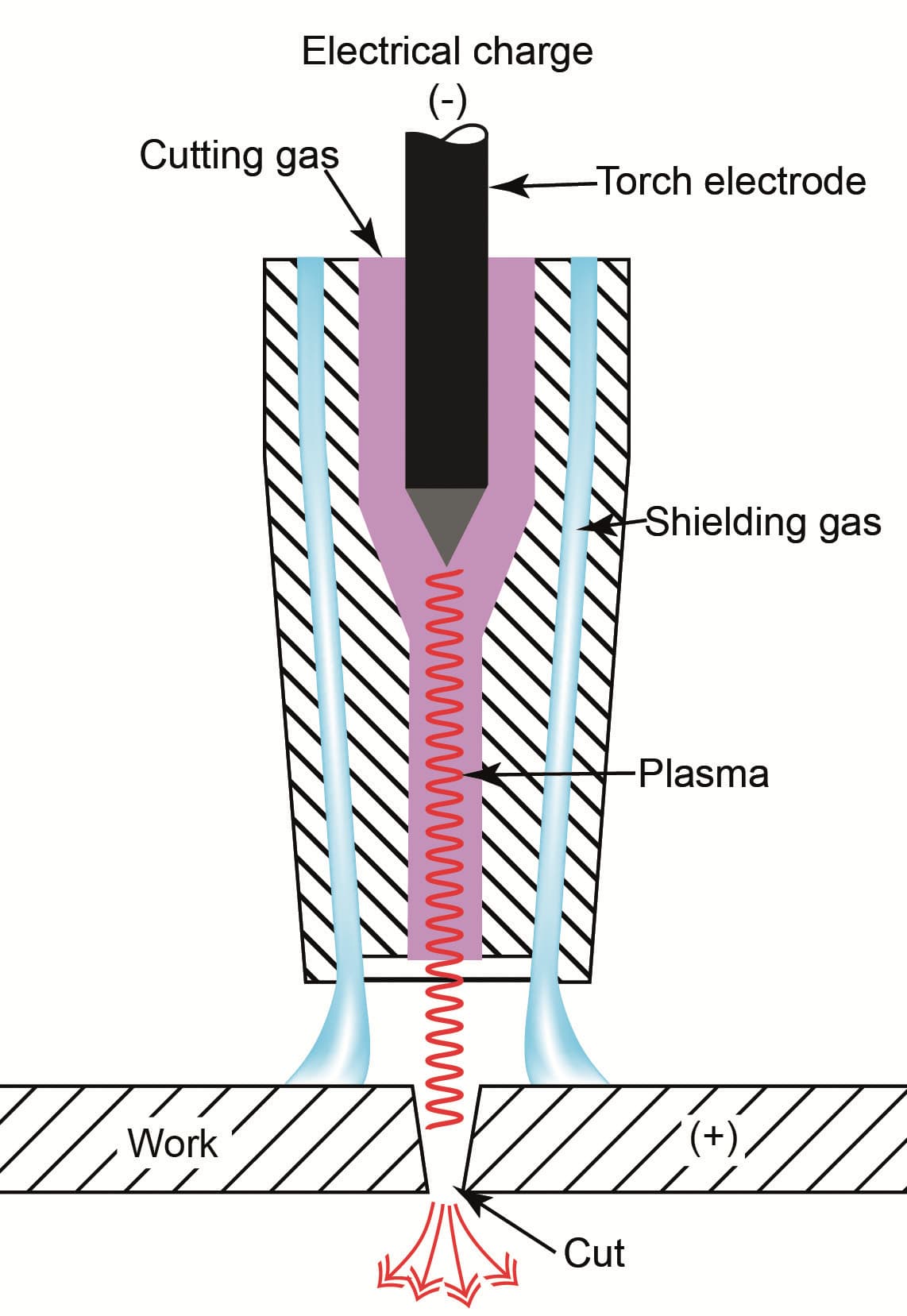
Uma máquina de corte a plasma é um novo equipamento de corte térmico.
Seu princípio de funcionamento envolve o uso de ar comprimido como gás de trabalho e um arco de plasma de alta temperatura e alta velocidade como fonte de calor.
Isso derrete a parte do metal que está sendo cortada, e um fluxo de ar de alta velocidade sopra o metal derretido, formando uma costura de corte estreita.
O corte a plasma pode ser usado para cortar vários materiais metálicos como aço inoxidável, alumínio, cobre, ferro fundido e aço carbono. Ele tem as vantagens de velocidade de corte rápida, costura de corte estreita, borda de corte lisa, pequena zona afetada pelo calor, deformação mínima da peça, operação simples e efeitos significativos de economia de energia.
Esse equipamento é adequado para a fabricação, instalação e manutenção de várias estruturas mecânicas e metálicas e para corte, perfuraçãoO processo de corte de chapas médias e finas é realizado por meio de um sistema de controle de qualidade, enchimento, chanfro e outros processos de corte.
Diversos corte a arco plasma Os parâmetros do processo afetam diretamente a estabilidade, a qualidade do corte e o efeito do processo de corte. As principais especificações de corte são descritas resumidamente a seguir:
Figura 4-1: Princípio do corte a plasma.
(1) Corrente de corte
O aumento da corrente de corte também pode aumentar a potência do arco de plasma, mas é limitado pela corrente máxima permitida. Caso contrário, isso pode fazer com que a coluna do arco de plasma engrosse, aumente a largura do corte e reduza a vida útil do eletrodo. O modelo dos acessórios da tocha de corte deve corresponder à configuração de corrente da fonte de alimentação de plasma. O ideal é que a intensidade da corrente esteja dentro do limite da corrente de trabalho do bocal. Por exemplo, a intensidade de corrente de um bocal de 100A deve ser definida para não mais do que 95A.
(2) Fluxo de gás
O aumento do fluxo de gás pode não apenas elevar a tensão da coluna de arco, mas também fortalecer a compressão na coluna de arco, tornando a energia do arco de plasma mais concentrada e a força de ejeção mais forte. Isso pode melhorar a velocidade e a qualidade do corte.
No entanto, um fluxo excessivo de gás pode encurtar a coluna do arco, aumentar a perda de calor, enfraquecer a capacidade de corte e até mesmo interromper o processo de corte.
(3) Altura do bocal de corte
A altura do bocal de corte refere-se à distância entre a face final do bocal de corte e a superfície da peça de trabalho que está sendo cortada. Essa distância é geralmente de 2 a 5 mm. A altura adequada do bocal de corte é essencial para explorar totalmente a eficiência de corte do arco de plasma.
Caso contrário, isso pode diminuir a eficiência e a qualidade do corte e até mesmo causar a queima do bocal de corte. A altura do bico de corte pode ser consultada no manual da fonte de alimentação de plasma ou determinada com base na experiência de corte.
Ao perfurar, a altura do bocal de corte deve ser ajustada para o dobro da altura normal de corte.
(4) Velocidade de corte
Vários fatores afetam diretamente o efeito de compressão do arco de plasma, influenciando sua temperatura e densidade de energia. A alta temperatura e a alta energia do arco de plasma determinam a velocidade de corte, associando todos esses fatores à velocidade de corte.
Para garantir a qualidade do corte, é fundamental aumentar a velocidade de corte o máximo possível. Isso não só aumenta a produtividade, mas também reduz a deformação das peças que estão sendo cortadas e a zona afetada pelo calor no processo de corte. kerf área.
Se a velocidade de corte for inadequada, ela pode ter o efeito oposto, aumentando a escória e reduzindo a qualidade do corte.
(5) Espessura e processo de corte
A espessura da chapa de aço influencia muito a escolha do processo de corte. Com a mesma tocha, sua capacidade de perfuração (espessura) é apenas metade de sua capacidade de corte (espessura).
Para as peças originais da tocha 100A da Hypertherm, sua capacidade de corte recomendada é de 16 mm e a capacidade de perfuração é de 12 mm. Portanto, quando a espessura da chapa de aço é maior do que a capacidade de perfuração, não é possível perfurar e cortar diretamente no meio da chapa de aço.
O ponto inicial de corte deve ser definido na borda da chapa de aço para começar a cortar a partir da borda.
(6) Pré-tratamento da superfície da chapa de aço
As chapas de aço inevitavelmente formam uma camada de óxido na superfície à medida que passam por uma série de ligações intermediárias da usina siderúrgica até a oficina de corte.
Além disso, uma camada de óxido também se forma e adere à superfície da chapa de aço durante o processo de laminação.
Essas camadas de óxido têm um alto ponto de fusão, não são fáceis de derreter e diminuem a velocidade de corte. Ao mesmo tempo, os respingos da camada de óxido após o aquecimento podem bloquear facilmente o bocal de corte, reduzindo a vida útil do bocal e do eletrodo.
Portanto, é necessário realizar um pré-tratamento para remoção da ferrugem na superfície da chapa de aço antes do corte.
O método comumente usado é a remoção de ferrugem por jateamento com granalha, seguida de pulverização de tinta antiferrugem.
Pequena areia de ferro é pulverizada sobre a superfície da placa de aço com uma máquina de jateamento, usando a força de impacto da areia de ferro para remover a camada de óxido e, em seguida, tinta antiferrugem condutora e retardante de chamas é pulverizada.
Pré-tratamento de remoção de ferrugem e pulverização de tinta antes do aço corte de chapas tornou-se uma parte indispensável da produção de estruturas metálicas.
Apêndice 2: Configurações do parâmetro de corrente para o regulador de tensão de arco
Como fundador do MachineMFG, dediquei mais de uma década de minha carreira ao setor de metalurgia. Minha vasta experiência permitiu que eu me tornasse um especialista nas áreas de fabricação de chapas metálicas, usinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou sempre pensando, lendo e escrevendo sobre esses assuntos, esforçando-me constantemente para permanecer na vanguarda do meu campo. Permita que meu conhecimento e experiência sejam um trunfo para sua empresa.
Imagine dobrar sua eficiência de corte e, ao mesmo tempo, reduzir os custos - parece ótimo, não é? Este artigo explora a otimização dos processos de corte a plasma CNC para obter maior precisão e produtividade. Desde a escolha do ponto de partida correto até...
Você já pensou em como a fumaça e a poeira do corte a plasma podem ser prejudiciais? À medida que o corte a plasma se torna mais predominante, o gerenciamento desses poluentes é crucial para atender aos padrões ambientais....
Você já se perguntou como obter cortes perfeitos com máquinas de plasma CNC? O segredo é dominar os parâmetros de corte. Este artigo aborda os aspectos essenciais, como corrente de corte, velocidade,...
A manutenção de uma máquina de corte a plasma CNC garante o desempenho ideal e a longevidade. Em um ambiente empoeirado, a limpeza, a lubrificação e as inspeções regulares são fundamentais. Este artigo aborda a manutenção diária, semanal, mensal e trimestral...
Imagine cortar chapas grossas de metal sem esforço, com precisão e velocidade. Este artigo se aprofunda nas complexidades operacionais de uma máquina de corte a plasma CNC, orientando-o em tudo, desde...
Você já enfrentou dificuldades com um cortador de plasma que simplesmente não consegue abrir um arco? Como engenheiro mecânico experiente, compartilharei dicas privilegiadas para solucionar esse problema frustrante. Desde a tensão...
Você já se perguntou sobre a tecnologia de ponta que está revolucionando a fabricação de metais? O corte a plasma é um divisor de águas no setor, oferecendo velocidade, precisão e versatilidade inigualáveis. Neste artigo, vamos nos aprofundar...
Você já se perguntou como uma máquina pode cortar metal como uma faca quente na manteiga? Bem-vindo ao mundo do corte a plasma! Neste artigo, você explorará como esse poderoso...
O corte de metal de forma eficiente e econômica é crucial na fabricação. Mas qual método você deve escolher: corte a gás ou plasma? Este artigo analisa os custos, a eficiência e a qualidade de cada um deles...