Explicação do eixo da prensa dobradeira (3, 4, 6, 8 eixos)
Já se perguntou como uma prensa dobradeira consegue fazer curvas tão precisas? Este artigo explora o fascinante mundo dos eixos da prensa dobradeira, revelando os segredos por trás de seus papéis e funções. Saiba como o domínio desses eixos pode elevar seu trabalho em metal a novos níveis de precisão e eficiência. Prepare-se para descobrir os mecanismos que possibilitam as dobras perfeitas!
Na operação de prensa dobradeira, uma compreensão abrangente dos eixos da máquina é fundamental para obter eficiência e precisão ideais. Cada eixo, designado por letras ou números, como X, R, V, Y1, Y2, Z1 e Z2, desempenha uma função específica no processo de dobra. O domínio desses eixos permite que os operadores executem dobras complexas com alta precisão e repetibilidade.
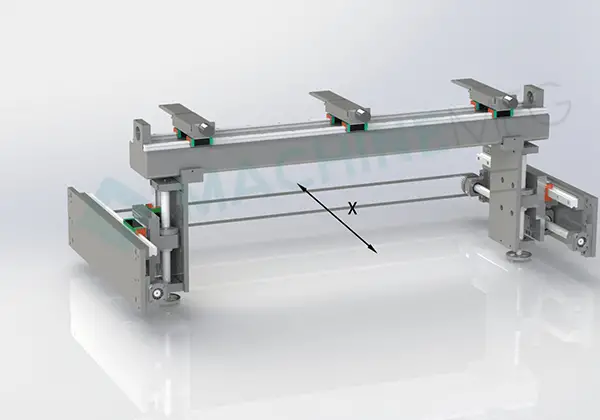
O eixo X controla o posicionamento horizontal do medidor traseiro, um componente essencial para o alinhamento da peça de trabalho. Ao ajustar o eixo X, os operadores podem definir com precisão o comprimento da dobra e garantir o posicionamento consistente do material. Esse eixo é fundamental para obter precisão dimensional no produto final.
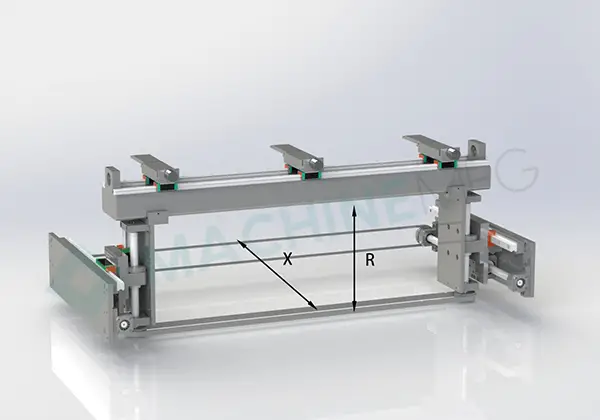
O eixo R controla o movimento vertical do medidor traseiro. Ele permite o ajuste fino da altura da dobra, acomodando variações na espessura do material ou nos ângulos de dobra desejados. O eixo R é essencial para manter a consistência da dobra em várias peças e adaptar-se a diferentes propriedades do material.
O eixo V está relacionado à largura da abertura da matriz, um fator crucial para determinar a força de dobra adequada. O ajuste adequado do eixo V, em conjunto com a seleção da matriz, garante a distribuição ideal da força durante o processo de dobra. Isso minimiza o retorno elástico, reduz o risco de dobra excessiva e contribui para a qualidade geral da dobra.
Os eixos Y1 e Y2 controlam o movimento síncrono ou independente do cilindro da prensa dobradeira (viga superior). Esses eixos são responsáveis pela precisão e pelo paralelismo da operação de dobra. Com o ajuste fino de Y1 e Y2, os operadores podem compensar a deflexão da máquina, garantir a distribuição uniforme da pressão na peça de trabalho e obter ângulos de dobra consistentes, mesmo em peças longas.
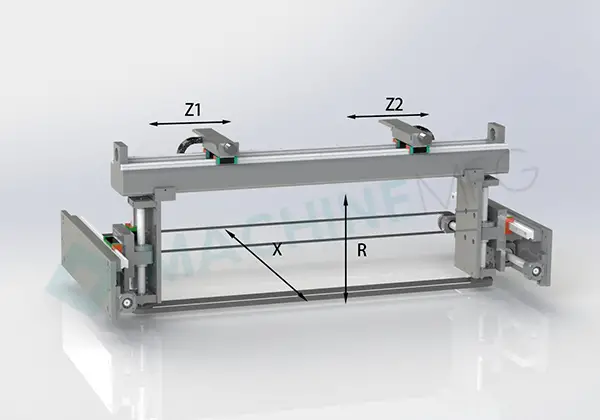
Os eixos Z1 e Z2 gerenciam o movimento lateral dos dedos do medidor traseiro. Essa funcionalidade permite a manipulação de peças complexas, possibilitando que os operadores criem várias dobras em uma única peça de trabalho sem reposicionamento manual. Os ajustes do eixo Z são cruciais para a produção de peças com comprimentos de flange variados ou projetos assimétricos.
As prensas dobradeiras avançadas podem incorporar eixos adicionais, como o eixo D para ajuste de coroamento ou o eixo W para movimento auxiliar do medidor de retorno. Esses eixos suplementares aumentam ainda mais a versatilidade e a precisão da máquina, permitindo operações de dobra mais complexas e melhor qualidade das peças.
Dominar a interação entre esses eixos é essencial para otimizar o desempenho da prensa dobradeira. Os operadores devem considerar fatores como as propriedades do material, a geometria da peça e as tolerâncias desejadas ao ajustar cada eixo. As prensas dobradeiras CNC modernas geralmente apresentam controle automatizado dos eixos, mas um profundo conhecimento das funções dos eixos continua sendo crucial para a programação, solução de problemas e obtenção de resultados superiores de dobra.
Ao aproveitar todos os recursos desses eixos, os operadores podem aumentar significativamente a produtividade, reduzir as taxas de refugo e produzir peças complexas com precisão excepcional. Esse controle abrangente sobre o processo de dobra é fundamental para atender às exigentes tolerâncias da fabricação moderna e manter uma vantagem competitiva na fabricação de chapas metálicas de precisão.
O que é o eixo da prensa dobradeira?
Um eixo de prensa dobradeira refere-se ao movimento controlado e aos componentes funcionais dentro do máquina de freio de prensaO termo "controle" é usado para designar o controle da máquina, regido pelo controlador da máquina. Esse termo engloba os vários graus de liberdade e elementos operacionais que permitem operações precisas de dobra e conformação.
Os eixos da prensa dobradeira são normalmente designados com base em sua orientação espacial no sistema de coordenadas da máquina. No entanto, determinados movimentos e componentes funcionais podem ser nomeados de acordo com convenções do setor ou padrões internacionais para garantir consistência e clareza entre diferentes fabricantes e regiões.
A configuração dos eixos em uma prensa dobradeira CNC é feita sob medida para atender aos requisitos específicos do processo de fabricação da peça. Os eixos comuns incluem:
Eixo Y: Controla o movimento vertical do aríete (viga superior)
Eixo X: Gerencia o posicionamento da frente para trás do backgauge
Eixo R: Ajusta a altura dos dedos do backgauge
Eixo Z: Permite o movimento lateral dos dedos do backgauge
Sistema de coroamento controlado por CNC: Compensa a deflexão do feixe
Bombé (sistema anti-deflexão): Garante ângulos de dobra consistentes ao longo do comprimento da peça de trabalho
As prensas dobradeiras CNC avançadas podem incorporar eixos adicionais para aumentar a precisão e a versatilidade, como:
Delta X: ajusta a posição dos dedos individuais do backgauge
Eixos auxiliares: Controle de ferramentas especializadas ou sistemas de manuseio de materiais
Compreender a função e a interação desses eixos é fundamental para otimizar o desempenho da prensa dobradeira, obter curvas de alta precisão e maximizar a eficiência da produção nos processos de fabricação de chapas metálicas.
Tipos de eixos de prensa dobradeira
Eixo do freio de prensa
As prensas dobradeiras utilizam vários eixos para controlar vários aspectos do processo de dobra. Cada eixo tem uma função específica para obter uma conformação de metal precisa e exata. Os eixos principais e suas funções são os seguintes:
Eixo Y: Controla o movimento vertical do aríete. Normalmente, é dividido em eixos Y1 e Y2:
Y1: Controla o lado esquerdo do carneiro
Y2: Controla o lado direito do carneiro Esses eixos são essenciais para determinar o ângulo de curvatura e manter o paralelismo.
Eixo X: governa o posicionamento do medidor traseiro, controlando a profundidade da curvatura. Geralmente inclui:
X: movimento do medidor traseiro principal (da frente para trás)
X1 e X2: controle individual dos dedos de parada esquerdo e direito
Eixo R: Ajusta a altura dos dedos do medidor traseiro. Pode incluir:
R: Ajuste da altura total
R1 e R2: Controle individual da altura dos dedos esquerdo e direito
Eixo Z: gerencia o movimento lateral dos dedos do medidor traseiro. Pode incluir:
Z: Movimento lateral geral
Z1 e Z2: posicionamento independente dos dedos esquerdo e direito
Eixo V: controla a compensação de deflexão, crucial para manter ângulos de dobra consistentes em todo o comprimento da peça. Dois métodos principais:
Controle de posição: Aplica uma compensação predeterminada com base nas curvas de deflexão calculadas
Controle de pressão: Ajusta dinamicamente vários cilindros de compensação com base na força de flexão
Os eixos adicionais podem incluir:
T1 e T2: braços de suporte de material com controle servo
X': Posicionamento avançado do medidor traseiro, usado em conjunto com Z1 e Z2 para geometrias de peças complexas
Os eixos Y1, Y2 e V são essenciais para todas as prensas dobradeiras CNC, enquanto a configuração dos eixos de suporte de material e de medidor traseiro pode ser personalizada com base em requisitos específicos de fabricação.
A precisão do eixo, especialmente para Y1, Y2 e V, tem um impacto significativo na qualidade da peça final, afetando tanto a precisão do ângulo de dobra quanto a retidão geral. No entanto, é importante observar que, no caso de chapas finas (< 3 mm), as propriedades do material, como tolerância de espessura, uniformidade e direção de laminação, também desempenham um papel fundamental na obtenção de dobras precisas.
Ao selecionar uma configuração de prensa dobradeira, os fabricantes devem considerar cuidadosamente suas necessidades de produção, a complexidade da peça e a precisão necessária para determinar a configuração ideal do eixo para suas aplicações específicas.
O que significa o eixo 3+1, 4+1, 6+1, 8+1?
No contexto das máquinas de prensa dobradeira, o eixo "+1" refere-se consistentemente ao eixo de coroamento, denotado como eixo V. Esse eixo é crucial para compensar a deflexão do feixe e garantir uma flexão uniforme ao longo da peça de trabalho. Os eixos Y1 e Y2 controlam o movimento vertical dos cilindros hidráulicos esquerdo e direito de forma independente, permitindo o posicionamento preciso do cilindro e o ajuste do paralelismo.
As configurações numéricas de 3+1, 4+1, 6+1 e 8+1 eixos representam sistemas de prensa dobradeira cada vez mais sofisticados, cada um oferecendo maior controle e versatilidade:
Eixo 3+1: Y1, Y2, X, +V
Y1 - O eixo Y1 controla o movimento vertical do lado esquerdo da matriz superior em relação à superfície da peça de trabalho. Esse eixo controla com precisão a elevação e a descida da parte esquerda da matriz superior, permitindo a aplicação precisa da força de flexão e mantendo o alinhamento adequado durante o processo de formação.
Y2 - O eixo Y2 gerencia o movimento vertical do lado direito da matriz superior em relação à superfície da peça de trabalho. Trabalhando em conjunto com o Y1, esse eixo garante o controle sincronizado da seção direita da matriz superior, permitindo a distribuição uniforme da pressão e a capacidade de realizar curvas cônicas quando necessário.
X - O eixo X direciona o posicionamento horizontal do medidor de dorso em relação à linha central da matriz inferior. Esse eixo facilita a colocação precisa do material, controlando o movimento para frente e para trás do medidor traseiro, o que é crucial para obter locais de dobra precisos e manter comprimentos de flange consistentes em várias peças.
V - O eixo V, geralmente chamado de eixo auxiliar ou "mais", regula o ajuste vertical da matriz inferior em relação à superfície da peça. Esse eixo permite o ajuste fino da abertura da matriz, possibilitando ângulos de dobra ideais, compensação do retorno elástico do material e adaptação a diferentes espessuras de material sem trocar de ferramenta.
Eixo 4+1: Y1, Y2, X, R, +V
Y1 - O eixo Y1 controla o deslocamento vertical do lado esquerdo da matriz superior em relação à superfície da peça de trabalho. Esse eixo controla com precisão a altura do lado esquerdo durante o movimento de subida e descida da prensa dobradeira, permitindo a aplicação precisa da força de dobra e garantindo o paralelismo com o eixo Y2 para obter ângulos de dobra consistentes em toda a peça de trabalho.
Y2 - O eixo Y2 gerencia o movimento vertical do lado direito da matriz superior em relação à superfície da peça de trabalho. Trabalhando em conjunto com o Y1, esse eixo mantém o nivelamento da matriz superior e controla a altura do lado direito durante todo o ciclo de dobra, o que é crucial para obter uma distribuição uniforme da pressão e a qualidade da dobra ao longo de todo o comprimento da peça.
X - O eixo X direciona o posicionamento horizontal do medidor traseiro em relação à linha central da matriz inferior. Esse eixo facilita a colocação precisa da peça de trabalho, controlando o movimento para frente e para trás do medidor traseiro, permitindo o posicionamento preciso da linha de dobra e possibilitando operações complexas de várias dobras com tolerâncias rígidas.
R - O eixo R regula o posicionamento vertical do medidor traseiro em relação à superfície inferior da matriz. Ao controlar a altura do medidor traseiro, esse eixo acomoda diferentes espessuras de material e geometrias de dobra, garantindo comprimentos de flange consistentes e permitindo a produção de peças com perfis escalonados ou cônicos.
V - O eixo V, geralmente considerado um eixo suplementar, controla o movimento vertical da matriz inferior em relação à superfície de trabalho. Esse eixo permite o ajuste fino da folga da matriz, o que é fundamental para otimizar a distribuição da força de flexão, minimizar o retorno elástico e acomodar diferentes propriedades e espessuras de materiais sem alterar a posição da matriz superior.
6+1 eixos: Y1, Y2, X, R, Z1, Z2, +V
Y1 - O eixo Y1 controla o deslocamento vertical do lado esquerdo da matriz superior em relação à superfície da peça de trabalho. Esse eixo controla com precisão a altura do lado esquerdo durante o movimento de subida e descida da matriz, permitindo a aplicação precisa da força de flexão e garantindo a distribuição uniforme da pressão na peça de trabalho.
Y2 - O eixo Y2 gerencia o movimento vertical do lado direito da matriz superior em relação à superfície da peça de trabalho. Trabalhando em conjunto com o Y1, esse eixo garante o controle sincronizado da altura do lado direito, permitindo um ajuste preciso do paralelismo e compensando a possível deflexão durante as operações de dobra.
X - O eixo X orquestra a travessia horizontal do medidor traseiro em relação à linha central da matriz inferior. Esse eixo facilita o posicionamento preciso do material, controlando o movimento para frente e para trás do medidor traseiro, o que é crucial para obter locais de dobra consistentes e manter a precisão dimensional em peças complexas.
R - O eixo R direciona o posicionamento vertical do medidor traseiro em relação à superfície inferior da matriz. Ao controlar a altura do medidor traseiro, esse eixo permite o posicionamento adaptativo para diferentes espessuras de material e geometrias de dobra, garantindo suporte e alinhamento ideais durante o processo de dobra.
Z1 - O eixo Z1 regula o movimento lateral do lado esquerdo do medidor traseiro. Esse eixo permite o ajuste independente da posição do dedo esquerdo, possibilitando o posicionamento assimétrico da peça e facilitando a criação de sequências de dobras complexas na fabricação de chapas metálicas.
Z2 - O eixo Z2 gerencia o movimento lateral do lado direito do medidor traseiro. Trabalhando em conjunto com o Z1, esse eixo oferece recursos flexíveis de posicionamento para o dedo direito, permitindo o alinhamento preciso de peças de formato irregular e possibilitando a produção de peças com larguras variadas.
V - O eixo V controla o ajuste vertical da matriz inferior em relação à superfície de trabalho. Esse eixo permite o ajuste fino do ângulo de dobra alterando a abertura efetiva da matriz, permitindo a compensação do retorno elástico do material e facilitando a produção de ângulos agudos e obtusos com alta precisão.
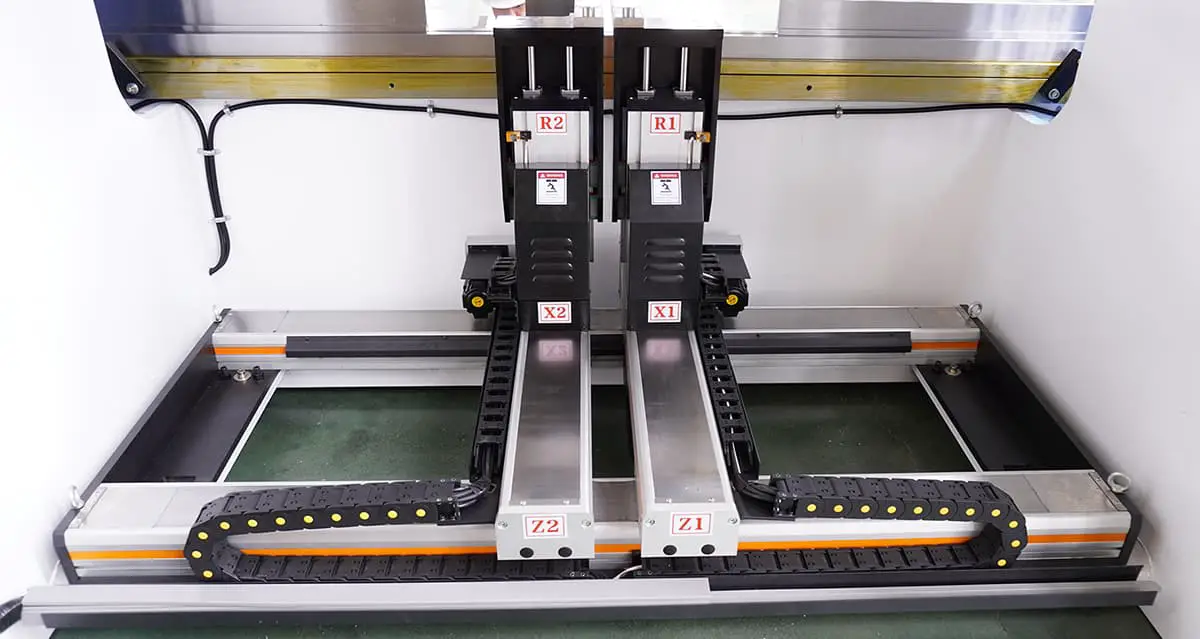
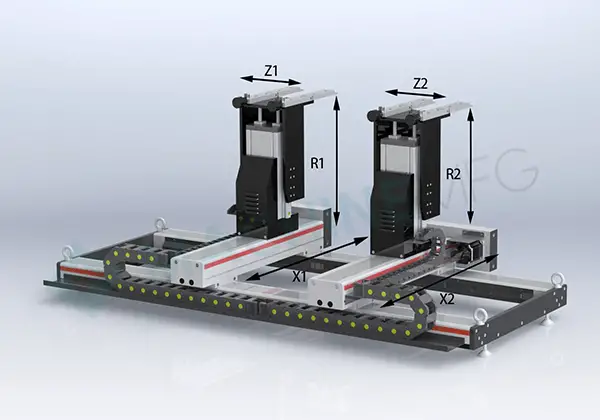
Eixo 8+1: Y1, Y2, X1, X2, R1, R2, Z1, Z2, +V
Y1 - O eixo Y1 controla o deslocamento vertical do lado esquerdo da matriz superior em relação à superfície da peça de trabalho. Esse eixo controla com precisão a altura do lado esquerdo durante o ciclo de dobra, garantindo uma distribuição precisa e consistente da pressão de formação.
Y2 - O eixo Y2 gerencia o movimento vertical do lado direito da matriz superior em relação à superfície da peça de trabalho. Trabalhando em conjunto com o Y1, esse eixo permite o movimento sincronizado ou diferencial da matriz, crucial para criar curvas complexas ou compensar o retorno elástico do material.
X1 - O eixo X1 controla o posicionamento horizontal do lado esquerdo do medidor traseiro em relação à matriz inferior. Esse eixo facilita o posicionamento preciso da peça de trabalho, permitindo linhas de dobra precisas e repetibilidade em operações de conformação em várias etapas.
X2 - O eixo X2 direciona o movimento horizontal do lado direito do medidor traseiro em relação à matriz inferior. Trabalhando em conjunto com o X1, ele permite ajustes independentes ou sincronizados do calibrador, essenciais para o manuseio de peças assimétricas ou comprimentos de flange variados.
R1 - O eixo R1 gerencia o ajuste vertical do medidor traseiro esquerdo em relação à superfície inferior da matriz. Esse eixo permite mudanças dinâmicas de altura, o que é crucial para sequências de várias dobras e para acomodar diferentes espessuras de material sem reconfiguração.
R2 - O eixo R2 controla o posicionamento vertical do medidor traseiro direito em relação à superfície inferior da matriz. Complementando o R1, ele permite ajustes independentes da altura do medidor, o que é vital para a criação de perfis complexos ou para compensar as variações do material.
Z1 - O eixo Z1 controla o movimento lateral do lado esquerdo do medidor traseiro. Esse eixo facilita o posicionamento preciso para diferentes larguras de peças e permite a criação de curvas cônicas ou não lineares quando usado em conjunto com Z2.
Z2 - O eixo Z2 gerencia o movimento lateral do lado direito do medidor traseiro. Trabalhando com o Z1, ele permite ajustes dinâmicos de largura, essenciais para o manuseio de peças com dimensões variadas ou para a criação de geometrias de dobra especializadas.
V - O eixo V controla o posicionamento vertical da matriz inferior em relação à superfície de trabalho. Esse eixo permite o ajuste fino do ângulo de dobra, compensa o desgaste da ferramenta e facilita a troca rápida de matrizes, aumentando a flexibilidade e a eficiência geral do processo.
Como fundador do MachineMFG, dediquei mais de uma década de minha carreira ao setor de metalurgia. Minha vasta experiência permitiu que eu me tornasse um especialista nas áreas de fabricação de chapas metálicas, usinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou sempre pensando, lendo e escrevendo sobre esses assuntos, esforçando-me constantemente para permanecer na vanguarda do meu campo. Permita que meu conhecimento e experiência sejam um trunfo para sua empresa.
Atenção a todos os entusiastas da metalurgia! Está cansado de adivinhar a tonelagem adequada para a sua prensa dobradeira? Não precisa mais procurar! Nesta postagem do blog, vamos nos aprofundar no mundo da prensa...
Os operadores de prensa dobradeira desempenham um papel crucial na formação do mundo ao nosso redor, mas seu trabalho não é isento de riscos. Neste artigo, exploraremos dicas essenciais de segurança do setor...
Suas ferramentas de prensa dobradeira estão se desgastando muito rapidamente? Este artigo aborda as técnicas essenciais de reparo para prolongar a vida útil de suas ferramentas, garantindo o desempenho ideal de suas chapas metálicas...
Você já se perguntou sobre as origens do termo "freio de prensa"? Nesta cativante postagem do blog, embarcaremos em uma fascinante jornada pela história para descobrir as razões por trás...
Você já se perguntou como as chapas de metal são habilmente dobradas em formas complexas? Este artigo explora seis tipos de processos de dobragem de prensa dobradeira - dobragem, limpeza, dobragem a ar, embutimento, cunhagem e dobragem de três pontos. Você verá...
No vasto mundo da manufatura, uma máquina se destaca: a prensa dobradeira. Com sua capacidade de dobrar e moldar metal com precisão e potência, ela se tornou uma máquina indispensável...
Você já se perguntou o que mantém uma prensa dobradeira CNC funcionando sem problemas? A resposta está no óleo hidráulico. Esse fluido essencial garante o desempenho ideal e a longevidade da máquina. Nosso artigo...
O reparo adequado do cilindro hidráulico de uma prensa dobradeira é fundamental para manter o desempenho e a segurança da máquina. Normalmente, o cilindro hidráulico consiste em um pistão, uma luva, uma haste de pistão e um parafuso....
Já teve dificuldades para definir o comprimento correto do curso da prensa dobradeira? Muitos operadores o fazem, muitas vezes recorrendo à tentativa e erro. Este artigo desmistifica o processo, fornecendo uma fórmula clara para calcular...