O que é rebarba?
Com relação à rebarba, vamos começar definindo o que são rebarbas.
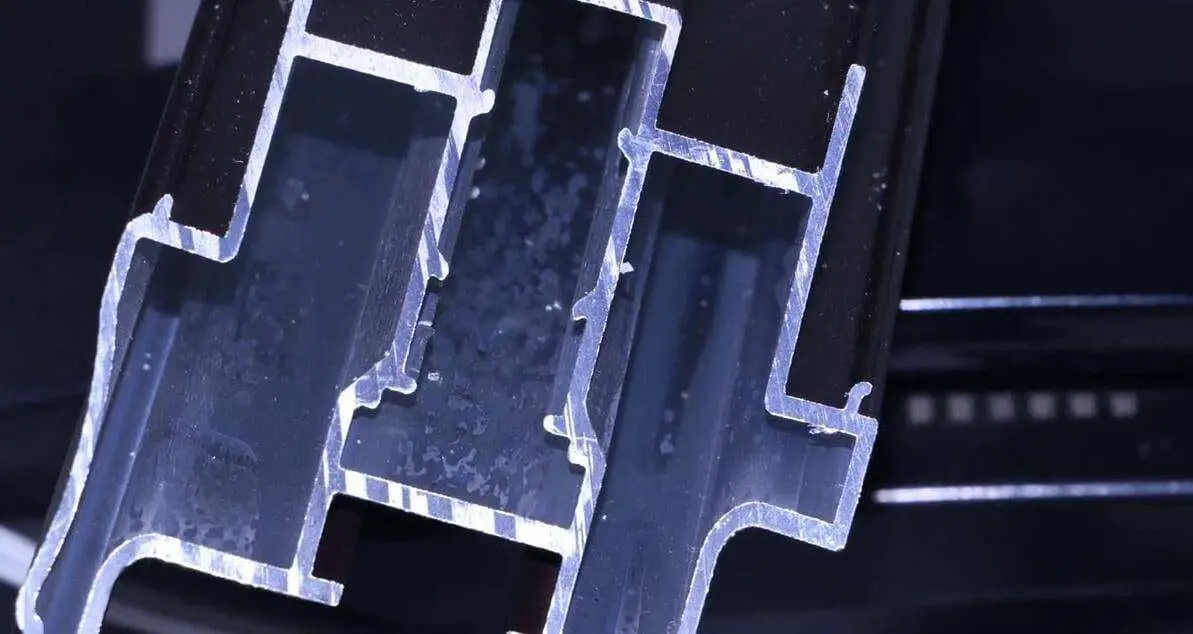
As rebarbas são pequenas partículas de metal que se formam na superfície usinada de uma peça de trabalho. Essas partículas finas são criadas como resultado de fundição de metal, retificação, corte, fresamento e outros processos semelhantes.
Classificação da rebarba
A formação de rebarbas varia de acordo com o processo de fabricação utilizado. Com base nesses processos, as rebarbas podem ser classificadas em geral em:
1. Rebarba de fundição:
Normalmente, o tamanho da rebarba, que é o excesso de material produzido na junta do molde ou na raiz do portão, é medido em milímetros.
2. Rebarba de forjamento:
Na junta do molde de metal, as rebarbas são causadas pela deformação plástica do molde. material de forjamento.
Soldagem elétrica e rebarbas de solda a gás:
O soldagem elétrica rebarba refere-se ao excesso de material de enchimento que se projeta da superfície da peça.
As rebarbas de soldagem a gás são a escória que transborda do corte durante o processo de soldagem. processo de corte a gás.
3. Rebarba de estampagem:
Durante a estampagem, existe uma lacuna entre o punção na matriz e o matriz inferiorou entre os cortadores no entalhe, o que resulta na geração de rebarbas devido ao desgaste da matriz.
O formato da rebarba de estampagem varia de acordo com fatores como o material da chapa, a espessura da chapa, o espaço entre as matrizes superior e inferior e o formato das peças estampadas.
Torneamento, fresamento, aplainamento e retificação, perfuraçãoA escavação, o alargamento e outros métodos de processamento também podem criar rebarbas.
As rebarbas produzidas por esses vários métodos de usinagem têm formatos diferentes, que são influenciados pelo tipo de ferramenta usada e pelos parâmetros do processo.
Como a rebarba de fundição, a rebarba gerada na junta do molde de plástico.
Como fazer a rebarbação?
A geração de rebarbas ocorre devido à lacuna na junção entre o molde e a matriz.
Atualmente, é um desafio eliminar completamente as rebarbas devido ao alinhamento imperfeito entre o molde e a matriz.
No entanto, com os avanços nos materiais metálicos que estão se tornando mais duros, resistentes e duráveis, há um número cada vez maior de componentes integrais complexos em produtos mecânicos, o que torna a remoção de rebarbas cada vez mais difícil.
À medida que a tecnologia avança e o desempenho do produto melhora, a demanda por produtos de maior qualidade aumenta, tornando cada vez mais importante a remoção de rebarbas das peças de trabalho.
A presença de rebarbas não apenas prejudica a aparência dos produtos, mas também reduz significativamente o padrão de qualidade das peças de metal e afeta sua montagem, desempenho e vida útil.
Para reduzir a ocorrência de rebarbas, é fundamental escolher produtos de alta qualidade. ferramentas de corte que minimizem sua aparência, como fresas com acabamento liso.
Mesmo com as ferramentas adequadas, remoção de rebarbas ainda pode exigir uma operação de rebarbação secundária.
Esse processo de rebarbação secundária pode representar até 30% do custo das peças acabadas e é difícil de automatizar, tornando as rebarbas um problema persistente.
As técnicas manuais de rebarbação são insuficientes para atender às demandas dos requisitos modernos de rebarbação, o que levou ao desenvolvimento de novas tecnologias e processos automatizados de rebarbação.
A seguir, discutirei os seguintes métodos de rebarbação:
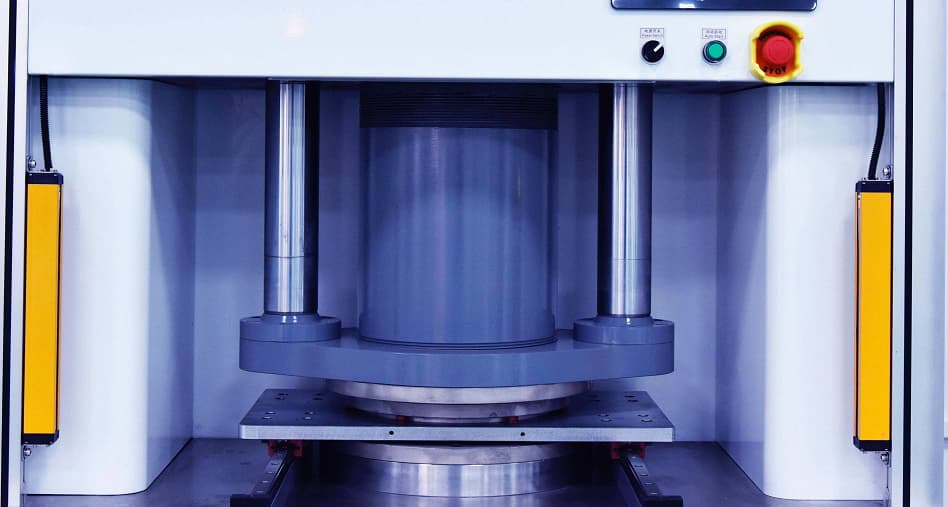
1. Rebarbação de matrizes
O processo de rebarbação é realizado com o uso de uma matriz em conjunto com uma prensa de punção.
A rebarbação da matriz de corte incorre em custos de matriz bruta e corte fino Os custos de produção de matrizes e podem exigir a criação de uma matriz de modelagem. Além disso, as ferramentas podem precisar ser substituídas com frequência.
Esse método é adequado para produtos com uma superfície de separação simples e é mais eficiente e eficaz do que a rebarbação manual.
2. Rebarbação de moagem
A rebarbação por esmerilhamento é um método amplamente usado para rebarbação, que envolve técnicas como vibração, jato de areia e rolo.
No entanto, o problema com a rebarbação por esmerilhamento é que ela nem sempre resulta em uma superfície completamente lisa, o que pode exigir mais intervenção manual ou o uso de métodos adicionais de rebarbação.
Esse método é ideal para produtos pequenos que são produzidos em grandes quantidades.
3. Rebarbação em alta temperatura
A rebarbação em alta temperatura, também conhecida como rebarbação térmica e rebarbação por explosão térmica, é um processo que envolve a introdução de gás natural em um forno de equipamento e sua explosão instantânea em meios e condições específicos. Essa explosão gera energia que é usada para dissolver e remover rebarbas.
Esse método requer equipamentos caros, normalmente custando mais de um milhão de yuans, e opera com altos requisitos tecnológicos.
No entanto, a eficiência de rebarbação desse método é baixa e pode resultar em efeitos colaterais, como ferrugem e deformação.
A rebarbação por explosão térmica é usada principalmente em peças de alta precisão em setores como o automotivo e o aeroespacial.
4. Rebarbação por congelamento
A rebarbação por congelamento é um processo que envolve uma rápida queda de temperatura para tornar a rebarba quebradiça, seguida da pulverização de projéteis para remover a rebarba.
Esse método é ideal para produtos com paredes de rebarbas finas e peças de trabalho pequenas.
No entanto, o custo do conjunto completo de equipamentos não é barato, variando normalmente de duzentos a trezentos mil yuans.
5. Rebarbação química
A rebarbação química é um processo automatizado que remove seletivamente as rebarbas de peças metálicas usando o princípio da reação eletroquímica. É particularmente útil para remover rebarbas internas que são difíceis de remover, como rebarbas finas em corpos de bombas, corpos de válvulas e outros produtos similares.
6. Rebarbação da máquina de gravação
O custo desse conjunto de equipamentos para a remoção de rebarbas em peças de trabalho usando uma máquina de gravação é normalmente de apenas dezenas de milhares de yuans, o que o torna uma opção acessível para a remoção de rebarbas com estruturas espaciais simples e posições regulares.
7. Rebarbação eletrolítica
Uma técnica para eliminar rebarbas de componentes metálicos usando eletrólise:
A ferramenta catódica, normalmente feita de latão, é posicionada próxima à seção rebarbada da peça de metal, com uma distância específica entre elas.
Durante a usinagem, a ferramenta catódica é conectada ao terminal negativo de uma fonte de alimentação CC, enquanto a peça de metal é conectada ao terminal positivo.
Em seguida, permite-se que o eletrólito de baixa pressão flua entre a peça de metal e o cátodo.
Quando a fonte de alimentação CC for ativada, a rebarba será dissolvida pelo ânodo e removida, levada pelo eletrólito.
Vantagens:
Ele é utilizado para eliminar a rebarba de peças ocultas, furos cruzados ou componentes com formatos complexos com alta eficácia.
Normalmente, o processo leva apenas de alguns segundos a algumas dezenas de segundos.
É ideal para rebarbação de engrenagens, bielas, corpos de válvulas, orifícios de passagem de óleo do virabrequim, bem como para arredondar cantos afiados.
Desvantagens:
A área ao redor da rebarba do componente também é afetada pela eletrólise, fazendo com que o brilho original da superfície seja perdido e afetando potencialmente sua precisão dimensional.
Além disso, o eletrólito tem um efeito corrosivo, portanto, é necessário limpar e evitar a ferrugem após a rebarbação.
8. Rebarbação ultrassônica
A transmissão de ondas ultrassônicas também pode produzir alta pressão momentânea, que pode ser utilizada para eliminar rebarbas em componentes. Esse método apresenta alta precisão e é empregado principalmente para eliminar pequenas rebarbas que só podem ser vistas em um microscópio.
9. Rebarbação com jato de água de alta pressão
O impacto instantâneo da água é utilizado para eliminar rebarbas e rebarbas produzidas durante a usinagem, além de cumprir o objetivo de limpeza.
Ele é classificado em duas categorias: tipo de movimentação da peça e tipo de movimentação do bico.
Tipo de movimentação da peça de trabalho
Essa ferramenta é econômica e adequada para rebarbação e limpeza de corpos de válvulas simples. No entanto, ela tem a desvantagem de que a compatibilidade entre o bocal e o corpo da válvula não é ideal e pode não proporcionar uma rebarbação eficaz de furos transversais e oblíquos no corpo da válvula.
Bocal móvel
A distância entre o bocal e a parte geradora de rebarbas do corpo da válvula pode ser ajustada com eficiência por meio do controle CNC, o que corresponde às rebarbas nos orifícios transversais, oblíquos e cegos dentro do corpo da válvula. No entanto, esse equipamento tem um custo proibitivo.
Vantagens:
Bom efeito de remoção e velocidade rápida.
Desvantagens:
O equipamento básico não é suficiente, e o equipamento premium não é acessível.
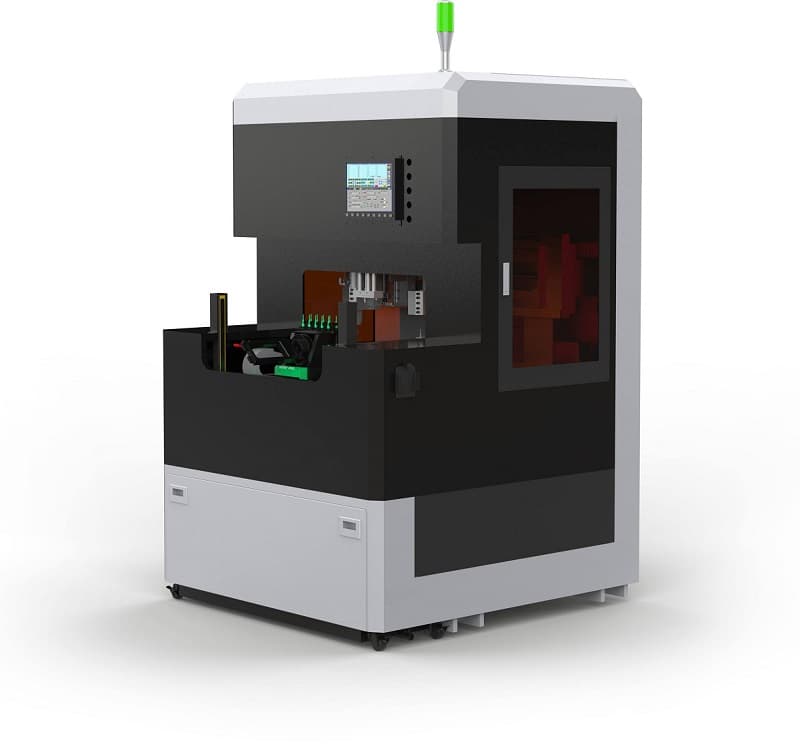
10. Rebarbação de dispositivo mecatrônico
Os dispositivos mecatrônicos incorporam os mais recentes avanços de várias disciplinas, como maquinário e máquinas de precisão, microeletrônica, computadores, controle automático e sistemas de acionamento, sensores, processamento de informações e inteligência artificial.
Alguns componentes comuns dos dispositivos mecatrônicos incluem um cubo de alumínio, um conversor de frequência uma carcaça, uma carcaça do sincronizador, um cubo da engrenagem do sincronizador, uma tampa de rolamento, um bloco de cilindros, um corpo de válvula, uma tampa de válvula, um eixo de saída e uma engrenagem do motor.
Vantagens:
- Custo-benefício
- Desempenho eficaz
- Alta precisão e eficiência
Desvantagens:
- Popularidade limitada, pois ainda está em fase de desenvolvimento
- Requer suporte de dados altamente preciso.
11. Rebarbação magnética
A distribuição exclusiva do campo magnético produz um efeito de indução magnética forte e estável, permitindo o esmerilhamento total da agulha de aço magnético e da peça de trabalho em todas as direções e em vários ângulos para uma rebarbação eficiente.
Vantagens:
Esse método é eficaz para formas complexasfendas em peças com vários furos, roscas internas e externas, etc.
Desvantagens:
Ele pode afetar negativamente o magnetismo de produtos com propriedades magnéticas, portanto, é preciso ter cuidado ao usá-lo.
12. Rebarbação manual
A rebarbação manual é utilizada atualmente por muitos fabricantes de pequeno porte.
A maioria das rebarbas é pequena, e a taxa de remoção não é particularmente alta, desde que não haja rebarbas presentes.
As ferramentas usadas para rebarbação manual costumavam incluir limas, raspadores e lixas, mas agora os aparadores de borda são usados predominantemente.
Vantagens:
- Flexibilidade na operação manual, diferentes ferramentas podem ser substituídas para rebarbar várias partes da peça de trabalho.
Desvantagens:
- O custo da mão de obra é alto, a eficiência é baixa e pode ser um desafio remover furos cruzados e peças complexas.
13. Rebarbação com ferramentas manuais
Esse tipo de rebarbação não é significativamente diferente da rebarbação manual, exceto pelo fato de que são usadas ferramentas diferentes.
A rebarbação manual envolve o uso de ferramentas frias. Alguns exemplos dessas ferramentas incluem uma esmerilhadeira e uma furadeira elétrica, que podem rebarbar e chanfrar usando fresas, brocas, cabeçotes de esmerilhamento e outros materiais.
Diferentes ferramentas podem ser usadas para concluir a rebarbação da maioria das peças.
Vantagens: Ele oferece alta flexibilidade e pode se adaptar à retificação da maioria dos ambientes de peças.
Desvantagens: A velocidade é lenta e pode causar alguns danos à peça de trabalho.
14. Rebarbação de processos
Como evitar rebarbas no projeto do processo?
Aqui estão seis etapas para evitar rebarbas no processo de design:
(1) Adotar métodos de processamento adequados:
Em corte de metaisNo processo de design, o tamanho e a forma das rebarbas produzidas por vários métodos de processamento variam. No processo de projeto, é melhor escolher um método que gere as menores rebarbas possíveis. Por exemplo, ao usinar superfícies planas, o fresamento para cima é mais eficaz do que o fresamento para baixo.
(2) Organizar razoavelmente a sequência de processamento:
Ao organizar a sequência de processamento das peças, tente colocar o processo que gera as maiores rebarbas primeiro e o processo que gera as menores rebarbas por último, usando o processo seguinte para remover as rebarbas geradas no processo anterior. Por exemplo, quando eixo de usinagem peças com rasgos de chaveta, é mais razoável alterar a sequência típica de usinagem de torneamento antes do fresamento para fresamento antes do torneamento.
(3) Escolha sabiamente a direção:
Com base no efeito de canto das rebarbas, durante o corte de metal, a saída deve estar localizada na peça com um grande ângulo de canto para reduzir a formação de rebarbas. Ao mesmo tempo, é importante observar que a borda de corte deve estar localizada em um local onde seja fácil remover as rebarbas, para reduzir o custo de removê-las.
(4) Selecione adequadamente os parâmetros de corte:
No processo de corte de peças, o uso de um método que produza cavacos grandes resultará em rebarbas grandes. Isso ocorre porque a produção de cavacos grandes aumenta a resistência ao corte, o calor do corte, o desgaste da ferramenta e diminui a durabilidade, além de aumentar a deformação plástica do material da peça, o que resulta em rebarbas maiores. Portanto, ao processar peças, geralmente é melhor reduzir a formação de rebarbas reduzindo a profundidade e a quantidade de corte, especialmente no processamento de precisão.
(5) Organizar razoavelmente o processo de tratamento térmico:
O processo de tratamento térmico deve ser organizado em diferentes estágios do processo de processamento para alterar as propriedades físicas e mecânicas, como dureza e alongamento, do material da peça, o que pode reduzir as rebarbas geradas durante o processamento. Por exemplo, na produção em lote de peças, o uso de um rebolo de esmerilhamento para esmerilhar a ranhura do anel de pressão das peças do eixo de uma só vez após o tratamento térmico gera mais rebarbas do que o processo de tratamento de reaquecimento após o torneamento.
(6) Use acessórios no processamento:
No processo de corte de peças, vários acessórios podem ser usados na borda de corte da peça, como um suporte auxiliar, mandril ou enchimento de liga de baixo ponto de fusão. Eles são usados para melhorar a rigidez da borda de corte da peça usinada, reduzir a deformação do corte e diminuir a formação de rebarbas na borda de corte. Embora as rebarbas sejam inevitáveis no processo de processamento, é melhor resolver o problema da rebarba desde o processo para evitar intervenção manual excessiva.