Evite 6 defeitos comuns de fundição com estas dicas
Você já se perguntou por que aparecem pequenos furos e rachaduras em peças fundidas de metal? Este artigo explora defeitos comuns de fundição, como estômatos, encolhimento e buracos de escória, revelando suas causas e métodos de prevenção. Você obterá insights valiosos para criar peças fundidas sem falhas e aprimorar seu processo de fabricação.
Os estômatos são orifícios que existem na superfície ou dentro dela e têm formato redondo, oval ou irregular.
Às vezes, vários poros formam uma bolsa de ar, que geralmente tem formato de pera e está localizada abaixo da superfície.
Os escareadores têm um formato irregular e uma superfície áspera.
As bolsas de ar são recuadas na superfície da peça fundida, e a superfície é relativamente lisa.
A aparência dos orifícios abertos pode ser facilmente observada, enquanto os orifícios de ar subcutâneos só podem ser detectados após a usinagem.
Razões para a formação:
O molde temperatura de pré-aquecimento é muito baixo, fazendo com que o metal líquido esfrie rapidamente ao passar pelo sistema de vazamento.
Projeto deficiente do escapamento do molde, impedindo a descarga suave do gás.
Revestimento inadequado, gás de exaustão deficiente ou até mesmo volatilização ou decomposição de gás.
Os furos e cavidades na superfície da cavidade do molde podem fazer com que o gás nessas áreas se expanda rapidamente e comprima o metal líquido, formando rebaixos.
Ajuste a espessura da camada de revestimento, pulverize o revestimento uniformemente e, quando a tinta for removida e reaplicada, não poderá haver acúmulo local de tinta.
Aqueça localmente o molde ou use o isolamento local para isolamento térmico.
Blocos de cobre embutidos na seção quente para resfriar a peça.
Projete aletas de resfriamento no molde ou acelere a taxa de resfriamento em áreas locais por meio de água, etc., ou borrife água fora do molde.
Use blocos de resfriamento destacáveis, que são colocados na cavidade sucessivamente, para evitar o resfriamento insuficiente dos próprios blocos de resfriamento durante a produção contínua.
Um dispositivo de pressão é projetado no riser do molde.
O projeto do sistema de vazamento deve ser preciso, e a temperatura de vazamento adequada deve ser selecionada.
Furo de escória (escória de fluxo ou escória de óxido metálico)
Características:
Os furos de escória são furos visíveis ou escuros nas peças fundidas. Eles são parcial ou totalmente preenchidos com escória e têm formato irregular. Pode ser difícil encontrar a inclusão de escória em um fluxo pequeno e em forma de ponto.
Depois que a escória é removida, os furos lisos são revelados. Normalmente, eles são encontrados na parte inferior da posição de vazamento, perto do canal interno ou nos cantos mortos da peça fundida.
A escória de óxido está localizada principalmente perto do canal interno na superfície de fundição em um padrão semelhante a uma rede. Às vezes, ela pode aparecer escamosa, enrugada ou na forma de nuvens irregulares ou camadas intermediárias escamosas. Ela também pode existir dentro da fundição na forma de flocos.
Quando quebrada, a camada intermediária geralmente é o ponto de fratura, e o óxido é uma fonte de rachaduras na fundição.
Razões para a formação:
Os furos de escória são causados principalmente pelo processo de fusão da liga e pelo processo de vazamento, incluindo o projeto incorreto do sistema de vazamento. O molde em si não causa furos de escória, e o uso de moldes de metal é um método eficaz para evitar furos de escória.
Prevenção Mmétodos:
O sistema de vazamento está configurado corretamente ou um filtro de fibra fundida está sendo usado.
Ele adota o método de vazamento inclinado.
Selecione o fluxo e controle rigorosamente a qualidade.
A aparência das rachaduras pode ser de linhas retas ou irregulares.
A superfície de uma trinca quente tem uma forte oxidação que resulta em uma cor cinza escura ou preta sem brilho metálico.
A superfície de um cold crack tem um brilho limpo e metálico.
As rachaduras externas das peças fundidas são normalmente visíveis, enquanto as internas podem exigir outros métodos de detecção.
As rachaduras geralmente estão associadas a defeitos como encolhimento e inclusão de escória.
Normalmente, elas ocorrem em cantos agudos da fundição, onde se encontram seções grossas e finas, e na área de junção quente, onde o tubo de vazamento é conectado à fundição.
Razões para a formação:
As rachaduras são comuns na fundição em molde de metal porque o molde de metal não tem tolerância e tem uma taxa de resfriamento rápida, o que aumenta a estresse interno da fundição.
Fatores como abrir o molde muito cedo ou muito tarde, ter um ângulo de fundição pequeno ou grande, ter uma camada de revestimento fina e até mesmo a própria cavidade do molde podem causar rachaduras na fundição.
Métodos de prevenção:
Deve-se prestar atenção ao trabalho artesanal da estrutura de fundição, de modo que a espessura irregular da fundição tenha uma transição uniforme, e o tamanho apropriado do filete seja usado.
Ajuste a espessura do revestimento para que todas as partes da fundição atinjam a taxa de resfriamento necessária, tanto quanto possível, para evitar a formação de uma quantidade excessiva de gordura. estresse interno.
Preste atenção à temperatura de trabalho do molde de metal, ajuste a inclinação do molde e, em tempo hábil, puxe o núcleo para quebrar, retire a peça fundida e resfrie lentamente.
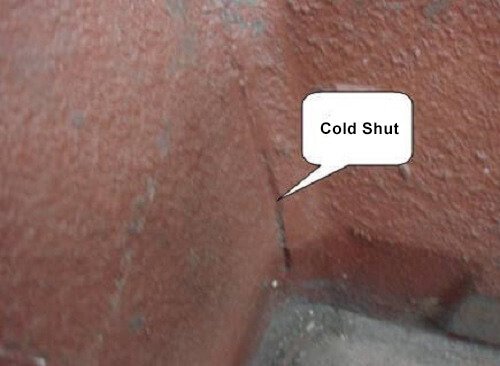
Fechamento a frio (fusão deficiente)
Fcaracterísticas:
Um fechamento a frio é um tipo de costura ou superfície aberta com bordas arredondadas.
O centro é dividido por uma escala de óxido e não está totalmente fundido.
Quando a onda de frio é severa, ela pode se transformar em um "undercast".
As vedações a frio são frequentemente encontradas na parede superior das peças fundidas, em planos horizontais ou verticais finos, na junção de paredes grossas e finas ou em placas auxiliares finas.
Razões para Formaçãos:
O design do escapamento do molde de metal não é razoável.
A temperatura de trabalho está muito baixa.
Qualidade ruim da pintura (artificial, material).
Posição inadequada do corredor.
5. a velocidade de derramamento é muito lenta.
Prevenção Mmétodos:
Projete corretamente o sistema de corrediça e de escapamento.
Para peças fundidas de paredes finas de grandes áreas, o revestimento não deve ser muito fino. O espessamento adequado da camada de revestimento favorece a moldagem.
Aumente adequadamente a temperatura de trabalho do molde.
Um tracoma é um tipo de orifício irregular que se forma na superfície ou no interior de um molde, e seu formato corresponde ao formato dos grãos de areia. Quando o molde é removido, os grãos de areia que ficaram incrustados na superfície da fundição ficam visíveis e podem ser retirados. Se houver vários tracomas ao mesmo tempo, a superfície do molde assume uma aparência de casca de laranja.
Razões para Formação:
Os furos são formados porque as partículas de areia que caem na superfície do núcleo de areia são cercadas pelo líquido de cobre e pela superfície de fundição.
A resistência da superfície do núcleo de areia não é boa e ele está queimado ou não está completamente curado.
O tamanho do núcleo de areia não corresponde ao do molde externo. O núcleo de areia é esmagado quando o molde é fechado.
O molde é mergulhado em água de grafite contaminada com areia.
A areia que é removida pela concha e pelo núcleo de areia no rotor é lavada na cavidade com água de cobre.
Prevenção Mmétodos:
O núcleo de areia é produzido estritamente de acordo com o processo e lembre-se de verificar a qualidade.
O tamanho do núcleo de areia corresponde ao tamanho do molde externo.
Limpe a tinta a tempo.
Evite o atrito entre a concha e o núcleo de areia.
Sopre a areia na cavidade do molde ao abaixar o núcleo de areia.
Como fundador do MachineMFG, dediquei mais de uma década de minha carreira ao setor de metalurgia. Minha vasta experiência permitiu que eu me tornasse um especialista nas áreas de fabricação de chapas metálicas, usinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou sempre pensando, lendo e escrevendo sobre esses assuntos, esforçando-me constantemente para permanecer na vanguarda do meu campo. Permita que meu conhecimento e experiência sejam um trunfo para sua empresa.
Você já pensou em quanto a ferrugem custa à nossa economia a cada ano? Este artigo explora o impacto surpreendente da corrosão do metal e apresenta vários tipos de óleos antiferrugem que protegem...
Você já se perguntou se uma simples arruela de pressão pode realmente evitar que os parafusos se soltem? Este artigo explora a mecânica e a eficácia das arruelas de pressão, revelando suas limitações e...
Você já se perguntou o que faz com que os cilindros hidráulicos funcionem sem problemas e sem vazamentos? O segredo está nos tipos de vedações usadas neles. Este artigo aborda seis tipos essenciais...
Você já se perguntou por que os fusos de esferas, cruciais em máquinas-ferramentas, frequentemente falham? Este artigo aborda a importância da manutenção adequada para evitar essas falhas. Ele explica como o desgaste...
As rachaduras durante a retificação de engrenagens podem ser um problema caro, mas entender suas causas e soluções pode economizar tempo e dinheiro. Este artigo explora o motivo pelo qual essas rachaduras ocorrem, como...
Por que algumas engrenagens falham apesar da fabricação precisa? Este artigo se aprofunda nos defeitos comuns da cementação de engrenagens, explorando questões como excesso de cementação, endurecimento superficial e cementação irregular. Você aprenderá...
Como você pode evitar que seus moldes rachem durante o tratamento térmico? Este artigo se aprofunda no intrincado processo de tratamento térmico de moldes, descrevendo defeitos comuns como rachaduras por têmpera e...
Você já teve dificuldades para navegar com eficiência no SolidWorks? Este artigo revela dicas e truques essenciais para otimizar seu fluxo de trabalho e aprimorar seu processo de projeto. Desde o domínio dos atalhos de teclado até a otimização...
Por que os parafusos se afrouxam e como a pré-carga pode evitar isso? Desde o aperto insuficiente e a vibração até a deformação da gaxeta e a expansão térmica, os motivos são diversos, porém críticos. Este artigo analisa...