Explicação do processo de deformação na dobra de chapas metálicas
O que faz com que uma folha plana de metal se transforme em formas complexas com precisão e exatidão? A resposta está no intrincado processo de deformação da dobragem de chapas metálicas. Este artigo se aprofunda na mecânica de como as chapas de metal são dobradas em várias formas, como V e U. Ao compreender os estágios da dobra - do elástico ao plástico puro - você terá uma visão das forças em jogo e das características dos diferentes métodos de dobra. Continue lendo para descobrir como esses processos garantem a criação de componentes metálicos precisos e confiáveis.
O processo de transformação de chapas metálicas ou outros perfis em peças de chapa metálica com ângulos, curvaturas e formatos específicos por meio de dobra é conhecido como dobra de chapas metálicas (como dobrar chapas em peças em forma de V, U e S, etc.).
A operação de dobra é um processo de deformação, amplamente utilizado na produção de estamparia. Há muitos métodos e equipamentos gerais/especiais usados para a dobra, incluindo dobra por prensa, dobra por rolo, dobra por tração, dobra por enrolamento e formação de rolo.
Embora os equipamentos e as ferramentas usados em várias dobragem de chapas metálicas Embora os métodos de deformação sejam diferentes, seus processos de deformação, características e propriedades são essencialmente os mesmos, compartilhando certos pontos em comum.
O processo de usar moldes de dobra em uma máquina de prensa para moldar chapas ou perfis é conhecido como dobragem de prensa. A dobradura por prensa é o método mais amplamente utilizado de chapa metálica dobragem de molde, o foco principal deste artigo.
Breve visão geral do processo de deformação por dobragem da prensa de chapas metálicas
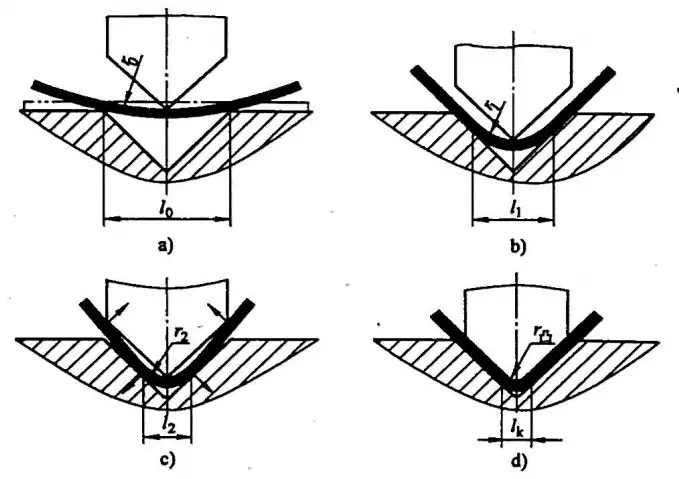
A Figura 2-1 ilustra o esquema do processo de deformação por flexão de correção da chapa no molde de flexão em forma de V.
Conforme mostrado no diagrama do processo de dobragem por prensa, a folha é dobrada livremente no estágio inicial da dobragem (consulte a Figura 2-1a); à medida que a prensas de perfuração para baixo, a borda reta da chapa é gradualmente apertada contra a superfície de trabalho da matriz em forma de V, e o raio de curvatura r0 torna-se r1 (consulte a Figura 2-1b);
À medida que o punção continua a descer, a área de dobra do blank diminui gradualmente até que a chapa entre em contato com o punção em três pontos, momento em que o raio de dobra muda de r1 para r2Depois disso, a parte da borda reta da folha se dobra na direção oposta à anterior e, quando o curso termina, o punção e a matriz corrigem a folha, fazendo com que os cantos arredondados e as bordas retas da folha sejam totalmente apertados contra o punção (veja a Figura 2-1d), resultando na peça desejada.
A Figura 2-1 mostra o esquema da correção da deformação por flexão em chapas metálicas em um molde de flexão em forma de V.
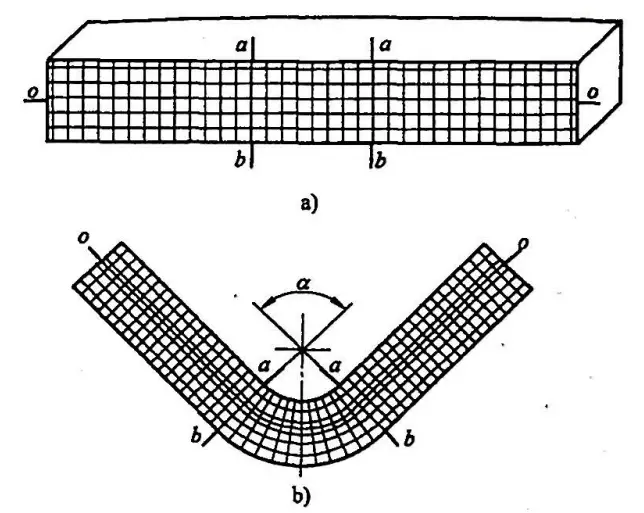
Conforme mostrado na Figura 2-2, a grade de deformação da vista lateral da chapa metálica antes e depois da flexão é ilustrada. Observando a Figura 2-2, fica evidente que, na parte plana da chapa metálica, a grade mantém seu estado anterior à dobra, com alterações significativas somente dentro da faixa do ponto central do ângulo de flexão α.
Isso indica que a deformação por flexão ocorre principalmente na área do ângulo de flexão central α da peça. Antes da flexão, as fibras aa'=bb'. Após a flexão, as fibras longitudinais externas bb' são esticadas (bb>bb'), e as fibras longitudinais internas aa são comprimidas e encurtadas (aa'<aa').
Das superfícies interna e externa até o centro da peça, cada camada de fibras diminui gradualmente em extensão de encurtamento ou alongamento. Entre as duas zonas de deformação de encurtamento ou alongamento, deve haver uma camada de fibras que permaneça inalterada em comprimento, chamada de camada neutra da peça.
Figura 2-2. Grade de deformação da vista lateral da chapa metálica antes e depois da flexão
a) Grade antes da flexão
b) Deformação da grade após a flexão
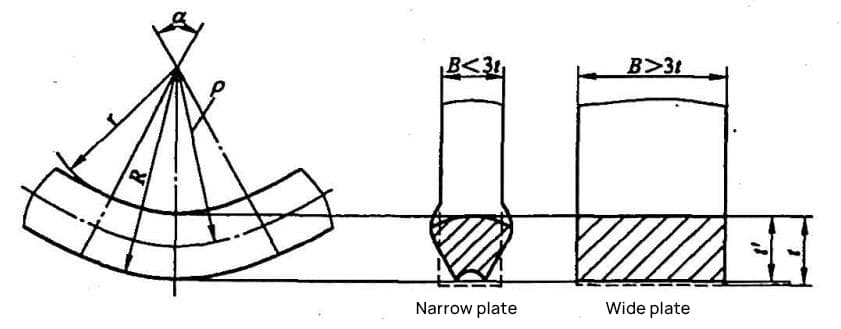
A Figura 2-3 ilustra a deformação da seção transversal na zona de flexão da chapa metálica. Como visto nas Figuras 2-2 e 2-3, dentro da zona de deformação por flexão, a chapa metálica se torna mais fina, ou seja, a espessura 't' diminui para 't", em que 't" é igual a 'ηt' (η é o coeficiente de afinamento).
Figura 2-3 Esquema de deformação da seção transversal na zona de flexão da chapa metálica
A seção transversal da chapa metálica sofre distorção. A área dentro da camada neutra se alarga transversalmente devido ao encurtamento das fibras longitudinais, enquanto a área fora da camada neutra se contrai transversalmente devido ao alongamento das fibras longitudinais.
Essa distorção da seção transversal da chapa metálica dobrada é mais proeminente quando se dobra uma chapa estreita (B3t), a seção transversal permanece essencialmente inalterada, ou seja, a largura da chapa metálica não muda. Em geral, considera-se que o coeficiente de largura β=B'/B=1, em que B é a largura da chapa metálica e B' é a largura após a flexão. Para analisar melhor os fenômenos de flexão, o processo de deformação por flexão da chapa metálica é discutido em três estágios.
1. Estágio de flexão elástica
Quando a chapa metálica começa a se dobrar, o raio de curvatura está em seu máximo. A tensão em todas as camadas de fibras ao longo da espessura da chapa não atingiu o limite de elasticidade, e a distribuição de tensão é a seguinte Lei de Hooke linearmente. A folha está em um estado de deformação elástica, uma fase chamada de estágio de deformação elástica.
2. Estágio de flexão elasto-plástica
À medida que a chapa metálica é dobrada, o raio de curvatura diminui gradualmente, e as fibras em ambos os lados da chapa começam a ceder e entram na faixa plástica. Nesse ponto, duas regiões de deformação elástica e deformação plástica são formadas na direção da espessura da chapa. À medida que o grau de flexão aumenta, a região elástica central diminui gradualmente, e as regiões plásticas em ambos os lados se expandem gradualmente. Esse estágio de flexão é chamado de estágio de deformação elasto-plástica.
3. Estágio de flexão de plástico puro
Se o grau de flexão da chapa continuar a aumentar, correspondendo a um raio de flexão muito pequeno, a região elástica próxima à camada neutra se reduzirá a uma extensão insignificante. Pode-se presumir que toda a espessura da chapa está dentro da faixa plástica, e é por isso que chamamos esse estágio de flexão plástica pura.
Como fundador do MachineMFG, dediquei mais de uma década de minha carreira ao setor de metalurgia. Minha vasta experiência permitiu que eu me tornasse um especialista nas áreas de fabricação de chapas metálicas, usinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou sempre pensando, lendo e escrevendo sobre esses assuntos, esforçando-me constantemente para permanecer na vanguarda do meu campo. Permita que meu conhecimento e experiência sejam um trunfo para sua empresa.
Você já se perguntou como as chapas metálicas são habilmente dobradas em formas complexas? Este artigo explora seis tipos de processos de dobragem de prensa dobradeira - dobragem, limpeza, dobragem a ar, embutimento, cunhagem e dobragem de três pontos. Você verá...
Você já se perguntou por que suas dobras de metal nem sempre são perfeitas? O segredo está no coroamento da prensa dobradeira, uma técnica que garante precisão e qualidade na fabricação de metais. Este artigo revelará...
Você já teve dificuldades para obter dobras perfeitas em chapas de metal? Este artigo aborda dicas e truques essenciais para dominar a curvatura de chapas metálicas, cobrindo tudo, desde o sequenciamento do processo até a análise da capacidade de curvatura....
Por que os cilindros das prensas dobradeiras CNC se deformam, causando atrasos dispendiosos na produção? Este artigo explora as causas comuns de deformação de cilindros em prensas dobradeiras CNC, desde o uso prolongado até as tensões do material,...
Você já se perguntou como são feitas essas estruturas elegantes e curvas de alumínio? Este artigo aborda o intrincado processo de curvatura de perfis de alumínio. Desde a compreensão das características de vários perfis de alumínio...
Você já se perguntou como as peças de metal são dobradas em vários formatos? Neste artigo fascinante, vamos nos aprofundar na arte e na ciência da dobragem na estampagem de metais. Nosso especialista...
Você já pensou nas forças em jogo ao dobrar um tubo? Neste artigo, exploraremos o fascinante mundo da mecânica de curvatura de tubos. Nosso engenheiro mecânico especialista vai explicar...
Uma peça de trabalho estreita e longa é caracterizada por sua grande relação entre comprimento e largura e é posicionada usando sua borda curta durante a dobra. O problema comum de as peças estarem fora de tolerância...
Você já se perguntou por que algumas peças de locomotivas não podem ser fabricadas diretamente a partir de desenhos de projeto? Este artigo explora o fascinante mundo da dobragem de chapas metálicas, destacando os desafios comuns e as inovações...