Revelando os segredos do processo de fundição sob pressão: Um guia completo
Você já se perguntou como as peças de seu carro são fabricadas com tanta precisão? Mergulhe no fascinante mundo da fundição sob pressão - um processo em que o metal fundido é moldado sob alta pressão e velocidade. Este artigo revelará os segredos por trás dessa técnica, explicando como ela garante produtos duráveis e de alta qualidade. Prepare-se para explorar os principais elementos e parâmetros que fazem da fundição sob pressão uma pedra angular da manufatura moderna!
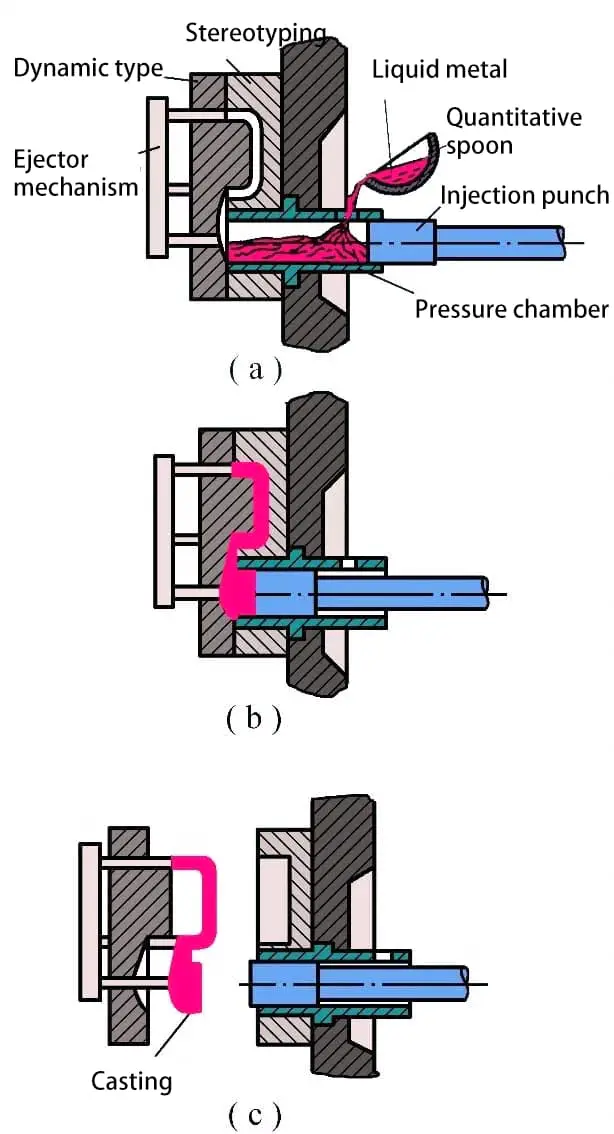
O processo de fundição sob pressão incorpora três elementos principais: maquinário, moldes e ligas. Ele unifica pressão, velocidade e tempo em um único processo e é usado principalmente para a usinagem de metais a quente. A presença de pressão diferencia a fundição sob pressão de outros métodos de fundição.
Fundição sob pressão é uma técnica em rápido desenvolvimento nos processos modernos de usinagem de metais e é um método de fundição especial que requer um mínimo de corte.
Ela envolve o preenchimento de um molde com metal fundido sob alta pressão e velocidade e, em seguida, o metal se cristaliza e solidifica sob essa alta pressão para formar a peça fundida. A alta pressão e a alta velocidade são as principais características da fundição sob pressão.
A pressão comumente usada é de dezenas de megapascal, a velocidade de enchimento (velocidade do jito interno) é de aproximadamente 16 a 80 metros por segundo, e o tempo para o metal fundido preencher a cavidade do molde é extremamente curto, de aproximadamente 0,01 a 0,2 segundos.
Definição
O método de fabricação de produtos dessa forma se tornou uma parte essencial do setor de fundição do nosso país devido à sua alta eficiência de produção, processos simplificados, níveis superiores de tolerância de fundição, boa rugosidade da superfícieA tecnologia de usinagem de alta resistência mecânica e a capacidade de eliminar um grande número de procedimentos e equipamentos de usinagem, economizando matéria-prima.
A fundição sob pressão é um processo que combina organicamente e aplica de forma abrangente os três principais elementos de uma máquina de fundição sob pressão, molde de fundição sob pressão e liga. Durante a fundição sob pressão, o processo de preenchimento da cavidade do molde com metal é um processo unificado que envolve fatores como pressão, velocidade, temperatura e tempo.
Simultaneamente, esses fatores interagem e restringem uns aos outros, complementando-se e apoiando-se mutuamente. Somente com a seleção e o ajuste corretos desses fatores para obter harmonia e consistência é possível obter os resultados desejados.
Portanto, não só a processabilidade da estrutura de fundição, o avanço do molde de fundição sob pressão, o desempenho e a excelência estrutural da máquina de fundição sob pressão, a adaptabilidade da liga de fundição sob pressão escolhida e a padronização do processo de fusão devem ser enfatizados durante o processo de fundição sob pressão, mas também o papel significativo dos parâmetros do processo, como pressão, temperatura e tempo, na qualidade da fundição. O controle eficaz desses parâmetros deve ser priorizado durante o processo de fundição sob pressão.
Pressão
Força de injeção
A força de injeção é a força que impulsiona o movimento do pistão de injeção no mecanismo de injeção da máquina de fundição sob pressão. É um parâmetro principal que reflete as funções da máquina de fundição sob pressão. A magnitude da força de injeção é determinada pela área da seção transversal do cilindro de injeção e pela pressão do fluido de trabalho.
A fórmula de cálculo da força de injeção é a seguinte:
Pforça de injeção = Pcilindro de injeção × π × D²/4
Onde:
Pforça de injeção - Força de injeção (N)
Pcilindro de injeção - Pressão do fluido de trabalho no cilindro de injeção (Pa)
D - Diâmetro do cilindro de injeção (m)
π = 3.1416
Pressão específica
A pressão exercida sobre o metal fundido na câmara de pressão por unidade de área é chamada de pressão específica. A pressão específica também é o resultado da conversão da razão entre a força de injeção e a área da seção transversal da câmara de pressão.
Sua fórmula de cálculo é a seguinte:
Ppressão específica = Pforça de injeção/FÁrea da seção transversal da câmara de pressão
Onde:
Ppressão específica - Pressão específica (Pa)
Pforça de injeção - Força de injeção (N)
FÁrea da seção transversal da câmara de pressão - Área da seção transversal da câmara de pressão (m²)
Ou seja, FÁrea da seção transversal da câmara de pressão = πD²/4. Aqui D(m) é o diâmetro da câmara de pressão.
π = 3.1416
Efeito da pressão
(1) Impacto da pressão específica nas propriedades mecânicas das peças fundidas
À medida que a pressão específica aumenta, a estrutura cristalina se torna mais fina, a camada de cristais finos se torna mais espessa, a qualidade da superfície melhora devido às características de preenchimento aprimoradas, o impacto dos orifícios de ar é reduzido e, portanto, a resistência à tração aumenta, mas o alongamento diminui.
(2) Impacto nas condições de enchimento
Quando a liga derretida preenche a cavidade do molde sob alta pressão específica, a temperatura da liga aumenta, a fluidez melhora, o que é benéfico para a melhoria da qualidade da fundição.
Seleção da pressão específica
(1) Considerações baseadas nos requisitos de resistência das peças fundidas
Divida as peças fundidas entre aquelas com requisitos de resistência e aquelas com requisitos gerais. Para aquelas com requisitos de resistência, elas devem ter boa densificação. Isso requer uma alta pressão específica de reforço.
(2) Consideração com base na espessura da parede das peças fundidas
Em geral, na fundição sob pressão de peças fundidas com paredes finas, a resistência ao fluxo na cavidade do molde é maior e o sistema de gaiola também tem uma espessura mais fina, portanto, tem maior resistência.
Portanto, é necessária uma pressão específica de enchimento maior para garantir a velocidade de passagem necessária. Para peças fundidas de paredes espessas, por um lado, a velocidade de passagem selecionada é menor e o tempo de solidificação do metal é maior, portanto, uma pressão específica de enchimento menor pode ser usada; por outro lado, para que a peça fundida tenha uma certa densificação, é necessária uma pressão específica de reforço suficiente.
Para peças fundidas de formato complexo, deve ser usada uma pressão específica de enchimento mais alta. Além disso, fatores como o tipo de liga, o tamanho da velocidade de passagem, a potência da máquina de fundição sob pressão e o nível de pressão de enchimento devem ser considerados. fixação A capacidade de enchimento e a resistência do molde devem ser consideradas adequadamente. O tamanho da pressão específica de enchimento é calculado principalmente com base na velocidade de passagem selecionada.
Quanto ao tamanho da pressão específica de reforço, ela pode ser selecionada com base no tipo de liga, consultando os valores da tabela abaixo. Quando as condições de ventilação na cavidade do molde forem boas e a relação entre a espessura do sistema de vedação e a espessura da parede da peça fundida for adequada, poderá ser usada uma pressão específica de reforço menor.
No entanto, quanto piores forem as condições de ventilação e quanto menor for a relação entre a espessura do sistema de vedação e a espessura da parede da peça fundida, maior deverá ser a pressão específica de reforço.
Tabela de faixa de pressão específica de reforço recomendada
Tipo de peça
Liga de alumínio
Liga de zinco
Latão
Peças sob carga leve
30-40 MPa
13-20 MPa
30-40 MPa
Peças sob carga pesada
40-80 MPa
20-30 MPa
40-60 MPa
Peças com grande superfície de vedação e paredes finas
80-120 MPa
25-40 MPa
80-100 MPa
Forças relevantes
Definição
Durante o processo de fundição sob pressão, no final da fase de enchimento e na transição para a fase de aumento de pressão, a pressão relativa (pressão de reforço) que atua sobre o metal em solidificação, transmitida através do metal (sistema de vazamento de fundição, sistema de transbordamento) para a superfície da parede da cavidade do molde, é conhecida como força de expansão do molde (também chamada de contrapressão).
A força de fixação do molde (também conhecida como força de fechamento) é um parâmetro importante que deve ser determinado antes de escolher uma máquina de fundição sob pressão.
Método de cálculo
Quando a força de expansão do molde atua na superfície de partição, ela é chamada de força de expansão da superfície de partição. Quando ela atua nas várias paredes laterais da cavidade do molde, é conhecida como força de expansão da parede lateral.
A força de expansão do molde pode ser expressa da seguinte forma:
Pforça de expansão = Ppressão de impulso × Aárea projetada
Onde:
Pforça de expansão - a força de expansão do molde (unidade: N - Newton)
Ppressão de impulso - a pressão de reforço (unidade: Pa - Pascal)
Aárea projetada - a área projetada que suporta a força de expansão do molde (unidade: m2 - metro quadrado)
Em circunstâncias normais, a força de fixação do molde deve ser maior do que a força de expansão do molde calculada.
Caso contrário, durante a ejeção hidráulica do metal fundido, a superfície de separação do molde se expandirá, causando respingos de metal e impedindo o estabelecimento de pressão na cavidade do molde. Isso leva à dificuldade de garantir a tolerância dimensional do fundido ou até mesmo à dificuldade de moldagem.
A força de fixação do molde geralmente deve atender aos requisitos da fórmula a seguir:
Pforça de fixação ≥ K × Pforça de expansão
Onde:
Pforça de fixação - A força de travamento da máquina de fundição sob pressão (N - Newton)
KFator de segurança (em geral, considere K=1,3)
Pforça de expansão - Força de expansão do molde (N - Newton)
Velocidade de injeção
1. Normalmente, há dois tipos: velocidade do punção e velocidade do jito interno.
2. Para injeção lenta, o punção empurra o metal fundido para o canal de injeção interno a 0,3 metro/segundo.
3. Para injeção rápida, o jito interno preenche a cavidade do molde a uma velocidade de 4 a 9 metros por segundo. O aumento da velocidade de injeção pode converter a função em energia térmica, melhorando a fluidez, o que é benéfico para a eliminação de marcas de fluxo e de voltas frias, além de melhorar as propriedades mecânicas e a qualidade da superfície.
Fatores de seleção e consideração da velocidade de injeção:
1. Condutividade térmica e calor específico, faixa de temperatura de solidificação.
2. Se a temperatura do molde for baixa, a velocidade pode ser baixa; caso contrário, a velocidade pode ser alta.
3. As peças fundidas complexas usam alta velocidade de injeção.
A velocidade do jito interno é de 15 a 70 metros/segundo (para metal fundido).
4. A relação entre a velocidade de injeção do punção e a velocidade do jito interno: quanto maior a velocidade de injeção do punção, maior a velocidade do jito de metal fundido.
Seleção de velocidade
1. A velocidade direta do jito é de 15 a 25 metros por segundo.
2. A velocidade do jito cruzado é de 20 a 35 metros por segundo.
3. A velocidade do jito interno é de 30 a 70 metros/segundo para uma porta larga.
4. Para peças fundidas finas com menos de 3 milímetros, a velocidade do jito interno é de 38 a 46 metros/segundo.
5. Para peças fundidas espessas de 5 milímetros, a velocidade do jito interno é de 46 a 40 metros/segundo.
6. Para peças fundidas mais espessas, com mais de 5 milímetros, selecione uma velocidade de jito interno de 47-27 milímetros/segundo.
Métodos de ajuste: ajuste da velocidade de injeção do punção, alteração do diâmetro da câmara, alteração da área da seção transversal do jito interno.
Testes e análises
1. Testador de parâmetros de fundição sob pressão, primeiro estágio, segundo estágio e tempo de ponto de transição de impulso.
2. Impacto do ponto de partida do reforço na qualidade da fundição sob pressão: Depois que o primeiro estágio começar a preencher o 80%, mude para o segundo estágio e aumente o tempo do ponto de transição inicial e, por fim, mantenha a pressão, caso contrário, isso afetará a qualidade.
3. O impacto do desgaste do punção nos parâmetros de fundição sob pressão;
4. Análise das causas de desgaste da câmara de injeção e do punção: A folga entre a câmara de injeção e o punção é inferior a 0,1 milímetro; o atrito entre o punção e a câmara gera altas temperaturas, o que facilita a ocorrência de danos.
O diâmetro da câmara fica maior, o punção fica menor, o punção fica preso com lascas de alumínio, afetando a velocidade de transmissão e a pressão da câmara.
Portanto, o punção deve usar óleo lubrificante resistente a altas temperaturas, a haste de injeção deve ter água de resfriamento e, ao mesmo tempo, o material do punção deve ser escolhido, geralmente ferro dúctil ou bronze berílio.
Como fundador do MachineMFG, dediquei mais de uma década de minha carreira ao setor de metalurgia. Minha vasta experiência permitiu que eu me tornasse um especialista nas áreas de fabricação de chapas metálicas, usinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou sempre pensando, lendo e escrevendo sobre esses assuntos, esforçando-me constantemente para permanecer na vanguarda do meu campo. Permita que meu conhecimento e experiência sejam um trunfo para sua empresa.
Por que a escolha do material certo para as engrenagens é tão importante na engenharia? A seleção de materiais adequados garante que as engrenagens atendam a demandas como resistência ao desgaste, durabilidade e eficiência. Este artigo explora vários materiais para engrenagens,...
Imagine um componente crítico falhando inesperadamente, levando a consequências catastróficas. É aí que a mecânica da fratura entra em ação. Este artigo explora os conceitos básicos da mecânica da fratura, destacando como a compreensão da...
Imagine um mundo sem lubrificantes. As máquinas param de funcionar, os motores emperram e o progresso é interrompido. Neste artigo, vamos nos aprofundar no complexo mundo da classificação e seleção de lubrificantes,...
Como a taxa de resfriamento afeta a microestrutura do aço? A curva C no tratamento térmico revela a fascinante transformação da microestrutura do aço carbono durante o resfriamento. Este artigo se aprofunda na...
Que tipo de perguntas podem ajudá-lo a vencer uma entrevista de engenharia mecânica? Este artigo aborda as 20 principais perguntas que testam vários aspectos da engenharia mecânica, desde sistemas de transmissão...
Você já se perguntou como a energia é transmitida entre as máquinas? Os acionamentos por correia são uma solução simples, porém engenhosa, que revolucionou a engenharia mecânica. Nesta postagem do blog, exploraremos os...
Diferença de natureza 1. Ferro-gusa O ferro-gusa é um produto intermediário primário na indústria de ferro e aço, geralmente contendo um alto teor de carbono, variando de 2% a 6,69% por...
Você já se maravilhou com a versatilidade das molas na engenharia mecânica? De suspensões automotivas a instrumentos de precisão, esses heróis desconhecidos desempenham um papel crucial. Nesta postagem do blog, vamos...
Você já se perguntou como são feitas as peças complexas do seu carro? Este artigo revela o fascinante mundo da fundição automotiva, detalhando as tecnologias e os métodos avançados que moldam...