Como a direção e o ângulo de soldagem afetam a formação da solda? Compreender esses fatores é fundamental para obter a melhor qualidade de solda. Este artigo explora os conceitos básicos de direção e ângulo de soldagem, seus efeitos na formação da solda e aplicações práticas para diferentes técnicas de soldagem. Ao final, você entenderá como a variação desses parâmetros pode influenciar a profundidade, a largura e a qualidade geral de suas soldas, garantindo melhor controle e precisão em seus projetos de soldagem.
1.Características da direção e do ângulo de soldagem
1.1 Conceitos básicos
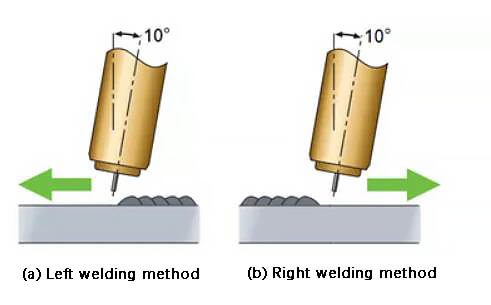
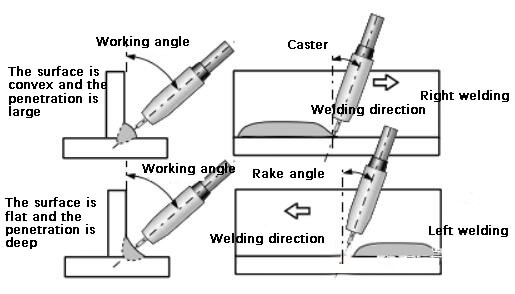
Para gás metálico soldagem a arcoQuando o operador segura a pistola de soldagem com a mão direita, ela é normalmente executada da direita para a esquerda. Isso é chamado de "método de soldagem à esquerda", pois o bocal da pistola de soldagem está em um ângulo obtuso (>90°) com a direção da soldagem.
Por outro lado, quando a soldagem é feita da esquerda para a direita com um ângulo agudo (<90°) entre o bocal da pistola de soldagem e a direção da soldagem, ela é chamada de "método de soldagem à direita".
Se o operador segurar a pistola de soldagem com a mão esquerda, a direção da soldagem será invertida.
A Figura 1 fornece uma representação visual dos métodos de soldagem à esquerda e à direita.
Fig. 1 Diagrama esquemático do método de soldagem à esquerda e do método de soldagem à direita
O ângulo entre o eixo da pinça de soldagem e a superfície da solda é chamado de "ângulo de trabalho". No plano em que o eixo da pistola de soldagem e a direção de soldagem estão localizados, o ângulo entre o eixo da pistola de soldagem e uma linha reta perpendicular à direção de soldagem é chamado de "ângulo de deslocamento".
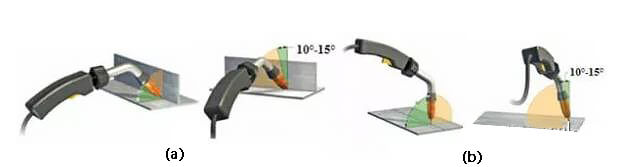
A Figura 2 (a) mostra o ângulo de trabalho e o ângulo de caminhada para um solda de fileteenquanto a Figura 2 (b) ilustra o ângulo de trabalho e o ângulo de deslocamento para uma solda de topo.
(a) Ângulo de trabalho e ângulo de deslocamento da solda de filete (junta em T)
(b) Ângulo de trabalho e ângulo de deslocamento da solda de topo (junta de topo)
Fig. 2 Diagrama esquemático do ângulo de trabalho e do ângulo de caminhada
Normalmente, o ângulo de trabalho de uma solda de filete é de 45°, enquanto o de uma solda de topo é de 90°.
O ângulo de deslocamento pode ser ainda classificado em "ângulo de inclinação" e "ângulo de rotação" com base na direção da soldagem. Ao soldar em uma direção para a direita, ele é chamado de "ângulo de caster", e ao soldar em uma direção para a esquerda, ele é conhecido como "ângulo de rake".
1.2 Efeito na formação da solda
Quando a direção e o ângulo de soldagem variam, o comportamento do arco e da solda também muda.
Durante a soldagem à direita, a maior parte do arco atua diretamente na soldagem, enquanto durante a soldagem à esquerda, a maior parte do arco afeta a poça de fusão líquida. Como resultado, sob corrente de soldagem, tensão de arco e velocidade de soldagemSe a solda for feita em uma área de 1,5 m, a largura e a profundidade da solda podem ser diferentes.
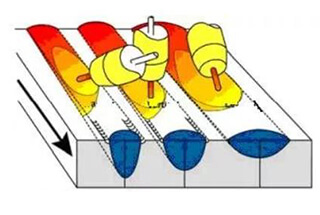
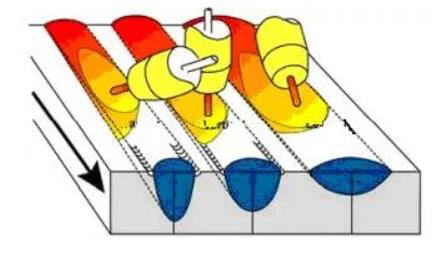
A Figura 3 fornece uma representação visual de como a direção e o ângulo de soldagem afetam a formação da solda.
(a) Diagrama esquemático da influência da direção da solda de topo e do ângulo de deslocamento na formação da solda
(b) Diagrama esquemático da influência da direção da solda de filete e do ângulo de deslocamento na formação da solda
Fig. 3 Diagrama esquemático da direção e do ângulo de soldagem e sua influência na formação da solda
Além de afetar a formação da solda, a direção de soldagem e o ângulo de deslocamento também têm impacto sobre a visão do soldador da poça de fusão, o tamanho dos respingos e a eficácia da proteção de gás.
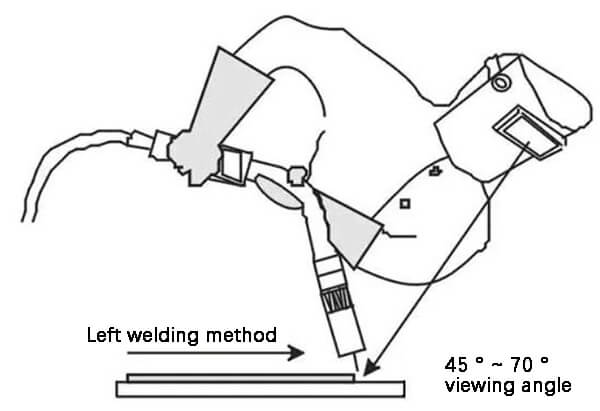
Ao soldar com a mão esquerda, o soldador deve observar o arco e o banho de solda de um lado do arco de solda em um ângulo de 45° a 70°, o que facilita o monitoramento do derretimento da extremidade do arame de solda e das mudanças no banho de solda.
No entanto, ao soldar na direção certa, a presença da pistola de soldagem obstrui a linha de visão do soldador, tornando mais difícil a execução da solda.
A Figura 4 apresenta um diagrama esquemático do ângulo de visão ideal para o soldador durante a soldagem à esquerda (para um soldagem plana posição).
Fig. 4 Perspectiva do operador da soldagem esquerda (posição de soldagem plana)
Quando o ângulo de deslocamento é grande, fica mais fácil para o ar entrar na solda, resultando na formação de poros. Para evitar isso, o ângulo de deslocamento para baixo é normalmente definido em 10° a 15°.
Além disso, a direção da soldagem também afeta o tamanho dos respingos produzidos durante o processo. A soldagem à esquerda normalmente resulta em respingos maiores, enquanto a soldagem à direita produz respingos menores.
2. Aplicação da direção e do ângulo de soldagem
Dado o impacto significativo da direção e do ângulo de soldagem em fatores como a formação da solda, o tamanho dos respingos e a proteção do gás, diferentes direções de soldagem são utilizadas na produção real de soldagem com base em requisitos técnicos e fatores situacionais.
Uma tabela que descreve as aplicações práticas típicas de várias direções de soldagem é fornecida como referência.
Tabela - Aplicação prática da direção de soldagem
Aplicativo
Método de soldagem correto
Método de soldagem à esquerda
Soldagem plana
folha
Não é adequado, porque a penetração grande é fácil de queimar
Adequado, pois a profundidade do cozimento é rasa e a solda é plana.
placa
Adequado, pois pode garantir uma boa fusão
Não é adequado, pois devido à penetração rasa, a penetração não pode ser garantida.
Soldagem transversal
Soldagem de passe único
Não é adequado porque as soldas estreitas e profundas tendem a formar soldas convexas
Adequado, pois é fácil obter soldas largas e planas.
Soldagem com múltiplos passes
Adequado para soldagem de suporte e soldagem de enchimento
Adequado para soldagem de cobertura
Soldagem vertical para cima
arbitrariamente
inadequado
ajuste
Soldagem vertical para baixo
arbitrariamente
ajuste
inadequado
3. Conclusão
3.1 O método de soldagem à esquerda é caracterizado por uma penetração rasa e uma ampla cordão de soldaO método de soldagem de chapas finas é mais adequado para a soldagem de chapas finas. Por outro lado, o método de soldagem correto é conhecido por sua penetração profunda e estreita cordão de soldatornando-o ideal para a soldagem de chapas médias e pesadas.
3.2 Um ângulo de deslocamento pequeno resulta em uma profundidade de fusão profunda e em uma proteção eficaz da poça de fusão. Por outro lado, um ângulo de deslocamento grande leva a uma penetração rasa e a uma proteção ruim do banho de solda. Para obter os melhores resultados, recomenda-se um ângulo de deslocamento de 10° a 15° para garantir uma boa proteção do banho de solda.
Como fundador do MachineMFG, dediquei mais de uma década de minha carreira ao setor de metalurgia. Minha vasta experiência permitiu que eu me tornasse um especialista nas áreas de fabricação de chapas metálicas, usinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou sempre pensando, lendo e escrevendo sobre esses assuntos, esforçando-me constantemente para permanecer na vanguarda do meu campo. Permita que meu conhecimento e experiência sejam um trunfo para sua empresa.
Conseguir uma solda impecável requer mais do que apenas habilidade; depende de dominar a interação entre tensão e corrente. Esses dois parâmetros são a força vital da soldagem, determinando tudo, desde a...
Você já se perguntou por que as estruturas soldadas às vezes falham, apesar de sua aparência robusta? Este artigo mergulha nos desafios ocultos da soldagem, explorando como o aquecimento e o resfriamento irregulares podem levar...
A deformação da solda em aço inoxidável pode levar a problemas significativos na fabricação de metais. O artigo explora vários métodos para controlar e corrigir essas deformações, como o uso de placas de cobre, água...
A soldagem de cobre e suas ligas é um desafio único devido à sua alta condutividade térmica e tendência a rachaduras. Este artigo aborda várias técnicas de soldagem, materiais e métodos de preparação essenciais...
Por que algumas soldas dão certo e outras falham? O segredo está na compreensão do processo térmico de soldagem. Este artigo aborda os aspectos críticos de como o calor afeta o metal durante...
E se você pudesse soldar metais sem nenhum calor, apenas aplicando pressão? A soldagem por pressão a frio faz exatamente isso, obtendo uma ligação sólida ao pressionar os metais juntos em temperatura ambiente...
Você já se perguntou como soldar dois dos metais mais desafiadores, cobre e aço inoxidável, juntos? Este artigo detalha as complexidades da soldagem desses metais diferentes, abordando...
Você já se perguntou como chapas finas de metal são unidas de forma impecável em máquinas complexas? Este artigo explora o fascinante mundo das técnicas de soldagem, desde a soldagem manual a arco até a MIG e...
Imagine que você está em uma oficina, cercado pelo chiado e pela faísca de tochas de soldagem. Você já se perguntou o que torna um método de soldagem diferente do outro? Este artigo leva você...