9 fatores-chave que afetam a qualidade do corte a laser
Você já se perguntou como é obtida a precisão no corte a laser? Este artigo explora os fatores cruciais que influenciam a qualidade do corte a laser, como a condição do bico, a posição do foco e a pressão do gás auxiliar. Ao compreender esses elementos, você obterá insights sobre como otimizar seus processos de corte a laser para obter resultados superiores. Mergulhe de cabeça para descobrir os segredos por trás de cortes perfeitos!
A eficiência e a qualidade do corte a laser são influenciadas por vários fatores críticos:
① Características do bocal
Diâmetro e condição (integridade/danos)
Precisão de altura e alinhamento
Instalação e fixação adequadas
② Integridade do anel de cerâmica
Solidez estrutural
Vedação eficaz com componentes adjacentes
③ Alinhamento do cabeçote de corte e do caminho óptico
Limpeza dos espelhos de colimação, focalização e proteção
Alinhamento coaxial entre o caminho óptico e o bocal
④ Parâmetros do gás de assistência
Pureza e composição do gás
Otimização da taxa de fluxo
Regulagem de pressão
⑤ Posicionamento do ponto focal
⑥ Velocidade de corte
⑦ Saída de potência do laser
⑧ Características da peça de trabalho
Composição e propriedades do material
Tendências de deformação térmica
Qualidade da superfície (oxidação, contaminantes, etc.)
Entre esses fatores, quatro são particularmente cruciais para otimizar o desempenho do corte a laser:
Velocidade de corte
Potência de saída do laser
Posicionamento do ponto focal
Pressão do gás auxiliar
Esses quatro parâmetros formam a pedra angular do controle do processo de corte a laser. As variações em outros fatores geralmente se manifestam por meio de sua influência sobre essas variáveis primárias.
As seções a seguir fornecerão uma análise aprofundada de cada um desses fatores críticos e suas inter-relações no processo de corte a laser.
Efeito do bocal na qualidade do corte a laser
O tipo de bocal, a abertura do bocal, a integridade do bocal, a altura do bocal (distância entre a saída do bocal e a superfície da peça de trabalho), etc., afetarão o efeito de corte.
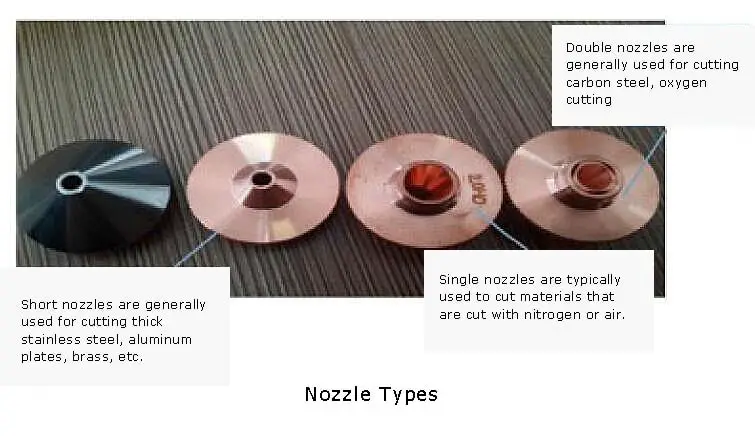
Seleção do tipo de bico e da abertura no corte a laser
A seleção de bicos apropriados é fundamental para obter a melhor qualidade e eficiência de corte nos processos de corte a laser. Atualmente, três tipos principais de bicos são amplamente utilizados em aplicações industriais: bicos simples, bicos duplos e bicos curtos. Cada tipo oferece vantagens específicas, dependendo do material, da espessura e dos requisitos de corte.
Bicos de corte simples: Esses bicos apresentam uma variedade de tamanhos de abertura: Φ0,8, Φ1,0, Φ1,5, Φ2,0, Φ2,5, Φ3,0, Φ3,5 e Φ4,0 mm. Os bicos simples são versáteis e adequados para uma ampla variedade de tarefas de corte, oferecendo um bom equilíbrio entre qualidade de corte e velocidade para muitos materiais.
Bicos de corte duplo: Os bicos duplos oferecem a mesma faixa de tamanho de abertura que os bicos simples: Φ0,8, Φ1,0, Φ1,5, Φ2,0, Φ2,5, Φ3,0, Φ3,5 e Φ4,0 mm. Esses bicos apresentam um design de fluxo duplo, que pode melhorar o desempenho de corte, especialmente para materiais mais espessos ou quando são necessárias velocidades de corte mais altas.
Bicos de corte curto: Os bicos curtos estão disponíveis em tamanhos de abertura maiores: Φ3,0, Φ3,5 e Φ4,0 mm. Esses bicos são projetados especificamente para o corte de materiais espessos, oferecendo uma dinâmica de fluxo de gás aprimorada e uma distância de afastamento reduzida, o que pode resultar em cortes mais limpos e na redução da formação de impurezas em aplicações de corte para serviços pesados.
Em princípio:
A placa fina adota o bocal com uma abertura pequena, e a placa grossa adota o bocal com uma abertura maior.
Corte de bicos pequenos:
A superfície de corte será mais fina; quando a placa grossa é cortada, a área de difusão de gás é pequena, portanto, não é estável quando usada.
Corte com bocal grande:
O bocal com uma pequena seção de corte é um pouco mais grosso; a área de difusão de gás é grande e a taxa de fluxo de gás é lenta, portanto, é estável durante o corte.
Comparação das aberturas dos bicos:
Abertura do bocal
Fluxo de gás
Capacidade de remoção de fundido
pequeno
rápido
grande
grande
lento
pequeno
Efeito da quebra do bico na qualidade do corte
Durante o processo de corte, quando o bocal colide ou esfrega contra a peça de trabalho, o bocal é facilmente deformado.
Quando a perfuração ocorre no furo ou na peça de corte não pode ser cortadoSe o bocal não estiver bem posicionado, o bocal pode derreter e a boca do bocal fica bloqueada, o que afetará a qualidade do corte.
Quando o bocal estiver deformado ou derretido, haverá os seguintes efeitos adversos:
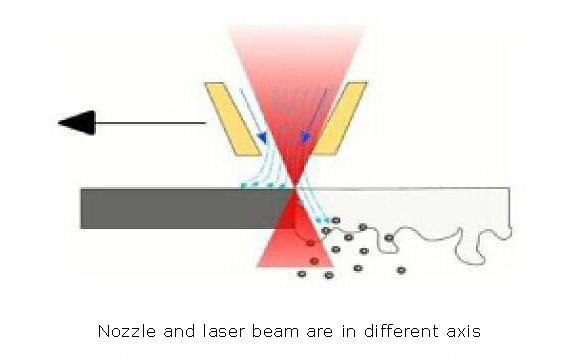
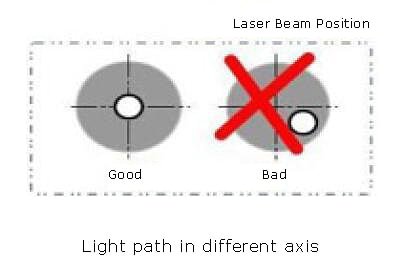
1). O bocal e o feixe de laser estão em eixos diferentes
A coaxialidade do centro do orifício de saída do bocal e do feixe de laser é um dos fatores importantes que afetam a qualidade do corte.
Quanto mais espessa for a peça de trabalho, maior será o impacto.
Quando o bocal é deformado ou derretido, isso afeta diretamente a coaxialidade.
Portanto, o bocal deve ser armazenado com cuidado e instalado adequadamente para evitar choques e deformações.
Se for necessário alterar as condições no momento do corte devido à má condição do bocal, é melhor substituí-lo por um novo bocal.
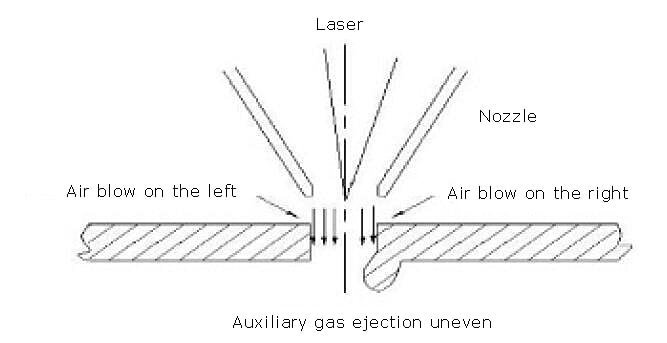
2). Quando o gás auxiliar é soprado para fora do bocal, a quantidade de gás não é uniforme, e há um fenômeno em que um lado é derretido ou queimado e o outro não.
Ao cortar uma chapa fina de 3 mm ou menos, sua influência é pequena; ao cortar mais de 3 mm, o efeito é grave e, às vezes, não é possível cortá-la.
3) Impacto em cantos afiados
Quando a peça de trabalho tem um canto agudo ou um ângulo pequeno, é provável que ocorra derretimento excessivo; placas grossas podem não ser cortadas.
4). Efeito sobre a perfuração
A perfuração é instável, o tempo não é fácil de controlar, a placa grossa será derretida demais, a condição de penetração é difícil de entender e a influência sobre a placa fina é pequena.
O efeito da distância entre o bocal e a peça de trabalho na qualidade do corte (a distância é a distância entre a saída do bocal e a superfície da peça de trabalho).
O stand-off tem um grande efeito sobre a qualidade do corte, o que geralmente é negligenciado durante o processo de corte.
Ao cortar normalmente, a altura da placa de pressão geralmente deve ser de 0,8 mm a 1,2 mm.
Se for muito baixo, o bocal colidirá facilmente com a superfície da peça de trabalho;
Um valor muito alto fará com que o fluxo de ar do bocal se disperse, resultando em uma mudança na concentração e na pressão do gás auxiliar e, em seguida, levando a uma queda na qualidade do corte.
A mudança na altura do bocal (para cima ou para baixo) também causa uma mudança na posição do foco (para cima ou para baixo) que afeta a qualidade do corte.
Os principais fatores que afetam a altura do acompanhamento:
A superfície do bico detecta materiais metálicos estranhos na superfície da chapa ou explode a escória ao perfurar, resultando em uma grande mudança de altura de acompanhamento.
A verificação de acompanhamento está incorreta.
A falha do sensor é causada por danos aos dispositivos, como anéis de cerâmica e fios do sensor.
A peça de trabalho é levantada ou a placa é deformada termicamente e arqueada
Efeito do anel de cerâmica e do anel de vedação na qualidade do corte a laser
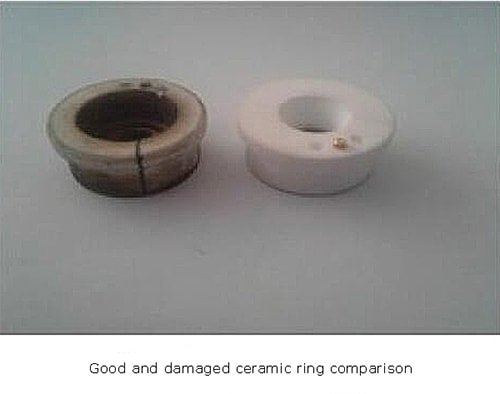
Durante o processo de corte, quando o cabeçote de corte colide com a peça de trabalho levantada, é fácil fazer com que o anel de cerâmica se rache ou pulverize.
Quando o anel de cerâmica está rachado, o gás auxiliar vaza facilmente, resultando em fluxo insuficiente de gás auxiliar e afetando a qualidade do corte.
Quando o anel de cerâmica estiver quebrado, o operador deverá substituir o novo anel de cerâmica a tempo.
Durante o processo de substituição, deve-se tomar cuidado para garantir que o anel de vedação entre o anel de cerâmica e o cabeçote de corte seja pressionado e compactado.
Não o perca, caso contrário, ele poderá facilmente causar vazamento de gás auxiliar e afetar a qualidade do corte.
Efeito do cabeçote de corte e do estado do caminho óptico na qualidade do corte a laser
Os principais componentes do cabeçote de corte são os espelhos de colimação, os espelhos de focalização e os espelhos de proteção.
Qualquer contaminação da lente pode afetar o caminho da luzo que afeta a qualidade do corte.
Os diferentes eixos do laser e do bocal também são problemas de transmissão do caminho óptico, o que também pode levar a falhas no corte.
Principalmente nos seguintes aspectos:
O efeito de corte de 3 bordas da peça de trabalho é bom, 1 borda não é boa
a borda da peça de trabalho é queimada, como mostrado abaixo:
a peça de trabalho não pode ser cortada.
Efeito da posição do foco na qualidade do corte a laser
Ao cortar materiais diferentes, a posição do foco precisa ser ajustada de acordo com os diferentes requisitos do processo de corte.
A direção da posição do ponto excêntrico deve ser distinguida quando um parâmetro de posição de foco é fornecido.
Definimos a posição do foco como 0 na superfície superior da folha.
O foco é negativo abaixo da superfície superior da folha e positivo acima da superfície superior da folha.
Como mostrado abaixo:
Seleção da posição do foco
A posição de foco é um dos quatro elementos do processo de corte.
Portanto, é necessário determinar se a posição do foco está ajustada corretamente de acordo com diferentes placas e parâmetros do processo de referência antes de cada corte.
Os principais fatores que afetam a posição do foco são:
Os fatores que afetam a altura do acompanhamento afetarão a posição do foco.
A contaminação da lente causará anormalidades no caminho óptico, o que também levará à transferência de energia e a mudanças na posição do foco.
Após a substituição da lente de colimação ou de foco, a posição do foco pode mudar e o engenheiro precisa verificar.
Efeito do gás auxiliar na qualidade do corte a laser
Efeito das espécies de gás auxiliar no processo de corte
Ao selecionar o tipo e a pressão do gás auxiliar de corte, devem ser considerados os seguintes aspectos:
Em geral, o oxigênio é usado para cortar aço carbono comum, como o aço de baixa pressão perfuraçãoe corte de baixa pressão.
Geralmente, o nitrogênio é usado para cortar aço inoxidável, placa de alumínionitrogênio de baixa pressão para perfuração, nitrogênio de alta pressão para perfuração e nitrogênio de alta pressão para perfuração.
Efeito da pureza do gás auxiliar na qualidade dos produtos cortados
(1) o efeito da pureza insuficiente do gás ao cortar aço carbono com oxigênio:
Para chapas finas de aço carbono (l~5 mm), a pureza é insuficiente, e a taxa de fluxo de gás deve ser aumentada durante o corte.
Para chapas grossas de aço carbono (6amm+), a exigência de pureza do gás é muito rigorosa e, se a pureza for insuficiente, a qualidade do corte será muito ruim ou não poderá ser cortada.
(2) o efeito da pureza insuficiente do gás quando corte de aço inoxidávelplaca de alumínio, latão, etc. com nitrogênio:
Para aço inoxidável e latão, a qualidade da seção transversal é ruim e a seção é áspera.
No caso da chapa de alumínio, a qualidade da seção transversal é ruim, e a escória é difícil de manusear.
Efeito da pressão do gás auxiliar na qualidade do corte
(1) O gás ajuda a dissipar o calor e auxilia a combustão, além de soprar a superfície derretida, de modo que a superfície cortada tenha melhor qualidade.
(2) O efeito no corte quando a pressão do gás é insuficiente:
A superfície de corte está fundida ou não pode ser cortada
A velocidade de corte não pode ser aumentada, o que afeta a eficiência.
(3) A influência na qualidade do corte quando a pressão do gás é muito alta.
A superfície de corte é mais espessa e a fenda é mais larga.
A parte cortada é derretida e não é possível formar uma boa qualidade de corte.
Efeito do gás auxiliar na perfuração
(1) Quando a pressão do gás é muito baixa, não é fácil cortar e o tempo aumenta.
(2) Quando a pressão do gás é muito alta, o orifício é explodido, fazendo com que o ponto de penetração derreta e forme um grande ponto de fusão.
Portanto, em geral, para chapas de aço carbono, a pressão da perfuração da chapa fina é maior, e a pressão da chapa grossa é menor.
Quando a chapa grossa é perfurada, a pressão do gás e a proporção de ar devem ser adequadamente reduzidas quando o furo é jateado, e o tempo de perfuração deve ser prolongado.
Fatores que afetam o gás de assistência:
Pureza do gás auxiliar
Quando a pureza do gás auxiliar é baixa, a pressão do gás correspondente deve ser aumentada, e vice-versa.
Abertura do bocal
Em uma determinada pressão, quanto menor o tamanho do poro, menor a taxa de fluxo; quanto maior o tamanho do poro, maior a taxa de fluxo.
O tamanho do fluxo afeta o efeito de corte e a capacidade de remover a massa fundida.
Altura do bocal
Quanto mais alto o bocal estiver em relação à placa, mais disperso será o fluxo de ar; quanto mais baixa a placa, mais concentrado será o fluxo de ar.
A quantidade de fluxo afeta o efeito de corte e a capacidade de remover o derretimento.
Quebra do bocal
Se a saída de ar do bocal estiver danificada, o fluxo de ar que sai será irregular, o que afeta diretamente a capacidade de corte.
Anel de cerâmica e seu anel de vedação
Danos aos anéis e vedações de cerâmica podem causar vazamento de gás, o que, por sua vez, afeta a pressão e o fluxo de ar.
Velocidade de corte
A velocidade é muito rápida, de modo que o gás auxiliar não consegue remover o derretimento de forma eficaz e, em seguida, fica pendurado na escória ou não consegue cortar.
Potência do laser
Se houver uma perda de potência do laser, geralmente é necessária mais pressão para remover a fusão.
Posição de foco
Se o foco não estiver correto, a energia do laser na placa será incerta.
É possível entender que, se a energia for muito alta, a pressão do ar deverá ser pequena; se a energia for baixa, a pressão do ar deverá ser maior.
Qualidade da folha
Se a qualidade da chapa não for boa, isso afetará diretamente o corte;
Se a superfície da chapa tiver ferrugem, etc., isso não favorecerá a combustão do oxigênio e a remoção da massa fundida.
Efeito da velocidade de corte na qualidade do corte a laser
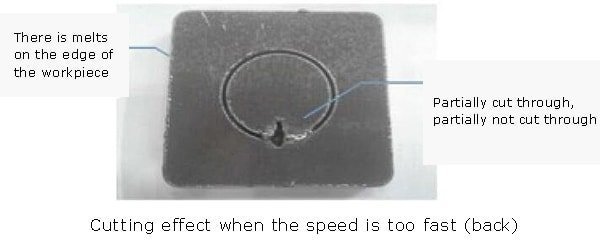
O efeito da velocidade de corte muito rápida
(1) Isso pode causar o fenômeno de descolamento e pulverização reversa, veja a figura abaixo.
(2) Algumas áreas podem ser cortadas, mas outras não podem ser cortadas.
(3) Toda a face da extremidade é mais espessa, mas não é gerado derretimento.
(4) A seção de corte é mostrada como um grão cruzado e a metade inferior é derretida.
Em geral, a velocidade de corte é muito rápida, a pressão do gás é baixa, a potência é baixa e, como resultado, o corte é insuficiente.
O efeito da taxa de alimentação é muito lento
(1) A condição de derretimento excessivo é causada, e a face da extremidade cortada é áspera.
(2) A fenda também será ampliada e derretida quando o canto afiado for cortado.
(3) Afetando a eficiência do corte.
Em geral, a velocidade de corte é muito lenta, a pressão do ar é muito alta e a potência é muito grande e, como resultado, ocorre o fenômeno de derretimento excessivo do corte.
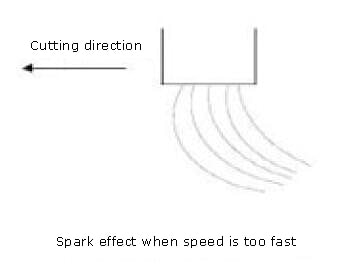
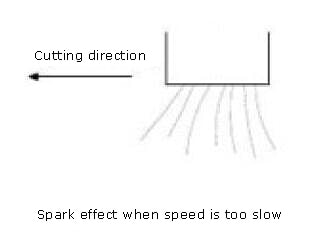
Seleção adequada da taxa de alimentação
A partir da faísca de corte, é possível determinar se a taxa de avanço pode ser aumentada ou diminuída; quando a velocidade de corte correta é definida, a faísca se espalha de cima para baixo.
Se a faísca estiver inclinada, a taxa de alimentação estará muito rápida, o gás auxiliar não estará removendo completamente a escória e o cabeçote de corte terá se movido para frente.
As faíscas não são difusas e são menores, e quando são condensadas, a velocidade é muito lenta e o gás auxiliar é excessivamente soprado, de modo que a seção da peça de trabalho fica facilmente áspera.
Ajustando a taxa de alimentação adequada, a superfície de corte apresenta uma linha mais suave e não há derretimento na parte inferior.
Efeito da potência do laser (W) na qualidade do corte a laser
A potência do laser (W) é muito pequena para ser cortada.
A potência do laser (W) foi ajustada muito grande e toda a superfície de corte foi derretida.
A potência do laser (W) é insuficientemente ajustada, e o derretimento é gerado após o corte.
A potência do laser (W) está definida corretamente, a superfície de corte está boa e não há derretimento.
Fatores que afetam a potência do laser (W);
A) poluição das lentes
B) a posição do foco está incorreta
C) há pontos de ferrugem e de óleo na superfície da placa:
Efeito do tipo e da qualidade da chapa na qualidade do corte a laser
A maioria dos metais ferrosos e não metálico Os metais podem ser cortados com um laser.
Cada material tem sua própria resposta exclusiva ao laser (comprimento de onda 1.080u).
O fato de um material ser adequado para o corte a laser depende da interação do material com o comprimento de onda e a energia do laser.
Eles têm diferentes capacidades de corte, velocidade e qualidade de corte.
Em geral, os elementos que afetam a capacidade de corte a laser do material são:
Condição da superfície
Difusividade térmica
Condutividade
O tratamento da superfície do material, como alumínio-zinco, chapeamento, revestimento, ferrugem, coloração, pintura e revestimentos de proteção, geralmente tem um impacto negativo no corte a laser.
Há pontos de ferrugem na superfície da chapa (parte frontal) e os pontos de ferrugem não estão cortados (parte traseira)
No caso de chapas com pontos bordados e manchas de óleo na superfície, elas devem ser processadas primeiro e depois cortadas.
Se não for possível limpá-la completamente, considere reduzir a velocidade de corte, aumentar a pressão do ar auxiliar e aumentar a potência para evitar que a folha não seja cortada.
O corte a laser tem o fenômeno de absorção de calor e difusão térmica, e a temperatura do material tem uma influência não negligenciável na qualidade do corte a laser.
Em geral, quando a temperatura do material ultrapassa 90 °C, ela terá um efeito adverso no corte a laser (fácil de explodir e derreter demais).
Para reduzir o efeito adverso das mudanças de temperatura no corte, o método de corte por salto geralmente pode ser usado.
O chamado corte por saltos consiste em cortar um contorno em uma pequena área e saltar para outras áreas para continuar o corte, de modo que o material de processamento não seja aquecido muito alto em uma pequena área.
Efeito dos cabos na qualidade do corte a laser
A partida e a parada da máquina e a mudança de direção do movimento afetarão a estabilidade da qualidade do corte.
É muito necessário adicionar um corte de chumbo no corte real.
Os métodos e o escopo de aplicação são mostrados na tabela a seguir:
Modo de chumbo
Escopo de aplicação
Linha reta ângulo reto
Folha de 0,5 a 3 mm
Linha reta com arco de avanço
4-6 mm
Cabo tangente reto
8-16 mm
O comprimento recomendado do cabo é o seguinte:
Espessura da folha (mm)
Diâmetro redondo (d, mm)
Comprimento do cabo (a, mm)
1-6
d<10
A partir do centro do círculo
d>10
5
8-12
d<20
A partir do centro do círculo
d>20
10
15-20
d<30
A partir do centro do círculo
d>30
15
Ao cortar aço-carbono espesso (maior ou igual a 6 mm), é necessário aumentar o avanço para evitar que a escória gerada pelo jateamento do furo afete o corte.
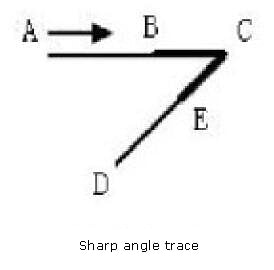
Processo de corte com ângulo agudo
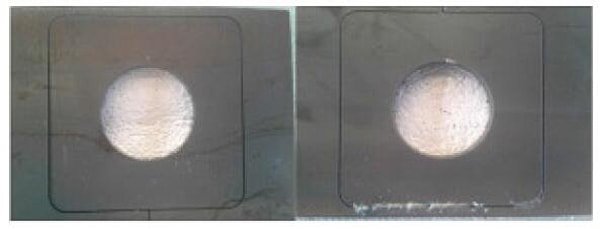
Causas de queimaduras angulares agudas
Quando o ângulo agudo é cortado, o eixo da máquina passa por um processo de desaceleração e aceleração, e a velocidade muda, enquanto a potência de saída do laser permanece inalterada.
A energia do laser concentrada nos cantos é duas vezes maior que a da linha de corte.
Os cantos se queimarão devido ao excesso de calor.
Técnica de processamento de ângulo agudo
No processo de corte a laserTente evitar mudanças bruscas de velocidade e direção, pois isso facilmente levará ao superaquecimento local da peça de trabalho, afetando a qualidade do corte.
Os ângulos agudos geralmente têm os seguintes métodos de processamento:
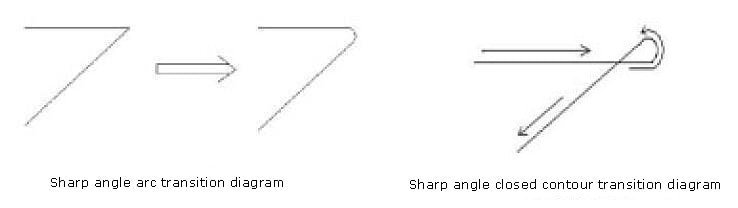
1) Transição com um arco circular
Se não houver nenhum requisito especial para o ângulo agudo, geralmente é possível usar o arco pequeno de R1-2 mm para fazer a transição.
As mudanças na velocidade e na direção do corte são efetivamente amortecidas.
Como mostrado abaixo:
2) Transição de contorno fechado com corte excessivo
Conforme mostrado na figura, isso adiciona um caminho fechado de corte no canto como um procedimento adicional, para que a velocidade e a direção de corte não sejam alteradas abruptamente nos cantos, de modo a uniformizar o calor em todos os lugares e, portanto, cortar o ângulo agudo com clareza. bordas afiadas.
Agora você já conhece os 9 fatores que afetam a qualidade do corte a laser e o método para melhorar a qualidade do corte a laser.
Como fundador do MachineMFG, dediquei mais de uma década de minha carreira ao setor de metalurgia. Minha vasta experiência permitiu que eu me tornasse um especialista nas áreas de fabricação de chapas metálicas, usinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou sempre pensando, lendo e escrevendo sobre esses assuntos, esforçando-me constantemente para permanecer na vanguarda do meu campo. Permita que meu conhecimento e experiência sejam um trunfo para sua empresa.
Você já se perguntou como os lasers podem cortar o aço com extrema precisão? Neste artigo, desvendamos os segredos por trás do corte a laser. Dos modos do laser aos ajustes do bocal, descubra como cada...
Você já se perguntou como garantir a mais alta qualidade no corte a laser? Este artigo descreve nove padrões essenciais para avaliar a precisão e a eficácia dos cortes a laser. Você aprenderá a avaliar fatores...
Você já notou as frustrantes ondulações em chapas de metal cortadas a laser? Essas imperfeições podem arruinar a precisão e aumentar os custos. Este artigo explora os fatores críticos que levam às ondulações de corte...
Por que sua máquina de corte a laser às vezes não consegue fazer cortes precisos? A resposta pode estar no alinhamento do caminho óptico. Este guia o orienta nas etapas de ajuste...
Imagine cortar chapas de metal grossas sem esforço, com a precisão de um bisturi. Esta postagem do blog revela os fundamentos do corte a laser de chapas metálicas, um método revolucionário que combina...
Você já se perguntou quais fatores afetam a qualidade do corte a laser? Nesta postagem do blog, vamos nos aprofundar nos meandros da interação laser-material e explorar como as características do feixe, a potência, a velocidade e...
Os lasers revolucionaram a fabricação, mas você conhece as principais empresas que estão impulsionando a inovação nesse campo? Nesta postagem do blog, exploraremos os principais participantes que estão moldando o futuro do laser...
Você já teve dificuldades para escolher o bico de corte a laser certo para o seu projeto? A seleção do bocal ideal é fundamental para obter cortes limpos e precisos e maximizar a eficiência. Neste artigo...
Você já se perguntou o que faz uma máquina de corte a laser funcionar? Nesta postagem do blog, vamos nos aprofundar no funcionamento interno dessas máquinas de alta precisão que revolucionaram o mercado...