6 fatores que afetam o raio de curvatura da chapa metálica
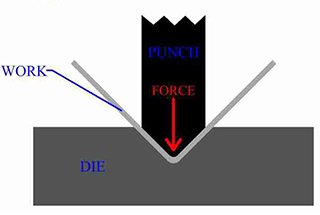
Você já se perguntou por que alguns metais se dobram perfeitamente enquanto outros racham ou se deformam? Este artigo mergulha no fascinante mundo da curvatura de chapas metálicas, explorando os fatores cruciais que determinam o raio de curvatura ideal. Você aprenderá como a espessura do material, a força de dobra e a seleção da matriz afetam a dobra final, garantindo que seus projetos de metal sejam perfeitos.
Deve haver um raio de curvatura para dobragem de chapas metálicasO tamanho do arquivo não deve ser muito grande nem muito pequeno, e deve ser escolhido adequadamente.
Se o raio de curvatura for muito pequeno, isso causará rachaduras na posição de curvatura;
Se o raio de curvatura for muito grande, será fácil rebater.
No entanto, você pode usar Máquina de ranhurar em V para fazer a ranhura primeiro e, em seguida, dobrar. Dessa forma, você obterá um raio de curvatura menor.
O raio de curvatura ideal de diferentes espessuras de vários materiais (RADIUS interno de curvatura) está na tabela abaixo:
A posição correspondente da direção de flexão e da direção da fibra
Vertical
Paralelo
Vertical
Paralelo
08, 10
0.1t
0.4t
0.4t
0.8t
15, 20
0.1t
0.5t
0.5t
1.0t
25, 30
0.2t
0.6t
0.6t
1.2t
45, 50
0.5t
1.0t
1.0t
1.7t
65Mn
1.0t
2.0t
2.0t
3.0t
Alumínio
0.1t
0.35t
0.5t
1.0t
Latão
0.1t
0.35t
1.0t
2.0t
Latão macio
0.1t
0.35t
0.35t
0.8t
Latão semirrígido
0.1t
0.35t
0.5t
1.2t
Bronze fosforoso
/
/
1.0t
3.0t
Os dados da tabela acima são os dados preferenciais apenas para referência. De fato, os cantos arredondados de freio de prensa são geralmente 0,3, e um pequeno número de cantos arredondados do punção da prensa dobradeira é 0,5.
Para chapas de aço de baixo carbono comuns, chapas de alumínio antiferrugem, cobre amarelo, cobre roxo etc., o raio interno de 0,2 não é problema, mas para alguns aço de alto carbonoSe o raio for de 0,2, o alumínio duro, o alumínio superduro, o uso do raio de 0,2 levará à fratura por flexão ou à rachadura do raio externo.
Fatores que podem afetar o raio de curvatura
Quais são os fatores que podem afetar o raio de curvatura do chapa metálica?
Há vários fatores que podem afetar o raio de curvatura da chapa metálica, incluindo a espessura do metal, o material de que ele é feito, o raio do punção superior, a matriz inferior, o raio de curvatura e o raio de curvatura. força de flexão aplicada e a temperatura de trabalho.
Espero que este artigo, baseado em minha experiência pessoal, seja útil para os leitores.
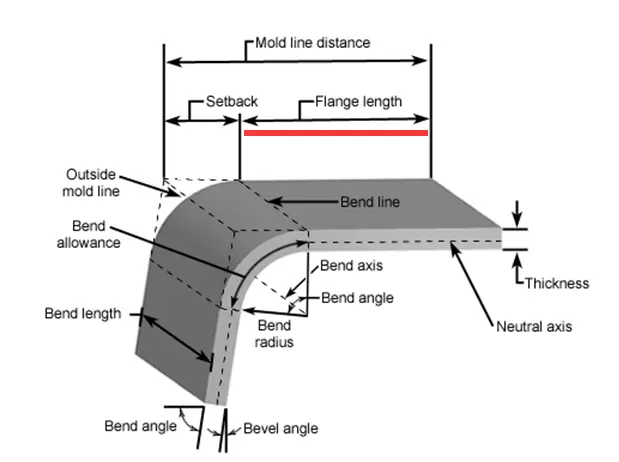
Ângulo de flexão
O ângulo de flexão da chapa metálica é o principal fator que afeta o subsídio de flexão.
Por exemplo, se dobrar a chapa metálica com raio grandeSe o ângulo de flexão for agudo, será deduzido mais subsídio de flexão; se o ângulo de flexão for agudo, será deduzido menos subsídio de flexão deve ser deduzido.
Espessura da chapa metálica
Em aplicações práticas, observou-se que o raio de curvatura aumenta à medida que a espessura do material aumenta.
Estamos cientes de que uma placa mais espessa requer mais força de flexão e uma abertura em véu maior no matriz inferior.
O que, então, afeta o ângulo de curvatura r?
Material de chapa metálica
A tolerância de dobra para chapas da mesma espessura pode variar ligeiramente, demonstrando que propriedades do material desempenham um papel importante na determinação do raio de curvatura.
A resistência do material à flexão pode influenciar diretamente o raio de flexão.
Embora o material tenha um impacto sobre o raio de curvatura, ele tem um efeito limitado em nosso uso real.
Podemos criar uma tabela de tolerância de dobra personalizada para diferentes materiais.
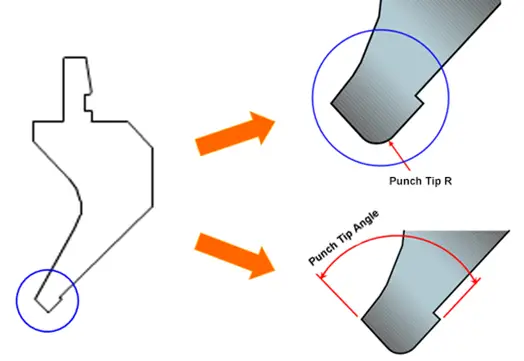
Raio da ponta do punção
O raio padrão do molde de dobra não deve exceder r1, e o raio mínimo do punção não deve ser inferior a 1.
Se não houver requisitos específicos para o raio de curvatura, isso terá um impacto limitado no processo de curvatura.
No entanto, para a dobra de chapas metálicas que requerem um raio de dobra específico que seja menor que 1 ou significativamente maior que 1, isso não é determinado apenas pelo raio do punção superior.
Portanto, o raio do punção superior afeta diretamente o raio de curvatura final.
É importante ter em mente que, quando o raio da ponta do punção for maior do que o raio gerado pela matriz em V usada na dobra, isso afetará o raio interno do perfil.
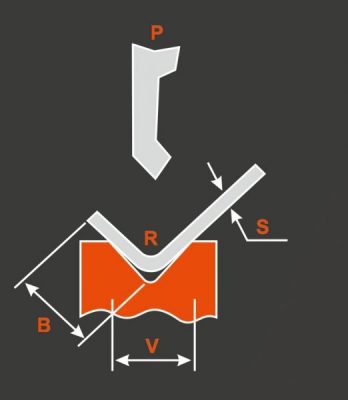
Por exemplo:
Aço macio de 1 mm a ser dobrado
A matriz escolheu V = 8 mm, o que, conforme mostrado abaixo, produz um raio de curvatura interno de 1 mm.
O raio de curvatura interno será:
r= 1 mm, onde o raio da ponta do punção é menor que Imm
ou r = raio da ponta do punção quando o raio da ponta do punção for maior que 1 mm.
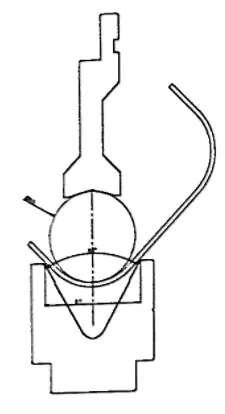
Um exemplo típico desse princípio é representado pelos porta-ferramentas de raio que podem ser usados para obter dobras de grande raio em matrizes pequenas. Nesse caso, o raio interno necessário é produzido pelo formato da ponta do punção.
Onde, em vez disso, você deseja reter o raio de curvatura interno produzido pelo die, a ponta ideal do punção rdius pode ser calculada com a seguinte equação:
Raio ideal da ponta do punção = (R produzido pela matriz) x (2/3)
Usando essa relação, a superfície do punção é proporcional à força necessária para dobrar a chapa metálica, evitando que a ponta do punção penetre na chapa metálica. Isso evita problemas estéticos ou rachaduras no material na parte interna da dobra.
Além disso, com um raio de ponta muito pequeno e com ângulos agudos, é possível que a chapa metálica seja quase cortada e que o perfil se feche no punção, produzindo um ângulo diferente do pretendido.
Nem sempre é fácil cumprir a equação mencionada acima devido à falta de diferentes radiadores de ponta de flexão em muitas oficinas.
No entanto, operadores de prensa dobradeira devem usar o raio de ponta mais próximo do ideal. Especialmente no caso de chapas metálicas grossas, que exigem muita força para serem dobradas, os operadores devem usar o raio de ponta de punção adequado para evitar deformações na chapa metálica, problemas dimensionais ou problemas de aparência ou rachaduras.
Força de flexão
Quanto mais espessa for a chapa metálica, maior será sua resistência à deformação por flexão.
Portanto, a força de flexão deve ser ajustada de acordo.
A força de flexão não pode ser aumentada constantemente e deve ser definida em um nível adequado.
A força de flexão é diretamente proporcional à espessura da chapa metálica e inversamente proporcional à largura da ranhura inferior da matriz.
Ao dobrar, a espessura da chapa metálica é fixa e a largura da ranhura inferior da matriz é selecionada com base na espessura do metal.
Como resultado, a força de flexão se torna uma constante, determinada por outros fatores.
O raio de curvatura não pode ser determinado com precisão sem considerar a força de curvatura.
Matriz inferior
A largura da ranhura inferior da matriz tem uma correlação direta com a espessura da chapa metálica.
Em aplicações do mundo real, o raio de curvatura aumenta à medida que a espessura do metal aumenta.
Para a mesma espessura de chapa metálica, o raio de curvatura também pode variar de acordo com a largura da abertura em véu.
Portanto, fica claro que a largura da ranhura inferior da matriz desempenha um papel crucial na determinação do raio de curvatura.
Temperatura operacional
Em geral, a temperatura do ambiente de trabalho é a temperatura ambiente, que pode ser ignorada.
Conclusão
A força de flexão contribui para as alterações no raio de flexão, mas é determinada pela espessura da chapa metálica e pela largura da ranhura inferior da matriz.
Todos os fatores desempenham um papel na determinação do raio de curvatura, e eles só podem ser limitados com base em requisitos específicos.
Por exemplo, se não houver requisitos específicos para o raio de curvatura, é adequado limitar todos os fatores e usar uma tabela padronizada de fatores de curvatura.
Se for desejado um raio de curvatura muito maior do que 1, o raio da matriz superior poderá ser modificado e um fator de curvatura personalizado poderá ser usado.
No entanto, não é recomendável alterar a largura da ranhura inferior da matriz, pois isso terá um impacto no raio de curvatura e na margem de curvatura.
A modificação da largura da ranhura inferior da matriz pode ser usada para alterar a margem de dobra e o raio de dobra.
Como fundador do MachineMFG, dediquei mais de uma década de minha carreira ao setor de metalurgia. Minha vasta experiência permitiu que eu me tornasse um especialista nas áreas de fabricação de chapas metálicas, usinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou sempre pensando, lendo e escrevendo sobre esses assuntos, esforçando-me constantemente para permanecer na vanguarda do meu campo. Permita que meu conhecimento e experiência sejam um trunfo para sua empresa.
Você já se perguntou por que o aço às vezes racha durante a dobra? Neste artigo, exploramos o fascinante mundo da tecnologia de dobra de aço, descobrindo as razões por trás de defeitos comuns, como rachaduras nos cantos e no centro...
Você já se perguntou como as chapas metálicas são habilmente dobradas em formas complexas? Este artigo explora seis tipos de processos de dobragem de prensa dobradeira - dobragem, limpeza, dobragem a ar, embutimento, cunhagem e dobragem de três pontos. Você verá...
Já se perguntou como uma prensa dobradeira consegue fazer curvas tão precisas? Este artigo explora o fascinante mundo dos eixos da prensa dobradeira, revelando os segredos por trás de seus papéis e funções. Saiba como...
Você já teve dificuldades para obter dobras perfeitas em chapas de metal? Este artigo aborda dicas e truques essenciais para dominar a curvatura de chapas metálicas, cobrindo tudo, desde o sequenciamento do processo até a análise da capacidade de curvatura....
Imagine transformar matérias-primas em componentes industriais precisos em apenas uma etapa. Essa é a maravilha da fabricação de matrizes de prensa dobradeira. Da extrusão mecânica à moldagem por injeção, os métodos são...
Imagine comprar uma prensa dobradeira e perceber que ela não atende às suas necessidades - um erro caro! Este guia explica os princípios e fatores críticos a serem considerados na compra de uma prensa dobradeira. De...
Você já se perguntou o que torna as matrizes de prensa dobradeira tão fascinantes? Nesta cativante postagem do blog, vamos nos aprofundar no intrincado mundo dessas ferramentas essenciais que moldam o metal...
Você já se perguntou como as peças de chapa metálica são projetadas e fabricadas com precisão? Nesta postagem do blog, vamos nos aprofundar no fascinante mundo da tolerância à dobra - uma...
Você já se perguntou como calcular com precisão a força de flexão necessária para a fabricação de chapas metálicas? Nesta postagem perspicaz do blog, exploraremos os meandros do cálculo da força de flexão, desenho...