Você já se perguntou como um laser pode cortar o metal como uma faca quente na manteiga? Neste artigo fascinante, exploraremos a ciência por trás da tecnologia de corte a laser de fibra. Nosso engenheiro mecânico especialista o guiará pelos conceitos fundamentais, esclarecendo como essa tecnologia de ponta está revolucionando a fabricação. Prepare-se para mergulhar no mundo do corte a laser e descobrir seu imenso potencial!
"O laser corta o ferro como se fosse lama", essa afirmação não é um exagero.
Vamos examinar o laser em mais detalhes.
O que é um laser?
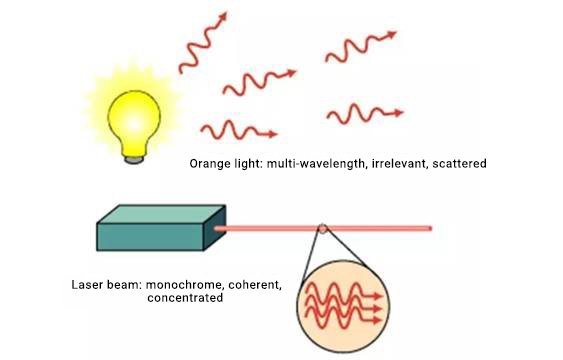
Um laser é um tipo de luz aprimorada produzida por meio de radiação estimulada.
Seus principais recursos incluem:
Alta intensidade e alto brilho
Determinação de frequência de comprimento de onda, bom monocromático
Boa coerência e comprimento de coerência longo
Boa direcionalidade, é quase um conjunto de luzes paralelas
Quando o feixe de laser é direcionado para a superfície da peça de trabalho, a energia da luz é absorvida e transformada em energia térmica.
Isso faz com que a temperatura no ponto de irradiação aumente rapidamente, derreta e vaporize, formando um pequeno poço.
O metal ao redor do poço derrete devido à difusão térmica. O vapor no pequeno poço se expande rapidamente, causando uma microexplosão, e o material derretido é expelido em alta velocidade, gerando uma onda antichoque altamente direcional.
Isso resulta na formação de um furo com um lado superior grande e um lado inferior pequeno na superfície que está sendo processada.
Comparação entre luz comum e laser:
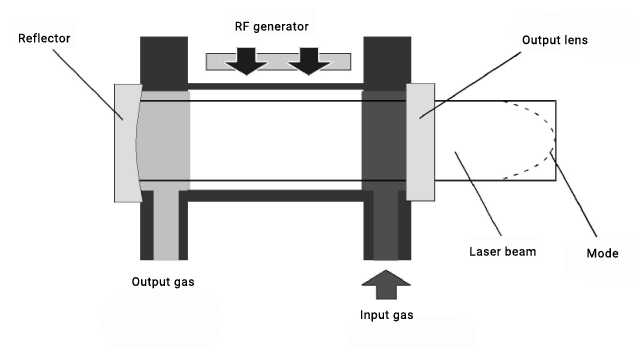
A geração de laser
Gás gerador de laser
O gás gerador de laser é diferente do gás de corte.
Composição do gás gerador de laser:
N2: A energia gerada pelo gerador de RF excita primeiro o N2fazendo com que ele esteja em um estado de transição.
CO2: N2 no estado de transição excitará o C02 que causa a emissão de CO2 para a transição e libera o laser.
Ele: Absorver CO2 e o excesso de energia, resfriar o sistema e transformá-lo em calor.
A relação proporcional entre os três gases mencionados acima é:
N2:CO2Ele = 1:4:5
O que é corte a laser de fibra
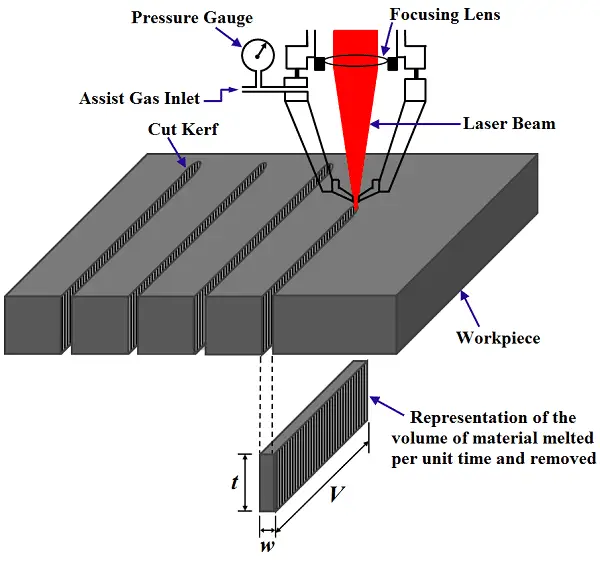
O corte a laser de fibra é um método de corte a quente que utiliza um feixe de laser de alta densidade e potência como principal fonte de calor. Isso faz com que os materiais irradiados derretam, evaporem, ablacionem ou atinjam o ponto de ignição rapidamente.
Ao mesmo tempo, o uso de um fluxo de ar de alta velocidade que é coaxial com o feixe de laser ajuda a soprar o material fundido, permitindo o corte da peça de trabalho.
Nos últimos anos, a tecnologia por trás dos geradores de laser de fibra de alta potência amadureceu e melhorou, levando a uma gama de aplicações em constante expansão.
No reino da magreza corte de chapasOs geradores de laser de fibra estão substituindo gradualmente os lasers de CO2 e YAG tradicionais por vários motivos:
(1) Menor custo:
A eficiência de conversão fotoelétrica dos lasers de fibra é de cerca de 30%, enquanto a eficiência de conversão fotoelétrica dos lasers de CO2 é de 6-10% e a eficiência de conversão fotoelétrica dos lasers de YAG é de apenas 3%. Além disso, os geradores de laser de fibra não têm peças vulneráveis, portanto, não há custo associado à manutenção tardia.
(2) Design compacto e flexível:
Os lasers de fibra têm tamanho pequeno, peso leve e oferecem uma posição de trabalho flexível e móvel.
(3) Melhoria da qualidade de corte:
O uso de um sistema flexível de condução de luz em lasers de fibra e uma distância constante de transmissão de feixe evita a baixa qualidade de corte causada por mudanças na o caminho da luz comprimento dos geradores de laser de CO2.
Isso garante uma qualidade de corte consistente em toda a largura de corte, tornando-o ideal para sistemas de processamento a laser de grande formato.
(4) Economia de custos:
O feixe de um laser de fibra viaja ao longo de uma fibra óptica, portanto, não há necessidade de um sistema externo de caminho de luz refletida, o que economiza o custo de lentes de reflexão e protetores de órgãos.
Também não há necessidade de ajustes externos do caminho óptico, o que reduz o risco de poluição do caminho da luz por sujeira e reduz o peso das peças móveis.
(5) Desempenho aprimorado para corte de metais:
O comprimento de onda de um laser de fibra é de 1,06 μm, que é mais facilmente absorvido por materiais metálicos em comparação com o comprimento de onda do CO2 (10,6 μm).
Isso é particularmente benéfico para corte de chapas metálicascom velocidades de corte de 2 a 4 vezes mais rápidas que o CO2.
Os lasers de fibra também têm um efeito de corte melhor para materiais altamente refletivos, como ligas de alumíniocobre e ligas de cobre.
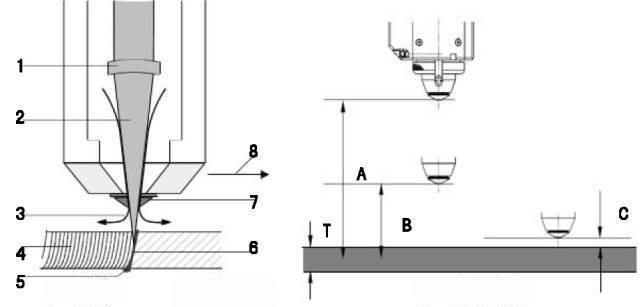
(1) lente (2) o feixe de laser (3) fluxo de ar (4) a linha (5) material fundido (6) superfície de corte (7) bocal (8) direção de corte
R: Altura vazia B: Altura do furo C: Altura de corte T: Espessura da folha
A primeira máquina de corte a laser do mundo foi inventada na década de 1970. Nos últimos trinta anos, a aplicação de máquinas de corte a laser tem se expandido continuamente, e a tecnologia tem se aprimorado constantemente.
Atualmente, muitas empresas fabricam vários tipos de laser máquinas de corte para atender à demanda do mercado, incluindo máquinas de corte a laser de placas 2D, máquinas de corte a laser de curvas espaciais 3D e máquinas de corte a laser de tubos.
Algumas das principais empresas de máquinas de corte a laser incluem: Trumpf (Alemanha), Prima (Itália), Bystronic (Suíça), Amada (Japão), MAZAK (Japão), NTC (Japão) e HGLaserLab (Austrália).
O equipamento de corte a laser de fibra pode cortar com eficiência aço inoxidável com menos de 4 mm de espessura. Se for adicionado oxigênio, ele pode até mesmo cortar aço inoxidável de até 8 a 10 mm de espessura usando um feixe de laser.
No entanto, quando o oxigênio é usado, forma-se uma fina película de óxido na superfície de corte. A espessura máxima de corte pode ser aumentada para 16 mm, mas a tolerância de tamanho da peça cortada se torna maior.
Embora o equipamento de corte a laser de fibra seja caro, ele ainda é economicamente viável para grandes séries de produção devido ao custo mais baixo do processamento subsequente.
Além disso, como não há custo de ferramental, o equipamento de corte a laser também é adequado para pequenos lotes de peças que antes não podiam ser processadas.
Os equipamentos de corte a laser de fibra normalmente utilizam um sistema de controle numérico computadorizado (CNC). Com essa tecnologia, os dados de corte podem ser recebidos de uma estação de trabalho de design auxiliado por computador (CAD).
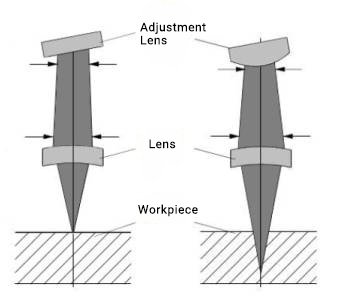
O sistema óptico adaptável, um componente essencial das modernas máquinas de corte a laser, ajusta dinamicamente a curvatura da lente de foco por meio de um controle preciso da pressão hidráulica. Essa modificação altera o ângulo de divergência do feixe de laser, permitindo o posicionamento vertical do ponto focal com ajuste fino.
Além disso, esse sofisticado sistema compensa as mudanças de foco que ocorrem devido à variação dos diâmetros dos pontos em diferentes posições de trabalho da máquina. Esse ajuste automático garante qualidade e precisão de corte consistentes, independentemente da posição da peça de trabalho ou da localização do cabeçote de corte dentro do envelope de trabalho.
A óptica adaptativa não só otimiza o foco do feixe para diferentes espessuras de material, mas também mantém o desempenho do corte durante operações de alta velocidade, em que a aceleração e a desaceleração rápidas podem afetar as características do feixe. Essa tecnologia aumenta significativamente a eficiência do corte, reduz as variações da largura do corte e melhora a qualidade geral da peça, principalmente em aplicações de corte de contorno complexo e de alta precisão.
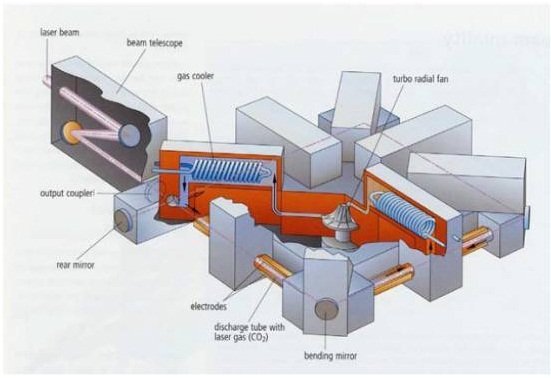
Gerador de laser
O feixe de laser de alta qualidade produzido por esse gerador oferece uma regulagem precisa e contínua da saída de energia do laser. Isso permite um controle preciso do processo de corte, possibilitando que os operadores otimizem os níveis de potência para diferentes materiais e espessuras.
Utilizando tecnologia avançada de excitação por radiofrequência (RF), o gerador alcança estabilidade e qualidade excepcionais do feixe. Esse design baseado em RF também resulta em uma taxa de consumo de gás significativamente menor em comparação com os lasers de CO2 tradicionais, reduzindo os custos operacionais e o impacto ambiental.
O design eficiente do gerador minimiza a perda de energia, convertendo uma alta porcentagem da potência de entrada em energia laser utilizável. Isso contribui para melhorar a eficiência geral do sistema e reduzir a geração de calor, o que pode aumentar a vida útil dos componentes essenciais.
Com sua combinação de controle preciso de potência, características estáveis do feixe e operação eficiente, esse gerador de laser é adequado para uma ampla gama de aplicações de corte em ambientes modernos de fabricação de metais.
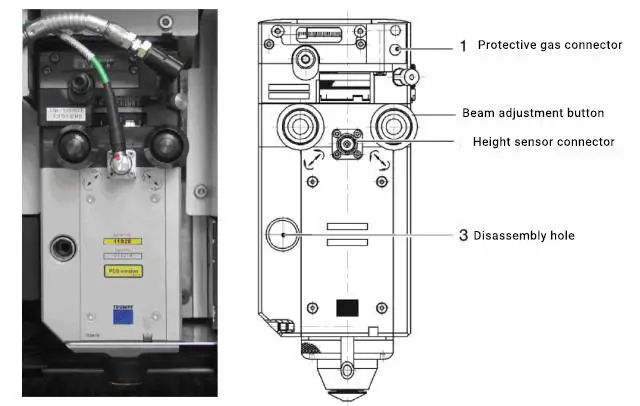
Cabeçote de corte a laser de fibra
O cabeçote de corte a laser de fibra é um componente essencial dos modernos sistemas de corte a laser, projetado para focalizar e direcionar o feixe de laser de alta potência para a peça de trabalho com precisão. Ele consiste em vários elementos-chave que trabalham em sinergia para obter um desempenho de corte ideal:
Colimador: Esse componente óptico recebe o feixe de laser divergente do cabo de fibra óptica e o transforma em um feixe paralelo. A qualidade do colimador afeta diretamente a capacidade de foco do feixe e a eficiência do corte.
Lente de foco: normalmente feita de seleneto de zinco (ZnSe) ou sílica fundida, essa lente concentra o feixe colimado em um ponto pequeno e de alta intensidade. A distância focal dessa lente é crucial para determinar a profundidade do foco e a largura do corte.
Bocal: Posicionado na parte inferior do cabeçote de corte, o bocal direciona o gás de assistência coaxialmente com o feixe de laser. Seu design influencia a dinâmica do fluxo de gás, que é fundamental para a remoção do material fundido e a qualidade da borda de corte.
Sensor capacitivo de altura: Esse sensor sem contato mantém uma distância de afastamento consistente entre a ponta do bico e a superfície da peça de trabalho, garantindo a posição ideal do foco e a qualidade do corte em diferentes espessuras de material.
Janela de proteção: Uma cobertura transparente que protege o sistema óptico interno contra respingos e fumaça, preservando o desempenho e a longevidade do cabeçote de corte.
Cartucho de troca rápida: Muitos cabeçotes de corte modernos apresentam um sistema de cartucho para substituição rápida da lente e do bocal, minimizando o tempo de inatividade durante a manutenção.
Sistema de resfriamento a água: Os canais de resfriamento integrados ajudam a dissipar o calor gerado pelo laser de alta potência, mantendo o alinhamento óptico e evitando a distorção térmica.
Limpeza e calibração automáticas do bico: Os cabeçotes de corte avançados podem incluir sistemas para limpeza automática do bocal e calibração do ponto focal, garantindo um desempenho consistente em operações prolongadas.
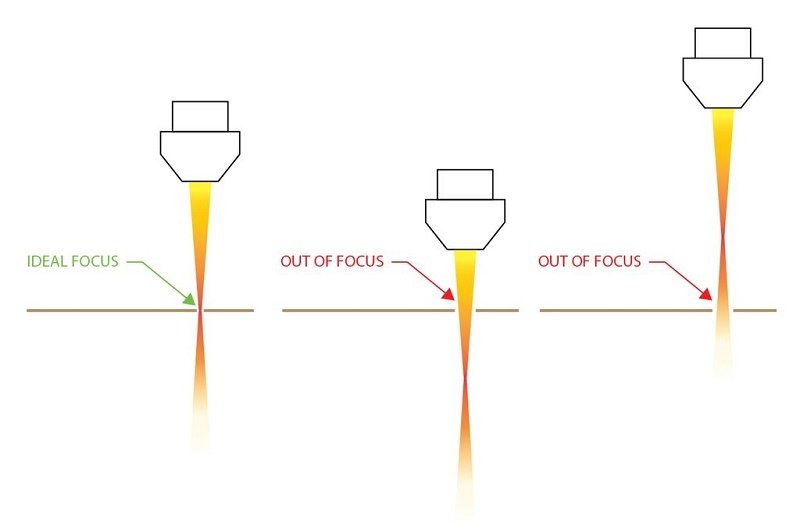
Posição de foco
Em aplicações práticas, a altura do foco varia de acordo com o material e a máquina de corte.
Seleção da posição do foco
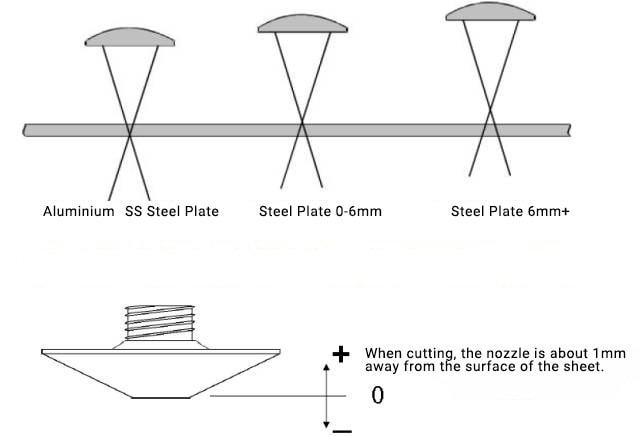
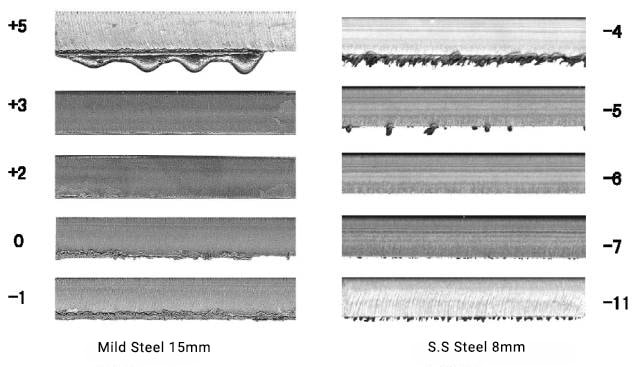
No corte a laser, a posição do foco do laser afeta muito a qualidade do acabamento da superfície das peças cortadas, e diferentes materiais têm diferentes requisitos de foco.
Por exemplo, ao cortar aço carbono, o foco deve estar na superfície superior da chapa; quando corte de aço inoxidávelAo cortar liga de alumínio, o foco deve estar próximo à superfície inferior da placa.
No caso do corte de uma amostra de aço inoxidável de 2 mm, conforme mostrado na figura abaixo, a posição do foco deve estar cerca de 0,8 a 1,2 mm abaixo da superfície da placa.
Fig. Amostra de corte a laser
Durante o processo de corte, a superfície irregular do material pode causar alterações na posição focal do laser, afetando assim a qualidade do corte.
Para resolver esse problema, um sensor capacitivo altamente sensível é colocado no cabeçote de corte para fornecer feedback em tempo real sobre a distância entre o bocal e o painel para o Sistema CNC.
Com base nesse feedback, a altura do cabeçote de corte é ajustada em tempo real por meio de um mecanismo de transmissão, criando um sistema de controle de circuito fechado com alta resposta dinâmica que ajuda a evitar defeitos causados por alterações na posição do foco durante a operação. corte de chapas.
Potência e velocidade de corte a laser
A potência do laser é um parâmetro crítico que influencia significativamente a espessura do corte, a velocidade, a largura do corte e a qualidade geral das operações de corte a laser. Em geral, uma potência de laser mais alta permite o corte de materiais mais espessos em velocidades mais rápidas. Entretanto, a relação entre essas variáveis é mais sutil e exige uma otimização cuidadosa.
Para cada combinação de espessura do material e velocidade de corte, existe uma faixa ideal de potência do laser que minimiza a rugosidade da superfície e maximiza a qualidade do corte. O desvio dessa faixa ideal leva ao aumento da rugosidade da superfície, à redução da eficiência do processamento e ao aumento dos custos operacionais. A potência excessiva pode causar queima ou problemas na zona afetada pelo calor (HAZ), enquanto a potência insuficiente pode resultar em cortes incompletos ou maior formação de escória.
É fundamental observar que, quando a potência do laser e a pressão do gás de assistência são mantidas constantes, a velocidade de corte e a largura do corte apresentam uma relação inversa não linear. À medida que a velocidade de corte aumenta, a largura do corte diminui e vice-versa. Essa relação é essencial para obter um controle dimensional preciso em peças cortadas a laser.
A correlação entre a velocidade de corte e a rugosidade da superfície da borda de corte segue uma curva parabólica. A partir do zero, o aumento da velocidade de corte reduz inicialmente a rugosidade da superfície. Essa melhora continua até atingir a velocidade ideal, em que a rugosidade da superfície é minimizada. Além desse ponto, outros aumentos de velocidade levam a cortes incompletos e à deterioração da qualidade da superfície.
Os modernos sistemas de corte a laser CNC empregam algoritmos de controle adaptativo para ajustar dinamicamente a potência do laser com base na velocidade e na geometria do corte. Por exemplo, ao negociar pequenos raios ou cantos agudos em que a velocidade de corte deve ser reduzida, o sistema diminui automaticamente a potência do laser para manter a entrada de energia ideal e evitar superaquecimento ou largura de corte excessiva.
Esse controle de potência adaptável é particularmente crucial para obter alta precisão e excelente qualidade de borda em peças complexas com tamanhos de recursos variados. Ele permite uma qualidade de corte consistente em seções retas, curvas e detalhes intrincados sem intervenção manual.
Compreender e otimizar esses parâmetros inter-relacionados - potência do laser, velocidade de corte, espessura do material e dinâmica do gás de assistência - é essencial para realizar operações de corte a laser econômicas e de alta qualidade em uma ampla gama de materiais e aplicações.
Como novato na área de corte a laser, você se sente sobrecarregado durante o processo? Pode ser confuso fazer experimentos com diferentes placas, gases, pressões de ar e potências e ainda assim não obter os resultados desejados.
Você já se perguntou como escolher o gás auxiliar correto e quais fatores afetam a qualidade do corte? Qual gás auxiliar deve ser usado para diferentes materiais? Como a pressão do gás auxiliar é controlada e qual é o requisito para sua pureza?
É importante entender a função do gás auxiliar no corte a laser. Ele é usado para soprar a escória no processo de corteA superfície do material que está sendo processado é resfriada para reduzir a zona afetada pelo calor, a lente protetora é resfriada para evitar contaminação e, em alguns casos, protege o metal de base.
Tipos e características do gás auxiliar
Os gases auxiliares comumente usados em corte a laser são nitrogênio, oxigênio e ar.
O gás auxiliar é crucial no corte a laser, pois ajuda a remover o material derretido e vaporizado do corte e também sopra a fumaça gerada durante o processo de corte, reduzindo qualquer obstáculo ao processo de corte.
Os requisitos de pressão e vazão do gás auxiliar variam de acordo com a espessura e o tipo de material que está sendo cortado.
Ao cortar chapas de aço de baixo carbono, o oxigênio é normalmente usado. O objetivo do uso de oxigênio no corte de aço carbono é inflamar e remover o material derretido.
Como novato na área de corte a laser, você sempre encontra dificuldades durante o processo de corte a laser? Apesar de experimentar várias placas, gases, pressões de ar e potências, talvez você ainda não tenha certeza da combinação ideal.
Para escolher o melhor gás auxiliar, é essencial entender sua função e os fatores que afetam a qualidade do corte, como pressão e fluxo, bem como a pureza do gás.
Para cortar chapas de aço de baixo carbono, o oxigênio é normalmente usado. A função do oxigênio no processo de corte é abastecer e remover o material fundido.
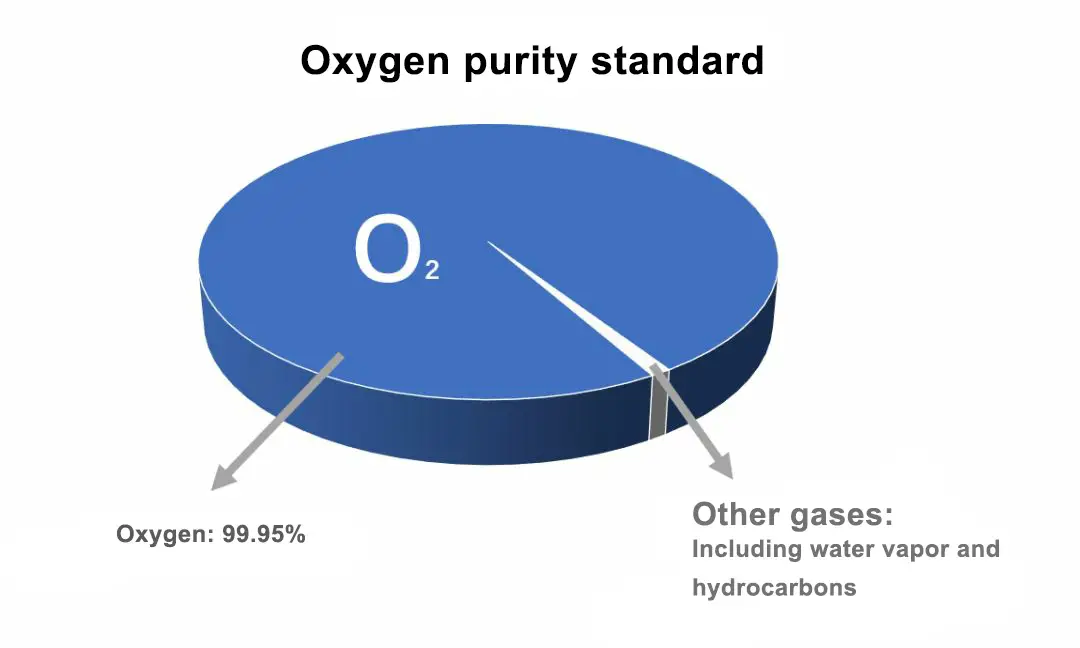
A pureza do oxigênio deve ser superior a 99,5%, sendo que uma pureza maior resulta em uma superfície de corte mais brilhante.
No entanto, impurezas como a água podem ter um impacto significativo na qualidade de corte da chapa. Se a pureza do oxigênio não for alta o suficiente ou se as peças tiverem requisitos de qualidade de superfície mais altos, pode ser necessário melhorar a pureza por meio de secagem com oxigênio ou outros métodos.
O nitrogênio é normalmente usado para cortar aço inoxidável aço e liga de alumínio materiais. O papel do nitrogênio é eliminar a oxidação e remover o derretimento.
A pressão do nitrogênio aumenta com a espessura da placa.
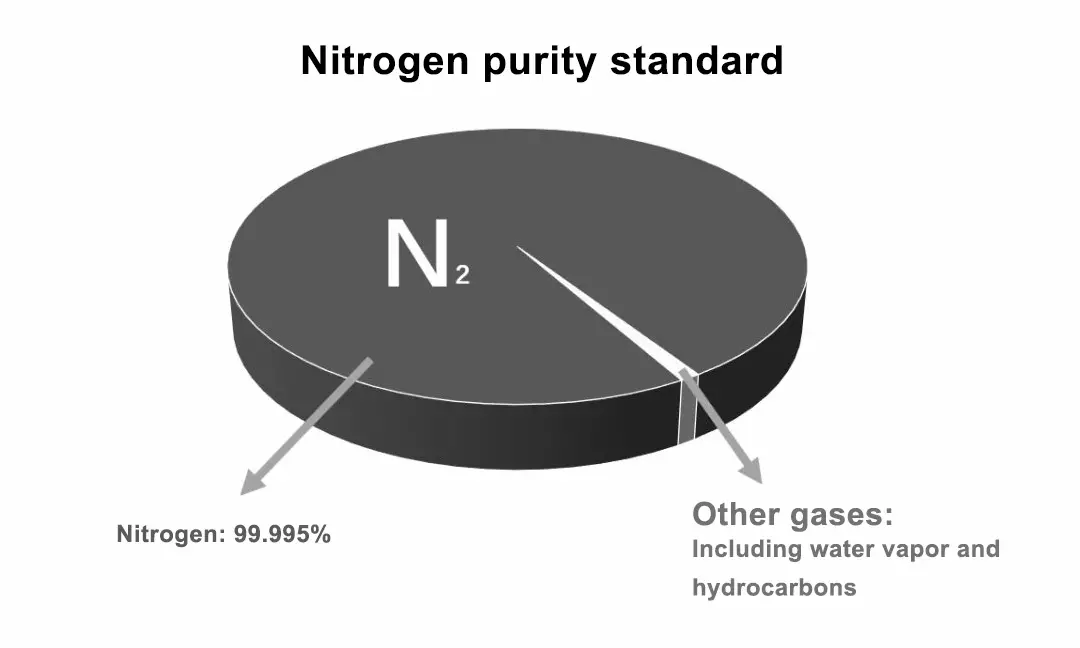
Para cortar aço inoxidável, a pureza do nitrogênio deve ser superior a 99,999%. O nitrogênio de baixa pureza pode resultar em amarelamento da superfície de corte e diminuição do brilho.
Uma amostra na figura de corte a laser foi cortada com nitrogênio líquido de alta pureza (99,99%), com uma pressão de gás de 0,8 a 1,0 MPa.
Padrão de pureza do gás auxiliar
O uso de gases auxiliares correspondentes é necessário para o processamento a laser de diferentes materiais.
As impurezas no gás auxiliar podem ter efeitos prejudiciais sobre a lente, resultando em flutuações na potência de corte e inconsistências nas superfícies de corte frontal e traseira.
Padrão de pressão do gás auxiliar
A quantidade de pressão de ar que pode ser usada para vários tipos de gases auxiliares é diferente. Com base nas características do gás, como inflamabilidade e combustão, a experiência tem mostrado que o gás auxiliar pode evitar que a escória retorne durante o processo de corte, protegendo assim as lentes internas do cabeçote do laser.
Em outras palavras, com a mesma potência de processamento, material e espessura de chapa, quanto maior a pressão do gás, mais fumaça e poeira podem ser sopradas na velocidade da unidade.
Portanto, um valor mais alto de pressão de ar resulta em um velocidade de corte a laserPor isso, o nitrogênio é usado para cortar chapas finas.
Pode-se concluir que a regra geral para a velocidade de corte de chapas finas é: Oxigênio < Ar < Nitrogênio. Essa regra pode ser usada como ponto de partida para a seleção de gases auxiliares por usuários iniciantes.
Observação: A regra geral acima não se aplica ao corte a laser de chapas grossas. O tipo de gás de corte usado deve ser selecionado com base nas características individuais da chapa.
Depois de ler isso, você deve ter uma compreensão básica das características dos três gases auxiliares. Vamos dar uma olhada mais de perto.
Oxigênio
O oxigênio é usado principalmente para cortar aço carbono. O calor da reação do oxigênio é usado para aumentar a eficiência do corte, mas o filme de óxido resultante aumenta o fator de absorção espectral do feixe do material refletivo.
Isso faz com que a extremidade da fenda pareça preta ou amarela escura.
O oxigênio é usado principalmente para cortar aço laminado, aço laminado para estruturas de soldagem, aço carbono para construção mecânica, chapas de alta tensão, chapas para ferramentas, aço inoxidável, chapas de aço galvanizado, cobre, ligas de cobre etc.
O requisito de pureza do oxigênio é geralmente 99,95% ou superior. Sua principal função é ajudar a queimar e soprar a massa fundida cortada.
A pressão e a vazão necessárias são diferentes e são determinadas pelo tamanho do modelo do bocal e pela espessura do material de corte. Em geral, a pressão necessária é de 0,3-1Mpa, e a taxa de fluxo varia de acordo com a espessura do material de corte. material de corte.
Por exemplo, ao cortar aço carbono de 22 mm, a taxa de fluxo deve ser de 10 m3/h, incluindo o oxigênio de proteção do bocal duplo.
Nitrogênio
Alguns metais exigem o uso de nitrogênio para evitar a oxidação durante o corte e para manter a qualidade da superfície de corte. Isso resulta em uma face final esbranquiçada da fenda e em uma alta resistência à soldagem, manchas e corrosão.
O principal materiais que podem ser cortados Os produtos que utilizam nitrogênio são aço inoxidável, aço revestido, latão, alumínio e ligas de alumínio. O objetivo do uso do nitrogênio é evitar a oxidação e soprar a fusão.
Para um corte de alta qualidade, é necessária uma alta pureza de nitrogênio (99,999% é frequentemente exigido para aço inoxidável com espessura de 8 mm ou mais). O requisito de pressão é relativamente alto, geralmente em torno de 1,5 MPa. Para aço inoxidável mais espesso (12 mm ou mais, até 25 mm), pode ser necessária uma pressão de 2 MPa ou mais.
A taxa de fluxo de nitrogênio varia de acordo com o tipo de bocal usado, mas geralmente é bastante alta. Por exemplo, o corte de aço inoxidável de 12 mm requer uma taxa de fluxo de 150 m3/h, enquanto o corte de aço inoxidável de 3 mm requer apenas 50 m3/h.
Air
O uso do ar como gás auxiliar no processamento a laser é econômico, pois pode ser obtido diretamente de um compressor de ar. Embora contenha oxigênio 20%, a eficiência de corte é baixa em comparação com o oxigênio e é semelhante à do nitrogênio.
Um traço de película de óxido pode aparecer na superfície do corte, mas também pode ajudar a evitar que o revestimento caia. A extremidade do corte tem uma aparência amarelada.
Usado principalmente para cortar materiais como alumínio, cobre inoxidável, latão, chapas de aço galvanizadas e não-metais. No entanto, quando são necessários produtos de alta qualidade, o ar não é adequado para corte de alumínioNão é permitido o uso de materiais como aço inoxidável, liga de alumínio e aço inoxidável, pois isso oxidará o material de base.
A seleção do gás auxiliar depende do custo do corte e dos requisitos do produto. Por exemplo, ao cortar aço inoxidável para produtos de baixa qualidade que passarão por processamento adicional, o ar pode ser usado para reduzir o custo.
Por outro lado, quando o produto cortado é o produto final, um gás de proteção, como o nitrogênio, deve ser usado, como em produtos artesanais.
Portanto, é necessário escolher o gás auxiliar com base nas características do produto no processo de corte.
Usando um feixe de laser de alta densidade de energia para aquecer a peça de trabalho, a temperatura aumenta rapidamente e atinge o ponto de ebulição do material em um tempo muito curto, fazendo com que o material vaporize e forme vapor.
Esse vapor de movimento rápido cria uma incisão no material e, ao mesmo tempo, evapora.
O calor de vaporização dos materiais é geralmente alto, exigindo uma grande quantidade de energia e alta densidade de energia para a vaporização a laser.
Essa técnica é usada para cortar materiais metálicos finos e materiais não metálicos.materiais metálicos como papel, tecido, madeira, plástico e borracha.
Durante o processo de vaporização, o vapor leva embora o material derretido e os detritos, formando um buraco.
Cerca de 40% do material é dissolvido em vapor, enquanto 60% é expelido na forma de gotículas pelo fluxo durante o processo de vaporização.
Corte por fusão a laser
Quando a densidade de potência do feixe de laser de entrada excede um determinado limite, o material no ponto de irradiação do feixe começa a evaporar e a formar um buraco. O buraco absorve toda a energia do feixe de entrada, agindo como um corpo negro.
Os furos são cercados por paredes de metal fundido, e o fluxo de ar auxiliar, ao longo do eixo do feixe, leva embora o material fundido ao redor do furo.
À medida que a peça de trabalho se move, o furo é sincronizado horizontalmente, formando um corte na direção do corte. O feixe de laser continua a irradiar ao longo da borda da costura, fazendo com que o material de fusão seja soprado contínua ou periodicamente através das rachaduras.
O corte por fusão a laser não exige a vaporização total do metal, usando apenas 1/10 da energia necessária para a vaporização.
Esse método é usado principalmente para cortar materiais não oxidáveis ou metais ativos, como aço inoxidável, titânio, alumínio e ligas.
Corte de oxigênio a laser
O princípio do corte a laser com oxigênio é semelhante ao do corte com oxiacetileno. Ele utiliza o laser como fonte de pré-aquecimento e emprega oxigênio e outros gases ativos como gás de corte.
Por um lado, o gás reage com o metal que está sendo cortado e provoca uma reação de oxidação, liberando uma quantidade significativa de calor.
Por outro lado, o óxido fundido e o metal fundido são expelidos da área de reação, formando um corte no metal.
Devido à alta quantidade de calor gerada durante a reação de oxidação, o corte a laser com oxigênio requer apenas metade da energia necessária para o corte por fusão e tem uma velocidade de corte mais rápida em comparação com o corte por vaporização a laser e o corte por fusão.
Esse método é usado principalmente para cortar aço carbono, aço titânio, aço tratado termicamente e outros materiais metálicos facilmente oxidados.
O processo de corte a laser com oxigênio pode ser descrito da seguinte forma:
A superfície do material é rapidamente aquecida até o ponto de ignição sob a irradiação do feixe de laser, e a intensa reação de combustão com o oxigênio libera uma grande quantidade de calor. Esse calor forma um pequeno orifício cheio de vapor, cercado por paredes de metal fundido.
O material de combustão se transforma em escória para regular a taxa de combustão do oxigênio e do metal, e a velocidade de difusão do oxigênio através da escória até a frente de ignição tem um impacto significativo na velocidade de combustão. Quanto maior for a taxa de fluxo de oxigênio, mais rápida será a reação de combustão e a remoção da escória. No entanto, uma alta taxa de fluxo de oxigênio nem sempre é melhor, pois pode levar ao resfriamento rápido do óxido de metal, reduzindo a qualidade do corte.
No processo de fusão por oxidação, há duas fontes de calor: a irradiação a laser e a energia térmica produzida pela reação química do oxigênio e dos metais. Estima-se que 60% da energia total necessária para o corte seja liberada como calor durante a oxidação do aço. Portanto, o oxigênio é mais eficaz como gás auxiliar, proporcionando uma velocidade de corte maior em comparação com os gases inertes.
Durante a fusão por oxidação e o corte com duas fontes de calor, se a taxa de combustão do oxigênio for maior do que a do feixe de laser, o corte parecerá largo e áspero. Entretanto, se o feixe de laser se mover mais rápido do que o oxigênio, o corte será estreito e suave.
Corte de fraturamento controlado
Para materiais frágeis que são propensos a danos causados pelo calor, o corte por meio do aquecimento do feixe de laser com alta velocidade e controle é conhecido como corte com fratura controlada.
O principal aspecto desse processo de corte é que o feixe de laser aquece uma pequena área do material frágil, levando a um grande gradiente térmico e a uma deformação mecânica significativa na região, causando rachaduras no material.
Desde que o gradiente de aquecimento seja mantido em equilíbrio, o feixe de laser pode guiar as rachaduras em qualquer direção desejada.
É importante observar que esse tipo de corte não é adequado para cortar ângulos ou cantos agudos. Também é um desafio obter sucesso ao cortar uma forma grande e fechada.
A velocidade de corte do corte com fratura controlada é rápida e não exige potência excessiva, caso contrário, fará com que a superfície da peça derreta e quebre a borda de corte.
Os principais parâmetros de controle são a potência do laser e o tamanho do ponto.
Em comparação com outros métodos de corte térmico, o corte a laser se destaca por sua alta velocidade de corte e qualidade superior.
Especificamente, os seguintes aspectos podem ser resumidos:
(1) Boa qualidade de corte
O corte a laser proporciona melhor qualidade de corte devido ao seu pequeno ponto de laser, alta densidade de energia e velocidade de corte rápida.
O feixe de laser é focado em um pequeno ponto, resultando em uma alta densidade de potência no ponto focal.
A entrada de calor do feixe é significativamente maior do que a refletida, transmitida ou difundida pelo material.
Isso leva ao rápido aquecimento e à vaporização do material, criando um poro por meio da evaporação.
Com o movimento linear relativo do feixe e do material, o furo é continuamente formado em uma fenda estreita.
A borda de corte é muito pouco afetada pelo calor, e não há deformação da peça de trabalho.
No processo de corte, é adicionado o gás auxiliar adequado ao material cortado.
Quando o aço é cortado, o oxigênio é usado como gás auxiliar e o metal fundido para produzir material de oxidação de reação química exotérmica, ao mesmo tempo em que ajuda a soprar a escória na fenda.
Ao cortar plásticos, como o polipropileno, é usado ar comprimido.
Ao cortar materiais inflamáveis, como algodão e papel, o gás inerte é usado.
O gás auxiliar que entra no bocal também pode resfriar a lente de foco, evitando que a poeira entre no assento da lente para contaminar a lente e causar superaquecimento.
A maioria dos materiais orgânicos e inorgânicos pode ser cortada a laser.
O setor de processamento de metais pesados, que significa muito para o sistema de fabricação industrial, muitos materiais metálicos, independentemente de sua dureza, podem ser cortados sem deformação.
É claro que os materiais de alta refletância, como ouro, prata, cobre e alumínio, também são bons condutores de transferência de calor, de modo que o corte a laser é difícil e não pode nem mesmo ser cortado.
Corte a laser sem rebarbas e rugas. É de alta precisão, melhor do que corte a plasma.
Para muitos setores de manufatura mecânica e elétrica, devido ao moderno sistema de corte a laser controlado pelo programa do microcomputador, é possível cortar facilmente peças de trabalho em diferentes formas e tamanhos, o que geralmente é preferível a apagamentoprocesso de formação de molde;
Embora sua velocidade de processamento ainda seja mais lenta do que a do punção, não há consumo de molde, não há necessidade de reparar o molde e também economiza o tempo de substituição do molde, economizando assim o custo de processamento e reduzindo o custo de produção. Portanto, é muito mais econômico em geral.
A incisão de corte a laser é estreita, as fendas são paralelas e perpendiculares à superfície e a precisão dimensional das peças de corte pode chegar a ±0,05 mm.
A superfície de corte é lisa e bonita, a rugosidade da superfície é de apenas algumas dezenas de micrômetros, e até mesmo o corte a laser pode ser usado como último processo. Não é necessária usinagem, e as peças podem ser usadas diretamente.
③ Após o corte a laser, a largura da zona afetada pelo calor é pequena, o desempenho do material próximo à fenda quase não é afetado e a deformação da peça de trabalho é pequena, a precisão do corte é alta, a geometria da fenda é boa e a forma da seção transversal da fenda é retangular relativamente regular.
A comparação dos métodos de corte a laser, corte oxiacetilênico e corte a plasma é mostrada em Tabela 1.
O material de corte é uma chapa de aço de baixo carbono com 6,2 mm de espessura.
Tabela 1: corte a laser vs. corte oxiacetilênico vs. corte a plasma
Devido às suas características de transmissão, as máquinas de corte a laser normalmente apresentam várias mesas de trabalho de controle numérico, o que permite o controle numérico total do processo de corte.
Durante a operação, diferentes formas de peças podem ser cortadas simplesmente alterando o programa de controle numérico. Isso permite o corte bidimensional e tridimensional.
(3) Velocidade de corte rápida
Corte de um carbono baixo de 2 mm chapa de aço com uma máquina de corte a laser de fibra de 1200 W pode resultar em uma velocidade de corte de 600 cm/min.
Ao cortar uma placa de resina de polipropileno de 5 mm, a velocidade de corte pode chegar a 1.200 cm/min.
O material não precisa ser preso ou fixado durante o corte a laser, o que economiza tempo na preparação da fixação e no processo de carga e descarga.
(4) Corte sem contato
O feixe de laser é focalizado para criar um ponto de energia altamente concentrado, o que apresenta várias vantagens importantes para aplicações de corte.
Primeiro, o feixe de laser pode ser transformado em energia térmica intensa em uma área muito pequena, resultando em
(1) uma fenda estreita e reta;
(2) uma zona de impacto térmico mínimo perto da borda de corte;
(3) deformação local mínima.
Em segundo lugar, o feixe de laser opera sem contato físico com a peça de trabalho, o que o torna um sistema sem contato ferramenta de corte, oferecendo os benefícios de:
(1) nenhuma deformação mecânica da peça de trabalho;
(2) não há problemas de desgaste ou quebra de ferramentas;
(3) a capacidade de cortar qualquer material, independentemente de sua dureza.
Por fim, o feixe de laser é altamente controlável e flexível, o que leva a:
(1) facilidade de integração com equipamentos de automação, o que simplifica a automatização do processo de corte;
(2) capacidade ilimitada de repetir cortes na mesma peça de trabalho;
(3) a capacidade de otimizar o uso de material organizando cortes em toda a chapa com a ajuda de um computador.
Os materiais que podem ser cortados com uma máquina de corte a laser incluem compostos de matriz metálica, couro, madeira e fibra.
Entretanto, cada material apresenta diferentes níveis de adaptabilidade ao corte a laser devido às suas propriedades termofísicas exclusivas e às taxas de absorção da luz do laser.
O desempenho do corte a laser de diferentes materiais usando uma fonte de laser de CO2 é ilustrado na tabela a seguir.
A maioria dos materiais pode ser cortada com um laser de pequena potência. Como esses materiais são inflamáveis, a superfície cortada é facilmente carbonizada. O ácido acrílico e o politetrafluoretileno não são facilmente carbonizados. Geralmente, o nitrogênio ou o ar seco podem ser usados como gás auxiliar.
O vidro, a cerâmica, a porcelana etc. são propensos a rachaduras durante ou após o processamento, e o vidro de quartzo com espessura inferior a 2 mm tem boas propriedades de corte.
Cerâmica, vidro de quartzo, amianto, mica, porcelana
Pequena expansão térmica
(6) Adaptabilidade e flexibilidade
Em comparação com outros métodos tradicionais de usinagem, o corte a laser tem maior versatilidade.
Em primeiro lugar, outros métodos de corte térmico não conseguem cortar em uma área tão pequena quanto o feixe de laser, o que resulta em cortes mais largos, zonas afetadas pelo calor maiores e deformações significativas.
Em segundo lugar, os lasers podem cortar materiais não metálicos, o que não é possível com outros métodos de corte a quente.
Análise de materiais de corte a laser
Efeito de corte a laser de fibra
Aço estrutural
O corte com a ajuda de oxigênio resulta em melhores resultados para o material.
Quando o oxigênio é utilizado como gás de processamento, ocorre uma leve oxidação na borda de corte. Para placas com espessura de até 4 mm, o corte de alta pressão pode ser realizado com nitrogênio, o que não resulta em oxidação da borda de corte.
Para placas com espessura superior a 10 mm, o uso de uma placa especial em conjunto com o laser e a aplicação de óleo na superfície da peça de trabalho podem melhorar a qualidade do corte.
Aço inoxidável
O oxigênio pode ser usado quando a oxidação na borda de corte é aceitável. O uso de nitrogênio resulta em uma borda de corte não oxidada, sem rebarbas que não exijam processamento adicional.
A aplicação de uma película de óleo de revestimento na superfície da chapa pode melhorar o efeito de perfuração sem sacrificar a qualidade do processamento.
Alumínio
O alumínio, apesar de sua alta refletividade e condutividade térmica, pode ser cortado com uma espessura inferior a 6 mm, dependendo do tipo de liga e da capacidade do gerador de laser.
Ao cortar com oxigênio, a superfície de corte é áspera e dura. O uso do nitrogênio resulta em uma superfície de corte lisa.
O alumínio puro é difícil de cortar devido ao seu alto nível de pureza.
Somente quando o sistema é equipado com um dispositivo de "absorção reflexiva" é que o alumínio pode ser cortado, pois, sem ele, o componente óptico será danificado pela reflexão.
Titânio
As placas de titânio são cortadas usando argônio e nitrogênio como gases de processamento. Os outros parâmetros de corte podem ser comparados aos utilizados para o aço níquel-cromo.
Cobre e latão
Tanto o latão quanto o cobre têm alta refletividade e excelente condutividade térmica. As placas de latão com espessura de 1 mm podem ser cortadas usando nitrogênio como gás de processamento.
As placas de cobre com espessura inferior a 2 mm podem ser cortadas usando oxigênio como gás de processamento.
No entanto, é essencial ter um dispositivo de "absorção reflexiva" instalado no sistema, caso contrário, a reflexão causará danos aos componentes ópticos.
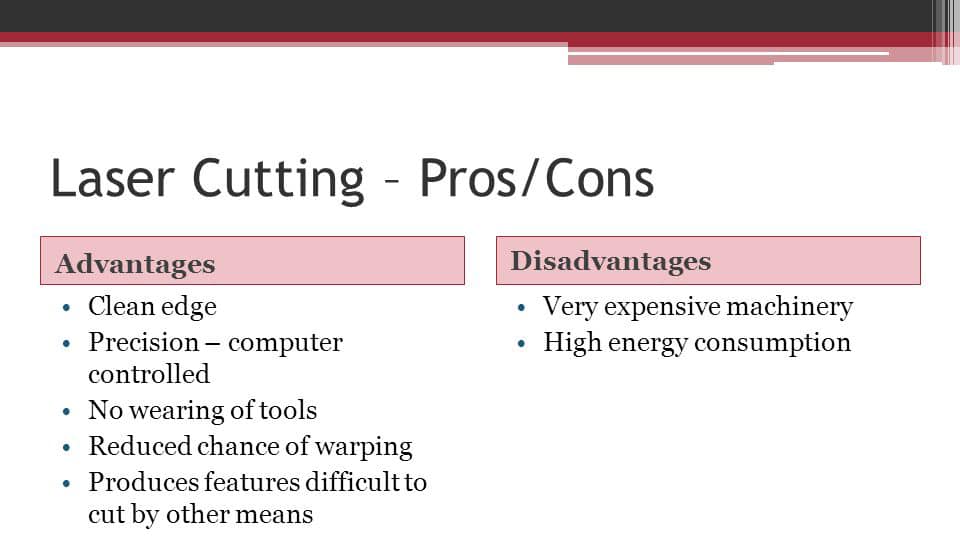
Vantagens e desvantagens do corte a laser de fibra em comparação com outros métodos de corte
Em comparação com outros métodos de corte térmico, o corte a laser se destaca por sua velocidade de corte rápida e cortes de alta qualidade. Algumas de suas principais vantagens incluem:
Excelente qualidade de corte:
O corte a laser tem uma largura de incisão estreita (normalmente de 0,1 a 0,5 mm), alta precisão (com um furo distância do centro de 0,1-0,4 mm e um erro de tamanho de perfil de 0,1-0,5 mm) e uma rugosidade de superfície suave (com um valor Ra de 12,5-25μm). Normalmente, as costuras cortadas não requerem processamento adicional antes da soldagem.
Velocidade de corte rápida:
Por exemplo, um cortador a laser de 2KW pode cortar aço carbono de 8 mm de espessura a uma velocidade de 1,6 m/min e aço inoxidável de 2 mm de espessura a uma velocidade de 3,5 m/min, com o mínimo de influência térmica e deformação.
Limpo, seguro e ecologicamente correto:
O corte a laser melhora o ambiente de trabalho dos operadores, pois é limpo, seguro e não gera poluição.
Devido ao seu pequeno ponto de luz laser e à alta densidade de energia, o corte a laser pode alcançar melhor qualidade de corte.
(1) As incisões de corte a laser são estreitas, com bordas de corte paralelas e perpendiculares à superfície, e a precisão do tamanho das peças cortadas pode chegar a + 0,05 mm.
(2) A superfície de corte é limpa e lisa, com uma rugosidade superficial de apenas algumas dezenas de mícrons. Em alguns casos, o corte a laser pode até ser usado como a etapa final, permitindo que as peças sejam usadas diretamente sem usinagem adicional.
(3) Após o corte a laser, a área afetada pelo calor é muito pequena, e as propriedades do material próximo ao corte não são afetadas. Além disso, a deformação da peça de trabalho é mínima, resultando em alta precisão de corte e um formato retangular regular na seção transversal do corte.
(2) Alta eficiência de corte.
Devido à características do laser Na transmissão, as máquinas de corte a laser normalmente apresentam várias estações de trabalho CNC, permitindo que todo o processo de corte seja realizado somente com o CNC.
Na operação, peças com formatos diferentes podem ser cortadas simplesmente alterando o programa NC, e tanto o corte 2D quanto o 3D podem ser realizados.
(3) Velocidade de corte rápida.
A velocidade de corte para aço doce de 2 mm com um cortador a laser de 1200 W pode chegar a 600 cm/min, enquanto para uma placa de resina de polipropileno de 5 mm, a velocidade de corte pode chegar a 1200 cm/min.
O material não precisa ser fixado no corte a laser, o que não apenas economiza ferramentas, mas também reduz o tempo necessário para carregar e descarregar materiais.
(4) Corte sem contato.
No corte a laser, a tocha de corte não entra em contato com a peça de trabalho e não há desgaste da ferramenta. Não é necessário substituir o "cortador" para usinar peças com formatos diferentes.
A única mudança necessária é nos parâmetros de saída do laser. Além disso, o processo de corte a laser tem baixo nível de ruído, baixa vibração e não causa poluição.
(5) Inúmeras variedades de materiais de corte.
Comparado ao corte com oxiacetileno e plasma, o corte a laser é capaz de cortar uma variedade maior de materiais, incluindo metais, não metais, compostos de matriz metálica e não metálica, couro, madeira e fibras.
No entanto, a adequação do corte a laser para esses materiais varia devido às suas propriedades térmicas e físicas distintas, bem como às diferentes taxas de absorção do laser.
Desvantagens do corte a laser:
Devido a limitações na potência do laser e no tamanho do equipamento, os cortadores a laser são limitados em sua capacidade de cortar materiais mais espessos como chapas e tubos.
À medida que a espessura da peça de trabalho aumenta, a velocidade de corte diminui significativamente.
Além disso, o equipamento de corte a laser é caro, resultando em um alto investimento inicial.
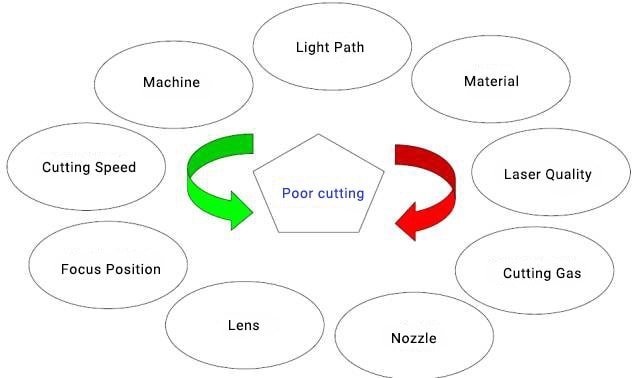
Como medir a qualidade do corte a laser
A tecnologia de corte a laser revolucionou a fabricação de metais, oferecendo uma alternativa de alta precisão aos métodos de corte convencionais. Com sua velocidade de corte superior e qualidade de borda excepcional, o corte a laser se tornou indispensável nos processos de fabricação modernos.
Nos últimos anos, o advento das máquinas de corte a laser de fibra aumentou ainda mais a eficiência e a versatilidade das operações de corte a laser de metal. Esses sistemas oferecem melhor qualidade de feixe, maior potência de saída e requisitos de manutenção reduzidos em comparação com seus equivalentes de CO2.
Avaliar a qualidade de um cortador a laser é fundamental para garantir o desempenho ideal e a qualidade do produto. A qualidade de corte da máquina serve como um indicador primário de suas capacidades gerais. Com base na ampla experiência e nas práticas recomendadas do setor, identificamos nove critérios principais que os clientes podem usar para avaliar as máquinas de corte a laser de forma eficaz. Esses padrões de referência fornecem uma estrutura abrangente para avaliar o desempenho da máquina, a qualidade da borda e a precisão geral do corte.
Limpeza da lente Verifique se a lente de focalização está limpa e sem detritos, poeira ou resíduos. Uma lente contaminada pode dispersar o feixe de laser, reduzindo a precisão e a qualidade do corte.
Alinhamento do feixe de laser Verifique se o feixe de laser está precisamente centralizado no bocal. O alinhamento adequado é fundamental para obter uma qualidade de corte consistente e minimizar a formação de impurezas.
Precisão da distância focal Confirme se a posição real da distância focal corresponde exatamente à posição indicada na escala de distância focal. As discrepâncias podem levar a um foco de feixe abaixo do ideal e comprometer a qualidade do corte.
Fatores de parâmetro
Posição focal em relação à superfície da chapa Otimize a posição do ponto focal em relação à superfície do material. O ponto focal ideal varia de acordo com o tipo e a espessura do material, afetando significativamente a qualidade do corte e a largura do corte.
Velocidade de corte Ajuste a velocidade de corte para equilibrar a produtividade com a qualidade do corte. Uma velocidade excessiva pode resultar em cortes incompletos ou bordas ásperas, enquanto velocidades muito lentas podem causar entrada excessiva de calor e cortes mais largos.
Pressão do gás auxiliar Faça o ajuste fino da pressão do gás auxiliar de corte com base no tipo e na espessura do material. A pressão adequada do gás ajuda a expulsar o material fundido, evita a formação de escória e resfria a borda de corte.
Potência do laser Calibre a potência de saída do laser para que corresponda às propriedades e à espessura do material. A potência insuficiente leva a cortes incompletos, enquanto a potência excessiva pode causar cortes mais largos e aumento das zonas afetadas pelo calor.
Ao otimizar sistematicamente esses fatores de hardware e parâmetros, você pode melhorar significativamente a qualidade do corte a laser, obtendo cortes mais limpos, melhor acabamento das bordas e maior precisão geral nos processos de fabricação de metais.
Aplicações de corte a laser
A maioria das máquinas de corte a laser é controlada por programas CNC ou integrada a robôs de corte. Como um método de usinagem de ponta, o corte a laser pode cortar uma ampla variedade de materiais, incluindo o corte 2D ou 3D de materiais finos chapas metálicas.
No setor de fabricação de automóveis, a tecnologia de corte a laser é amplamente usada para cortar chapas de carroceria complexas e várias peças curvas, como janelas de teto de automóveis.
Por exemplo, a Volkswagen AG usa um laser de 500 W para cortar esses componentes. No setor aeroespacial, a tecnologia de corte a laser é usada principalmente para cortar materiais especiais de aviação, como ligas de titânio, ligas de alumínio, ligas de níquel, ligas de cromo, aço inoxidável, óxido de cério, materiais compostos, plásticos, cerâmica e quartzo.
Os componentes aeroespaciais processados por corte a laser incluem tubos de chama de motores, ligas de titânio de paredes finas, estruturas de aeronaves, liga de titânio peles, long sterns de asas, laterais de cauda, rotores principais de helicópteros e telhas de isolamento térmico de cerâmica do ônibus espacial.
O corte a laser também é amplamente utilizado no setor de materiais não metálicos. Ele pode cortar materiais duros e quebradiços, como nitreto de silício, cerâmica e quartzo, bem como materiais flexíveis, como tecido, papel, folhas de plástico e borracha.
Por exemplo, o corte a laser pode ser usado no setor de vestuário para economizar de 10% a 12% de material e aumentar a eficácia em mais de três vezes.
Os produtos adequados para o corte a laser podem ser classificados em três categorias:
Chapas metálicas que não são adequadas para a fabricação de moldes do ponto de vista técnico e econômico, especialmente peças com formas de contorno complexas, lotes pequenos e espessura geral, como aço de baixo carbono de 12 mm e aço inoxidável de 6 mm, para economizar nos custos de fabricação de moldes e reduzir o tempo. Alguns produtos típicos que foram adotados incluem peças estruturais de elevadores automáticos, painéis de elevadores, coberturas de maquinário e de maquinário de alimentos, vários gabinetes de gás elétrico, painéis de distribuição, peças de maquinário têxtil, peças estruturais de maquinário de construção e motores de grande porte chapas de aço silício.
Aço inoxidável (geralmente com 3 mm de espessura) usado para decoração, propaganda, setor de serviços ou padrões, marcações e fontes de materiais não metálicos (geralmente com 20 mm de espessura). Os exemplos incluem padrões de álbuns de fotos artísticas, fontes chinesas e inglesas de empresas, placas de hotéis, lojas, estações, píeres e locais públicos.
Peças especiais que exigem corte uniforme. As peças típicas mais utilizadas são as placas de corte e vinco usadas no setor de embalagens e impressão. Uma ranhura com largura de 0,7 a 0,8 mm deve ser cortada em uma placa de madeira de 20 mm de espessura e uma lâmina deve ser inserida na ranhura. A placa é então instalada em uma máquina de corte e vinco para cortar uma variedade de caixas gráficas impressas. Outra aplicação são os tubos com costura de tela de óleo. Para evitar que os sedimentos entrem na bomba, uma fenda uniforme de 0,3 mm de largura deve ser cortada em um tubo de madeira de 20 mm de espessura. liga de aço tubo com espessura de 6 a 9 mm. O diâmetro do furo no ponto de corte inicial não pode exceder 0,3 mm, o que dificulta o processo de corte, mas ainda é amplamente adotado por muitas fábricas.
Os avanços recentes na tecnologia de corte a laser incluem:
Usar sistemas de corte a laser 3D ou robôs industriais para cortar curvas espaciais e desenvolver vários softwares de corte 3D para agilizar o processo, desde o desenho até o corte das peças.
Desenvolvimento de vários sistemas de corte especiais, sistemas de transporte de material e sistemas de acionamento de motor linear para melhorar a eficiência da produção, com velocidades de corte superiores a 100 m/min.
O foco é o estudo da tecnologia de corte de nitrogênio em aço de baixo carbono para melhorar a qualidade do corte de chapas, para ampliar a aplicação de máquinas de engenharia e indústrias de construção naval, com espessuras de aço de baixo carbono superiores a 30 mm.
Veja abaixo as respostas para algumas perguntas frequentes:
Quais materiais podem ser cortados com um cortador a laser de fibra?
Os cortadores a laser de fibra são altamente versáteis e capazes de cortar uma ampla gama de materiais com alta precisão e eficiência. Esses materiais incluem principalmente vários metais e alguns plásticos.
Para metais, os cortadores a laser de fibra são excelentes para cortar aço inoxidável com espessura de até 19 mm (0,75 polegadas), aços carbono com espessura de até 15 mm (0,6 polegadas) e aço galvanizado com espessura de até 13 mm (0,5 polegadas). Eles também podem lidar com alumínio e ligas de alumínio de até 0,4 polegada (10 mm), cobre e suas ligas de até 0,2 polegada (5 mm), titânio de até 0,3 polegada (7,6 mm) e ligas de níquel de até 0,4 polegada (10 mm). O uso de gases de assistência, como nitrogênio, oxigênio ou argônio, ajuda a gerenciar o processo de corte, especialmente para metais reflexivos, como alumínio e cobre.
Em termos de plásticos, os cortadores a laser de fibra podem cortar com eficiência materiais como acrílico (PMMA), polioximetileno (POM), polipropileno, polietileno, náilon e ABS (acrilonitrila butadieno estireno). Cada tipo de plástico requer um gerenciamento cuidadoso da energia para evitar problemas como derretimento, deformação ou liberação de fumaça nociva, garantindo um processo de corte suave.
Certos materiais não são adequados para o corte a laser de fibra, incluindo vidro, cloreto de polivinila (PVC), policarbonato, espuma de poliestireno e fibra de vidro ou fibra de carbono revestida, devido a problemas como baixa absorção do comprimento de onda, liberação de fumaça tóxica e inflamabilidade.
De modo geral, os cortadores a laser de fibra oferecem alta precisão, velocidades de processamento rápidas, baixa zona afetada pelo calor e desgaste reduzido da ferramenta, o que os torna altamente eficientes para cortar uma variedade de metais e alguns materiais plásticos.
Qual é a precisão do corte a laser de fibra em comparação com outros métodos?
O corte a laser de fibra é altamente preciso em comparação com outros métodos de corte devido a vários fatores importantes. As máquinas de corte a laser de fibra podem atingir tolerâncias extremamente estreitas, geralmente em torno de ±0,003 polegadas (±0,076 mm) ou até mesmo tão precisas quanto ±0,0005 polegadas (±0,013 mm) em condições ideais. Essa precisão é atribuída em grande parte ao pequeno tamanho do ponto do feixe dos lasers de fibra, que pode ser tão pequeno quanto 10-30 mícrons. Isso resulta em fendas mais estreitas e zonas afetadas pelo calor menores, aumentando a precisão e a qualidade dos cortes.
Quando comparados a outras tecnologias de corte a laser, os lasers de fibra superam os lasers YAG e CO2 em termos de precisão. Os lasers YAG normalmente oferecem uma precisão de processo de cerca de ±0,05 mm, enquanto os lasers de CO2 têm uma precisão de cerca de ±0,1 mm. A qualidade superior do feixe dos lasers de fibra, que se aproxima do limite de difração, contribui para cortes mais suaves e precisos, que não são alcançados pelos lasers YAG ou CO2.
Em contraste com os métodos de corte tradicionais, como o corte a plasma ou ferramentas mecânicas, o corte a laser de fibra se destaca significativamente. O corte a plasma, por exemplo, geralmente tem uma tolerância de ±0,020 polegadas, o que é menos preciso do que o corte a laser de fibra. A precisão dos lasers de fibra é aprimorada ainda mais pelo uso de lentes de fibra óptica para guiar o feixe de laser, pelos sistemas guiados por computador, geralmente integrados ao software CAD, e pelo feixe de energia intenso e consistente produzido pelos lasers de fibra.
Os lasers de fibra são particularmente eficazes para cortar chapas metálicas finas e de espessura média (até 8 mm) com alta velocidade e precisão. Eles são especialmente favorecidos em setores que exigem padrões exatos, como o aeroespacial, o eletrônico e a fabricação automotiva, devido à sua capacidade de lidar com projetos intrincados e detalhes finos com alta precisão. Em geral, o corte a laser de fibra é conhecido por sua precisão superior e é a escolha preferida para aplicações em que a precisão e a qualidade são fundamentais.
Quais são os benefícios do uso do corte a laser de fibra em relação aos métodos de corte tradicionais?
O corte a laser de fibra oferece várias vantagens significativas em relação aos métodos de corte tradicionais. Um dos principais benefícios é a sua alta precisão e exatidão, que permite cortes extremamente finos e detalhados com tolerâncias apertadas, tornando-o ideal para projetos intrincados e geometrias complexas. Essa precisão também garante o mínimo de desperdício de material e acabamentos de alta qualidade, reduzindo a necessidade de processamento adicional.
Em termos de velocidade e eficiência, os cortadores a laser de fibra operam muito mais rápido do que os métodos tradicionais, aumentando significativamente a produtividade e reduzindo os tempos de produção. Essa capacidade de alta velocidade é particularmente evidente no corte de materiais finos, onde os lasers de fibra podem superar outras tecnologias de corte por uma margem substancial.
A eficiência energética é outro benefício importante. Os lasers de fibra convertem uma porcentagem maior de energia elétrica em luz laser, resultando em menor consumo de energia e custos operacionais. Essa eficiência energética também se traduz em uma pegada ambiental menor, tornando o corte a laser de fibra uma opção mais sustentável.
As máquinas de corte a laser de fibra também são conhecidas por sua versatilidade, cortando com eficiência uma ampla gama de materiais, inclusive metais altamente reflexivos, como alumínio, cobre e latão, que podem ser um desafio para outros tipos de laser. Essa versatilidade as torna adequadas para várias aplicações industriais.
Os custos operacionais e de manutenção são menores com os lasers de fibra devido ao seu design de estado sólido, que envolve menos peças móveis e consumíveis. Isso reduz o tempo de inatividade e as despesas de manutenção, aumentando ainda mais a relação custo-benefício.
O design compacto das máquinas de corte a laser de fibra economiza espaço valioso no chão de fábrica, tornando-as a escolha ideal para instalações com restrições de espaço. Além disso, a tecnologia estável e avançada usada nos lasers de fibra garante desempenho e confiabilidade consistentes.
Em geral, o corte a laser de fibra oferece precisão superior, velocidade, eficiência energética, versatilidade e custos operacionais mais baixos, o que o torna uma opção vantajosa em relação aos métodos de corte tradicionais para muitas aplicações industriais.
Como o custo das máquinas de corte a laser de fibra se compara ao de outros tipos?
O custo das máquinas de corte a laser de fibra geralmente tende a ser mais alto em comparação com outros tipos de máquinas de corte a laser devido à sua tecnologia avançada e aos seus recursos superiores. As máquinas de corte a laser de fibra, otimizadas para cortar metais com alta precisão e velocidade, normalmente variam de $20.000 a $500.000. Essa variação de preço é influenciada por fatores como potência de saída (variando de 500 W a mais de 20 kW), tamanho da base de corte e recursos específicos adaptados para aplicações industriais.
Em contrapartida, as máquinas de corte a laser de CO2, que são mais comumente usadas para materiais não metálicos, como madeira, acrílico e tecido, têm uma faixa de preço mais baixa, de aproximadamente $8.000 a $50.000. As máquinas de CO2 de nível básico podem ser encontradas por menos de $5.000, enquanto os modelos de ponta chegam a $50.000.
Os cortadores a laser de diodo, adequados para operações iniciantes e intermediárias, são mais acessíveis, com preços que variam de $5.000 a $20.000. Os cortadores a laser Nd: YAG, conhecidos por sua versatilidade no corte de vários materiais, inclusive metais e plásticos, têm uma faixa de preço entre $40.000 e $300.000.
Ao considerar os custos operacionais e de manutenção, as máquinas a laser de fibra geralmente oferecem despesas operacionais mais baixas em comparação com os lasers de CO2. Por exemplo, um sistema de laser de fibra de 4 kW tem um custo médio por hora de $6,24, em comparação com $12,73 por hora para um cortador a laser de CO2 de 4 kW. Além disso, os lasers de fibra normalmente exigem menos manutenção devido ao menor número de peças móveis, reduzindo ainda mais os custos de longo prazo.
De modo geral, embora os cortadores a laser de fibra tenham um investimento inicial mais alto, sua eficiência, precisão e custos operacionais mais baixos podem proporcionar um valor significativo a longo prazo, especialmente para empresas focadas no corte de metais.
Quais são as últimas tendências em tecnologia de corte a laser de fibra?
As últimas tendências em tecnologia de corte a laser de fibra são marcadas por avanços significativos em termos de potência, precisão, automação e sustentabilidade. Os lasers de fibra de alta potência, capazes de operar com até 80 kW, permitem velocidades de corte mais rápidas e o manuseio de materiais mais espessos com precisão excepcional, o que os torna ideais para setores exigentes, como o aeroespacial e a manufatura pesada. A tecnologia de modelagem de feixe também foi aprimorada, focalizando o feixe de laser em diâmetros menores para minimizar as zonas afetadas pelo calor e a distorção do material, resultando em cortes mais limpos.
A óptica adaptativa é outra tendência, permitindo ajustes em tempo real no feixe de laser para variações na espessura do material e nas condições ambientais, melhorando assim a precisão e a velocidade do corte. A automação e a integração estão se tornando mais predominantes, com pacotes de software inteligentes e algoritmos de corte dinâmicos que simplificam os fluxos de trabalho e otimizam o desempenho. A incorporação da robótica está aumentando a produtividade e reduzindo os custos de mão de obra, automatizando os sistemas de carregamento e os processos de produção.
A inteligência artificial e o aprendizado de máquina estão prontos para revolucionar o corte a laser de fibra, permitindo que as máquinas otimizem as configurações com base em dados históricos e prevejam os caminhos de corte mais eficientes. Essa tecnologia promete reduzir o desperdício e aumentar a produção. A versatilidade dos lasers de fibra também está se expandindo, com a capacidade de cortar uma variedade de materiais de alta tecnologia, como compósitos e ligas, cruciais para setores de fabricação avançados.
A sustentabilidade é um foco cada vez maior, com máquinas eficientes em termos de energia que consomem menos energia e, ao mesmo tempo, mantêm o alto desempenho, alinhando-se às metas ambientais. Espera-se que o mercado de máquinas de corte a laser cresça significativamente, impulsionado pela adoção da tecnologia de laser de fibra e pela demanda por soluções de engenharia de precisão. De modo geral, essas tendências destacam a evolução contínua da tecnologia de corte a laser de fibra em direção a uma maior eficiência, adaptabilidade e responsabilidade ambiental.
Como fundador do MachineMFG, dediquei mais de uma década de minha carreira ao setor de metalurgia. Minha vasta experiência permitiu que eu me tornasse um especialista nas áreas de fabricação de chapas metálicas, usinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou sempre pensando, lendo e escrevendo sobre esses assuntos, esforçando-me constantemente para permanecer na vanguarda do meu campo. Permita que meu conhecimento e experiência sejam um trunfo para sua empresa.
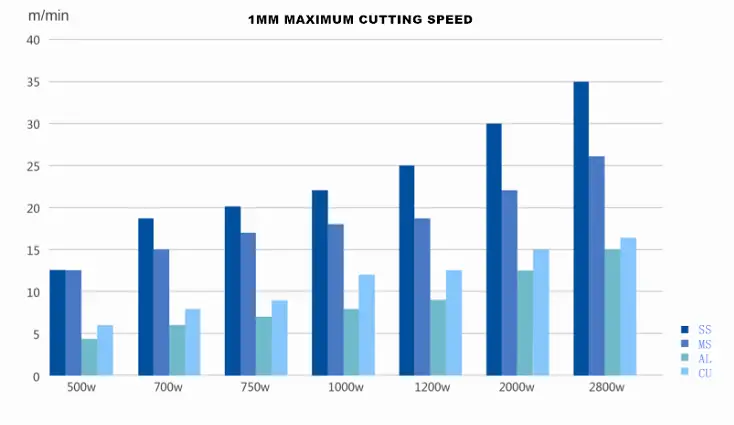
Com que velocidade um laser de fibra pode cortar diferentes metais? Se você já se perguntou sobre a otimização das velocidades de corte para materiais como aço carbono ou alumínio, este artigo oferece gráficos de velocidade detalhados...
Você já se perguntou como um feixe de laser potente pode cortar o metal como uma faca quente na manteiga? Nesta fascinante postagem do blog, exploraremos o funcionamento interno do...
Imagine cortar metal com a mesma facilidade com que se corta manteiga. A tecnologia de laser de fibra revolucionou a metalurgia, oferecendo precisão e velocidade inigualáveis. Este artigo explora as velocidades de corte de vários metais...
Você já teve dificuldades para obter o corte perfeito em metal? Nesta postagem do blog, revelaremos os segredos dos parâmetros de corte ideais para vários metais usando um equipamento de...
Escolher o laser de fibra de alta potência certo para suas necessidades industriais pode ser uma tarefa difícil. Maior potência é sempre sinônimo de melhor eficiência? Não necessariamente. Este guia explora conceitos errôneos comuns e...
Imagine uma ferramenta tão precisa que pode cortar metal com a delicadeza do bisturi de um cirurgião. Os lasers de fibra revolucionaram os setores, da manufatura à medicina. Este artigo analisa...
Você já se perguntou como a tecnologia de ponta alcança tamanha precisão? Os lasers de fibra, uma maravilha da engenharia moderna, utilizam fibras de vidro dopadas com terras raras para gerar feixes de laser altamente eficientes e versáteis....
O que faz com que os cabeçotes de corte a laser falhem e como você pode evitar isso? Este artigo analisa os problemas comuns de contaminação que afetam as lentes dos cabeçotes de corte a laser de fibra e oferece soluções práticas...
Você já se perguntou qual é a tecnologia de corte a laser que realmente reina suprema? Este artigo mergulha na batalha entre os lasers de fibra e os lasers de CO2, explorando seus pontos fortes e fracos e os fatores...