Máquina de corte a laser de fibra: O guia definitivo
Você já se perguntou como um feixe de laser potente pode cortar o metal como uma faca quente na manteiga? Nesta fascinante postagem do blog, exploraremos o funcionamento interno das máquinas de corte a laser de fibra, a tecnologia de ponta que está revolucionando o setor de manufatura. Descubra como essas máquinas aproveitam o poder da luz para criar cortes precisos e de alta qualidade com velocidade e eficiência inigualáveis. Junte-se a nós em uma jornada pelo mundo do corte a laser e aprenda com especialistas do setor que compartilharão suas percepções e experiências.
O que é um cortador a laser de fibra e como ele funciona? Vamos nos aprofundar nos detalhes dessa avançada tecnologia de corte de metal.
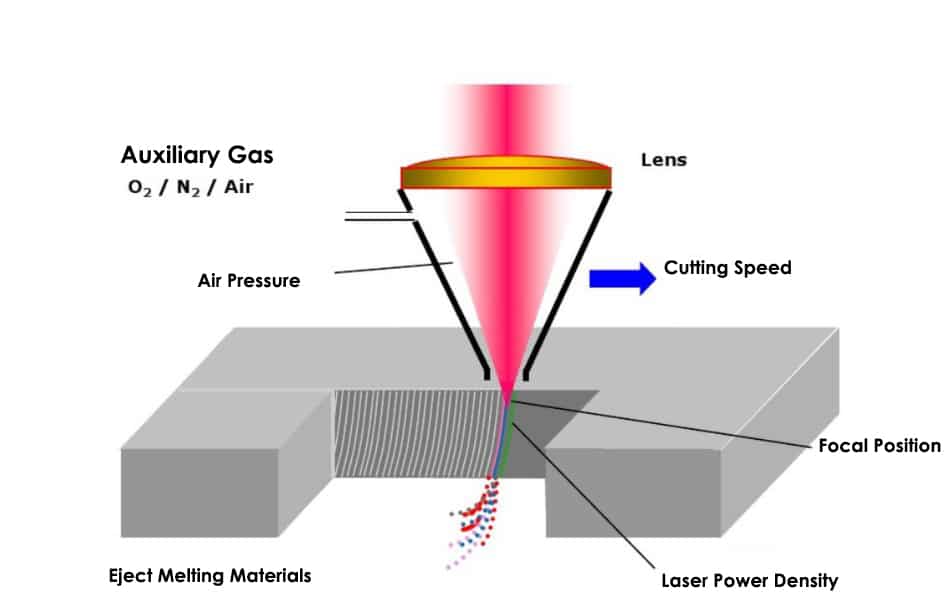
Uma máquina de corte a laser de fibra opera gerando um feixe de laser de alta intensidade a partir de uma fonte de laser de fibra de estado sólido. Em seguida, esse feixe é direcionado e focalizado com precisão por meio de um sofisticado sistema de caminho óptico, resultando em um feixe de laser extremamente concentrado com excepcional densidade de potência.
Ao entrar em contato com a superfície da peça de trabalho, o feixe de laser focalizado aquece rapidamente o material até o ponto de fusão ou vaporização. Simultaneamente, um gás de assistência de alta pressão (normalmente nitrogênio ou oxigênio, dependendo do material) é direcionado coaxialmente com o feixe de laser. Esse gás tem várias finalidades: ajuda a ejetar o material fundido do corte, evita a oxidação em alguns casos e ajuda a resfriar a zona de corte. Com o controle preciso do movimento do feixe por meio de sistemas de movimento acionados por CNC e a manipulação da posição da peça de trabalho, é possível obter padrões de corte complexos com uma precisão notável.
O corte a laser de fibra revolucionou a fabricação de metais, oferecendo vantagens significativas em relação aos métodos tradicionais de corte mecânico:
Precisão sem igual: Atinge tolerâncias tão estreitas quanto ±0,1 mm em materiais finos.
Processamento em alta velocidade: Velocidades de corte de até 40 m/min para chapas finas, reduzindo significativamente o tempo de produção.
Versatilidade: Capaz de cortar uma ampla gama de materiais e espessuras, desde folhas finas até placas de até 30 mm de espessura para alguns metais.
Geometrias complexas: Padrões de corte ilimitados são possíveis por meio de programação CNC avançada e software de agrupamento.
Eficiência de material: Algoritmos de agrupamento otimizados maximizam a utilização do material, reduzindo o desperdício.
Qualidade superior da borda: Produz bordas suaves e sem rebarbas que geralmente não exigem acabamento secundário.
Zona afetada pelo calor (HAZ) mínima: A entrada de calor localizada resulta em uma distorção térmica mínima, normalmente menor que 0,1 mm para materiais finos.
Processo sem contato: Elimina o desgaste da ferramenta e os danos à peça de trabalho associados aos métodos de corte mecânico.
Largura estreita do Kerf: normalmente varia de 0,1 mm a 0,3 mm, o que permite o encaixe apertado das peças e a economia de material.
Compatibilidade com automação: Facilmente integrado a linhas de produção automatizadas para aumentar a eficiência.
A tecnologia de laser de fibra continua a evoluir, melhorando consistentemente a potência de saída, a qualidade do feixe e os recursos de corte. Esse avanço contínuo está expandindo constantemente sua gama de aplicações, tornando-a uma opção cada vez mais preferida em relação aos equipamentos tradicionais de corte de metal em vários setores.
Princípio de funcionamento da máquina de corte a laser de fibra
Princípio de funcionamento da máquina de corte a laser de fibra
O corte a laser emprega um feixe de laser de alta intensidade como fonte de calor para a remoção precisa de material. O processo compartilha princípios fundamentais com soldagem a laser mas opera em temperaturas significativamente mais altas, muitas vezes superiores a 11.000°C. Nessas temperaturas extremas, o material alvo passa por rápidas mudanças de fase, incluindo fusão e vaporização. Para determinados materiais, como carbono e cerâmica, o processo de corte envolve principalmente a sublimação, em que o material sólido passa diretamente para o estado gasoso.
O corte a laser de metal moderno utiliza predominantemente sistemas de laser de fibra de alta potência, que substituíram amplamente os lasers de CO2 tradicionais devido à sua eficiência superior, à qualidade do feixe e aos custos operacionais mais baixos. Durante o processo de corte, um jato de gás coaxial desempenha várias funções essenciais:
Ele ajuda a ejetar o material fundido do corte (largura do corte).
Ele ajuda a manter uma borda de corte limpa e livre de oxidação.
Ao usar o oxigênio como gás de assistência, ele inicia uma reação exotérmica que acelera a velocidade de corte de determinados metais.
O processo de corte a laser oferece várias vantagens em relação aos métodos convencionais de corte térmico:
Largura de corte excepcionalmente estreita, normalmente de 0,1 a 0,5 mm, dependendo da espessura do material
Alta precisão dimensional, geralmente atingindo tolerâncias de ±0,1 mm ou melhores
Excelente qualidade de borda com mínima zona afetada pelo calor (HAZ)
Capacidade de cortar geometrias complexas e padrões intrincados
O corte a laser é capaz de processar uma ampla variedade de materiais e espessuras. Para metais, as capacidades de corte geralmente variam de folhas finas (alguns mícrons) até 25-30 mm para aço carbono, com sistemas especializados capazes de cortar até 50 mm. A tecnologia é particularmente adequada para o corte de precisão de materiais de até 12 mm de espessura, incluindo:
Aço inoxidável e outros aços de alta liga
Titânio e suas ligas
Metais refratários (por exemplo, molibdênio, tungstênio)
Metais preciosos
Ligas não ferrosas (alumínio, cobre, latão)
Além dos metais, o corte a laser de fibra encontrou aplicações no processamento de materiais não metálicos, como:
Plásticos de engenharia e compostos
Madeira e produtos de madeira projetados (por exemplo, compensado, MDF)
Têxteis e tecidos sintéticos
Polímeros reforçados com grafite e fibra de carbono (CFRP)
Cerâmica técnica
A versatilidade do corte a laser se estende a aplicações especializadas, incluindo:
Fabricação de microeletrônica
Fabricação de dispositivos médicos
Produção de componentes aeroespaciais
Prototipagem rápida e fabricação de pequenos lotes
Os principais fatores que influenciam a eficiência e a qualidade do corte a laser incluem:
Características do feixe de laser (comprimento de onda, potência, fator de qualidade do feixe M²)
Projeto do cabeçote de corte e ótica de focalização
Precisão e dinâmica do sistema de movimento
Recursos do sistema de controle CNC
Propriedades do material e condição da superfície
Otimização dos parâmetros do processo (velocidade de corte, tipo e pressão do gás auxiliar, posição focal)
Embora o investimento inicial em equipamentos de corte a laser de fibra possa ser substancial, a tecnologia oferece vantagens significativas em termos de produtividade, flexibilidade e qualidade das peças, tornando-a uma ferramenta cada vez mais essencial nos ambientes de fabricação modernos.
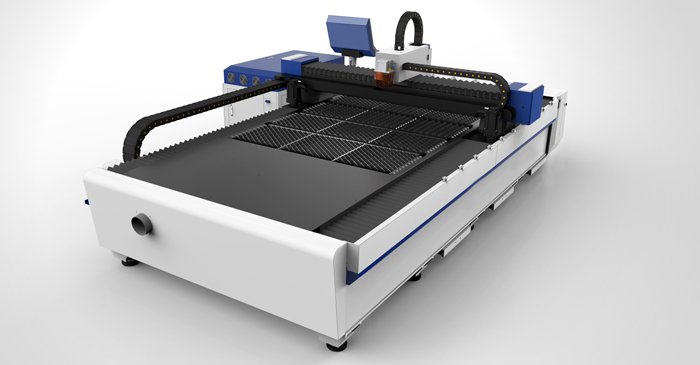
Estrutura da máquina de corte a laser de fibra
Os principais componentes do a CNC O cortador a laser inclui o host da máquina, o sistema de controle, o laser, o resfriador e o regulador, entre outros. Cada um desses componentes tem seu próprio manual ou instruções de operação, mas o principal estrutura da máquina e a composição do sistema de controle elétrico serão descritos em detalhes aqui.
Peça do host da máquina:
A parte do host da máquina de corte a laser é o aspecto mais importante do processo de corte a laser. Ela é responsável por obter precisão e função de corte. A parte hospedeira consiste em seis componentes: a base, o laser, a parte do pórtico, o dispositivo do eixo Z, as partes auxiliares da mesa de trabalho (tampa protetora, canal de ar e água) e o painel de operação.
Peça de controle elétrico:
O sistema de controle elétrico da máquina de corte a laser é essencial para garantir uma variedade de trajetórias gráficas. O sistema de controle elétrico consiste principalmente no sistema de controle numérico e no sistema elétrico de baixa tensão. A máquina de corte a laser é equipada com o software CYPCUT e opera na plataforma WINDOWS XP, garantindo uma operação estável e confiável. O sistema é equipado com um microprocessador de 32 bits e uma interface de comunicação Ethernet.
O sistema apresenta velocidade de operação de interpolação rápida, é fácil de operar, tem bom desempenho dinâmico e uma grande capacidade de carga. A parte de controle do sistema elétrico de baixa tensão está localizada no gabinete de controle elétrico e serve como interface de controle elétrico. Os componentes da parte elétrica adotam marcas conhecidas e de renome mundial para garantir uma operação estável e uma resposta sensível.
O motor de acionamento é um servomotor CA, usado para acionar o gantry do eixo X e o skate do eixo Y do cortador a laser. Ele se caracteriza pelo bom desempenho de aceleração e resposta rápida. A velocidade máxima de posicionamento é de até 50 m/min. O eixo Z da máquina de corte a laser é o eixo de alimentação, que é acionado por um servomotor CA. A cabeça de corte do eixo Z é caracterizada por uma boa resposta dinâmica e pode ser controlada por servo e controle NC.
A estrutura geral
O componente principal da máquina de corte a laser é crucial para toda a máquina. A precisão de corte e a função da máquina são alcançadas pelo componente principal, que inclui a base (eixo Y), o feixe (eixo X), o eixo Z, a mesa de trabalho e o canal de ar e água.
Estrutura da máquina de corte a laser
A cama é fabricada em ferro fundido de alta resistência com uma estrutura totalmente estrutura soldada. Ele passa por processos de alívio de estresse, incluindo recozimento, desbaste, semiacabamento e acabamento. Isso garante uma redução completa do estresse e reduz a deformação da máquina, assegurando a precisão a longo prazo.
O acionamento do servomotor CA e o feixe de acionamento coaxial são controlados por um sistema de controle numérico, permitindo que o eixo Y se mova em um movimento alternativo. Isso resulta em um movimento rápido e ágil. O curso de movimento da máquina é de 1500 mm * 3000 mm.
A cremalheira de engrenagens e a guia linear são equipadas com um dispositivo fechado à prova de poeira, com uma cobertura leve contra poeira e operação confiável. Esses produtos de precisão garantem efetivamente a precisão do acionamento. O curso em ambas as extremidades da máquina é controlado por chaves de limite, e a máquina é protegida por almofadas elásticas em ambos os lados, garantindo a segurança do movimento da máquina.
Seção da viga
O componente da viga é feito por meio da soldagem de um tubo quadrado de alta resistência e submetido à usinagem após o envelhecimento artificial para aumentar a rigidez e a resistência gerais. O processo de processamento inclui processamento bruto, envelhecimento por vibração, semiacabamento, envelhecimento por vibração e acabamento.
A viga é montada no trilho de suporte da cama, que apresenta trilhos de guia lineares e planos. O acionamento do servomotor e a rotação da engrenagem por meio de um redutor permitem que o skate do eixo Z se mova na direção X de forma recíproca. O curso do movimento é de 1450 mm.
O curso é controlado por um interruptor de limite durante o movimento, e ambas as extremidades são protegidas por almofadas elásticas para a segurança do sistema. A parte superior e as laterais da viga são protegidas por uma tampa, e uma proteção retrátil está localizada entre a viga e o skate transversal para garantir um ambiente totalmente fechado para a cremalheira e a guia linear, livre de influências externas.
O caminho óptico é parcialmente vedado com uma proteção para criar uma estrutura de caminho óptico totalmente fechada.
Base de estação de trabalho e estações de trabalho intercambiáveis (opcional)
As estações de trabalho são construídas usando um sistema robusto de estrutura de soldagem para maior resistência e estabilidade. A mesa de troca é dividida em duas seções: um dispositivo de comutação e duas mesas de corte móveis.
O dispositivo de troca é fixado na parte traseira da mesa e é usado principalmente para trocar as mesas superior e inferior. Ao cortar uma peça de trabalho, a outra mesa de corte pode ser utilizada para alimentar e descarregar material para aumentar a eficiência da máquina de corte a laser.
Cada mesa de corte móvel consiste em uma estrutura de soldagem com uma porta de suporte para a peça de trabalho. A mesa de trabalho pode suportar até 800 kg. As duas mesas podem ser trocadas automaticamente por meio de um dispositivo de acionamento por corrente, aumentando significativamente a eficiência da produção.
O centro da mesa é equipado com um assento de esfera universal, e quatro esferas universais no meio suportam 44 peças de trabalho. O acionamento do cilindro e o mecanismo de cremalheira e pinhão permitem que a haste giratória gire 180°.
O conector rápido do tubo em espiral é alimentado no conector rápido da estação de corte e o interruptor pneumático é aberto. O acionamento do cilindro gira a haste de giro 180° para cima, e as 44 esferas universais apoiam a peça de trabalho, permitindo que ela role sobre as esferas e evitando arranhões causados pelo deslizamento da peça de trabalho em uma grade de suporte.
Quando a peça de trabalho é posicionada, o interruptor pneumático é pressionado e o cilindro oscila 180° para baixo por meio do mecanismo de cremalheira e pinhão, colocando as esferas universais logo abaixo do pêndulo para evitar danos durante o processo de corte.
Esse mecanismo, em que a peça de trabalho rola sobre as esferas durante a alimentação e o posicionamento, em vez de deslizar sobre uma grade de suporte (como nos métodos tradicionais), protege efetivamente a superfície lisa da peça de trabalho e reduz a intensidade de trabalho do operador.
Dispositivo do eixo Z
O dispositivo do eixo Z é responsável pelo movimento de elevação do cabeçote de corte. Esse movimento é controlado pelo sistema de controle numérico por meio de um servomotor, que aciona um fuso de esferas para fazer com que o skate do eixo Z execute um movimento alternativo para cima e para baixo.
O curso do eixo Z é de 100 mm, e as chaves de limite são usadas para controlar o curso nas extremidades superior e inferior. Além disso, almofadas flexíveis são colocadas em ambas as extremidades do fuso de esferas para garantir a segurança do movimento.
Parafuso de esferas de alta qualidade e guias lineares são usados para garantir a precisão da transmissão. O eixo Z pode funcionar como um eixo CNC devido ao seu movimento de interpolação separado e pode se mover em conjunto com os eixos X e Y. Ele também pode ser alternado para controle de servo por meio do controle eletrônico do cabeçote de corte para atender a diferentes requisitos.
O servocontrole do eixo Z é controlado pelo Sistema CNCO resultado é um alto grau de precisão e estabilidade, garantindo a qualidade do corte. O cabeçote de corte é vedado e amortecido para prolongar sua vida útil.
Um sensor de capacitância, montado no cabeçote de corte, detecta a distância entre o bocal e a superfície da chapa e envia a informação de volta ao sistema de controle. O controlador usa essas informações para controlar o motor do eixo Z e manter constante a distância entre o bocal e a chapa, garantindo assim a qualidade do corte.
O cabeçote de corte tem uma porca para ajustar a distância focal, permitindo que a posição do foco seja ajustada com base no material e na espessura do material de corte, resultando em uma boa seção de corte.
Observação: o bico é uma peça de desgaste do processo, e os usuários podem manter bicos sobressalentes de diferentes diâmetros para facilitar a substituição.
Seção de Controle Elétrico
O sistema de controle elétrico da máquina de corte a laser CNC é composto principalmente por um sistema de controle numérico, um sistema servo e um sistema elétrico de baixa tensão.
A máquina de corte a laser é equipada com o sistema CNC CYPCUT, que é baseado no sistema CNC WINDOWS XP PC e oferece velocidade de operação de interpolação rápida e facilidade de uso.
O sistema servo emprega um servomotor e um acionamento japonês Yaskawa AC, conhecido por sua estabilidade, confiabilidade e grande capacidade de carga.
O painel frontal da máquina de corte a laser apresenta dois botões de função, duas teclas de função de operação e duas portas USB frontais, dispostas na seguinte ordem, da esquerda para a direita: interruptor de parada de emergência, interruptor de energia, botão de início de corte e botão de parada de corte.
As teclas de função de operação têm funções diferentes, dependendo do modo de operação, reduzindo o número de botões de operação e simplificando o painel de operação.
As funções de operação são exibidas por meio de um menu, tornando a operação intuitiva em vários modos.
Tipos de cortadores a laser de fibra
Com base no gerador de laser, o cortador a laser pode ser dividido em:
A. laser sólido cortador. O cortador a laser sólido pode ser dividido em cortador a laser de pedras de bônus e cortador a laser YAG.
Com base na estrutura, o cortador a laser pode ser dividido em:
De acordo com o movimento relativo do cabeçote de corte e da mesa, a máquina de corte a laser CNC pode ser dividida em:
Forma fixa do feixe (trajetória fixa da luz)
Forma de movimento do feixe (raio voador)
Forma híbrida semi-fixa e semi-móvel
Além disso, há também uma forma de transmissão de feixe de voo óptico fixo com braço móvel articulado, conhecida como trajetória de voo constante.
No processo de corte do cortador a laser que adota o raio voador, somente o cabeçote de corte se move ao longo das direções X e Y, e a posição da mesa é fixa.
Esse cortador a laser é caracterizado:
A placa de processamento é de tamanho grande, com um peso pesado.
O equipamento cobre uma área pequena.
Não há necessidade fixação para fabricar peças de trabalho que sejam convenientes para carregar e descarregar os materiais.
A máquina tem boa aceleração e alta precisão de posicionamento.
Portanto, ele é altamente considerado pelo mercado como o principal modelo do mercado internacional.
Várias estruturas típicas das modernas máquinas de corte a laser estão incluídas:
Estrutura de pórtico móvel de raio voador.
Raio voador que viaja com um feixe.
Raio voador móvel de cabeça para baixo.
Estrutura de raio voador móvel com cantilever.
Estrutura do robô e raio voador híbrido de grande formato.
Sistema de processamento flexível a laser.
Em termos de estrutura do equipamento de corte a laser, a estrutura da máquina inclui:
Outros componentes usam plásticos de engenharia, fibra de vidro e aço inoxidável, etc.
O gerador de laser exigido pelo cortador a laser deve ser selecionado de acordo com o desempenho de processamento do usuário, materiais de processamento, formas e tamanhos, etc.
Os geradores de laser disponíveis incluem gerador de laser de fluxo rápido com eixo de co2, gerador de laser de depuração de placa de RF, gerador de laser de redemoinho, gerador de laser de estado sólido e gerador de laser de fibra.
Com base no método de condução, existem:
Os eixos X e Y são selecionados com um servomotor de lado único e equipados com o redutor de velocidade correspondente, que é acionado pela cremalheira de engrenagens de alta precisão.
O eixo X é selecionado com o servomotor e equipado com o redutor correspondente, que é acionado pela cremalheira de engrenagens de alta precisão. Há duas engrenagens para eliminar a folga reversa.
Acionado diretamente pelo fuso de esferas de alta precisão com o servo motor. A máquina é acionada por engrenagem direta e cremalheira com disco grande motor de inércia.
Acionamento direto pelo motor linear.
A máquina de corte a laser CNC geralmente é equipada com uma guia linear de alta precisão e com um dispositivo de lubrificação automática.
O trilho de guia linear de lado único com estrutura de roletes é uma solução econômica e conveniente para aplicações econômicas. A estrutura alternativa é a unidade de acionamento, que integra o acionamento e o trilho-guia, tornando a instalação, a depuração e a precisão mais fáceis de garantir, embora um pouco mais caras.
Instalação e comissionamento da máquina de corte a laser de fibra
A instalação e o comissionamento da máquina de corte a laser são muito importantes para todas as fábricas, portanto, leia os detalhes a seguir antes da operação.
Verificação de entrega
Precauções ao desembalar:
Abra a caixa de madeira seguindo as instruções na parte externa da caixa para evitar danos ao equipamento de corte a laser em seu interior.
Não use objetos pontiagudos para remover a película protetora para evitar arranhar a superfície do equipamento e danificar a instalação elétrica.
Se algum dano for causado pelo cliente, a empresa não se responsabilizará pela substituição.
Verificação do conteúdo:
Após abrir a embalagem, verifique se é o cortador a laser que você comprou.
Inspecione o cortador a laser para verificar se há algum dano que possa ter ocorrido durante o transporte.
Verifique se todas as peças estão presentes e em boas condições verificando a lista.
Em caso de discrepâncias, como incompatibilidade no modelo do cortador a laser, falta de acessórios ou danos durante o transporte, entre em contato com a empresa imediatamente.
Requisitos do ambiente de instalação
Consulte o mapa de fundação da fábrica para a instalação e fixação da máquina de corte a laser. Certifique-se de que a máquina seja transportada para a posição de elevação.
Peça a um eletricista profissional que faça a fiação de distribuição de energia de acordo com os requisitos e tome cuidado para não danificar a máquina durante a instalação e a fixação.
Métodos de instalação e precauções
Instale e fixe a máquina de corte a laser de acordo com o mapa de fundação da fábrica e de acordo com nossos princípios recomendados para layout, instalação e fixação. Certifique-se de que o processo de instalação e fixação não cause danos à máquina de corte a laser.
Métodos de comissionamento e instruções relacionadas
Comissionamento de máquinas O comissionamento deve ser feito por uma equipe profissional e deve ser realizado estritamente de acordo com as disposições relevantes. Antes do comissionamento, é recomendável ter um entendimento completo do desempenho da máquina de corte a laser e ler as informações técnicas que a acompanham. O comissionamento adequado é essencial para garantir a operação normal da máquina. Se precisar de assistência, entre em contato conosco imediatamente e forneceremos uma solução satisfatória em tempo hábil.
Observação: Esse processo de depuração inclui procedimentos de comissionamento após a ativação.
Conexão de peças no gabinete de distribuição
Para começar, identifique as peças de acordo com os requisitos, conforme descrito abaixo:
Após a conclusão da instalação, conecte cada gabinete de distribuição da seguinte forma:
(A) Verifique se as três juntas na extremidade da extensão do eixo Y foram danificadas durante o transporte (os três conectores são: um conector para serviço pesado de 16 núcleos, um plugue de aviação de 19 núcleos, um plugue de 4 codificadores e um plugue do amplificador), conforme mostrado abaixo:
Plugue de aviação
Conector para serviço pesado
Plugue do codificador
Plugue do amplificador
(B) Insira os plugues em suas posições correspondentes (as posições são exclusivas). O plugue do codificador deve ser inserido no servoacionamento apropriado com base no número, e o plugue do amplificador deve ser inserido no ajustador de altura.
(C) Conecte o cabo de alimentação do resfriador de água no gabinete de distribuição ao local designado, conforme ilustrado abaixo:
Plugue de alimentação
Posição da conexão do plugue de alimentação
(D) Conecte a alimentação principal, que é um sistema trifásico de quatro fios, com os fios amarelo e verde servindo como linha zero e os três restantes servindo como linha viva. Com isso, a conexão do circuito elétrico externo está concluída. Na próxima seção, discutiremos a conexão da água.
Aviso:
O fio terra do cabo de alimentação deve ser aterrado de forma segura para evitar a perturbação dos sinais dentro do gabinete da máquina e reduzir o risco de vazamento.
O método de conexão do resfriador de água
Requisitos de instalação
Os chillers devem ser posicionados suavemente e ter uma distância suficiente da parede. O local de instalação dos chillers deve ter espaço adequado de entrada e saída de ar para evitar resfriamento deficiente e altas temperaturas no gabinete de distribuição.
Inspeção do equipamento
Antes da instalação, é importante limpar todos os detritos dentro do tanque de água e garantir que a água esteja livre de impurezas. Em seguida, inspecione as juntas do sistema de tubulação de água para garantir que estejam firmes.
Procedimento de instalação
Conecte os tubos de entrada e saída no resfriador de acordo com as indicações na carcaça do resfriador e conecte-os às portas de entrada e saída do laser, garantindo que a direção da entrada e saída do tubo de água não seja deslocada. Antes de conectar o tubo de água, certifique-se de que a parte externa do resfriador esteja livre de detritos e materiais estranhos.
Padrões de qualidade da água
Verifique se a válvula de esgoto está fechada e adicione água ao tanque. O nível da água deve ser inferior a 30 mm a 50 mm no tanque para evitar transbordamento. É estritamente proibido usar água da torneira nas unidades de água resfriada, e deve-se usar água pura de alta qualidade, água destilada ou água deionizada. A adição de qualquer líquido corrosivo é estritamente proibida.
Comissionamento de energia
Há um interruptor de ar atrás do resfriador de água. Quando o canal de água estiver bem conectado, ligue o interruptor para testar a operação. Depois que a bomba iniciar, verifique se há algum vazamento de água nas juntas e, se houver, desligue a energia e corrija o problema antes de ligá-la novamente.
Regulação da temperatura da água
Em uma sala com ar-condicionado, a temperatura da água é geralmente ajustada para 22 a 24 graus Celsius. Em um cômodo sem ar-condicionado, a temperatura da água é ajustada para ser inferior à temperatura ambiente em 2 a 5 graus Celsius. Se a água se condensar na parede do tubo, isso indica que a temperatura do refrigerador de água está muito baixa.
Efeito do bocal e ajuste do laser na boca do bocal
Ação e regulagem do bico
A) Bocal
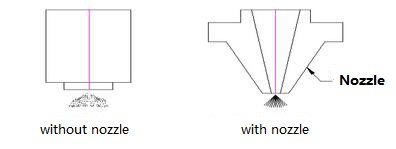
O design do bocal e as condições de fluxo do jato têm um impacto direto na qualidade do corte; a precisão da fabricação do bocal está intimamente relacionada à qualidade do corte.
B) Principais funções do bocal:
Para evitar que detritos de corte e outros detritos caiam no cabeçote de corte e danifiquem a lente de foco.
O bocal pode alterar a situação da descarga do gás de corte, controlar o tamanho e a área de difusão do gás, afetando assim a qualidade do corte.
A figura abaixo mostra o caso da ejeção quando o bocal está instalado e não instalado.
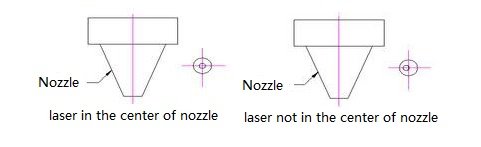
Etapas para ajustar o bocal para passar o laser a partir do centro do bocal
Em comparação com a máquina de corte a laser de CO2, a máquina de corte a laser de fibra não tem caminho óptico, só precisa ajustar o laser na boca do bocal.
Em comparação com as máquinas de corte a laser de CO2, máquinas de corte a laser de fibra não têm um caminho óptico e requerem apenas o ajuste do laser no bocal.
Cubra a extremidade do bocal com lama indiana (ou fita transparente se não estiver usando lama) e cole adesivos brancos na extremidade.
Ajuste a potência de saída do laser entre 30W e 50W, abra o obturador mecânico e troque rapidamente o obturador eletrônico uma vez enquanto observa o fenômeno.
Desligue o obturador mecânico e remova os adesivos brancos, tomando cuidado para não alterar sua posição relativa.
Se a diferença entre a posição do bico e o centro do laser for muito grande, os adesivos não conseguirão se alinhar com o furo central. Como o centro do laser é fixo, o centro do bocal pode ser ajustado girando o parafuso de ajuste na alça do cabeçote de corte para coincidir com o centro do laser.
Repita as etapas acima até que o orifício do laser no adesivo branco coincida com o centro do bocal, confirmando que o centro do laser está alinhado com o centro do bocal.
Veja abaixo:
Efeito do bocal na qualidade do corte e na seleção do tamanho do bocal
A relação entre o bocal e a qualidade do corte:
Quando o centro do bocal é diferente do centro do laser: o impacto na qualidade do corte
Seção de corte
Quando o gás de corte é jateado, o resultado pode ser um volume de gás desigual, fazendo com que a seção de corte seja mais propensa a subir escadas em um lado e não no outro. O impacto disso é pequeno ao cortar chapas abaixo de 3 mm, mas ao cortar chapas acima de 3 mm, o impacto é mais sério, e o corte pode nem ser possível.
Cantos afiados
No corte de cantos afiados ou peças com ângulos menores, é provável que ocorra uma fusão excessiva local, e o corte de chapas grossas pode não ser possível.
Perfuração
Durante a perfuração, a instabilidade dificulta o controle do tempo, e a penetração de placas grossas pode causar derretimento. Isso também pode dificultar o controle das condições de penetração, e o impacto em peças pequenas é pequeno.
Concluindo, o centro do bocal e a concentricidade do laser são fatores importantes na qualidade do corte, especialmente quando a peça de trabalho é mais espessa. Portanto, é necessário ajustar o centro do bocal para alinhar com a concentricidade do laser para obter um corte melhor.
Observação:
A deformação do bocal ou a incrustação podem ter o mesmo impacto sobre a qualidade do corte, conforme descrito acima. Portanto, o bocal deve ser manuseado com cuidado para evitar deformações, e quaisquer manchas devem ser limpas imediatamente. A fabricação do bocal exige maior precisão, e os métodos de instalação adequados devem ser seguidos. Se a má qualidade do bocal levar a mudanças nas condições de corte, o bocal deverá ser substituído imediatamente.
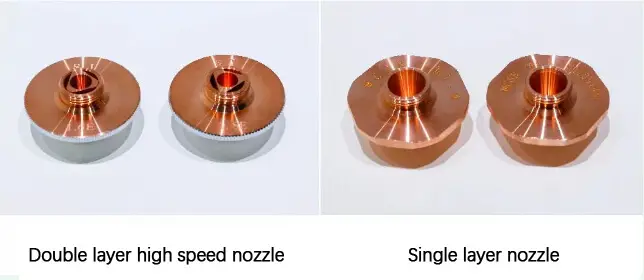
Seleção da abertura do bocal
A diferença no diâmetro do bocal é mostrada abaixo:
Abertura do bocal
Fluxo de ar
Capacidade de remoção de derretimento de líquidos
Pequeno
Rápido
Forte
Grande
Lento
Fraco
O diâmetro do bocal tem φ 1,0 mm, φ 1,4 mm, φ 2,0 mm, φ 2,5 mm, φ 3,0 mm e assim por diante. O diâmetro atual do bocal geralmente usa φ 1,4 mm, φ 2,0 mm. Como mostrado abaixo:
A diferença entre os dois diâmetros mencionados acima é a seguinte:
Para placas finas abaixo de 3 mm:
O uso de um bico de φ4 mm resultará em uma superfície de corte menor.
O uso de um bico de φ2 mm resultará em uma superfície de corte mais espessa, com maior probabilidade de manchas derretidas nos cantos.
Para placas grossas acima de 3 mm:
A potência de corte é maior, o que resulta em um tempo de dissipação de calor mais longo e em um tempo de corte.
O uso de um bocal de φ1,4 mm resultará em uma pequena área de difusão de gás, o que pode causar instabilidade durante o uso, mas ainda é utilizável em geral.
O uso de um bocal de φ2 mm resultará em uma área de difusão de gás maior e em uma taxa de fluxo de gás mais lenta, o que resulta em um corte mais estável.
Um bocal com diâmetro de 2,5 mm só pode ser usado para cortar chapas com espessura superior a 10 mm.
Em conclusão, o tamanho do bocal tem um impacto significativo na qualidade do corte e da perfuração. Atualmente, as máquinas de corte a laser usam principalmente aberturas de bocal de φ1,4 mm e φ2 mm.
Observação:
Quanto maior a abertura do bico, maior a probabilidade de que faíscas e respingos de derretimento durante o corte causem danos à lente, reduzindo sua vida útil.
Ajuste do foco do feixe
No processo de corte a laser, a relação entre o foco do feixe e a superfície da folha de corte afeta muito a qualidade do corte, e é fundamental ajustar corretamente a posição do foco.
Normalmente, isso é feito ajustando o foco por meio de um corte de teste, no qual o foco está em sua posição correta quando o corte tem a menor quantidade de escória suspensa e o menor tamanho no corte correspondente chapa de aço.
Se a posição do cabeçote de corte em relação à placa mudar, também será necessário ajustar os pontos zero do cabeçote de corte e do sensor. O ajuste fino pode ser realizado ajustando-se a altura de corte no software.
Quando forem necessários ajustes maiores, pode ser necessário ajustar a posição do sensor e seu suporte para ajustar adequadamente o foco.
Tome cuidado ao fazer esses ajustes, pois um passo em falso pode fazer com que o cabeçote de corte atinja a superfície e danifique as peças.
A relação entre a posição do foco e o efeito de corte
Concentre-se na superfície do arco e flecha de corte, a superfície superior é lisa, a superfície inferior não é lisa
Distância focal positiva: o foco na parte interna dos arcos de corte
Instruções de corte de alumínio
O foco no centro, de modo que há uma superfície lisa maior, largura de corte maior do que o foco zero, grande fluxo de ar durante o corte, tempo de perfuração maior do que o foco zero
Corte de aço inoxidável com nitrogênio de alta pressão, escória derretida soprada para proteger a seção de corte, largura de corte aumentada com a espessura da peça de trabalho
Seleção da velocidade de corte
A seleção da velocidade de corte na máquina de corte a laser é crucial e depende do material e da espessura da chapa que está sendo cortada. A velocidade de corte tem um impacto significativo na qualidade do corte a laser.
A escolha de uma velocidade de corte adequada não apenas aumenta a eficiência da máquina de corte a laser, mas também garante um corte de alta qualidade.
Aqui estão os efeitos de diferentes velocidades de corte na qualidade do corte:
O efeito na qualidade do corte com uma taxa de alimentação de corte a laser muito rápida
pode causar cortes, faíscas espalhadas.
Algumas áreas podem ser cortadas, mas outras não podem ser cortadas.
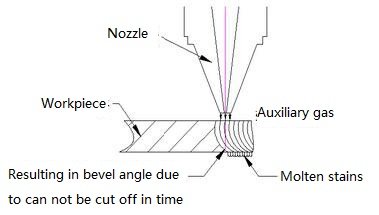
resultando em toda a seção de corte mais espessa, mas sem geração de fusível.
a taxa de alimentação de corte é muito rápida, o que faz com que a placa não possa ser cortada a tempo, a seção de corte apresente linhas oblíquas e a parte inferior gere manchas fundidas. Como mostrado abaixo:
O efeito na qualidade do corte com uma taxa de alimentação de corte a laser muito lenta:
resultam no derretimento excessivo da placa de corte e em uma seção de corte áspera.
A largura da fenda aumentará, fazendo com que toda a área derreta em filetes menores ou cantos afiados, resultando em uma qualidade de corte ruim.
baixa eficiência de corte, afetando a capacidade de produção.
Para determinar a velocidade de avanço de corte adequada, observe as faíscas de corte: se elas se espalharem de cima para baixo e se inclinarem, a taxa de avanço está muito rápida. Se as faíscas estiverem condensadas e não estiverem se espalhando, a velocidade de avanço está muito lenta. Com a velocidade de corte correta, a superfície de corte apresentará uma linha mais suave e a metade inferior da placa não se fundirá.
Conforme mostrado abaixo:
Instruções de seleção de gás e pressão para corte a laser
A escolha do gás de corte no corte a laser depende do material que está sendo cortado. A seleção do gás de corte e da pressão tem um impacto significativo na qualidade do corte.
A principal função do gás de corte é auxiliar a combustão e dissipar o calor, soprando os resíduos e evitando que eles entrem no bocal e danifiquem a lente de foco.
Impacto do gás de corte e da pressão na qualidade do corte
Um gás de corte adequado ajuda na combustão e na dissipação de calor, resultando em um corte de melhor qualidade.
Quando a pressão do gás de corte for insuficiente, o processo de corte será afetado pelo acúmulo de resíduos e a velocidade de corte não atenderá aos requisitos de produção.
Quando a pressão do gás de corte é muito alta, a superfície de corte fica áspera e a ranhura fica larga, fazendo com que parte do corte derreta, resultando em uma qualidade de corte ruim.
Impacto da pressão do gás de corte na perfuração
Se a pressão do gás for muito baixa, o laser terá dificuldade para penetrar na placa de corte, resultando em tempos de perfuração mais longos e menor produtividade.
Se a pressão do gás for muito alta, o ponto de penetração derreterá e formará um ponto de fusão maior, o que afetará a qualidade do corte.
Para a perfuração a laser, um alto chapa metálica pressão de perfuração é geralmente usada, enquanto uma pressão mais baixa é usada para perfurar placas grossas.
Ao cortar aço carbono comum, quanto mais espesso for o material, menor será a pressão do gás de corte.
Quando corte de aço inoxidávelA pressão do gás de corte permanece alta, independentemente da espessura do material.
Em conclusão, a seleção do gás e da pressão de corte a laser deve ser ajustada de acordo com as condições e circunstâncias específicas de cada aplicação.
Nosso equipamento de corte a laser é fornecido com dois canais de gás, um para oxigênio e ar e outro para uso de nitrogênio de alta pressão. Esses dois canais de gás devem ser conectados a uma válvula redutora de pressão, conforme mostrado na figura abaixo.
Descrição da válvula de alívio de pressão: o lado esquerdo da tabela mostra a pressão atual, a tabela direita mostra a capacidade de gás restante.
"Aviso"
A pressão de suprimento de nitrogênio não deve exceder 20 kg;
A pressão do suprimento de oxigênio não deve exceder 10 kg, ou pode causar o rompimento da tubulação de gás.
Impacto da potência de corte a laser na qualidade do corte
A escolha de potência do laser O tamanho do laser tem impacto na qualidade do corte, e é importante determinar a potência de corte com base no material e na espessura da chapa. Uma potência de laser muito pequena ou muito grande resultará em uma qualidade de corte ruim.
A) Uma potência de laser muito pequena resultará em nenhum corte. B) Quando a configuração da potência do laser for muito grande, toda a superfície de corte derreterá e a fenda será muito larga, resultando em baixa qualidade de corte. C) Quando a configuração da potência do laser for insuficiente, ocorrerá incrustação no corte e aparecerão cicatrizes na seção de corte.
Portanto, a definição de uma potência de laser adequada, juntamente com o gás e a pressão de corte apropriados, resultará em uma boa qualidade de corte sem manchas fundidas.
Para reduzir a variação no tamanho do ponto focal causada por alterações no tamanho do feixe antes da focalização, os fabricantes de sistemas de corte a laser oferecem várias opções para os usuários escolherem:
Tubo óptico paralelo. Essa opção envolve a adição de um tubo óptico paralelo à extremidade de saída do laser de CO2, o que aumenta o diâmetro do feixe e reduz seu ângulo de divergência, resultando em extremidades próximas e distantes do feixe com quase o mesmo tamanho.
Lente móvel independente. Uma lente móvel independente pode ser adicionada ao eixo inferior do cabeçote de corte, separada do eixo Z que controla a distância entre o bocal e a superfície do material. Essa lente se move em conjunto com a mesa da máquina-ferramenta ou com o eixo de luz, garantindo que o diâmetro do ponto focal permaneça consistente em toda a área de processamento.
Controle da pressão da água do espelho de focalização. Esse método, geralmente em um sistema de foco de reflexão metálica, reduz a curvatura focal do ponto focal ajustando automaticamente a pressão da água, reduzindo assim o tamanho do feixe e aumentando o tamanho do ponto focal.
Sistema de caminho óptico de compensação direcional X e Y. Essa opção envolve a adição de um sistema de caminho óptico de compensação à máquina de corte de raio voador. O comprimento do caminho óptico de compensação diminui à medida que a distância do corte da extremidade distante aumenta, enquanto aumenta o raio voador de compensação para manter o comprimento do caminho óptico consistente ao cortar a extremidade próxima.
2. Tecnologia de perfuração de corte.
Quase todas as tecnologias de corte a quente, exceto por algumas exceções, devem começar com a perfuração de um pequeno orifício na placa. No passado, um punção a laser foi usado para perfurar o orifício antes do início do corte a laser. Há dois métodos básicos para máquinas de corte a laser sem um dispositivo de estampagem:
Perfuração a jato:
Após a irradiação contínua do laser, forma-se um buraco no centro do material, que é rapidamente removido pelo fluxo de oxigênio junto com o feixe de laser. O tamanho médio do furo depende da espessura da chapa, e o diâmetro médio dos furos de jateamento é a metade da espessura da chapa. Esse método não é adequado para peças de alta precisão (como tubos de costura de telas de óleo) devido ao seu grande diâmetro de furo e à baixa qualidade do material. redondeza. Ele é usado apenas para sucata. Além disso, a pressão de oxigênio usada para a perfuração é a mesma usada para o corte, o que causa respingos significativos.
Perfuração por pulso:
Um laser pulsado com potência de pico é usado para derreter ou vaporizar uma pequena quantidade de material, com ar ou nitrogênio usado como gás auxiliar para reduzir a expansão do furo devido à oxidação exotérmica. A pressão de oxigênio usada é menor do que durante o corte. Cada laser pulsado cria apenas partículas pequenas e profundas, portanto, leva alguns segundos para perfurar placas grossas. Quando a perfuração é concluída, o gás auxiliar é imediatamente substituído por oxigênio para o corte. Esse método resulta em um diâmetro perfurado menor e melhor qualidade de perfuração do que a perfuração a jato.
O laser deve ter alta potência de saída, bem como características temporais e espaciais do feixe, de modo que o gerador geral de laser de CO2 não pode atender aos requisitos do corte a laser. Além disso, a perfuração por pulso deve ter um sistema de controle de gás confiável para controlar o tipo de gás, a troca de pressão e o tempo de perfuração. A tecnologia de transição da perfuração por pulso para o corte contínuo deve ser enfatizada para obter incisões de alta qualidade.
Em teoria, as condições de corte que normalmente mudam durante a seção de aceleração incluem a distância focal, a posição do bocal e a pressão do gás. No entanto, é improvável que essas condições sejam alteradas em um período de tempo tão curto.
3. Design do bocal e tecnologia de controle do fluxo de ar.
Ao cortar aço com um laser, o feixe de laser e o oxigênio são direcionados por um bocal para o material, formando um fluxo de ar. Para que a incisão seja eficaz, o fluxo de ar deve ter alta velocidade e volume para promover a oxidação e remover o material fundido. A qualidade do corte é afetada não apenas pelo feixe de laser, mas também pelo design do bocal e pelo controle do fluxo de ar (como a pressão do bocal e a posição do material em relação ao fluxo de ar).
O bocal de corte a laser tem um design simples, com um pequeno orifício redondo na extremidade de uma abertura cônica. O bocal geralmente é feito de cobre, que é propenso ao desgaste e, portanto, precisa ser substituído com frequência. Como resultado, normalmente não são realizados cálculos e análises de mecânica de fluidos. A pressão do bocal é referida como a pressão do gás que está sendo ejetado pela lateral do bocal, medida em pressão manométrica (Pg).
Quando usado, o gás é expelido do bocal e atinge a superfície do material a uma determinada distância, chamada de pressão de corte (Pc). Em seguida, o gás se expande até a pressão atmosférica (Pa). Pesquisas mostram que, à medida que a pressão do bocal aumenta (Pn), a velocidade do fluxo e a pressão de corte também aumentam. Uma fórmula pode ser usada para calcular a velocidade do fluxo de ar:
V = 8,2d2 (Pg + 1)
Onde: V = velocidade do fluxo de gás em L/min d = diâmetro do bocal em mm Pg = pressão do bocal (pressão manométrica) em bar
Há diferentes limites de pressão para diferentes gases. Quando a pressão do bocal excede um determinado valor, o fluxo de ar passa de subsônico para supersônico. Esse limite depende da proporção de Pn para Pa e do grau de liberdade das moléculas de gás. Por exemplo, no caso do oxigênio, o limite é Pn = 1 bar x (1,2)3,5 = 1,89 bar. Se a pressão do bocal for ainda maior (Pn/Pa = (1 + 1/n)1 + n/2, em que Pn = 4 bar), o fluxo de ar passa de uma onda de choque oblíqua normal para uma onda de choque positiva, o que reduz a pressão de corte, a velocidade do fluxo de ar e causa a formação de vórtices na superfície do material, o que enfraquece a capacidade do fluxo de ar de remover o material fundido e afeta a velocidade de corte.
Portanto, o bocal cônico com um pequeno orifício redondo é usado, e a pressão do bocal de oxigênio geralmente é mantida abaixo de 3 bar.
Para determinar o modelo, o tamanho e a quantidade de cortadores a laser a serem adquiridos, é importante entender o escopo da produção da sua empresa, os materiais de processamento e a espessura do corte. É aconselhável fazer uma configuração simples para a compra posterior.
As máquinas de corte a laser são usadas em vários setores, como telefones celulares e computadores, processamento de chapas metálicaseletrônicos, impressão, embalagens, couro, vestuário, tecidos industriais, publicidade, artesanato, móveis, decoração, equipamentos e instrumentos médicos.
Os modelos mais populares no mercado são o 3015 e o 2513, que têm 3×1,5 m e 2,5×1,3 m (largura x comprimento do lado da mesa), respectivamente. No entanto, o tamanho do cortador a laser não é um problema, pois os fornecedores normalmente oferecem cortadores a laser de diferentes tamanhos para a seleção do cliente, e eles também podem ser personalizados.
Com relação ao preço das máquinas de corte a laser de fibra, você pode encontrar mais informações em uma postagem relacionada. A equipe profissional pode conduzir soluções de simulação no local ou fornecer soluções, e também pode levar seus próprios materiais ao fabricante para fazer amostras.
Costura de corte fina - A costura de corte a laser é normalmente de 0,10 mm a 0,20 mm.
Superfície de corte lisa - A presença de rebarbas na superfície de corte do corte a laser pode variar. Em geral, as máquinas de corte a laser YAG têm algumas rebarbas, que são determinadas principalmente pela espessura do corte e pelo gás. Em geral, não há rebarbas abaixo de 3 mm. O corte com nitrogênio é o melhor, seguido pelo corte com oxigênio e corte a ar sendo a pior. A máquina de corte a laser de fibra tem menos rebarbas, com uma superfície de corte muito lisa e velocidade rápida.
Verifique a deformação do material.
Potência do laser - Por exemplo, se a fábrica corta principalmente chapas de metal abaixo de 6 mm, não há necessidade de comprar uma máquina de corte a laser de alta potência. Uma máquina de corte a laser de fibra de 500 W pode atender à demanda de produção. Se a produção for maior e houver preocupação com a eficiência da máquina de corte a laser de 500 W, a melhor opção seria comprar duas ou mais máquinas de corte a laser menores e de média potência. Isso ajudará a fábrica a economizar custos e aumentar os lucros.
As partes principais do cortador a laser - O gerador de laser e o cabeçote do laser são os principais componentes do cortador a laser. A maioria dos geradores a laser usa marcas IPG importadas, enquanto o tipo econômico é o Raycus marca da China. Também é importante prestar atenção a outros componentes, como o motor elétrico (se é um servo motor), a guia linear, a estrutura etc., pois esses componentes também podem afetar a precisão do corte. O sistema de resfriamento da máquina de corte a laser, o gabinete de resfriamento, também deve ser observado. Muitas empresas usam condicionadores de ar domésticos para resfriamento, mas isso não é eficaz. A melhor maneira é usar condicionadores de ar industriais para obter o resfriamento ideal.
Reparos e encargos - Qualquer equipamento sofrerá danos durante o uso, em graus variados. Em caso de danos, deve-se levar em conta a pontualidade e o custo do reparo. Portanto, é necessário conhecer o serviço pós-venda da empresa por meio de vários canais, como, por exemplo, se a taxa de manutenção é razoável.
Como fazer FAÇA VOCÊ MESMO Cortador a laser de fibra?
Se você precisar de um cortador a laser, é fácil comprar um. Fazer você mesmo pode ser um desafio e pode não resultar em economia de custos. Há pessoas que são entusiastas dos cortadores a laser e criaram um cortador de metal a laser projetando o software, o circuito e o próprio maquinário. Esse processo levou aproximadamente três meses.
No entanto, se estiver procurando aprender e adquirir experiência prática, construir uma máquina do início ao fim pode ser uma experiência gratificante. Confira os seguintes recursos para cortadores a laser DIY:
Kit de cortador a laser
Lista de peças de desgaste do cortador a laser
Não.
Item
1
Lentes de proteção
2
Elemento filtrante
3
Bocal de cobre
4
Lente de foco
5
Anel de cerâmica
6
Lente de colimação
7
Amplificador
8
Conector do amplificador
Análise de custo operacional do cortador a laser.
1) Tome o aço inoxidável de 1 mm como exemplo para calcular o capital usado e o custo de tempo
Por exemplo:
Considere o corte de 50.000 metros de aço inoxidável de 1 mm. O cálculo do período de tempo pode variar devido ao curto tempo de perfuração para chapas metálicas finas e às diferenças nos arranjos de produção que podem não registrar o curso vazio. Assim, os resultados estatísticos podem não refletir com precisão as comparações de eficiência e custo.
Observação: O tempo de carga e descarga não está incluído no cálculo.
Cortador a laser de fibra com potência de 2000 W:
50.000 m ÷ 20 m/min ÷ 60 min = 41,7 h ≈ 5 dias
41,7 h x (27,8 RMB + 70 RMB) ≈ 4078 RMB
Cortador a laser de CO2 com potência de 3000W:
50.000 m ÷ 8 m/min ÷ 60 min = 104,2 h ≈ 13 dias
104,2 h x (63,5 RMB + 70 RMB) ≈ 13911 RMB
Cortador a laser CO2 com potência de 2000W:
50.000 m ÷ 6,5 m/min ÷ 60 min = 128,2 h ≈ 16 dias
128,2 h x (50,5 RMB + 70 RMB) ≈ 15488 RMB
1mm SS
Laser de fibra 2000W
Laser de CO2 3000W
Laser de CO2 2000W
Hora(dia)
5
13
16
Custo(RMB)
4078
13911
15488
2) Tome o aço inoxidável de 2 mm como exemplo para calcular o capital utilizado e o custo de tempo
Por exemplo:
Corte de aço inoxidável de 2 mm, com um total de 50.000 metros, em um período de tempo aproximadamente estimado:
Cortador a laser de fibra com potência de 2000W:
50.000m ÷ 8,5m/min ÷ 60 min = 98 horas ≈ 12 dias
98 horas × (27,8 RMB + 70 RMB) ≈ 9588 RMB
Cortador a laser de CO2 com potência de 3000W:
50.000m ÷ 4,5m/min ÷ 60 min = 185,2 horas ≈ 23 dias
185,2 horas × (63,5 RMB + 70 RMB) ≈ 24724 RMB
Cortador a laser de CO2 com potência de 2000W:
50.000m ÷ 3m/min ÷ 60 min = 277,8 horas ≈ 34,7 dias
4) Eficiência operacional (tome como exemplo uma espessura de 1~4 mm)
Item
Espessura(mm)
IPG2000
CO2 2000W
CO2 3000W
Velocidade de corte (m/min)
Aço macio
1
10.0-13.0
5.0-6.5
6.0-9.0
2
5.0-6.0
3.5-5.0
4.0-5.6
3
3.0-4.8
3.0-3.8
3.0-4.6
4
2.8-3.5
2.5-3.3
2.6-3.8
5
2.2-3.0
2.2-2.8
2.2-3.2
6
1.8-2.5
1.8-2.5
2.0-2.8
8
1.2-1.8
1.1-1.6
1.3-2.0
10
1.1-1.3
1.0-1.3
1.2-1.6
12
0.9-1.2
0.9-1.1
1.0-1.4
SS
1
15.0-22.0
6.0-9.0
7.0-9.0
2
7.0-9.0
3.8-4.5
4.2-5.2
3
3.5-5.5
2.0-2.5
2.8-3.9
4
3.0-4.5
1.2-1.8
2.0-2.8
5
1.8-2.5
1.0-1.3
1.6-2.0
6
1.2-1.8
0.6-0.9
1.3-1.6
8
0.8-1.0
0.7-1.0
Manutenção e solução de problemas da máquina de corte a laser de fibra
Resumo
Para garantir o funcionamento adequado de uma máquina de corte a laser, ela precisa de manutenção de rotina. Como a máquina usa componentes de alta precisão, é importante lidar com o processo de manutenção com cuidado e seguir rigorosamente os procedimentos operacionais. Também é recomendável designar uma pessoa específica para realizar a manutenção a fim de evitar danos aos componentes.
Os usuários devem ter sempre à mão as seguintes peças de reposição:
A) Acetona (pureza de 99,5%, com menos de 0,3% de água e capacidade de 500 ml) B) Algodão absorvente (5 pacotes, grau médico ou grau óptico) C) Álcool (500 ml, com pureza de 99,5%+) D) Conta-gotas (médico) E) Cotonete (dois pacotes) F) Multímetro (um).
As instruções para instalar ou substituir a lente interna do cabeçote de corte também são fornecidas.
(1) Antes de instalar a lente óptica, é importante: usar roupas limpas, limpar as mãos com sabão ou detergente e usar luvas brancas limpas; não tocar em nenhuma parte da lente com as mãos desprotegidas; pegar a lente pela lateral, sem tocar diretamente na superfície de revestimento da lente.
(2) Ao montar a lente, evite usar a boca para soprar sobre ela; coloque a lente em uma mesa limpa e coloque algumas folhas de papel profissional sob ela.
Manuseie a lente com cuidado para evitar machucados ou quedas e não aplique nenhuma força na superfície de revestimento da lente. Limpe o suporte da lente antes de instalar a lente, usando uma pistola de ar limpo para remover qualquer poeira e sujeira. Em seguida, coloque a lente com cuidado no suporte da lente.
(3) Ao instalar a lente no suporte da lente, não use força excessiva para prendê-la, pois isso pode causar a deformação da lente e afetar a qualidade do feixe.
(4) Precauções ao substituir a lente óptica:
Manuseie a lente com cuidado ao removê-la da caixa para evitar arranhões
Não aplique nenhuma pressão na lente até que o papel de embrulho seja removido
Use luvas limpas ao remover a lente protetora e a lente de foco da caixa e remova-as pela lateral da lente
Evite que poeira e outros objetos caiam sobre a lente ao remover o papel da embalagem
Use uma pistola de ar limpa para remover a poeira da lente e coloque-a em um papel para lentes ópticas
Remova toda a poeira e sujeira do suporte da lente e dos suportes para evitar que materiais estranhos caiam sobre a lente durante a montagem
Não use muita força ao instalar a lente no suporte da lente para evitar a deformação da lente
Após a conclusão da montagem da lente, use uma pistola de ar limpo para remover qualquer poeira ou material estranho na lente.
Etapas para limpar a lente da máquina de corte a laser:
Primeiro, sopre a poeira do espelho com uma pistola de ar limpa. Em seguida, use um cotonete limpo para remover a sujeira. Mergulhe o cotonete em álcool novo de alta pureza ou acetona e faça movimentos circulares, começando do centro da lente e indo para fora.
Repita o processo até que a lente esteja limpa, trocando por um novo cotonete limpo após cada rodada. Use um pano limpo para remover quaisquer marcas residuais no espelho, tomando cuidado para não arranhá-lo. Observe a lente com bastante luz para ver se o reflexo é bom, indicando que a lente foi limpa. Se o reflexo não for bom, continue o processo de limpeza.
Por fim, coloque a lente limpa na base do espelho usando o método acima. É proibido usar o mesmo cotonete para limpar novamente.
Armazenamento de lentes ópticas
O armazenamento adequado da lente óptica é essencial para manter sua qualidade.
O ambiente de armazenamento deve estar entre 10 e 30°C, pois colocar a lente em um freezer ou em um ambiente semelhante pode causar condensação, o que pode facilmente danificar a lente.
A temperatura do ambiente de armazenamento não deve exceder 30°C, pois isso pode afetar o revestimento da superfície da lente.
Ao armazenar a lente em uma caixa, ela deve ser colocada em um ambiente sem vibrações para evitar a deformação da lente e manter seu desempenho.
Inspeção elétrica
A manutenção envolve principalmente a verificação da estabilidade da tensão diária da fonte de alimentação, a manutenção da limpeza e da ventilação adequada do gabinete elétrico da máquina e a garantia da integridade e da segurança de cada componente elétrico.
Ciclo de manutenção
A) O ciclo de manutenção do laser, do resfriador e do compressor de ar deve estar de acordo com o cronograma especificado no manual de instruções.
B) A primeira manutenção da máquina deve ser realizada após 24 horas de uso, seguida de outra manutenção após 100 horas de uso, depois de uma revisão geral após seis meses e, posteriormente, a manutenção deve ser realizada a cada seis meses ou uma vez por ano (dependendo das circunstâncias específicas do cliente).
Manutenção durante a operação
Antes de operar a máquina, é importante realizar a verificação e a manutenção diárias da máquina de corte a laser de acordo com a lista de inspeção diária. Se notar algum som anormal enquanto a máquina estiver em uso, pare-a imediatamente e faça uma inspeção completa. Após terminar de usar a máquina de corte a laser, certifique-se de desligá-la na ordem correta e limpar a mesa da máquina e a área ao redor dela. Não deixe nenhum item não relacionado na mesa da máquina ou no painel de controle.
Verifique regularmente o nível de óleo da bomba de lubrificação e reabasteça-a conforme necessário para garantir que as guias dos eixos X e Y sejam totalmente lubrificadas, manter a precisão da máquina e prolongar a vida útil das guias dos eixos X e Y.
Limpe a guia linear do eixo Z e a poeira no eixo do parafuso uma vez por semana e adicione óleo de motor.
Verifique se há danos nas tubulações de água e ar uma vez por semana e notifique imediatamente a equipe da empresa para manutenção se algum dano for encontrado.
Limpe o ar toda semana para filtrar detritos e poeira.
Verifique o nível da água de resfriamento interno do refrigerador de água toda semana e adicione mais, se necessário.
Verifique a contaminação da lente de foco a cada duas semanas e limpe-a conforme necessário para garantir sua vida útil.
Verifique o espelho protetor uma vez por dia para manter seu efeito de corte.
Verifique o caminho do gás uma vez por mês para eliminar qualquer perigo em potencial.
Verifique regularmente se há danos nos cabos externos e se há folga nas interfaces de linha do gabinete de distribuição.
Ajuste o nivelamento da máquina após seis meses de uso para garantir a precisão do corte.
Manutenção para não usar a longo prazo
Quando a máquina não estiver em uso por longos períodos, aplique uma camada protetora, como óleo ou graxa, nas peças móveis. Envolva-as em papel antiferrugem e verifique regularmente se há ferrugem, removendo-a imediatamente e executando medidas de prevenção de ferrugem nas áreas afetadas. (Considere a possibilidade de adicionar uma cobertura contra poeira, se o orçamento permitir.) Mantenha a limpeza e as inspeções regulares da máquina.
Problemas
Causas
Soluções
As peças são processadas sem saída de gás auxiliar
1. falta de pressão;
1. verifique a pressão do ar;
2. a válvula solenoide ou o cabo de aço está quebrado;
2. verifique a válvula solenoide ou a linha da válvula solenoide
Há um som anormal no movimento do eixo
1. nenhum lubrificante nas partes móveis;
1. adicionar lubrificantes;
2. verificar se o caminho do movimento é seguro
2. verifique a segurança do caminho das peças móveis
Não há laser no cabeçote de corte ou a luz é fraca
1. sem sinal luminoso;
1. verifique a linha de sinal PWM;
2. o laser ou a fibra está quebrado;
2. verifique se o alarme do laser está funcionando;
3. bloco do bocal; caminho óptico parcial;
3. substituir o bocal; 4. ajustar o caminho óptico
O padrão de corte não corresponde ao tamanho do desenho
1. os erros do programa;
1. leia as instruções. verifique se a operação está correta;
2. a precisão do posicionamento foi afetada;
2. verificar se a precisão da máquina é qualificada;
Observação: Não existe uma opção "melhor", apenas opções melhores; escolha a que for mais adequada para você.
O corte a laser é um processo de fabricação maduro e o desempenho das máquinas de corte a laser das principais marcas não é muito diferente. A escolha da melhor máquina de corte a laser baseia-se principalmente nos materiais de produção. Os fatores a seguir precisam ser considerados:
Costura de corte: A costura típica de corte a laser é de 0,10 a 0,20 mm.
Superfície de corte lisa: Não deve haver rebarbas na superfície de corte.
Baixa deformação térmica: O processo de corte a laser é caracterizado por uma costura de corte fina, velocidade rápida e energia concentrada, resultando em transferência mínima de calor para o material e baixa deformação.
Adequado para o processamento de produtos grandes: Processamento a laser elimina a necessidade de moldes na fabricação de produtos grandes, o que pode reduzir muito os custos de produção e melhorar a qualidade do produto.
Adequado para o desenvolvimento de novos produtos: O processamento a laser pode ser realizado imediatamente após a conclusão do projeto do produto, permitindo um ciclo de desenvolvimento mais curto.
Economia de material: O processamento a laser utiliza programação de computador para maximizar a utilização de material por meio do corte de produtos em diferentes formatos.
Operação da máquina de corte a laser de fibra
Antes de usar a máquina de corte a laser, é importante entender a operação de suas várias partes e seguir os métodos de operação adequados para o desempenho da máquina e a segurança pessoal.
Antes de usar, faça as seguintes verificações:
Verifique o nível de óleo da máquina e abasteça-o conforme necessário para mantê-lo dentro da faixa normal.
Verifique se há vazamentos nos canais de água e gás e certifique-se de que a qualidade do ar e da água esteja normal e não contaminada.
Verifique se o feixe de laser está sendo emitido do centro do bocal de gás, verificando o alinhamento coaxial do laser e do bocal.
Verifique se a boca do bocal de gás de corte é apropriada para o processo de corte e substitua-o, se necessário.
Verifique a conexão do gás auxiliar para corte e ajuste a pressão do gás para o nível adequado, se necessário.
Precauções de segurança e sinais de segurança antes e durante o uso
Representa "Atenção", não seguir a operação correta pode resultar em ferimentos pessoais ou danos ao equipamento.
Se houver um feixe de laser passando, não passe pelo feixe, caso contrário, ele causará queimaduras no corpo humano ou até mesmo risco de vida.
Representa o perigo de uma fonte de alimentação de alta tensão, não se aproxime de alta pressão, caso contrário, isso causará choque elétrico ou até mesmo risco de morte.
Precauções:
A) Nunca olhe diretamente para o laser, inclusive para a luz vermelha.
B) Mantenha as pessoas e os itens não relacionados ao trabalho fora do alcance do laser ao abrir o obturador.
C) O operador deve usar óculos de proteção e permanecer presente durante a operação da máquina de corte a laser.
D) Se surgir um problema durante o uso, acione imediatamente o interruptor de parada de emergência ou desligue a fonte de alimentação principal.
E) Monitore continuamente a temperatura da água de resfriamento e a pressão do gás de trabalho durante o uso.
F) Opere a máquina somente com o treinamento adequado e seguindo os procedimentos operacionais seguros. Pessoal não autorizado está estritamente proibido de operar a máquina.
G) O laser da máquina de corte a laser é um produto a laser de Classe 4, e o feixe de laser invisível, o reflexo da lente e a luz dispersa podem ser prejudiciais ao corpo humano, principalmente aos olhos. A equipe deve tomar as precauções necessárias e evitar incidentes de incêndio.
H) O gás de exaustão gerado durante o corte a laser pode ser prejudicial ao operador, portanto, certifique-se de que o aspirador de pó da máquina esteja funcionando corretamente.
I) Faça a manutenção do equipamento de corte a laser de forma limpa e organizada, lubrificando-o conforme as instruções e gerenciando adequadamente as ferramentas e os acessórios para evitar perdas. Se ocorrer algum problema de funcionamento, pare a máquina imediatamente e informe os engenheiros relevantes se o operador não conseguir resolver o problema.
J) Para evitar danos por choque elétrico, somente o pessoal de manutenção profissional pode inspecionar ou reparar a parte de controle elétrico da máquina de corte a laser.
Sequência de ativação/desativação:
A) Comece ligando a fonte de alimentação externa para fornecer eletricidade ao gabinete de controle.
B) Certifique-se de que o interruptor do resfriador de água esteja ligado (não desligue o interruptor do resfriador de água após o uso).
C) Verifique se a chave de parada de emergência está na posição liberada.
D) Gire o interruptor da chave para a posição "on" (ligado).
E) Ligue o computador.
F) Por fim, ligue a energia do laser à esquerda.
Para desligar a máquina de corte a laser, inverta a ordem dessas etapas.
Uso e programação de software:
Para obter instruções sobre como usar o software, consulte o manual. Os detalhes não serão discutidos aqui.
Calibração automática do sensor de altura:
Se você precisar calibrar o sensor de altura ao trocar o bocal ou se a distância do servo não for precisa, a calibração pode corrigir a altura da placa de pressão. As etapas são as seguintes:
A) Mova o cabeçote de corte para baixo até aproximadamente 5 mm da superfície da placa.
B) Selecione "Calibration" (Calibração) na tocha de controle de altura → "Floating Head Calibration" (Calibração do cabeçote flutuante) → "Confirm" (Confirmar).
C) O cabeçote de corte cairá duas vezes durante o processo, que leva cerca de 10 segundos. Verifique a posição da placa durante esse período.
D) A curva de calibração será exibida na tocha de controle de altura quando a calibração for concluída. A curva deve ser suave para um resultado de calibração normal. Se o resultado da calibração for ruim, isso afetará o efeito de corte e a calibração precisará ser feita novamente.
Há vários fatores que podem afetar os resultados da calibração, inclusive:
Uma superfície instável na prancha.
Agitação da corrediça do eixo Z.
Grave interferência elétrica de fontes externas.
Os resultados da calibração são classificados como A, B, C ou D. O cortador a laser poderá ser usado normalmente se o resultado da calibração for superior a "C", e uma nova calibração será necessária para eliminar a interferência se o resultado for "D".
Segurança da máquina de corte a laser
Esta seção se concentra na importância da segurança do laser e fornece diretrizes para a operação segura de máquinas de corte a laser. É fundamental que todo operador esteja ciente do conhecimento comum e das medidas de segurança para garantir seu bem-estar.
"Precauções"
A) Nomear administradores de segurança para estabelecer suas responsabilidades e fornecer treinamento de segurança aos operadores de processamento a laser.
B) Defina a área de gerenciamento de segurança do laser e coloque placas de aviso na entrada. As placas devem incluir informações sobre a potência da máquina, tipo de laserA segurança deve ser garantida, a proibição de entrada de pessoas de fora e a importância da proteção dos olhos. O nome do gerente de segurança também deve ser incluído.
C) Os operadores de máquinas de processamento a laser devem passar por treinamento especializado e só devem operar a máquina com a permissão do administrador de segurança.
Aviso de segurança para laser
O principal dano causado pelo laser ao corpo humano é aos olhos e à pele. A exposição ao laser pode resultar em queimaduras em qualquer parte do corpo, portanto, é importante evitar colocar qualquer parte do corpo em contato com o laser. o caminho da luz do equipamento a laser para evitar danos causados por uso indevido.
Proteção dos olhos e da pele
Durante o processamento a laser, os lasers CO2 e YAG são comumente usados, e cada um tipo de laser podem causar danos diferentes ao corpo humano. O laser YAG é mais prejudicial, pois seu comprimento de onda tem uma alta transmitância para os olhos humanos, o que pode danificar a retina. Por outro lado, os lasers de CO2 causam danos principalmente na forma de queimaduras na córnea dos olhos. Ambos tipos de laser A exposição ao laser pode levar à catarata ocular e ao risco de queimaduras na pele. Portanto, é importante usar as medidas de proteção adequadas de acordo com o tipo de laser que está sendo usado durante o processo de ajuste.
Prevenção de incêndios
O corte a laser geralmente envolve o uso de oxigênio e faíscas durante o processo de corte, o que aumenta o risco de incêndio. Portanto, a área de trabalho não deve conter materiais inflamáveis ou explosivos e deve ter as instalações preventivas necessárias.
Segurança elétrica
A) Evite tocar nos interruptores com as mãos molhadas para evitar choques elétricos
As áreas da máquina de corte a laser marcadas com sinais luminosos indicam que essas peças têm alta tensão elétrica ou componentes elétricos. Os operadores que estiverem próximos a essas peças ou realizando manutenção devem ser cautelosos para evitar choques elétricos. Isso inclui a tampa protetora na posição do servomotor, a caixa de junção atrás da coluna, o gabinete do transformador da máquina de corte a laser e as portas do gabinete elétrico, etc.
B) Familiarize-se com as funções e as teclas
Certifique-se de ler o manual da máquina e o esquema elétrico de forma abrangente para que você possa se familiarizar com as funções e as teclas da máquina de corte a laser.
C) Proibir alterações não autorizadas nos parâmetros da máquina
Não abra facilmente as portas elétricas e proíba alterações não autorizadas nos parâmetros da máquina, nos parâmetros do servo e no potenciômetro (de acordo com a tabela de troca). Se for necessário fazer uma alteração, você deverá ser treinado pelo fabricante do equipamento de corte a laser e aprovado pela equipe profissional. Lembre-se de registrar os valores dos parâmetros antes de fazer qualquer alteração para que o estado original possa ser restaurado, se necessário.
D) Proteja-se da alta tensão e dos raios X
A tensão geral da fonte de alimentação do cortador a laser de processamento é de vários milhares a dezenas de milhares de volts, portanto, é importante evitar a exposição à alta tensão do laser e aos raios X gerados pelo tubo de elétrons sob alta tensão.
E) Evite tocar nas partes energizadas do gabinete elétrico
Não toque nas partes energizadas do gabinete elétrico quando ele estiver energizado, como o dispositivo de controle numérico, o dispositivo servo, o transformador, o ventilador, etc.
Alerta:
Após uma falha de energia, aguarde pelo menos 5 minutos antes de tocar no terminal. Pode haver alta tensão entre o terminal da linha de alimentação por um período de tempo após a falha de energia, portanto, para evitar choque elétrico, não toque nele imediatamente.
Máquina de corte a laser's medidas de proteção
"Designar um administrador de segurança"
Designar um administrador de segurança para determinar suas responsabilidades e conduzir a operação segura e a educação sobre segurança para os operadores de processamento a laser.
"Área de gerenciamento de segurança de laser"
Especifique a área de gerenciamento de segurança do laser e coloque um cartão de aviso na entrada da área. O cartão de aviso deve incluir a potência da máquina de processamento a laser, o tipo de laser, a proibição de entrada de pessoas de fora, um aviso para proteger os olhos e o nome do gerente de segurança.
"Chave comutadora de máquina"
Quando a máquina de processamento a laser não estiver em uso, certifique-se de retirar o interruptor de chave e mantê-lo trancado com chave para evitar danos causados por uso indevido.
"Sistema de exaustão de fumaça e gases"
Certifique-se de que a fumaça, o gás e os gases de trabalho do laser produzidos durante a fabricação sejam descarregados para o exterior por meio do tubo de exaustão. Todos os cilindros devem ser armazenados de forma organizada e segura.
O conhecimento comum deve ser conhecido pelos operadores
Os operadores de máquinas de corte a laser devem passar por um treinamento especial para atingir um determinado nível e operar somente com o consentimento do administrador de segurança.
Ao usar a máquina de corte a laser ou ficar perto do laser, o operador ou a pessoa deve usar óculos de proteção a laser e roupas de proteção adequadas. Deve haver iluminação interna adequada na área em que os óculos de proteção são usados para garantir a capacidade do operador de realizar o trabalho sem problemas.
Para proteger o operador, deve haver uma sala de processamento ou uma tela de proteção. Devem existir dispositivos de segurança para evitar a difusão do laser e garantir a segurança dos operadores.
Quando a porta da sala de processamento é aberta, o obturador do laser deve ser fechado.
Gráfico de espessura e velocidade de corte a laser de fibra
A tabela de espessura de corte a laser a seguir pode ser útil para você.
Você também pode fazer o download do arquivo xls da tabela de espessura de corte a laser nesta página.
Gráfico de espessura e velocidade de corte a laser
Como fundador do MachineMFG, dediquei mais de uma década de minha carreira ao setor de metalurgia. Minha vasta experiência permitiu que eu me tornasse um especialista nas áreas de fabricação de chapas metálicas, usinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou sempre pensando, lendo e escrevendo sobre esses assuntos, esforçando-me constantemente para permanecer na vanguarda do meu campo. Permita que meu conhecimento e experiência sejam um trunfo para sua empresa.
Você já se perguntou como um laser pode cortar o metal como uma faca quente na manteiga? Neste artigo fascinante, exploraremos a ciência por trás da tecnologia de corte a laser de fibra....
Com que velocidade um laser de fibra pode cortar diferentes metais? Se você já se perguntou sobre a otimização das velocidades de corte para materiais como aço carbono ou alumínio, este artigo oferece gráficos de velocidade detalhados...
Imagine cortar metal com a mesma facilidade com que se corta manteiga. A tecnologia de laser de fibra revolucionou a metalurgia, oferecendo precisão e velocidade inigualáveis. Este artigo explora as velocidades de corte de vários metais...
Você já teve dificuldades para obter o corte perfeito em metal? Nesta postagem do blog, revelaremos os segredos dos parâmetros de corte ideais para vários metais usando um equipamento de...
Escolher o laser de fibra de alta potência certo para suas necessidades industriais pode ser uma tarefa difícil. Maior potência é sempre sinônimo de melhor eficiência? Não necessariamente. Este guia explora conceitos errôneos comuns e...
Imagine uma ferramenta tão precisa que pode cortar metal com a delicadeza do bisturi de um cirurgião. Os lasers de fibra revolucionaram os setores, da manufatura à medicina. Este artigo analisa...
Você já se perguntou como a tecnologia de ponta alcança tamanha precisão? Os lasers de fibra, uma maravilha da engenharia moderna, utilizam fibras de vidro dopadas com terras raras para gerar feixes de laser altamente eficientes e versáteis....
O que faz com que os cabeçotes de corte a laser falhem e como você pode evitar isso? Este artigo analisa os problemas comuns de contaminação que afetam as lentes dos cabeçotes de corte a laser de fibra e oferece soluções práticas...
Você já se perguntou qual é a tecnologia de corte a laser que realmente reina suprema? Este artigo mergulha na batalha entre os lasers de fibra e os lasers de CO2, explorando seus pontos fortes e fracos e os fatores...