Explorando projetos de matrizes de flangeamento: Um guia para estruturas típicas
Você já se perguntou como peças metálicas complexas são fabricadas com precisão? Este artigo explora o fascinante mundo das matrizes de rosqueamento e flangeamento, revelando os segredos por trás de seu projeto e operação. Você aprenderá como essas ferramentas moldam o metal com precisão e eficiência, tornando possíveis os objetos do cotidiano.
Fórmula geral da estrutura da matriz de rosqueamento
Para roscas de tamanho pequeno, um punção perfurante é geralmente usado em matrizes de rosqueamento, enquanto para roscas maiores (M5 e acima), um punção com um furo pré-fabricado é comumente empregado, permitindo que o puncionamento e o rosqueamento sejam concluídos de uma só vez.
Quando o punção desce até uma altura definida, o material é rasgado sob a ação da borda de corte plana. Na maioria dos casos, o material de refugo do processo de puncionamento permanece preso após o rosqueamento, mas se desprende sozinho após a rosca, conforme mostrado na Figura 5-20.
Figura 5-20: Punção de flange para roscas pequenas (M4 e abaixo)
1-Elastômero de borracha 2- Punção 3-Placa de retenção do punção 4-Placa de apoio 5-Suporte superior do molde
Ao flangear vários furos simultaneamente na matriz secundária, devem ser instalados postes-guia e buchas, conforme ilustrado na Figura 5-21.
Figura 5-21 Matriz de flange com vários furos para roscas grandes (M5 e superior)
1-Matriz 2-Bucha da guia 3-Placa do riscador 4-Pilar da guia 5-Placa do retentor do punção 6-Placa do espaçador 7-Sapata superior da matriz 8-Punção 9-Manga da guia 10-Inserção da matriz com liga dura
Para matrizes de flangeamento de furo único de grande diâmetro com furos pré-fabricados, não são necessários postes-guia e buchas. A centralização é obtida alinhando-se a seção guia do punção com o furo pré-fabricado, seguida do posicionamento de acordo com o formato externo da peça de trabalho, conforme ilustrado na Figura 5-22.
Figura 5-22: Matriz de flangeamento de furo grande
1-Entrada da matriz 2-Peça de trabalho 3-Revestimento da entrada da matriz 4-Anel de ejeção 5-Sapata superior da matriz 6-Punção 7-Sapata inferior da matriz
As matrizes de flangeamento e rosqueamento geralmente devem ser equipadas com um mecanismo ejetor para soltar a peça de trabalho do punção. A peça de trabalho pode ser facilmente removida da matriz sob a ação da força de rebote, portanto, normalmente não há necessidade de considerar o uso de um decapador.
No entanto, ao realizar torneiras de desbaste com deformação extensa ou quando a espessura do material for ≥4 mm, deve-se considerar o uso de um removedor, conforme mostrado na Figura 5-23.
Figura 5-23: Matriz de flangeamento de desbaste
1-Punch 2-Edge Pressing Ring 3-Die 4-Lifter.
Matriz de flangeamento de força assimétrica (alça plana do pote de crisântemo)
Em teoria, peças flangeadas com carga assimétrica e peças dobradas assimetricamente podem ser processadas em peças simétricas para evitar que a peça de trabalho se mova, completando as duas partes ao mesmo tempo e cortando a peça de trabalho ao meio após o flangeamento.
No entanto, como peças pequenas, como cabos de panelas, geralmente são cortadas do excesso de material nas bordas, o que não atende às condições acima, esta descrição se concentra principalmente em matrizes de flangeamento individuais.
Durante o processo de dobra única, o material é puxado pela força de flangeamento unilateral, resultando em deslizamento. A chave para projetar essas matrizes está na prevenção do deslizamento do material e na garantia de que a linha do flange esteja corretamente posicionada.
Antes de o punção entrar em contato com a peça de trabalho, use uma placa de pressão móvel para prender a peça de trabalho com firmeza. A força de fixação deve exceder a força de flangeamento.
Incorporando vários fatores de compensação, a fórmula para estimar a força de flangeamento de materiais de aço inoxidável é a seguinte:
Na fórmula:
F - força de flangeamento (N);
L - o comprimento da linha do flange (mm);
t - espessura do material (mm);
Rel. - resistência ao escoamento, que é definida em 280 (MPa).
Atualmente, a maioria desses tipos de moldes usa predominantemente elastômeros de borracha como elemento elástico para aplicar pressão. Os elastômeros de borracha oferecem benefícios significativos, como alta elasticidade, excelente desempenho de recuperação e resistência a rasgos.
A espessura do elastômero de borracha não é necessariamente melhor quando aumentada; a espessura ideal é geralmente de três a quatro vezes a soma da altura do flange mais uma certa margem.
Se a pressão dentro da altura calculada for insuficiente, folhas de borracha mais finas podem ser colocadas em camadas, com calços de aço finos intercalados. O aumento da área da superfície da borracha pode melhorar a pressão aplicada. Para peças perfuradas com furos, é melhor usar o posicionamento dos furos conforme mostrado na Figura 5-24.
Figura 5-24: Montagem do molde de bainha da alça plana do pote de crisântemo
1) Elastômero de borracha, 2) Pino de transmissão de força, 3) Placa de localização, 4) Punção, 5) Placa de obturação, 6) Matriz e 7) Suporte inferior da matriz.
O bico do pote em forma de caqui apresenta uma borda enrolada
Durante o processo de brasagem entre o bico e o corpo de um pote em forma de caqui, para conservar o caro material de brasagem de prata, é necessário formar um flange vertical ao longo da linha de contorno da extremidade maior do corpo do pote. A operação de flangeamento no bico é realizada em uma prensa de bancada do tipo cantilever, com a matriz ajustada em uma posição invertida, conforme mostrado na Figura 5-25.
A Figura 5-25 ilustra o processo de flangeamento do corpo da chaleira e do bico
1. Corpo da chaleira, 2. placa de retenção do punção, 3. suporte do bloco, 4. matriz, 5. punção, 6. elemento elástico, 7. bancada cantilever.
Durante a operação, coloque o corpo da chaleira 1 pré-perfurado na matriz de perfuração 5 com recursos de posicionamento. À medida que a matriz 4 desce, ela supera a resistência do elemento de mola 6 para flangear a peça de trabalho. Quando a matriz superior sobe, a placa de elevação 3 é levantada pela força da mola, liberando a peça de trabalho da posição de flangeamento.
Na fase de projeto, é fundamental garantir que a distância vertical entre o bico da chaleira e a bancada em balanço exceda o curso de flange para evitar danos ao bico.
Flangear em vez de enrolar (bico flangeado de uma chaleira)
Na produção de chaleiras de aço inoxidável, o bico é comumente processado usando uma técnica de flangeamento duplo, conforme mostrado na Figura 5-26. Durante o projeto, a altura do primeiro flange deve ser moderada, variando de 4 a 6 vezes a espessura do material. A altura do segundo flange não deve ser muito pequena e deve variar de 8 a 12 vezes a espessura do material.
Nesse estágio, a folga em ambos os lados do punção e da matriz deve ser aumentada para 1,5 a 2 vezes a espessura do material. Durante o segundo processo de flangeamento, a borda formada pelo primeiro flange será automaticamente pressionada com força contra o segundo flange, criando um efeito semelhante a uma borda frisada.
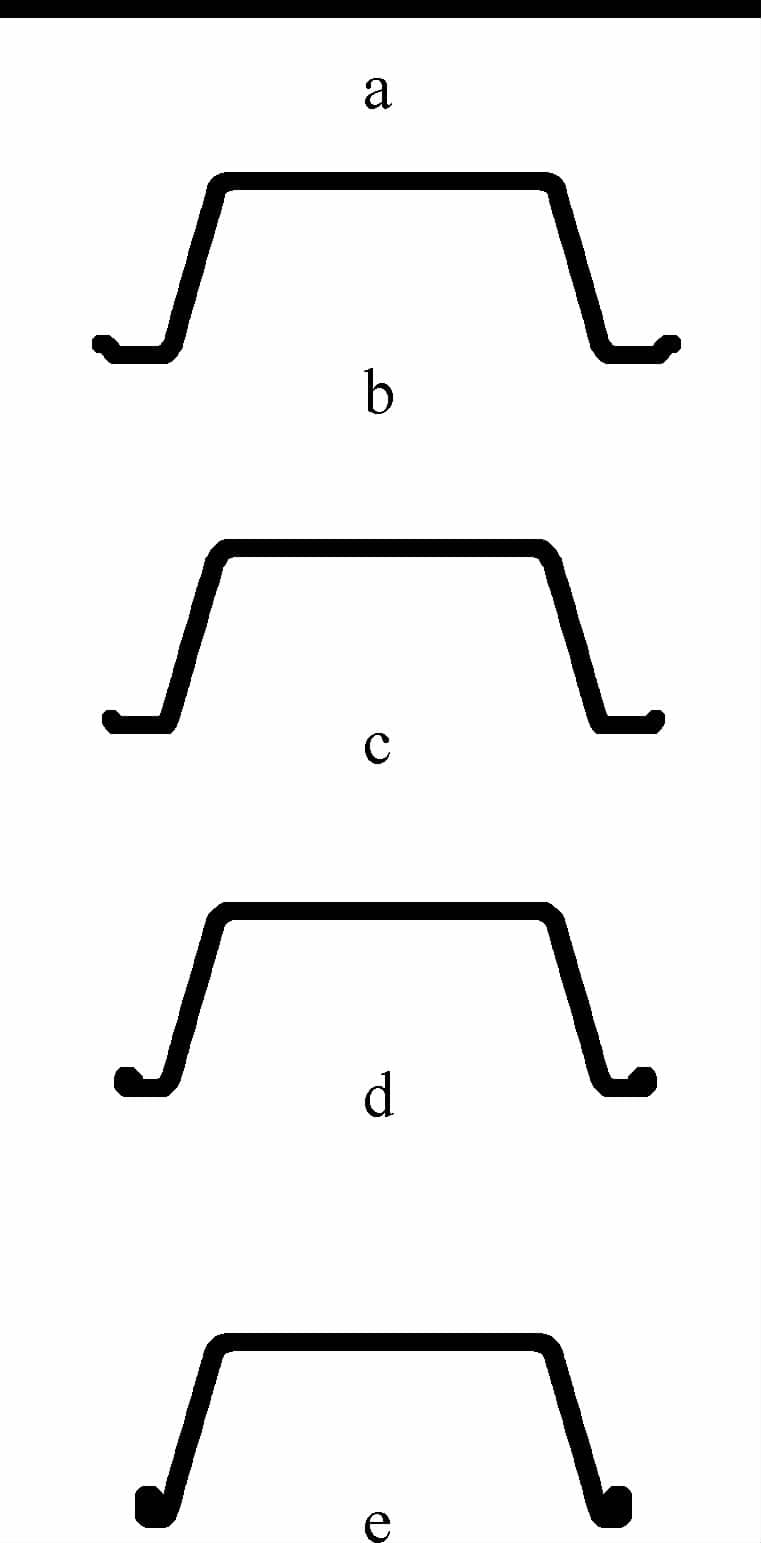
Figura 5-26: A borda flangeada do bico da chaleira como substituto da borda enrolada.
1. O efeito após perfurar o corpo da chaleira. 2. O primeiro flanger. 3. O segundo flangeamento.
Flangeamento de borda com matriz rígida
A Figura 5-27 ilustra uma peça flangeada com um arco arredondado, com uma espessura de material de 1,0 mm e uma altura de flange de 12 mm. Com base na experiência, para evitar enrugamento sob compressão, a altura do flange H não deve exceder 14 vezes a espessura (H≤14t). A matriz de formação é mostrada na Figura 5-28.
Normalmente, para aumentar a confiabilidade operacional, o arco do punção deve ser ligeiramente mais longo do que o da peça de trabalho, com a matriz inferior sendo 6 a 10 mm mais larga do que a matriz superior.
O inserto da matriz (3) pode ser feito de aço com baixo teor de carbono. A superfície de trabalho da placa de desgaste (9) é arredondada para servir principalmente à função do raio do canto da matriz (R). O processamento como um componente separado pode reduzir o consumo de aço de matriz ou aço de ferramenta de alta velocidade, diminuir a dificuldade de fabricação e permitir o ajuste fino da folga entre o punção e a matriz.
O punção e a placa de remoção são compatíveis com o desenho do produto. A borda de trabalho da placa de desgaste é paralela à sapata da matriz. O material é formado gradualmente durante o curso descendente e, por fim, ejetado da cavidade pela placa removedora.
Figura 5-27: Componente flangeado em arco
Alargamento de tubo com um método de punção e esfera cantilever
O tubo pode ser alargado para fora usando um punção cantilever com uma esfera de aço. O esquema da estrutura do molde é mostrado na Figura 5-29, que é adequado para flangear depois que um furo pré-fabricado tiver sido processado no material do tubo.
O processo de trabalho do molde é o seguinte:
Primeiro, coloque uma esfera de aço com o diâmetro adequado dentro do tubo no local da perfuração, depois coloque o tubo na horizontal, encaixe o punção sobre ele e pressione a esfera de aço. Nesse ponto, ligue a máquina de prensagem e, à medida que a matriz superior se move para baixo, ela força o punção a se mover para baixo, empurrando a esfera de aço através do tubo.
Depois que a matriz superior retorna, o punção se levanta automaticamente, é removido do tubo e, assim, todo o processo de flangeamento é concluído.
A estrutura desse molde é simples e praticamente sem restrições na direção do comprimento, mas a resistência do cantilever do molde é limitada pelo diâmetro interno do tubo de aço. O flangeamento pode ser realizado em tubos mais espessos com um diâmetro interno de 40 mm ou mais.
Nesse projeto, um elastômero de borracha é adicionado abaixo da matriz superior para reduzir o ruído; e o parafuso de limite pode ser ajustado para definir a altura do punção.
Figura 5-28: Formação de peça de flangeamento em arco
1. Mecanismo do ejetor 2. Base inferior do ferramental 3. Inserção do molde 4. Localizador 5. Punção 6. Base superior da matriz 7. Placa de retenção do punção 8. Placa do extrator 9. Placa rígida
Figura 5-29: Montagem da matriz de flangeamento com esfera de aço
1. Suporte do molde, 2. molde côncavo, 3. haste da prensa, 4. elastômero de borracha, 5. molde superior, 6. material do tubo, 7. esfera de aço, 8. batente de posicionamento do material do tubo, 9. Assento de elevação da haste da prensa, 10. Parafuso de limite, 11. Mola, 12. Suporte.
Mandril de troca rápida para conversão de diâmetros internos em diâmetros externos, com um anel de revestimento de malha metálica
A Figura 5-30 ilustra um molde de formação de boca de rede de escumadeira, que também pode ser usado para fabricar os anéis de revestimento para folhas de malha metálica de outros componentes cilíndricos, como filtros de ar de motor.
As partes principais da matriz consistem em um cone de expansão (8), blocos de expansão (4), molas de retorno (3 e 6) e uma base inferior da matriz (1).
Os blocos de expansão são dimensionados de acordo com o diâmetro interno da peça de trabalho após a formação. Eles são feitos de material que foi tratado termicamente e depois usinado.
Esses blocos são divididos em seções iguais e são cortadas folgas específicas para garantir que, uma vez contraídos, eles mantenham uma folga razoável com o anel pré-fabricado. As molas de retorno (3 e 6) apertam os blocos de expansão (4) quando eles estão em um estado livre.
Quando o anel pré-fabricado (5) é encaixado sobre o bloco de expansão (4), a matriz está na posição de reinicialização, e o diâmetro externo do bloco de expansão (4) é menor do que o diâmetro interno do anel pré-fabricado (5).
À medida que a matriz superior se move para baixo, o bloco de pressão (7), acionado pela mola forte (10), supera a força ascendente da mola (2), forçando o bloco de expansão (4) a se mover para baixo e se expandir para fora, aumentando seu diâmetro externo até se encaixar perfeitamente no diâmetro interno da peça de trabalho. Quando o bloco de expansão tiver descido totalmente, seu diâmetro externo deixará de aumentar.
A matriz superior continua a se mover para baixo, empurrando o anel pré-fabricado (5) para dentro da ranhura em R, formando-o gradualmente. O material comprimido flui para cima ao longo do diâmetro externo da matriz superior, formando um novo diâmetro externo e criando uma folga designada com o diâmetro original para acomodar a folha de malha metálica.
À medida que a matriz superior sobe, a peça de trabalho permanece na matriz inferior e o bloco de expansão, sob a ação combinada da mola (2) e das molas de retorno (3 e 6), se contrai em diâmetro, facilitando a remoção da peça de trabalho.
Ao adicionar ou remover calços (não mostrados no diagrama) sob a placa de suporte (12) ou o cone de expansão (8), o diâmetro dos blocos de expansão pode ser ajustado.
Essa matriz opera de forma confiável e não requer blanks de alta qualidade; ela pode ser usada até mesmo com anéis de material soldado por lapidação.
Figura 5-30 Molde de troca rápida para conversão de diâmetro interno para externo
1 Base, 2 Molas, 3 e 6 Molas de retorno, 4 Blocos de expansão, 5 Anéis pré-formados, 7 Blocos de fixação, 8 Mandris de expansão, 9 Base superior do molde, 10 Molas para serviço pesado, 11 Molde superior, 12 Placa de suporte, 13 Pino central da mola
Matriz de flangeamento superior e inferior
A Figura 5-31 ilustra uma matriz de flangeamento superior e inferior adequada para flangeamento de material espesso.
Formação de flanges de extremidade de tubo
A conformação por flangeamento da extremidade do tubo é um processo de conformação especializado que evoluiu das técnicas tradicionais de flangeamento por estampagem. Ele envolve a aplicação de pressão axial ao tubo por meio de uma matriz para induzir a deformação de flexão localizada na borda da boca do tubo.
Essa técnica permite a fabricação de peças com as vantagens de simplicidade, menos etapas de processamento, menor custo e alta qualidade, podendo até mesmo produzir peças difíceis de serem obtidas com outros métodos de estampagem. Esse processo tem sido amplamente adotado em setores industriais como o automotivo e o aeroespacial.
Há dois métodos básicos de formação de flange na extremidade do tubo: flange externo e flange interno, conforme mostrado na Figura 5-32.
Figura 5-31: Montagem da matriz de perfuração e flangeamento
1 - Punção, 2 - Placa de remoção, 3 - Matriz, 4 - Levantador, 5 - Ejetor de mola.
Figura 5-32 Esquema da formação de flangeamento do tubo
a) e b) Flange externo; c) e d) Flange interno. 1. Tubo em branco 2. Anel-guia 3. Matriz cônica 4. Matriz de filete.
O processo de laminação de tubos não apenas forma com eficiência uma variedade de tubos cilíndricos de parede dupla e componentes de tubos com várias camadas, mas também processa copos de fundo convexo, tubos escalonados, tubos de formato especial, bem como tubos duplos de meia parede, cilindros anulares de parede dupla, porcas ocas de parede dupla, trocadores de calor, silenciadores automotivos e guias de ondas usados no setor de eletrônicos.
Atualmente, esses componentes são geralmente fabricados por meio de métodos de soldagem e estampagem em várias etapas, que são difíceis, caros e geram uma superfície de baixa qualidade. O processo de laminação garante a confiabilidade, a leveza e a economia de material para essas peças.
Uma ampla gama de materiais tubulares é adequada para o processo de laminação, incluindo ligas de alumínio, aço de baixo carbono e aço inoxidável austenítico. Tubos com tamanhos que variam de 5 mm x 0,5 mm a 250 mm x 5 mm podem ser laminados com sucesso em tubos de camada dupla.
Figura 5-33: Peças formadas pelo processo de formação de rolos
a) Tubo de laminação em forma de cone, b) Tubo de laminação + laminação, c) Tubo de laminação + alargamento, d) Tubo de laminação por estiramento.
A fiação de tubos é um processo de deformação complexo que envolve a transição da deformação de alargamento para a deformação de enrolamento e, em seguida, para a deformação de fiação. Para garantir uma transição suave entre os modos de deformação, é essencial satisfazer as condições mecânicas, geométricas e de plasticidade durante a deformação. Os principais parâmetros do processo incluem a força de fiação, o ângulo do semicone da matriz, a espessura relativa da parede do tubo e as condições de plasticidade do material do tubo.
1) Giro para fora
Sob pressão axial, o bloco do tubo gira de dentro para fora, transformando a parede interna do tubo em uma parede externa. Esse processo aumenta o diâmetro do tubo. Embora a carga de pressão externa engrosse ligeiramente a parede do tubo, a tensão de tração circunferencial produzida pelo giro para fora é mais forte, levando a uma parede de tubo mais fina.
Os tipos de molde para a fiação de tubos para fora incluem principalmente matrizes cônicas, matrizes de ranhura anular e matrizes de fiação por estiramento. Ao processar tubos de camada dupla usando matrizes cônicas ou de ranhura anular, a parte superior do molde não apenas aplica pressão ao material do tubo, mas também precisa ser equipada com um anel-guia para direcionar o material que já foi fiado.
a) Matriz cônica.
A matriz cônica é o tipo mais representativo de matriz de fiação. Ao projetar uma matriz cônica, a principal consideração é determinar o ângulo do semicone (a) para satisfazer as condições de fiação. Com base nos cálculos de tensão-deformação e plasticidade e considerando a influência do alongamento do material, o ângulo do semicone (a) deve atender à seguinte condição: 22,5° ≤ a ≤ 55°.
Semelhante ao alargamento do tubo, o diâmetro externo máximo do tubo fiado também é limitado pela taxa de alongamento do material. Em princípio, o tamanho do diâmetro da fiação pode ser escolhido livremente entre a taxa de alongamento do material e o raio de curvatura mínimo.
Quando for necessária uma grande diferença de diâmetro antes e depois da fiação, deve ser usado um ângulo de semicone maior. Por outro lado, um ângulo de semicone menor deve ser selecionado quando for necessária uma diferença de diâmetro menor.
As matrizes cônicas são versáteis, têm baixo atrito, estruturas simples e são fáceis de fabricar. Entretanto, quando a peça bruta do tubo se deforma em uma matriz cônica, ela tende a deslizar, dificultando a centralização precisa.
A fiação está em um estado de deformação livre, determinado apenas pelo princípio da resistência mínima e do equilíbrio de tensões, e é significativamente afetada pela não uniformidade da estrutura do material, o que torna desafiadora a produção de componentes tubulares de alta qualidade. Para evitar que a extremidade do tubo deslize na matriz do cone, um recurso de guia cilíndrico pode ser adicionado ao cabeçote do cone, resultando em uma melhoria notável, conforme mostrado na Figura 5-34a.
Figura 5-34 Tipos de matriz de alargamento
a) Matriz cônica de localização b) Matriz de raio ranhurado c) Matriz de alargamento
(b) Molde de raio de ranhura anular.
A matriz de ranhura de canto de raio é um tipo de matriz de alargamento de tubo derivada da matriz de flangeamento da extremidade do tubo (flangeamento). Em uma matriz cônica com uma saliência de posicionamento, a interseção da saliência e da superfície cônica é transformada em uma transição cônica para facilitar a ondulação e a deformação da peça bruta do tubo. Essa matriz apresenta excelentes propriedades de centralização.
À medida que o material do tubo é alargado, ele é restringido pelo raio r da ranhura circular, resultando em componentes de tubo de alta qualidade consistente, conforme mostrado na Figura 5-34b.
O projeto da matriz de ranhura de canto de raio envolve principalmente a determinação do raio r da ranhura circular. O tamanho de r não apenas determina o efeito de restrição na deformação do tubo em branco no canto do raio, mas também determina a interferência geométrica entre o alargamento e a parte não deformada do tubo em branco.
Portanto, é um parâmetro de processo crítico que deve ser maior ou igual ao raio de curvatura mínimo do material e menor ou igual ao raio permitido com base na taxa de alongamento do material.
Ao projetar a matriz de ranhura de canto com raio, não é necessário calcular o raio r. Em vez disso, ele pode ser fornecido com base na experiência e nas dimensões indicadas no desenho.
Para tubos de aço inoxidável, o raio de curvatura mínimo é normalmente
R=3t
onde t é a espessura do material.
O diâmetro máximo de alargamento do tubo para tubos em geral é
d=D(1+1,4A)
E para tubos soldados, o diâmetro máximo de alargamento do tubo é
d=D(1+1,3A)
onde:
d - o diâmetro de alargamento do tubo (mm)
D - o diâmetro do branco do tubo (mm)
A - a taxa de alongamento do material (%)
(c) Matriz de flangeamento por estiramento.
Ao realizar o flangeamento do tubo com os tipos de molde mencionados anteriormente, podem ocorrer defeitos como enrugamento induzido por instabilidade ou flexão da seção flangeada. Isso ocorre porque a peça bruta do tubo está sob tensão compressiva durante a deformação. Em contraste, o molde de flange esticado coloca a seção deformada do tubo em branco sob tensão de tração quando submetida à carga externa, eliminando completamente o fenômeno de enrugamento durante o flangeamento.
Além disso, a zona de deformação é determinada pelo formato do molde, o que permite que a precisão dimensional da peça de trabalho seja totalmente controlada pelo molde. Portanto, para componentes tubulares com requisitos rigorosos de precisão dimensional, deve ser usado um molde de flange extensível.
Para reduzir a resistência ao atrito na seção já flangeada, o comprimento de trabalho do diâmetro externo do molde deve estar entre 8 e 12 mm, com as seções restantes vazadas, conforme mostrado na Figura 5-34c.
Antes de o molde de flange de estiramento começar a operar, a extremidade do tubo é primeiro expandida em uma face de flange para servir como uma superfície de fixação durante o estiramento. Consequentemente, o diâmetro externo do tubo formado pelo molde de flange esticado é sempre menor do que o diâmetro externo máximo permitido pela taxa de alongamento do material.
(2) Flangeamento interno
Durante o flangeamento interno, a peça bruta do tubo é enrolada de fora para dentro, resultando em um diâmetro externo menor após a formação.
1) Hard Die Inward Flanging.
O flangeamento interno de matrizes duras raramente é usado nas práticas de produção. Isso se deve ao fato de que o flangeamento interno é muito mais difícil do que o flangeamento externo, pois o processo de formação do flangeamento interno é aquele em que o material se torna mais espesso continuamente.
Durante esse processo de espessamento, a estrutura cristalina do material deve ser reorganizada. A força necessária para o rearranjo da estrutura cristalina é mais de quatro vezes maior do que a tensão de tração necessária para o material se alongar (resistência à tração).
Como a resistência ao escoamento do material é sempre menor do que a força necessária para o rearranjo da rede, o material do tubo se torna instável e se enruga antes mesmo de entrar no processo de flangeamento, impossibilitando a conclusão do flangeamento interno.
De fato, há muitas técnicas alternativas ao flangeamento interno, incluindo o uso de tubos de diâmetro menor para o flangeamento externo, bainha de rolo e redução do diâmetro por meio de corte seguido de alongamento interno e flangeamento (consulte a Figura 7-21).
Entre os métodos mencionados acima, o mais comumente usado é o flangeamento externo de tubos de pequeno diâmetro, que envolve o uso do tamanho do diâmetro interno do tubo vazio como o tamanho do diâmetro interno necessário do componente do tubo, enquanto o tamanho após o flangeamento externo se torna o diâmetro do componente.
2) Flangeamento interno do rolo.
Ao usar rolos para flangeamento interno, há certas limitações entre a espessura e o diâmetro do material, especificamente uma proporção de D/t ≥ 200 é necessária para que o processo ocorra sem problemas. Caso contrário, a resistência causada pela agregação de material pode ser excessiva, resultando em um diâmetro externo poligonal da peça de trabalho.
Figura 5-35: Processo de formação da caçamba
a) Blanqueamento da folha circular b) Desenho c) Corte d) Flangeamento e) Bainha
Processo de formação de tigelas
Uma bacia é essencialmente uma versão ampliada de uma bacia projetada para aumentar a capacidade. Para aumentar sua resistência, um degrau de flange é adicionado à borda laminada, como mostrado na Figura 5-35.
O processo de laminação é estrategicamente colocado antes do flangeamento para evitar o enrugamento do flange. Embora o mecanismo de deformação da seção laminada durante o flangeamento ainda não seja totalmente compreendido, ele provou ser eficaz na prática.
Como fundador do MachineMFG, dediquei mais de uma década de minha carreira ao setor de metalurgia. Minha vasta experiência permitiu que eu me tornasse um especialista nas áreas de fabricação de chapas metálicas, usinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou sempre pensando, lendo e escrevendo sobre esses assuntos, esforçando-me constantemente para permanecer na vanguarda do meu campo. Permita que meu conhecimento e experiência sejam um trunfo para sua empresa.
Você já se perguntou como calcular a deformação no flangeamento de furos? Entender os coeficientes de flangeamento é crucial para a precisão na usinagem de metais. Este artigo analisa os principais fatores que influenciam esses coeficientes...
Você já se perguntou como os objetos do cotidiano são moldados com precisão? Este artigo explora o fascinante mundo da tecnologia de estampagem de construção de juntas. Você aprenderá sobre o processo, desde a obtenção de desenhos técnicos até...
Intrigado com as maravilhas da estampagem de metais? Nesta postagem do blog, vamos nos aprofundar no fascinante mundo dos furos flangeados, estrangulados e abaulados. Nosso engenheiro mecânico especialista o guiará...
Você já pensou no potencial revolucionário da tecnologia de prensa servo na fabricação? Neste artigo, exploraremos como essas máquinas avançadas estão revolucionando o setor, oferecendo precisão, eficiência e...
Você já se perguntou como os carros são fabricados com tanta rapidez e segurança? Este artigo revela a mágica por trás das linhas de produção de estamparia automatizada, em que os robôs substituem o trabalho manual, aumentando a eficiência em...
Você já se perguntou como uma prensa de punção transforma chapas de metal em formas precisas? Neste artigo, você descobrirá o funcionamento interno das prensas de punção, desde seu mecanismo de movimento rotativo até o linear...
Você já se perguntou sobre o incrível poder das prensas hidráulicas? Essas maravilhas da engenharia podem exercer uma força imensa, transformando materiais de uma forma que parece quase mágica. Neste blog...
Você já se perguntou como uma folha plana de metal pode ser transformada em uma peça oca e complexa? A estampagem profunda, um processo de formação fascinante, torna isso possível. Neste artigo,...
Escolher a prensa hidráulica certa pode ser assustador, dada a grande variedade de opções. Quais são os fatores críticos a serem considerados para suas necessidades específicas? Este artigo o orienta em relação a...