Há vários tipos de rachaduras, como rachaduras em matérias-primas, rachaduras causadas por tratamento térmico e rachaduras de forjamento, que podem ser confusas.
Identificá-las é uma ação importante, pois ajuda a localizar com precisão onde a rachadura ocorreu, o que pode ajudar a analisar o motivo da rachadura.
Em primeiro lugar, precisamos esclarecer os conceitos de "trincas em matérias-primas" e "trincas de forjamento". As trincas que ocorrem após o forjamento devem ser consideradas como "trincas de forjamento".
No entanto, os principais fatores que levam à formação de trincas de forjamento podem ser classificados da seguinte forma:
- Trincas de forjamento causadas por defeitos nas matérias-primas;
- Trincas de forjamento causadas por técnicas inadequadas de forjamento.
Para diferenciá-las, as trincas podem ser classificadas por sua morfologia macroscópica. As trincas transversais geralmente não têm relação com o material de origem, enquanto as trincas longitudinais exigem uma análise que combine a morfologia da trinca e o processo de forjamento.
Descarburação em ambos os lados de uma trinca indica que ela ocorreu durante o forjamento. Para saber se ela foi causada pela matéria-prima ou pelo processo de forjamento, é necessária uma análise baseada na metalografia e no processo.
Para peças do mesmo modelo e do mesmo lote, as trincas de forjamento geralmente estão localizadas na mesma posição e se estendem relativamente pouco sob o microscópio com descarburação em ambos os lados. As rachaduras do material podem não ocorrer repetidamente no mesmo local e podem ter profundidade variável sob o microscópio. Ainda há alguma regularidade a ser observada e analisada.
As rachaduras do material se alinham principalmente com a direção longitudinal do material. Há duas tipos de forjamento trincas: uma causada por superaquecimento e oxidação, levando à descarbonetação perto da trinca, enquanto a outra causada pelo fenômeno de ruptura de danos na estrutura durante o forjamento de ferro a frio pode ser distinguida por meio de metalografia.
O objetivo do forjamento é o seguinte:
- Atender aos requisitos de conformação;
- Melhorar a estrutura interna do material, refinar o tamanho do grão e homogeneizar a composição e a estrutura do elemento;
- Tornar o material mais denso (o forjamento pode fechar defeitos internos, como furos de ar não expostos ou folga) e distribuir a linha de fluxo de forma mais razoável;
- Servir o próximo processo por meio de métodos adequados de tratamento térmico pós-forjamento.
Portanto, deve haver certos defeitos na matéria-prima para forjamento. As peças forjadas fundidas de grande porte geralmente são forjadas diretamente de lingotes de aço, que inevitavelmente contêm um grande número de defeitos de fundição. O forjamento razoável também pode forjar esses chamados defeitos.
Portanto, a racionalidade do processo de forjamento é o principal fator que determina se o forjamento irá rachar.
É claro que, com base em um processo de forjamento estável, se os requisitos de controle explícito para os graus de defeito da matéria-prima forem feitos antes do forjamento e o fenômeno de rachadura aparecer devido aos defeitos da matéria-prima que excedem os requisitos durante o forjamento, isso pode ser considerado como "rachaduras de forjamento causadas por defeitos nas matérias-primas".
Os problemas de rachaduras exigem uma análise específica, juntamente com a análise do processo de forjamento e a consideração da existência ou não de uma atmosfera protetora durante o processo de aquecimento.
O forjamento deve ser o processo de forjar e compactar as rachaduras da matéria-prima. As incrustações de óxido geralmente são apertadas e cinzas, enquanto os detritos sujos e soltos do processo de amostragem são pretos.
Observar com grande ampliação pode revelar a diferença; no entanto, a análise do espectro de energia sempre pode distingui-los quando outros métodos não são suficientes.
Trincas de forjamento
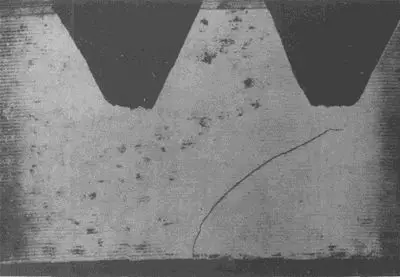
As trincas de forjamento geralmente se formam em altas temperaturas durante a deformação do forjamento. Quando as trincas se expandem e entram em contato com o ar, sob um microscópio com ampliação de 100X ou 500X, as trincas podem ser vistas com escalas de oxidação e descarbonetação em ambos os lados, com a estrutura sendo principalmente ferrítica.
As características morfológicas dessas rachaduras são o fato de serem relativamente espessas e frequentemente existirem em várias formas, sem uma extremidade pontiaguda clara, relativamente redondas e puras, e sem direcionalidade clara.
Além dessas formas típicas, às vezes podem aparecer trincas de forjamento mais finas. A descarbonetação ao redor da trinca não é completa, mas parcial.
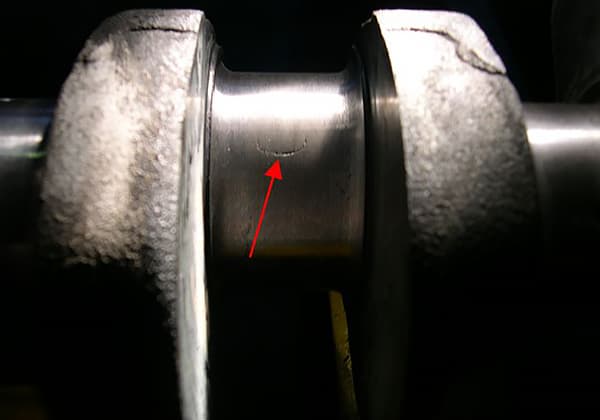
Exemplos típicos de trincas de forjamento incluem:
Mais óxido nas bordas da rachadura.
As trincas de forjamento são formadas durante o processo de forjamento do aço e podem ser atribuídas a vários motivos. Predominantemente, elas podem ser divididas em duas categorias principais: trincas de forjamento causadas por defeitos da matéria-prima e aquelas induzidas pelo próprio processo de forjamento.
Os defeitos da matéria-prima incluem furos de contração residual, inclusões no aço, bolhas subcutâneas, poros de contração, pontos brancos e laminações. Esses defeitos podem já existir no aço antes do forjamento e, se não forem removidos ou tratados, podem levar à formação de rachaduras durante o processo de forjamento.
O manuseio inadequado durante o processo de forjamento também é uma causa importante de trincas de forjamento. Isso inclui superaquecimento, queima excessiva ou temperatura final de forjamento muito baixa, bem como resfriamento muito rápido após o forjamento. Todos esses fatores podem levar a um estresse interno excessivo no forjamento, provocando rachaduras.
Para evitar a ocorrência de trincas de forjamento, várias medidas podem ser tomadas. Por exemplo, o tarugo selecionado deve ser completamente limpo de todos os defeitos de superfície e passar por um tratamento adequado de homogeneização em alta temperatura para eliminar a tensão interna residual e a segregação de grãos, aumentando assim a plasticidade do metal.
Além disso, o aprimoramento do processo de forjamento, como o aumento adequado do raio de filete, a redução da tensão de cisalhamento e a limitação das áreas de deformação no estágio final do forjamento da matriz, também pode ajudar a evitar a formação de trincas.
Para trincas de forjamento existentes, alguns métodos podem ser empregados para reparo. Por exemplo, a soldagem por arco submerso é uma técnica eficaz de reparo de trincas, capaz de concluir automaticamente o processo de soldagem sob a camada de fluxo, reparando as trincas com eficácia.
Além disso, as trincas transversais superficiais em peças forjadas grandes podem ser removidas após a detecção por meio de limpeza com chama para evitar que as trincas aumentem no forjamento subsequente.
Trinca por tratamento térmico
As trincas produzidas durante o processo de têmpera e aquecimento têm diferenças significativas em termos de natureza e morfologia em comparação com aquelas formadas durante o processo de forjamento e aquecimento.
Para o aço estrutural, a temperatura do tratamento térmico é geralmente muito mais baixa do que a temperatura de forjamento.
Mesmo no caso do aço de alta velocidade e do aço de alta liga, o tempo de aquecimento e isolamento é muito menor do que o da temperatura de forjamento. Durante o processo de aquecimento, podem ocorrer rachaduras precoces como resultado de temperaturas de tratamento térmico excessivamente altas, produzindo rachaduras distribuídas ao longo dos limites de grãos mais grossos.
Quando a velocidade de aquecimento da peça é muito rápida, também pode ocorrer uma rachadura precoce, com uma leve descarbonetação em ambos os lados da rachadura, mas escalas de oxidação estão presentes no interior e na extremidade da rachadura.
Às vezes, devido ao mau funcionamento do instrumento, temperaturas extremamente altas podem causar a estrutura de granulação grossa do material, com a rachadura distribuída ao longo do limite do cristal tubular.
Um exemplo típico de rachaduras de resfriamento é o seguinte:
Em um microscópio com ampliação de 500X, a trinca parece serrilhada, com uma extremidade inicial larga e uma pequena fratura final. Não há nenhuma inclusão metalúrgica anormal ou descarbonetação presente na trinca, que se estende de forma serrilhada, com características típicas de trincas de têmpera.
Razões para trincas de forjamento e trincas de tratamento térmico
Causas de trincas de forjamento:
Durante o processo de forjamento, o aço pode rachar devido a defeitos na superfície ou no interior do material, como trincas, furos de areia, inclusões, bolhas subsuperficiais, furos de contração, pontos brancos ou laminações.
Processos de forjamento ruins ou operações inadequadas, como superaquecimento, queima excessiva ou temperaturas finais de forjamento muito baixas, bem como resfriamento muito rápido após o forjamento, também podem causar rachaduras nas peças forjadas.
Causas de rachaduras causadas por tratamento térmico:
As trincas de têmpera são trincas macroscópicas causadas principalmente por tensões macroscópicas. Na produção real, as peças de aço geralmente são causadas por um projeto estrutural não razoável, seleção inadequada de materiais, controle de temperatura insuficiente durante a têmpera ou taxas de resfriamento inadequadas, o que, por um lado, aumenta a estresse interno durante a têmpera, levando à expansão das microtrincas formadas para formar trincas de têmpera macroscópicas.
Por outro lado, o aumento do número de trincas microscópicas diminui a resistência do material à fratura frágil SK, aumentando a probabilidade de formação de trincas de resfriamento.
Fatores que afetam a extinção
Há muitos fatores que afetam a fissuração por têmpera, e aqui apresentamos apenas alguns casos comuns encontrados na produção.
- Rachaduras de têmpera causadas por defeitos pré-existentes nas matérias-primas: Se houver rachaduras ou inclusões na superfície ou no interior das matérias-primas e elas não forem encontradas antes da têmpera, poderão ser formadas rachaduras de têmpera.
- Rachaduras causadas por inclusões: Se houver inclusões graves no interior das peças, ou se houver rachaduras ocultas devido a inclusões graves, poderão ocorrer rachaduras durante a têmpera.
- Rachaduras por têmpera causadas por estrutura original deficiente.
- Rachaduras de têmpera causadas por temperatura de têmpera inadequada: Em geral, há dois casos de rachaduras de têmpera causadas por temperatura de têmpera inadequada:
(1) A temperatura indicada pelo instrumento é menor do que a temperatura real do forno, resultando em uma temperatura de têmpera mais alta, fazendo com que a peça de trabalho superaqueça e rache durante a têmpera. A estrutura metalográfica da rachadura por têmpera superaquecida sempre contém grãos grosseiros e trincas grosseiras. martensita.
(2) O valor real teor de carbono do aço é maior do que o conteúdo especificado pela classe do aço. Quando temperado de acordo com a norma processo de resfriamento do grau original, isso equivale a aumentar a temperatura de têmpera do aço, o que pode facilmente causar superaquecimento e crescimento de grãos nas peças, além de aumentar a tensão durante a têmpera, causando rachaduras.
- Rachaduras de têmpera causadas por resfriamento inadequado durante a têmpera: O resfriamento inadequado durante a têmpera também pode causar rachaduras nas peças.
- Rachaduras de têmpera causadas por defeitos de usinagem: Devido à usinagem deficiente, marcas de ferramentas ásperas e profundas são deixadas na superfície das peças. Mesmo em peças simples ou em áreas sem concentração de estresse, podem ocorrer rachaduras durante a têmpera ou falhas prematuras durante o serviço.
- A influência da geometria da peça nas trincas de têmpera: A geometria irracional das peças ou a grande diferença de espessura na seção excessiva são fáceis de causar rachaduras devido à concentração de tensão durante a têmpera.
- Rachaduras causadas por falha na têmpera em tempo hábil após o resfriamento: A não aplicação da têmpera em tempo hábil após a têmpera pode causar rachaduras devido a tensão residual da extinção.
Métodos para distinguir rachaduras
É importante distinguir se são trincas de têmpera, trincas de revenimento, trincas de forjamento ou trincas de retificação, para identificar com precisão em qual processo as trincas ocorreram e analisar os motivos de sua formação.
Em primeiro lugarPara distinguir entre trincas de têmpera e trincas de esmerilhamento, preste atenção às diferenças na morfologia das trincas de têmpera e das trincas de esmerilhamento. Para distinguir entre trincas de resfriamento e trincas de esmerilhamento, que podem não ser detectadas durante o resfriamento, mas são encontradas após o esmerilhamento, preste atenção ao formato das trincas, especialmente à direção do desenvolvimento da trinca.
As trincas de esmerilhamento são perpendiculares à direção do esmerilhamento, aparecendo em forma de linha paralela ou em um padrão de concha de tartaruga. As trincas de esmerilhamento são mais rasas, enquanto as de têmpera são geralmente mais profundas e maiores.
As trincas de resfriamento não estão relacionadas à direção de esmerilhamento e geralmente aparecem como trincas retas do tipo corte de faca.
Em segundo lugarSe você não tiver uma trinca, preste atenção onde as trincas ocorrem. Cantos afiados, bordas de orifícios, inscrições, defeitos de estampagem ou de superfície mecânica e outras áreas onde ocorrem rachaduras são, em sua maioria, rachaduras de têmpera.
Em terceiro lugarPara distinguir as trincas de têmpera das trincas de forjamento ou das trincas causadas por outras condições, observe a superfície de fratura da peça.
Se a superfície da rachadura for branca, branca escura ou vermelha clara (causada pela ferrugem da água durante a resfriamento com água), é possível determinar que se trata de uma trinca de têmpera. Se a superfície da trinca for marrom-escura, com incrustação uniforme de óxido, não se trata de uma trinca de têmpera; é uma trinca pré-existente que se formou durante o forjamento ou laminação e foi expandida durante a têmpera.
Como as rachaduras de resfriamento são formadas abaixo da Ponto MSSe a superfície for muito fina, suas superfícies não podem ser oxidadas.
Em quarto lugarNa microestrutura, as trincas de têmpera fraturam ao longo dos limites dos grãos. Se elas não estiverem ao longo dos limites dos grãos, mas dentro deles, serão rachaduras por fadiga.
Em quinto lugarSe houver descarbonetação ao redor das trincas, não se trata de uma trinca de têmpera, mas de uma trinca pré-existente antes da têmpera, pois as trincas de têmpera são produzidas durante a têmpera e não ocorre descarbonetação.
Quais são as técnicas mais recentes para evitar trincas de forjamento?
As técnicas mais recentes para evitar trincas de forjamento incluem principalmente o seguinte:
Otimização do processamento de materiais: Ao melhorar questões como a segregação transversal de impurezas prejudiciais de baixo ponto de fusão, como S, P, Sb, Bi, Pb, Sn no módulo de forjamento, ou a presença de microfissuras transversais, a criação de fissuras de têmpera pode ser evitada de forma eficaz. Isso envolve o ajuste da composição química e do tratamento térmico do material antes do forjamento para minimizar o impacto dessas impurezas.
Aprimoramento dos processos de forjamento: Para o controle de qualidade de dobras e trincas no forjamento de matrizes de liga de alumínio, o princípio da prevenção é enfatizado e um método que combina tecnologia de processo e gerenciamento de produção é proposto. Isso significa que, durante o processo de forjamento, o foco deve ser colocado na seleção do equipamento, no projeto do molde e na otimização dos parâmetros de forjamento para reduzir a ocorrência de rachaduras.
Adoção de técnicas avançadas de detecção: Ao realizar uma detecção rápida e precisa nas peças forjadas, os possíveis problemas de trincas podem ser descobertos a tempo. Isso inclui a observação da microestrutura do material com microscópios de alta precisão e o uso de raios X ou outros métodos de teste não destrutivos para avaliar a qualidade geral do material. Isso permite a intervenção antes da formação de uma rachadura.
Implementação de medidas rigorosas de controle de qualidade: Na produção de forjamento, deve ser estabelecido um sistema abrangente de gerenciamento de qualidade. Desde a seleção das matérias-primas até a inspeção dos produtos acabados, cada etapa deve ser realizada estritamente de acordo com os padrões. Isso inclui a manutenção e a calibração regulares dos equipamentos de forjamento, bem como o treinamento dos operadores para garantir que eles possam entender e executar corretamente o processo de forjamento.
Como podemos identificar e avaliar com precisão o impacto dos defeitos da matéria-prima na formação de trincas durante o processo de forjamento?
Para identificar e avaliar com precisão o impacto dos defeitos da matéria-prima na formação de trincas durante o processo de forjamento, primeiro é necessário entender os principais defeitos das matérias-primas e seu impacto na qualidade das peças forjadas. Defeitos internos ou superficiais das matérias-primas, como segregação de composição e estrutura, inclusões não metálicas, segregação de dendritos e porosidade, podem afetar potencialmente o processo de formação e a qualidade final das peças forjadas. Portanto, a identificação desses defeitos é a primeira etapa para avaliar seu impacto na formação de trincas.
Em seguida, podemos analisar o impacto dos parâmetros de forjamento (como a velocidade) sobre os mecanismos de formação de defeitos típicos, como defeitos de dobra, por meio de simulação de elementos finitos e projeto experimental. Isso nos permitirá avaliar ainda mais os possíveis riscos que esses defeitos representam para a formação de trincas.
Além disso, o uso de métodos de controle ultrassônico e de técnicas de correntes parasitas pode avaliar com eficácia a profundidade das rachaduras superficiais e internas em produtos de metal, fornecendo uma base para a caracterização quantitativa de defeitos de rachaduras.
A tecnologia de processamento de imagens também é um meio importante para identificar e avaliar a formação de rachaduras. Os métodos de detecção e marcação de trincas implementados por meio de softwares como o Matlab podem ajudar a identificar possíveis áreas de trincas para análise posterior.
Além disso, os métodos baseados em aprendizagem profunda podem promover ainda mais a medição automatizada da largura da rachadura, avaliando assim com mais precisão o risco potencial de danos estruturais.
Durante o processo de forjamento, quais operações específicas podem reduzir efetivamente as rachaduras causadas por superaquecimento, queima ou temperatura final de forjamento muito baixa?
Durante o processo de forjamento, para reduzir efetivamente as rachaduras causadas por superaquecimento, queima ou temperatura final de forjamento muito baixa, as seguintes operações específicas podem ser adotadas:
Controle a velocidade e o tempo de aquecimento:
Use métodos de aquecimento rápido e minimize o tempo de aquecimento em estágios de alta temperatura para evitar defeitos de descarbonetação e defeitos de superaquecimento. Isso ajuda a melhorar a plasticidade do metal, facilitando a ocorrência de grandes deformações sem rachaduras.
Controle rigorosamente a temperatura inicial de forjamento e a temperatura final de forjamento:
Para diferentes tipos de aço, como aço estrutural de carbono e aço de liga para ferramentas, a temperatura inicial de forjamento deve ser ajustada de acordo com seu teor de carbono. Especialmente para o aço inoxidável, a temperatura inicial de forjamento apropriada deve ser selecionada e a temperatura final de forjamento não deve ser inferior a 950°C para evitar rachaduras no forjamento.
Proteja o tarugo antes do aquecimento:
Quando as condições permitirem, aplique uma camada protetora (como pó de vidro) no tarugo antes do aquecimento para reduzir a descarbonetação e evitar superaquecimento e queima.
Garanta deformação suficiente e técnicas operacionais corretas:
Durante o processo de forjamento, a temperatura final de forjamento do último fogo deve ser rigorosamente controlada, e deve-se garantir deformação suficiente para evitar rachaduras. Ao mesmo tempo, deve-se prestar atenção às boas técnicas operacionais do processo de forjamento para evitar rachaduras causadas por operação inadequada.
Que melhorias e otimizações podem ser feitas no método de limpeza por chama para trincas transversais na superfície de peças forjadas grandes?
Para o método de limpeza por chama de trincas transversais na superfície de grandes peças forjadas, é possível fazer melhorias e otimizações nas seguintes áreas:
Adota tecnologia avançada de limpeza por chama: Com base na análise da máquina de limpeza por chama SMS-20, a tecnologia de limpeza por chama pode remover com eficácia os defeitos da superfície. Ao otimizar a profundidade da limpeza, a eficiência e a qualidade da limpeza podem ser aprimoradas. Portanto, a introdução de equipamentos e tecnologias de limpeza por chama mais eficientes e avançados, como os sistemas automáticos de limpeza por chama, pode melhorar significativamente os resultados da limpeza.
Otimizar o processo de forjamento: Como o material F92 é propenso a defeitos de rachaduras na superfície durante o processo de forjamento, especialmente quando o teor de liga de Cr e W é alto, a eficiência da "varredura" de chama tradicional é muito baixa. Portanto, a otimização do processo de forjamento, como o ajuste dos parâmetros de forjamento e a melhoria do projeto do molde, pode, até certo ponto, reduzir ou evitar a ocorrência de trincas transversais na superfície.
Combine com outras tecnologias de limpeza: Embora a limpeza por chama seja um método eficaz de tratamento de superfície, ela também pode ser usada em combinação com outras tecnologias de limpeza para obter melhores resultados. Por exemplo, os processos de limpeza por decapagem ou jateamento podem melhorar ainda mais a qualidade da superfície. Esse método de combinação de várias tecnologias pode ter melhores efeitos de limpeza para determinados defeitos específicos da superfície.
Aplicação da tecnologia de controle inteligente: Com o desenvolvimento da tecnologia de controle inteligente, a aplicação dessas tecnologias ao processo de limpeza de chamas pode obter controle e operação mais precisos, melhorando assim a precisão e a eficiência da limpeza. Isso inclui o monitoramento em tempo real do processo de limpeza e o ajuste automático dos parâmetros de limpeza.