Soldagem e corte a gás: Escolhendo a chama e os parâmetros corretos
Qual é o segredo por trás de soldas perfeitas e cortes precisos na soldagem e no corte a gás? Tudo se resume à chama. Este artigo explora os diferentes tipos de chamas usadas na soldagem e no corte a gás, detalhando suas características e aplicações. Os leitores aprenderão como a escolha da chama certa afeta a qualidade e a eficiência de seus projetos de soldagem, ajudando-os a tomar decisões informadas para suas necessidades específicas. Mergulhe de cabeça para dominar as nuances das chamas de soldagem e elevar sua habilidade para o próximo nível.
A chama usada na soldagem a gás aquece, derrete e solda a peça de trabalho, enquanto no corte a gás ela serve como fonte de pré-aquecimento. Ela atua como um meio de proteção para a fusão do metal.
A qualidade e a produtividade da soldagem e do corte a gás dependem em grande parte da escolha da chama correta.
A chama de soldagem deve ter temperatura suficiente, ser pequena em volume e ter um núcleo reto para concentrar o calor.
Além disso, ele deve ser suficientemente protetor para evitar a oxidação e a poluição causadas pelo oxigênio e pelo nitrogênio no ar.
(1) Categorização de chamas de soldagem e corte
Soldagem a gás e as chamas de corte são de três tipos: chamas de oxigênio-acetileno, chamas de hidrogênio-oxigênio e chamas de gás liquefeito de petróleo (GLP).
As chamas de oxigênio-acetileno são usadas principalmente em soldagem e corte a gás porque têm alta temperatura (aproximadamente 3200°C) e boa concentração de aquecimento.
As chamas de hidrogênio-oxigênio, a mais antiga chama de soldagem a gás utilizada, têm baixa temperatura de combustão (até 2770°C) e apresentam risco de explosão; portanto, são usadas principalmente para soldagem de chumbo e subaquática corte por chama.
As chamas de GLP queimam propano (C3H8) e outros gases, como butano (C4H10) e buteno (C4H8). Elas são usadas principalmente para corte de metais e podem reduzir a queima excessiva na borda do corte.
A chama produzida pela queima do GLP está sendo cada vez mais usada para corte de aço e soldagem de metais não ferrosos.
O processo de combustão do acetileno (C2H2) em oxigênio (O2) ocorre em dois estágios. Primeiro, o acetileno é decomposto em carbono (C) e hidrogênio (H2) devido ao aquecimento.
Posteriormente, o carbono reage com o oxigênio na mistura, produzindo monóxido de carbono (CO), que marca o primeiro estágio da combustão. Em segundo lugar, o segundo estágio depende do oxigênio no ar.
Nesse estágio, o CO e o H2 reagem com o oxigênio para formar dióxido de carbono (CO2) e água (H2O), respectivamente. Essa reação libera calor, tornando todo o processo exotérmico.
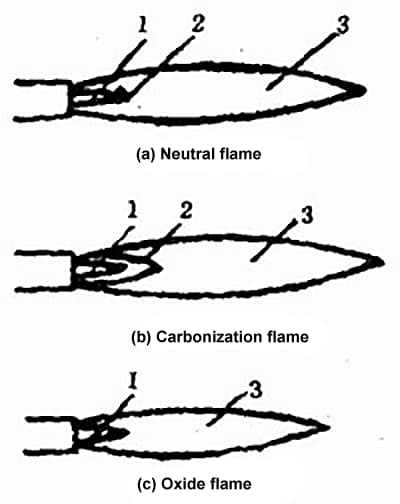
A chama de oxigênio-acetileno pode ser classificada em três tipos: chama neutra, chama carburizante e chama oxidante, dependendo da proporção de mistura de oxigênio e acetileno. Suas estruturas e formas são mostradas na Figura 2-2.
(2) Chama neutra
A chama neutra, formada pela queima de uma mistura de oxigênio e acetileno em uma proporção de volume (O2/C2H2) de 1,1 a 1,2, não tem excesso de oxigênio ou carbono livre no primeiro estágio de combustão.
Uma chama neutra também pode ser obtida quando a proporção de oxigênio para o volume de propano (C3H8) é de 3,5. A chama neutra compreende três áreas distintas: o núcleo, a chama interna e a chama externa, conforme mostrado na Figura 2-2(a).
Figura 2-2. Estrutura e formato da chama de oxigênio-acetileno.
1. Núcleo
2. Chama interna
3. Chama externa
1. Núcleo
O núcleo da chama neutra tem formato cônico, é branco brilhante e tem contornos claros. O núcleo é composto de oxigênio e acetileno e é cercado por uma camada de partículas de carbono geradas pela decomposição do acetileno.
Devido ao fato de as partículas quentes de carbono emitirem luz branca brilhante, o contorno do núcleo parece claro e brilhante.
O primeiro estágio da combustão ocorre dentro do núcleo. Embora o núcleo seja brilhante, sua temperatura é baixa (800~1200℃) porque a decomposição do acetileno absorve um pouco de calor.
2. Chama interna
A chama interna consiste principalmente nos produtos de combustão incompleta do acetileno, ou seja, carbono e gás hidrogênio do núcleo, e nos produtos de combustão de monóxido de carbono e gás hidrogênio produzidos a partir da reação com o oxigênio.
A chama interna está localizada fora da camada de partículas de carbono e aparece em um tom branco-azulado com linhas azuis escuras. A chama interna está na parte frontal de 2 a 4 mm do núcleo e queima intensamente na temperatura mais alta de 3.100 a 3.150 ℃.
Durante a soldagem a gás, essa faixa de temperatura é normalmente usada para a soldagem, por isso é chamada de zona de solda.
Como os gases na chama interna, o monóxido de carbono (CO) e o gás hidrogênio (H2) desempenham um papel redutor, soldagem de aço carbono é geralmente realizado na chama interna.
A área de soldagem da peça de trabalho é colocada de 2 a 4 mm de distância da ponta do núcleo.
O conteúdo de CO nos gases da chama interna é de 60% ~ 66%, e o H2 é responsável por 30% ~ 34%. Como ele desempenha um papel redutor em muitos óxidos metálicos, a zona de solda também é conhecida como zona redutora.
3. Chama externa
A chama externa está fora da chama interna, e a cor da chama externa muda de roxo claro para amarelo-alaranjado de dentro para fora.
Na chama externa, o monóxido de carbono e o gás hidrogênio gerados na reação da chama interna entram em combustão total com o oxigênio do ar, que é o segundo estágio da combustão.
Os produtos de combustão na chama externa são dióxido de carbono e água.
A temperatura da chama externa é de 1.200 a 2.500 ℃. Como o dióxido de carbono (CO2) e a água (H2O) podem se decompor facilmente em altas temperaturas, a chama externa tem uma natureza oxidante.
A chama neutra é amplamente utilizada para soldagem de aço carbonolatão e aço de baixa liga.
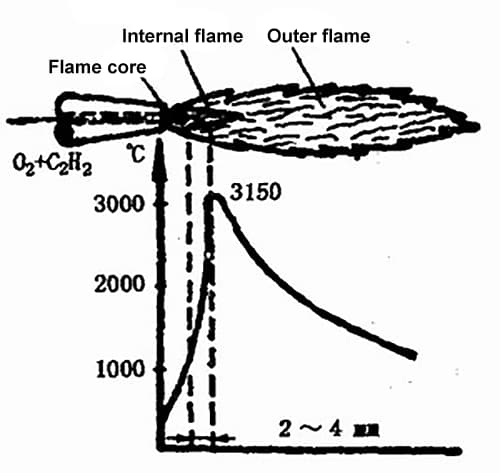
A temperatura da chama neutra varia ao longo do eixo da chama, conforme mostrado na Figura 2-3.
A temperatura mais alta da chama neutra está dentro da faixa da chama interna, que fica de 2 a 4 mm de distância da extremidade do núcleo, onde a temperatura pode chegar a 3150 ℃. Quanto mais distante dessa posição, mais baixa será a temperatura da chama.
Figura 2-3. Distribuição de temperatura da chama neutra.
Além disso, a temperatura da chama na seção transversal é diferente. O centro da seção tem a temperatura mais alta, e a temperatura diminui em direção à borda.
Como o núcleo e a chama externa da chama neutra têm temperaturas mais baixas e a chama interna tem uma natureza redutora, ela não só tem a temperatura mais alta como também pode melhorar as propriedades do metal soldado.
Portanto, ao soldar e cortar a maioria dos metais e suas ligas com uma chama neutra, a chama interna é utilizada.
(3) Chama de carburação
A chama de carburação é uma chama de gás formada pela queima de uma mistura de oxigênio e acetileno com uma relação de volume (O2/C2H2) inferior a 1,1, em que a combustão incompleta ocorre devido ao excesso de acetileno.
A chama de carburação contém carbono livre, que tem fortes efeitos redutores e certos efeitos de carburação.
A chama de cementação pode ser dividida em três partes: o núcleo, a chama interna e a chama externa, conforme mostrado na Figura 2-2(b).
A chama inteira da chama de cementação é mais longa e mais suave do que a da chama neutra e, à medida que o suprimento de acetileno aumenta, a chama de cementação se torna mais longa e mais suave, e sua retidão se deteriora.
Quando há uma grande quantidade de acetileno em excesso, surge uma fumaça preta devido à falta de oxigênio necessária para a combustão completa do acetileno.
O núcleo da chama de cementação é mais longo, de cor branco-azulada e composto de monóxido de carbono (CO), hidrogênio (H2) e partículas de carbono.
A chama externa da chama de cementação é particularmente longa, de cor laranja-avermelhada e consiste em vapor de água, dióxido de carbono, oxigênio, hidrogênio e partículas de carbono.
A temperatura da chama de cementação é de 2700~3000℃. Como há excesso de acetileno na chama de cementação, ele pode se decompor em hidrogênio e carbono.
Ao soldar aço carbono, o carbono livre na chama se infiltrará na poça de solda, aumentando a teor de carbono da solda e tornando o metal de solda mais forte, mas menos dúctil.
Além disso, o excesso de hidrogênio pode entrar na poça de fusão, causando porosidade e rachaduras na solda.
Portanto, a chama de cementação não pode ser usada para soldar aço com baixo teor de carbono e aço de baixa liga.
No entanto, uma chama de carburação leve é amplamente utilizada e pode ser usada para soldar aço com alto teor de carbono, aço de liga média, aço de alta liga, ferro fundido, alumínio e ligas de alumínio.
(4) Chama oxidante
A chama oxidante é uma chama de gás formada pela queima de uma mistura de oxigênio e acetileno com uma relação de volume (O2/C2H2) maior que 1,2, em que há excesso de oxigênio formando uma zona rica em oxigênio oxidante fora do núcleo da chama pontiaguda, conforme mostrado na Figura 2-2(c).
Devido ao alto teor de oxigênio na chama oxidante, a reação de oxidação é intensa, fazendo com que o núcleo, as chamas internas e externas diminuam e a chama interna fique quase invisível.
O núcleo da chama oxidante é de cor azul-púrpura claro com um contorno impreciso, enquanto a chama externa é de cor azul, reta e emite um som agudo de "assobio" ao queimar.
O comprimento da chama oxidante depende da pressão do oxigênio e da proporção de oxigênio na chama.
Quanto maior a proporção de oxigênio, mais curta será a chama e mais alto será o ruído.
A temperatura da chama oxidante pode chegar a 3100~3400℃. Devido ao suprimento abundante de oxigênio, toda a chama tem uma natureza oxidante.
Se a chama oxidante for usada para soldar aço carbono em geral, ela causará a oxidação do metal fundido e a queima de elementos de ligaA soldagem é um processo de formação de óxido, que aumenta a quantidade de óxido e a porosidade no metal de solda e melhora o fenômeno de ebulição da poça de fusão, reduzindo muito a qualidade da solda.
Portanto, a chama oxidante não deve ser usada para soldar materiais em geral.
No entanto, quando soldagem de latão e bronze de estanho, uma leve chama oxidante pode ser usada para gerar um filme de óxido com cobertura na superfície da poça de solda, impedindo a evaporação do zinco e do estanho.
Como a temperatura da chama oxidante é muito alta, ela é frequentemente usada para aumentar a eficiência durante o aquecimento da chama. Quando corte a gásA chama oxidante é normalmente usada.
(5) Faixa de aplicação de várias chamas
A chama neutra, a chama de cementação e a chama oxidante descritas acima são adequadas para a soldagem de diferentes materiais devido às suas diferentes propriedades.
A proporção de oxigênio para acetileno (O2/C2H2) tem um impacto significativo na qualidade da soldagem.
A escolha do tipo de chama para vários materiais metálicos durante a soldagem a gás está detalhada na Tabela 2-1.
2. Parâmetros principais do processo de soldagem e corte a gás
(I) Parâmetros principais do processo de soldagem a gás
Os parâmetros do processo de soldagem a gás incluem o tipo e o diâmetro do arame de soldagem, o fluxo, o tipo de chama e a eficiência da chama, tipo de soldagem tocha e bocal, ângulo de inclinação do bocal e velocidade de soldagem.
Devido a diferenças no material da solda, nas condições de trabalho da soldagem a gás, no tamanho e no formato da peça de trabalho e na posição de soldagem, nos hábitos do operador e no equipamento de soldagem a gás, o gás selecionado é o mais adequado para a soldagem a gás. processo de soldagem Os parâmetros podem variar.
A seguir, uma explicação sobre os parâmetros gerais do processo de soldagem a gás (ou seja, especificações de soldagem) e seu impacto sobre qualidade da soldagem:
(1). Seleção do diâmetro do arame de solda
O diâmetro do arame de solda deve ser determinado com base em fatores como a espessura da solda, o tipo de ranhura, a posição do costura de soldae a eficiência da chama.
Quando a eficiência da chama é constante, ou seja, quando a velocidade de fusão do arame de soldagem é determinada, se o arame de soldagem for muito fino, ele geralmente derrete e cai antes que a solda tenha derretido durante a soldagem, o que pode facilmente causar fusão ruim, ondas de soldagem irregulares e largura de solda irregular.
Se o arame de solda for muito grosso, o tempo necessário para derreter o arame de solda será prolongado e a faixa de aquecimento da peça de solda aumentará, fazendo com que a zona afetada pelo calor da solda seja ampliada e facilitando o superaquecimento da estrutura, reduzindo assim a qualidade do junta soldada.
O diâmetro do arame de solda geralmente é selecionado inicialmente com base na espessura da soldagem e, em seguida, ajustado e determinado após a soldagem de teste.
Para a soldagem a gás de aço carbono, a seleção do diâmetro do arame de soldagem pode ser feita de acordo com a Tabela 2-2.
Tabela 2-2 Relação entre a espessura da solda e o diâmetro do arame de solda (mm)
Espessura da peça de trabalho
1.0~2.0
2.0~3.0
3.0~5.0
5.0~10.0
10~15
Arame de solda
1,0~2,0 ou sem fio de solda
2.0~3.0
3.0~4.0
3.0~5.0
4.0~6.0
Na soldagem de várias camadas, os fios de solda mais finos devem ser usados na primeira e na segunda camadas, e os fios de solda mais grossos podem ser usados nas camadas subsequentes.
Em geral, um arame de solda mais grosso deve ser selecionado para a soldagem plana do que para outras posições de soldagem, e para o método de soldagem à direita, um arame de solda um pouco mais grosso deve ser escolhido do que para o método de soldagem à esquerda.
(2) Seleção de propriedades de chama
De modo geral, uma chama neutra deve ser usada quando for necessário minimizar a perda por queima de elementos; uma chama de cementação deve ser usada quando for necessário aumentar o teor de carbono e criar uma atmosfera redutora; uma chama oxidante deve ser usada quando o material de base contiver elementos de baixo ponto de ebulição (como estanho (Sn) e zinco (Zn)), que exigem uma película de óxido cobrindo a superfície da poça de fusão para evitar a evaporação de elementos de baixo ponto de fusão.
Em resumo, a seleção das propriedades da chama deve se basear no tipo e no desempenho do materiais de soldagem.
Como a qualidade da soldagem a gás e a resistência do metal de solda estão muito relacionadas ao tipo de chama, a composição da chama deve ser continuamente ajustada durante todo o processo de soldagem para manter as propriedades da chama, a fim de obter uma soldagem de alta qualidade. junta soldada.
As propriedades das chamas de soldagem usadas para a soldagem a gás de diferentes materiais metálicos estão indicadas na Tabela 2-1.
(3) Seleção da eficiência da chama
A eficiência da chama refere-se ao consumo de gás combustível (acetileno) por unidade de tempo, com unidades de L/h. O significado físico da eficiência da chama é a energia fornecida pelo gás combustível em uma unidade de tempo.
O tamanho da eficiência da chama é determinado pelo tipo de tocha de soldagem e pelo tamanho do bocal. Quanto maior o tamanho do bocal, maior a eficiência da chama.
Portanto, a seleção da eficiência da chama determina, na verdade, o tipo de tocha de soldagem e o tamanho do bocal. O tamanho da eficiência da chama depende principalmente da pressão e da taxa de fluxo (consumo) de oxigênio e acetileno no gás misturado.
O ajuste grosseiro da taxa de fluxo é obtido com a substituição da tocha de soldagem e do bocal, enquanto o ajuste fino da taxa de fluxo é obtido com o ajuste dos reguladores de oxigênio e acetileno na tocha de soldagem.
A eficiência da chama deve ser selecionada com base na espessura da solda, no ponto de fusão e na condutividade térmica do material de base e na posição espacial da costura de solda.
Para soldas mais espessas, metais com pontos de fusão mais altos, cobre, alumínio e suas ligas com melhor condutividade térmica, devem ser usadas eficiências de chama maiores para garantir que a solda seja totalmente penetrada.
Por outro lado, ao soldar chapas finas, a eficiência da chama deve ser adequadamente reduzida para evitar a queima. Uma eficiência de chama ligeiramente maior pode ser usada para soldas planas do que para outras posições.
Na produção real, desde que a qualidade da soldagem possa ser garantida, uma eficiência de chama maior deve ser selecionada o máximo possível.
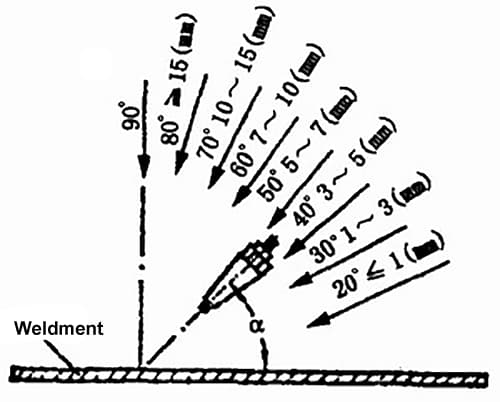
(4) Seleção do ângulo de inclinação do bocal
O ângulo de inclinação do bico refere-se ao ângulo entre a linha central do bico e o plano da peça de trabalho. Consulte a Figura 2-4 para obter detalhes.
O tamanho do ângulo de inclinação do bocal é determinado principalmente por fatores como o tamanho do bocal, a espessura da peça de trabalho, o ponto de fusão e a condutividade térmica do material de base e a posição espacial da costura de solda.
Quando o ângulo de inclinação do bocal é grande, a perda de calor é pequena, a peça de trabalho recebe mais calor e a temperatura aumenta mais rapidamente; por outro lado, quando a perda de calor é grande, a peça de trabalho recebe menos calor e a temperatura aumenta mais lentamente.
Em geral, para a soldagem a gás de aço com baixo teor de carbono, a relação entre o ângulo de inclinação do bocal e a espessura da peça de trabalho pode ser vista na Figura 2-4.
De modo geral, para peças mais espessas, metais com pontos de fusão mais altos ou melhor condutividade térmica, deve-se escolher um ângulo de inclinação do bocal maior.
Por outro lado, para peças mais finas, é possível selecionar um ângulo de inclinação menor do bico.
Figura 2-4. Relação entre o ângulo de inclinação do bocal de soldagem e a espessura da peça de trabalho soldada.
Durante a soldagem a gás, o ângulo de inclinação do bocal de soldagem também deve variar de acordo com a situação da soldagem.
Por exemplo, no início do processo de soldagem, para formar rapidamente uma poça de fusão, deve ser usado um ângulo de inclinação de 80° a 90°; quando a soldagem estiver concluída, para preencher melhor o poço do arco e evitar queimaduras ou superaquecimento no final da costura de solda, o bocal de soldagem deve ser elevado adequadamente, o ângulo de inclinação deve ser reduzido gradualmente e o bocal de soldagem deve ser aquecido alternadamente em direção ao arame de soldagem ou à poça de fusão.
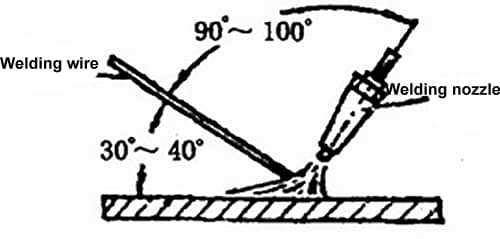
Durante a soldagem a gás, o ângulo entre o arame de soldagem e a superfície da solda é geralmente de 30° a 40°, e o ângulo com a linha central do bocal de soldagem é de 90° a 100°, conforme mostrado na Figura 2-5.
A posição relativa do bocal de soldagem e do arame de soldagem (Figura 2-5)
A velocidade de soldagem deve ser a mais alta possível, garantindo a qualidade da soldagem, com base no nível de proficiência do soldador, a fim de reduzir o tempo de aquecimento da solda e aumentar a produtividade.
De modo geral, para soldas espessas e de alto ponto de fusão, é necessária uma velocidade de soldagem mais lenta para evitar defeitos de fusão incompleta, enquanto para soldas finas e de baixo ponto de fusão, é necessária uma velocidade de soldagem mais rápida para evitar queimaduras e superaquecimento que podem reduzir a qualidade da soldagem.
(2) Parâmetros principais do processo de corte a gás
O principal processo de corte a gás Os parâmetros incluem o tipo de tocha de corte e a pressão do oxigênio de corte, a velocidade de corte, a taxa de energia da chama de pré-aquecimento, o ângulo de inclinação entre o bocal de corte e a peça de trabalho e a distância entre o bocal de corte e a superfície da peça de trabalho.
(1) Tipo de tocha de corte e pressão de oxigênio de corte
Para materiais mais espessos, o tipo de tocha de corte, o tamanho da bico de cortee a pressão do oxigênio devem aumentar, de acordo com a Tabela 2-10. Quando o material que está sendo cortado é mais fino, a pressão do oxigênio de corte pode ser reduzida adequadamente.
No entanto, a pressão do oxigênio de corte não pode ser muito baixa ou muito alta. Se a pressão do oxigênio de corte for muito alta, a ranhura de corte será mais larga, a velocidade de corte diminuirá e a rugosidade da superfície de corte aumentará.
Ele também terá um forte efeito de resfriamento sobre a peça de trabalho. Se a pressão de oxigênio for muito baixa, a reação de oxidação durante o processo de corte a gás ficará mais lenta, e a escória de óxido de corte não poderá ser soprada, deixando ligações de escória difíceis de remover na parte de trás da costura de corte e até mesmo impedindo que a peça de trabalho seja cortada.
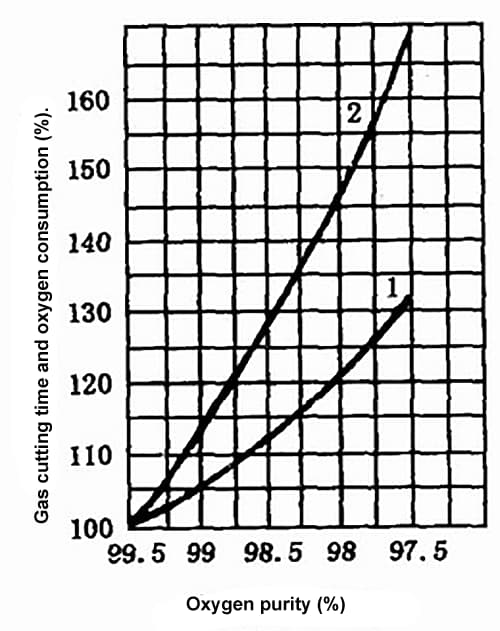
Além do impacto acima sobre a qualidade do corte a gás, a pureza do oxigênio também tem grande influência sobre o consumo de oxigênio, a qualidade do corte e a velocidade de corte.
Se a pureza do oxigênio diminuir, o processo de oxidação do metal ficará mais lento, a velocidade de corte diminuirá e o consumo de oxigênio aumentará.
A Figura 2-6 mostra a curva do efeito da pureza do oxigênio no gás tempo de corte e consumo de oxigênio.
Na faixa de pureza do oxigênio de 97,5% a 99,5%, para cada redução de 1% na pureza do oxigênio, o tempo de corte a gás para um corte de 1 m de comprimento aumentará de 10% a 15%, e o consumo de oxigênio aumentará de 25% a 35%.
Figura 2-6. Efeito da pureza do oxigênio no tempo de corte do gás e no consumo de oxigênio.
1. Efeito no tempo de corte
2. Efeito sobre o consumo de oxigênio
As impurezas no oxigênio, como o nitrogênio, absorvem o calor durante o corte a gás, formando uma película de gás na superfície de corte que impede a combustão do metal, causando uma diminuição na velocidade de corte a gás e um aumento no consumo de oxigênio, resultando em uma superfície de corte áspera.
Portanto, a pureza do oxigênio usado para o corte a gás deve ser a mais alta possível, geralmente exigindo uma pureza de 99,5% ou superior.
Se a pureza do oxigênio cair abaixo de 95%, será difícil realizar o processo de corte a gás.
(2) Velocidade de corte
A velocidade de corte geralmente está relacionada à espessura da peça de trabalho e ao tipo de bico de corte, com velocidades mais lentas necessárias para materiais mais espessos e velocidades mais rápidas para materiais mais finos.
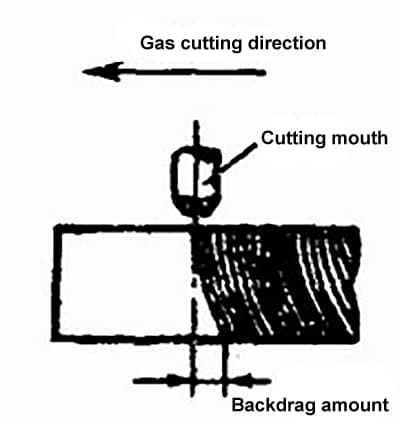
A velocidade de corte é controlada pelo operador com base na quantidade de arrasto traseiro na ranhura de corte.
O arrasto traseiro refere-se à distância na direção horizontal entre o ponto inicial e o ponto final da trajetória do fluxo de oxigênio de corte na superfície de corte durante o corte com oxigênio, conforme mostrado na Figura 2-7.
Figura 2-7. Diagrama esquemático do arrasto traseiro.
O arrasto traseiro é inevitável durante o corte a gás, especialmente ao cortar chapas grossas. A velocidade adequada de corte a gás deve ser escolhida para minimizar o arrasto produzido pela ranhura de corte.
Se a velocidade de corte for muito lenta, isso causará bordas irregulares e até mesmo derretimento local, dificultando a remoção da escória após o corte. Se a velocidade de corte for muito rápida, haverá arrasto excessivo, resultando em um corte sujo e até mesmo na impossibilidade de cortar.
Em resumo, uma velocidade de corte de gás adequada pode garantir a qualidade do corte e, ao mesmo tempo, reduzir o consumo de oxigênio.
(3) Taxa de energia da chama de pré-aquecimento
A chama de pré-aquecimento é usada para aquecer a peça de metal até a temperatura em que o metal pode queimar no oxigênio e manter essa temperatura, além de fazer com que a camada de óxido na superfície do aço se desprenda e derreta, facilitando o contato entre o fluxo de oxigênio de corte e o metal.
Durante o corte a gás, uma chama neutra ou ligeiramente oxidante deve ser usada para o pré-aquecimento. Uma chama de carburação não pode ser usada porque a presença de carbono livre na chama aumentará o teor de carbono da aresta de corte.
Durante o processo de corte, deve-se prestar atenção para ajustar a chama de pré-aquecimento a qualquer momento para evitar alterações em suas propriedades.
O tamanho da taxa de energia da chama de pré-aquecimento está relacionado à espessura da peça de trabalho, sendo necessária uma taxa maior para materiais mais espessos, mas deve-se evitar que ela seja muito alta ou muito baixa durante o corte a gás.
Por exemplo, quando corte de aço grosso placas, devido à velocidade de corte mais lenta, a taxa de energia da chama de pré-aquecimento deve ser reduzida para evitar que a borda superior da ranhura de corte derreta.
Se a taxa de energia for muito alta nesse momento, partículas contínuas de aço em forma de grânulos podem ser produzidas na borda superior da ranhura de corte, ou até mesmo cantos arredondados podem derreter, resultando em um aumento da escória aderente na parte de trás da ranhura de corte e afetando a qualidade do corte de gás.
Ao cortar chapas de aço finas, devido à maior velocidade de corte, a taxa de energia da chama de pré-aquecimento pode ser aumentada de acordo, mas o bocal de corte deve ser mantido a uma distância maior da peça de trabalho e em um determinado ângulo de inclinação.
Se a taxa de energia for muito baixa nesse momento, a peça de trabalho não receberá calor suficiente, resultando em uma velocidade de corte a gás mais lenta ou até mesmo em uma interrupção do processo de corte a gás.
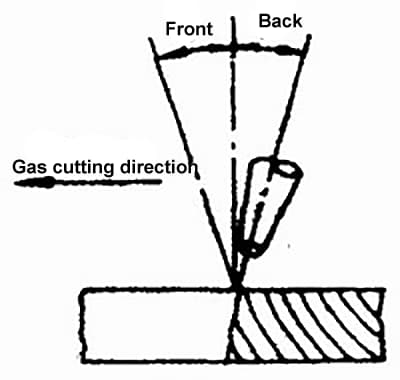
(4) Ângulo de inclinação entre o bico de corte e a peça de trabalho
O tamanho do ângulo de inclinação do bocal de corte é determinado principalmente pela espessura da peça de trabalho.
Em geral,
Ao cortar chapas de aço com menos de 4 mm de espessura, o bocal de corte deve ser inclinado para trás de 25° a 45°;
Ao cortar chapas de aço com espessura entre 4 mm e 20 mm, o bocal de corte deve ser inclinado para trás de 20° a 30°;
Ao cortar chapas de aço com espessura entre 20 mm e 30 mm, o bico de corte deve estar perpendicular à peça de trabalho;
Ao cortar chapas de aço com espessura superior a 30 mm, o bico de corte deve ser inclinado para a frente de 20° a 30° no início do corte e, depois de perfurar a peça de trabalho, o bico de corte deve ficar perpendicular à peça de trabalho para o corte normal,
e, ao terminar o corte, o bocal de corte deve se inclinar gradualmente para trás de 20° a 30°.
Os detalhes do ângulo de inclinação entre o bocal de corte e a peça de trabalho são mostrados na Figura 2-8.
Figura 2-8: Diagrama esquemático do ângulo de inclinação entre o bocal de corte e a peça de trabalho
O ângulo de inclinação entre o bocal de corte e a peça de trabalho tem um impacto direto na velocidade de corte a gás e no arrasto traseiro. Se o ângulo de inclinação não for escolhido adequadamente, ele não só deixará de melhorar a velocidade de corte a gás, como também aumentará o consumo de oxigênio e até mesmo causará dificuldades no corte a gás.
(5) Distância entre o bocal de corte e a superfície da peça de trabalho
Em geral, a distância entre o núcleo da chama e a superfície da peça de trabalho deve ser mantida entre 3 e 5 mm, o que proporciona condições ideais de aquecimento e minimiza a possibilidade de carburação.
Se o núcleo da chama tocar a superfície da peça, isso não só causará o derretimento da borda superior da ranhura de corte, mas também aumentará a possibilidade de carburação da ranhura de corte.
Em geral,
Ao cortar chapas finas, devido à maior velocidade de corte, a chama pode ser mais longa e a distância entre o bico de corte e a superfície da peça de trabalho pode ser maior;
Ao cortar chapas grossas, devido à menor velocidade de corte do gás, para evitar o derretimento na borda superior da ranhura de corte, a chama de pré-aquecimento deve ser mais curta e a distância entre o bocal de corte e a superfície da peça de trabalho deve ser um pouco menor, o que pode manter a retidão do fluxo de oxigênio de corte e a pureza do oxigênio, melhorando assim a qualidade do corte.
Como fundador do MachineMFG, dediquei mais de uma década de minha carreira ao setor de metalurgia. Minha vasta experiência permitiu que eu me tornasse um especialista nas áreas de fabricação de chapas metálicas, usinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou sempre pensando, lendo e escrevendo sobre esses assuntos, esforçando-me constantemente para permanecer na vanguarda do meu campo. Permita que meu conhecimento e experiência sejam um trunfo para sua empresa.
Você já se perguntou como funciona a soldagem a gás e por que ela é tão importante na engenharia mecânica? Este artigo detalha os princípios, os tipos de chamas de gás e os materiais usados na...
O corte a plasma é um método de usinagem que usa o calor de um arco de plasma de alta temperatura para fazer com que o metal no corte da peça de trabalho derreta parcialmente e evapore, e...
Você já se perguntou sobre a tecnologia de ponta que está revolucionando a fabricação de metais? O corte a plasma é um divisor de águas no setor, oferecendo velocidade, precisão e versatilidade inigualáveis. Neste artigo, vamos nos aprofundar...
Você já pensou em como a fumaça e a poeira do corte a plasma podem ser prejudiciais? À medida que o corte a plasma se torna mais predominante, o gerenciamento desses poluentes é crucial para atender aos padrões ambientais....
Você já se perguntou como uma máquina pode cortar metal como uma faca quente na manteiga? Bem-vindo ao mundo do corte a plasma! Neste artigo, você explorará como esse poderoso...
Você já se perguntou como os fabricantes conseguem precisão e eficiência ao cortar aço inoxidável? Este artigo se aprofunda em seis técnicas avançadas de corte de aço inoxidável, destacando seus benefícios e aplicações....
Como uma máquina corta metais resistentes com facilidade? As máquinas de corte a plasma aproveitam o poder do gás ionizado em temperaturas incrivelmente altas para cortar metais. Este artigo explica...
E se você pudesse cortar o metal com a mesma facilidade com que uma faca corta manteiga? O corte a plasma, com seu arco de plasma de alta temperatura, derrete e sopra o metal, criando cortes precisos com...
Como os fabricantes podem garantir cortes perfeitos em chapas de aço ultraespessas? Este artigo se aprofunda no processo crítico do corte por chama CNC, destacando os desafios, como possíveis defeitos de corte e...