Domínio do ferro fundido cinzento: Guia de tratamento térmico para especialistas
Você já se perguntou como tornar o ferro fundido cinzento mais durável e usinável? Este artigo explora os intrincados processos de tratamento térmico do ferro fundido cinzento, incluindo recozimento, normalização e têmpera. Você aprenderá sobre as temperaturas e técnicas específicas que aumentam a resistência e a estabilidade do material. Este guia oferece informações valiosas sobre a otimização das propriedades do ferro fundido cinzento, seja você da área de fabricação ou apenas curioso. Mergulhe de cabeça para descobrir como esses métodos podem melhorar seus projetos e produtos.
Para eliminar tensão residual na peça fundida, estabilizar seu tamanho geométrico e reduzir ou eliminar a distorção após o corte, é necessário realizar o recozimento de alívio de tensão na peça fundida.
A composição do ferro fundido deve ser levada em conta ao determinar o processo de recozimento para alívio de tensão.
Quando a temperatura do ferro fundido cinzento ultrapassa 550 ℃, pode ocorrer grafitização e granulação de parte da cementita, causando uma redução na resistência e dureza.
A presença de elementos de liga pode aumentar a temperatura na qual a cementita começa a se decompor para cerca de 650 ℃.
Normalmente, a temperatura de recozimento para alívio de tensão do ferro fundido cinzento é de 550 ℃, enquanto o ferro fundido cinzento de baixa liga é recozido a 600 ℃ e o ferro fundido cinzento de alta liga pode ser recozido a 650 ℃. A taxa de aquecimento é geralmente de 60 a 120 ℃ por hora.
O tempo de retenção é determinado por fatores como a temperatura de recozimento, o tamanho e a complexidade da peça fundida e os requisitos de alívio de tensão.
A figura a seguir ilustra a relação entre tempo de espera e tensão residual em diferentes temperaturas de recozimento.
Fig. 2 Relação entre a temperatura e o tempo de recozimento e o resíduo estresse interno
a) Composição (fração de massa) (%): C 3,18, Si 2,13, Mn 0,70, S 0,125, P 0,73, Ni 1,03, Cr 2,33, Mo 0,65;
b) Composição (fração de massa) (%): C 3,12, Si 1,76, Mn 0,78, S 0,097, P 0,075, Ni 1,02, Cr 0,41, Mo 0,58;
c) Composição (fração de massa) (%): C 2,78, Si 1,77, Mn 0,55, S 0,135, P 0,069, Ni 0,36, Cr 0,10, Mo 0,33, Cu 0,46, V 0,04.
A velocidade de resfriamento durante o recozimento de alívio de tensão de peças fundidas deve ser lenta para evitar o desenvolvimento de tensão secundária. A taxa de resfriamento é normalmente controlada a uma taxa de 20 a 40 ℃ por hora, e a temperatura deve ser resfriada abaixo de 150 a 200 ℃ antes de permitir o resfriamento a ar.
A tabela a seguir mostra as especificações de recozimento para alívio de tensão para alguns materiais cinzas peças fundidas de ferro:
Tabela 3 Especificação de recozimento de alívio de tensão para fundição cinza peças fundidas de ferro
Tipo de fundição
Massa de fundição / kg
Espessura da parede de fundição / mm
Temperatura de carregamento / ° C
Taxa de aumento de temperatura / (C / h)
Temperatura de aquecimento / C
Tempo de espera / h/
Velocidade de resfriamento lento (C / h)
Temperatura de descarga / C
Ferro fundido comum
Ferro fundido de baixa liga
Fundição geral
<200
≤200
≤100
500~550
550-570
4-6
30
≤200
200-2500
≤200
≤80
500~550
550~570
6-8
30
≤200
>2500
≤200
≤60
500-550
550-570
8
30
≤200
Fundição de precisão
<200
≤200
≤100
500-550
550-570
4-6
20
≤200
200~3500
≤200
≤80
500-550
550-570
6-8
20
≤200
Peças fundidas simples ou cilíndricas, peças fundidas de precisão em geral
<300
10-40
100-300
100-150
500~600
2-3
40-50
<200
100-1000
15-60
100-200
<75
500
8-10
40
<200
Estrutura complexa e fundição de alta precisão
1500
<40
<150
<60
420~450
5~6
30~40
<200
1500
40-70
<200
<70
500-550
9-10
20-30
<200
1500
>70
<200
<75
500-550
1.5
30-40
150
Maquinário têxtil máquina-ferramenta de fundição pequena máquina-ferramenta de fundição pequena máquina-ferramenta de fundição grande
<50
<15
<150
50-70
500-550
3~5
20~301
50-200
<1000
<60
≤200
<100
500-550
3-5
20-30
150-200
>2000
20-80
<150
30-60
500-550
8-10
30-40
150-200
2. Recozimento de grafitização
O objetivo do recozimento de grafitização para peças fundidas de ferro cinzento é reduzir a dureza, melhorar a usinabilidade e aumentar a plasticidade e a tenacidade. Se a peça fundida não contiver cementita eutética ou tiver apenas uma pequena quantidade, o recozimento de grafitização a baixa temperatura pode ser realizado. No entanto, se a quantidade de cementita eutética for substancial, será necessário realizar o recozimento de grafitização em alta temperatura.
(1) Recozimento de grafitização em baixa temperatura.
O processo de grafitização e granulação da cementita eutectoide no ferro fundido cinzento ocorrerá quando o material for recozido a baixas temperaturas. Esse processo resultará em uma redução da dureza e em um aumento da plasticidade.
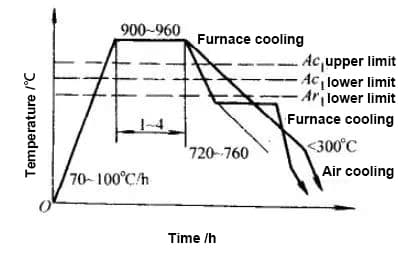
O recozimento de grafitização em baixa temperatura do ferro fundido cinzento envolve o aquecimento da fundição a uma temperatura ligeiramente abaixo do limite inferior de AC1mantendo-o nessa temperatura por um período de tempo específico para quebrar a cementita eutectoide e, em seguida, resfriando-o no forno.
A curva do processo é a seguinte:
Fig. 4 Curva do processo de recozimento por grafitização em baixa temperatura do ferro fundido cinzento
(2) Recozimento de grafitização em alta temperatura.
O processo de recozimento de grafitização em alta temperatura do ferro fundido cinzento envolve o aquecimento do material a uma temperatura acima do limite superior de AC1. Esse processo decompõe a cementita livre no ferro fundido em austenita e grafite. Em seguida, o material é mantido nessa temperatura por um determinado período de tempo e resfriado de uma maneira específica, dependendo da estrutura da matriz desejada.
Se for desejada uma matriz de ferrita com alta plasticidade e tenacidade, a especificação do processo e o método de resfriamento são os seguintes:
Fig. 5 Processo de recozimento de grafitização em alta temperatura da matriz de ferrita
Se for desejada uma estrutura de matriz de perlita com alta resistência e boa resistência ao desgaste, a especificação do processo e o método de resfriamento podem ser realizados de acordo com a Figura 6, como segue:
Fig. 6 Processo de recozimento de grafitização em alta temperatura da matriz de perlita
2. Normalização
O objetivo da normalização do ferro fundido cinzento é melhorar sua força, dureza e resistência ao desgaste, ou servir como um tratamento térmico preliminar para o resfriamento da superfície e para melhorar a estrutura da matriz.
A especificação para o processo de normalização de ferro fundido cinzento é mostrado na figura abaixo:
Normalmente, a fundição é aquecida até o limite superior de AC1que fica entre 30°C e 50°C. Isso faz com que a estrutura original se transforme em austenita.
Depois de mantida por um período de tempo, a peça fundida é resfriada pelo ar (consulte a figura a abaixo).
Para peças fundidas complexas ou com formatos importantes, o recozimento é necessário após a normalização para eliminar qualquer tensão interna.
Se a estrutura original do ferro fundido tiver excesso de cementita livre, ele deverá ser aquecido até o limite superior de AC1entre 50°C e 100°C, para eliminar a cementita livre por meio da grafitização em alta temperatura (consulte a Figura b).
A figura abaixo ilustra o impacto da temperatura de aquecimento sobre a dureza do ferro fundido após a normalização.
Dentro da faixa de temperatura de normalização, a dureza do ferro fundido aumenta com o aumento da temperatura.
Dessa forma, para obter alta dureza e resistência ao desgaste no ferro fundido normalizado, é possível selecionar uma temperatura de aquecimento mais alta dentro da faixa de temperatura de normalização.
Fig. 8 Efeito da temperatura de normalização na dureza do ferro fundido cinzento
Observação: O conteúdo dos elementos na figura é expresso em fração de massa (%).
A taxa de resfriamento após a normalização afeta a quantidade de ferrita precipitada e, portanto, a dureza.
Quanto maior a taxa de resfriamento, menor a quantidade de ferrita precipitada, resultando em maior dureza.
Assim, a velocidade de resfriamento pode ser controlada (por exemplo, por meio de resfriamento a ar, resfriamento a água ou resfriamento por névoa) para obter o ajuste desejado da dureza do ferro fundido.
3. Têmpera e revenimento
1. Resfriamento
O processo de resfriamento do ferro fundido envolve o aquecimento da peça fundida a uma temperatura do limite superior AC1 mais 30-50°C, normalmente entre 850°C-900°C, para transformar sua estrutura em austenita. A peça fundida é então mantida nessa temperatura para aumentar a solubilidade do carbono na austenita antes da têmpera. Têmpera a óleo é normalmente usado para esse processo.
Peças fundidas com formas complexas ou tamanhos grandes devem ser aquecidos lentamente para evitar rachaduras devido ao aquecimento desigual. Se necessário, o pré-aquecimento a 500-650 ℃ também pode ajudar a evitar rachaduras.
A Tabela 8.1 mostra o efeito da temperatura de aquecimento da têmpera sobre a dureza do ferro fundido. A composição química do ferro fundido listada na tabela acima pode ser encontrada na Tabela 8.2.
O aumento da temperatura de austenitização resulta em maior dureza após a têmpera. No entanto, temperaturas de austenitização mais altas também aumentam o risco de deformação e rachaduras no ferro fundido, além de produzir mais austenita retidao que reduz a dureza.
A Figura 9 ilustra o efeito do tempo de retenção na dureza.
Tabela 8.1 Efeito da temperatura de austenitização na dureza do ferro fundido cinzento após o fogo (coceira de óleo)
Ferro fundido cinza
Como elenco
HBW
790°C
815C
845°C
870°C
A
217
159
269
450
477
B
255
207
450
514
601 529
C
223
311
477
486
D
241
355 208
469 487
486 520
460
E
235
512
F
235
370
477
480
465
Tabela 8.2 Composição química (fração de massa) (%) de vários ferros fundidos
Fig. 9 Efeito da estrutura original da matriz metálica de ferro fundido na dureza após a têmpera a 840 °C para diferentes tempos de retenção
A composição química (fração de massa) desse ferro fundido cinzento é a seguinte: 3,34% C, 2,22% Si, 0,7% Mn, 0,11% P e 0,1% S.
A temperabilidade do ferro fundido cinzento é influenciada por fatores como tamanho, forma e distribuição da grafita, composição química e tamanho do grão de austenita.
O grafite no ferro fundido diminui sua condutividade térmica, reduzindo assim sua temperabilidade. Quanto maior for a quantidade de grafite grosso presente, mais pronunciado será esse efeito.
2. Temperagem
O impacto da temperatura de revenimento nas propriedades mecânicas do ferro fundido pode ser observado na Figura 10 abaixo.
Para evitar a grafitização, a temperatura de têmpera geralmente deve ser mantida abaixo de 550°C, e o tempo de espera para a têmpera deve ser calculado como t = [espessura da fundição (mm) / 25] + 1 (h).
Fig. 10 Efeito da temperatura de revenimento sobre dureza e resistência de ferro fundido temperado
Como fundador do MachineMFG, dediquei mais de uma década de minha carreira ao setor de metalurgia. Minha vasta experiência permitiu que eu me tornasse um especialista nas áreas de fabricação de chapas metálicas, usinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou sempre pensando, lendo e escrevendo sobre esses assuntos, esforçando-me constantemente para permanecer na vanguarda do meu campo. Permita que meu conhecimento e experiência sejam um trunfo para sua empresa.
Você já se perguntou sobre o fascinante mundo da fundição? Esse processo de fabricação antigo, mas em constante evolução, molda nossa vida diária de inúmeras maneiras. Nesta postagem do blog, vamos explorar o...
Você já se perguntou como são feitas as peças complexas do seu carro? Este artigo revela o fascinante mundo da fundição automotiva, detalhando as tecnologias e os métodos avançados que moldam...
Você já se perguntou o que torna as peças do motor do seu carro tão duráveis e eficientes? Este artigo revela os segredos por trás da fundição de ligas de alumínio, os campeões desconhecidos da engenharia automotiva. Saiba mais...
Você já se perguntou por que algumas peças fundidas em alumínio falham prematuramente? Neste artigo, exploraremos os defeitos comuns encontrados na fundição de alumínio e suas causas principais. Com base em...
Você já se perguntou sobre o fascinante mundo do ferro fundido? Nesta postagem do blog, vamos nos aprofundar nos vários tipos de ferro fundido e explorar suas propriedades exclusivas e...
Nesta postagem do blog, exploraremos os vários tipos de materiais usados nos processos de fundição. Como engenheiro mecânico experiente, compartilharei minhas percepções e conhecimentos para ajudá-lo a entender...
O que diferencia o aço fundido do ferro fundido e por que você deve se preocupar com isso? Entender esses materiais é essencial para escolher o mais adequado para seu projeto. Este artigo explorará...
Você já se perguntou por que aparecem pequenos furos e rachaduras em peças fundidas de metal? Este artigo explora defeitos comuns de fundição, como estômatos, encolhimento e buracos de escória, revelando suas causas e prevenção...
Por que algumas peças fundidas de ferro se destacam na absorção de vibrações, enquanto outras apresentam força e resistência ao desgaste superiores? As peças fundidas de ferro, parte integrante do maquinário e dos componentes estruturais, são de vários tipos, cada...