Tratamento térmico do alumínio: Seu guia abrangente
Você já se perguntou como o alumínio se transforma de um metal bruto em um material robusto e versátil do qual dependemos diariamente? Este artigo revela os fascinantes processos de tratamento térmico por trás do alumínio e de suas ligas. Você aprenderá como diferentes métodos, como o recozimento, a têmpera e o envelhecimento, aprimoram as propriedades do alumínio, tornando-o essencial para inúmeras aplicações. Mergulhe de cabeça para descobrir a ciência e a arte que transformam o alumínio em um material poderoso!
1. Processo de tratamento térmico de alumínio e ligas de alumínio
1.1 Objetivo do tratamento térmico do alumínio e da liga de alumínio
O objetivo é aquecer o alumínio e os materiais de liga de alumínio a uma determinada temperatura e mantê-los nessa temperatura por um determinado período de tempo para obter a estrutura e as propriedades desejadas do produto.
1.2 Principais métodos de tratamento térmico de alumínio e ligas de alumínio e seus princípios básicos
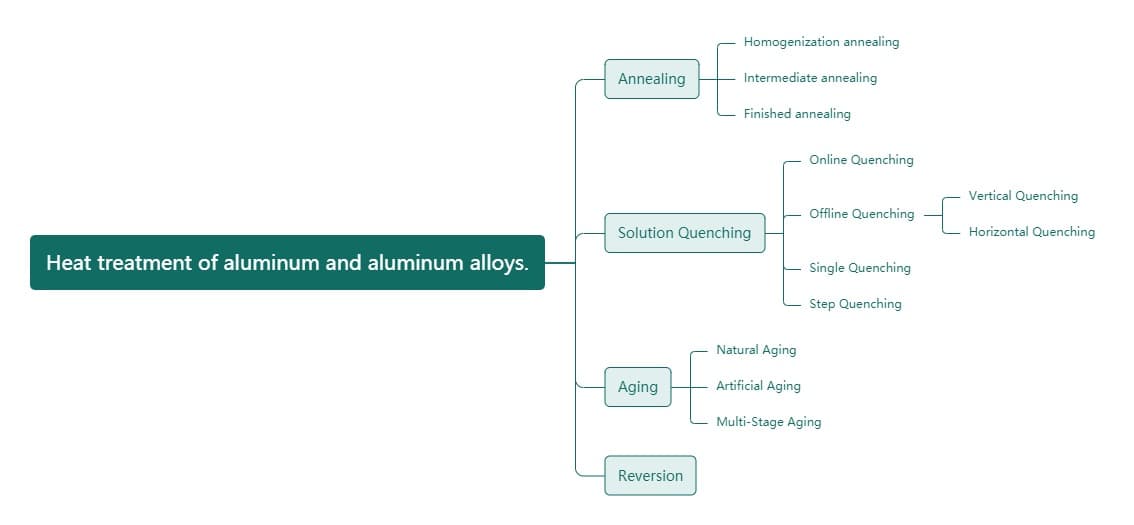
1.2.1 Classificação do tratamento térmico do alumínio e da liga de alumínio (consulte a Figura 1)
Figura 1: Classificação do tratamento térmico do alumínio e da liga de alumínio
1.2.2 Princípios básicos do tratamento térmico de alumínio e ligas de alumínio
(1) Recozimento: O produto é aquecido a uma determinada temperatura, mantido nessa temperatura por um determinado período de tempo e, em seguida, resfriado à temperatura ambiente a uma determinada taxa de resfriamento. Por meio da difusão e migração atômica, a estrutura se torna mais uniforme e estável, as tensões internas são aliviadas e a ductilidade do material pode ser bastante aprimorada, embora a resistência diminua.
① Homogeneização recozimento de lingotes: O lingote é mantido em alta temperatura por um longo período de tempo e, em seguida, resfriado a uma determinada taxa (alta, média, baixa ou lenta) para homogeneizar sua composição química, estrutura e propriedades. Isso pode aumentar a ductilidade do material em cerca de 20%, reduzir a pressão de extrusão em cerca de 20%, aumentar a velocidade de extrusão em cerca de 15% e melhorar a qualidade do tratamento de superfície.
② Recozimento intermediário: Também conhecido como recozimento local ou recozimento processo a processo, é feito para melhorar a ductilidade do material e eliminar estresse interno do processamento. Isso envolve manter o material em uma temperatura mais baixa por um período de tempo mais curto, a fim de facilitar o processamento subsequente ou obter uma combinação específica de propriedades.
③ Recozimento total: Também conhecido como recozimento final, envolve o aquecimento do material a uma temperatura relativamente alta, mantendo-o nessa temperatura por um determinado período de tempo e obtendo uma estrutura amolecida em um estado totalmente recristalizado com a melhor ductilidade e menor resistência.
(2) Tratamento térmico de solução e têmpera:
Esse método envolve aquecer materiais de liga de alumínio que podem ser reforçados por meio de tratamento térmico a uma temperatura relativamente alta e mantê-los assim por um determinado período de tempo. Isso permite que a segunda fase ou outros componentes solúveis do material se dissolvam totalmente na matriz de alumínio, formando uma solução sólida supersaturada. Em seguida, o material é resfriado rapidamente até a temperatura ambiente usando um método de resfriamento rápido. Isso cria um estado instável porque os átomos de soluto estão em um estado de energia mais alto e podem precipitar a qualquer momento. Entretanto, o material nesse estágio tem maior ductilidade e pode passar por processos de trabalho a frio ou endireitamento.
① Resfriamento em linha: Para algumas ligas que não são altamente sensíveis ao resfriamento, o tratamento com solução pode ser realizado durante a extrusão em alta temperatura, seguido de resfriamento com ar (T5) ou resfriamento com névoa de água (T6) para obter determinadas estruturas e propriedades.
② Têmpera off-line: Para materiais de liga altamente sensíveis à têmpera, eles devem ser reaquecidos a uma alta temperatura e mantidos nessa temperatura por um determinado período de tempo em um forno especial de tratamento térmico. Em seguida, eles são resfriados em água ou óleo com um tempo de transferência não superior a 15 segundos para obter determinadas estruturas e propriedades. Dependendo do equipamento utilizado, isso pode ser feito por meio de resfriamento em banho de salA água de resfriamento é um processo de resfriamento, resfriamento a ar, resfriamento vertical ou resfriamento horizontal.
(3) Envelhecimento: Após o tratamento térmico da solução e a têmpera, o material é mantido em temperatura ambiente ou em uma temperatura mais alta por um determinado período de tempo. A solução sólida supersaturada instável se decomporá e as partículas da segunda fase precipitarão (ou se depositarão) da solução sólida supersaturada e se distribuirão ao redor dos grãos de alumínio alfa (AL), resultando em um efeito de fortalecimento chamado fortalecimento por precipitação (ou assentamento).
Envelhecimento natural: Algumas ligas (como a 2024) podem produzir fortalecimento por precipitação em temperatura ambiente, o que é chamado de envelhecimento natural.
Envelhecimento artificial: Algumas ligas (como a 7075) não apresentam fortalecimento óbvio por meio de precipitação em temperatura ambiente, mas demonstram fortalecimento significativo por precipitação em temperaturas mais altas, o que é chamado de envelhecimento artificial.
O envelhecimento artificial pode ser dividido em subenvelhecimento e superenvelhecimento:
① Subenvelhecimento: Isso envolve o controle da temperatura de envelhecimento para que seja mais baixa e o tempo de retenção para que seja mais curto, a fim de obter determinadas propriedades.
② Envelhecimento excessivo: Envelhecimento em uma temperatura mais alta ou por um período de tempo mais longo para obter propriedades especiais ou melhores propriedades abrangentes.
③ Envelhecimento em vários estágios: Isso envolve a divisão do processo de envelhecimento em vários estágios para obter determinadas propriedades especiais e boas propriedades abrangentes. Pode ser dividido em envelhecimento em dois e três estágios.
(4) Tratamento de reversão: Envolve o aquecimento do produto que foi temperado e envelhecido a uma alta temperatura por um curto período de tempo para melhorar sua ductilidade e facilitar a dobragem a frio ou corrigir as tolerâncias de forma. Isso restaura o produto a um novo estado temperado.
2. Notação de status do produto de alumínio e liga de alumínio
2.1 Códigos básicos de status do produto, conforme mostrado na Tabela 1:
Tabela 1: Códigos básicos de status do produto
Código
Nome
Explicação e aplicação
F
Status de processamento gratuito
É aplicável a produtos sem requisitos especiais para endurecimento por trabalho e condições de tratamento térmico durante o processo de formação, e as propriedades mecânicas dos produtos nesse estado não são especificadas
O
Estado de recozimento
Adequado para produtos processados que passaram por recozimento completo para atingir a menor resistência
H
Estado de endurecimento do trabalho
Aplica-se aos produtos cuja resistência é aprimorada por meio do endurecimento por trabalho. O produto pode passar (ou não passar) por um tratamento térmico adicional após o endurecimento por trabalho para reduzir a resistência. O código H deve ser seguido por dois ou três algarismos arábicos
W
Estado de tratamento térmico da solução sólida
Um estado instável que se aplica somente a ligas que passam por tratamento térmico de solução e envelhecimento natural em temperatura ambiente. Esse código de estado indica apenas que o produto está no estágio de envelhecimento natural
T
Estado do tratamento térmico (diferente do estado F, O, H)
É aplicável ao código T de produtos que foram (ou não foram) endurecidos por trabalho até um estado estável após o tratamento térmico e deve ser seguido por um ou mais algarismos arábicos
2.2 Subdivisão do status H (work hardening)
H1- Estado de endurecimento por trabalho simples. Aplicável a produtos que não foram submetidos a tratamento térmico adicional e que obtiveram a resistência necessária somente por meio de endurecimento por trabalho.
H2- Estado de endurecimento por trabalho e recozimento incompleto. Aplicável a produtos em que o grau de endurecimento por trabalho excede os requisitos especificados para produtos acabados e a resistência é reduzida à meta especificada por meio de recozimento incompleto. Para ligas que amolecem naturalmente à temperatura ambiente, o H2 tem o mesmo valor mínimo de resistência à tração final que o H3 correspondente; para outras ligas, o H2 tem o mesmo valor mínimo de resistência à tração final que o H1 correspondente, mas com alongamento ligeiramente maior que o H1.
H3- Endurecimento por trabalho e estado de tratamento de estabilização. Aplicável a produtos cujas propriedades mecânicas foram estabilizadas após tratamento térmico de baixa temperatura ou devido ao aquecimento durante o processamento após o endurecimento por trabalho. O status H3 se aplica somente a ligas que amolecem gradualmente à temperatura ambiente (a menos que sejam estabilizadas).
H4- Estado de endurecimento por trabalho e tratamento de pintura. Aplicável a produtos que passaram por endurecimento por trabalho e estão incompletamente recozidos devido ao tratamento de pintura.
O segundo dígito após H representa o grau de endurecimento do produto. O número 8 representa um estado duro.
Tratamento de estabilização: Para evitar o fenômeno de amolecimento que ocorre após o armazenamento de longo prazo da liga após o trabalho a frio, o produto é submetido a um recozimento de baixa temperatura (aquecimento a 150°C por 3 horas) após a deformação a frio. Isso pode estabilizar as propriedades mecânicas da liga armazenada em temperatura ambiente.
2.3 Classificação do código de estado de recozimento (O)
2.3.1 O1- Recozimento por homogeneização.
2.3.2 O2- Recozimento incompleto (parcial) do produto.
2.3.3 O3- Recozimento completo do produto.
3. Tabela de controle de temperaturas para o processo de forno de envelhecimento
Câmara de combustão:
Ajuste a temperatura na tabela de controle de temperatura: 200-215℃.
Temperatura exibida na tabela de controle de temperatura: 190-210℃
Temperatura medida dentro do forno: 200-210℃
Ventilador traseiro direito: Ajuste de temperatura para o ventilador: 160-180℃
Temperatura exibida no medidor do ventilador: 200-210℃.
Temperatura controlada dentro do forno: 200-210 ℃.
Exibição: Temperatura exibida na tabela de controle de temperatura: 190-205℃
Temperatura medida dentro do forno: 200-210℃
Exibição: Temperatura exibida na tabela de controle de temperatura: 195-210℃
Temperatura medida dentro do forno: 200-210℃
4. Cálculo da energia do forno de envelhecimento
Motor (perda de energia elétrica)
Queimador (perda de combustível)
Consumo de energia para aquecimento (forno de resfriamento, forno de aquecimento)
Consumo de energia para isolamento
Tempo de isolamento Falha no forno de envelhecimento (afeta a dureza do processo)
Potência do motor: 40/55W/h, corrente: 81/98A, tensão: 380V, velocidade: 740/1480r/min
Motor assíncrono trifásico de várias velocidades com o modelo YD2808-8/4.
Distribuição de energia para forno de envelhecimento
Pergunta: O processo de envelhecimento do forno de envelhecimento foi classificado apenas de acordo com o status da liga, mas não há especificações claras para diferentes espessuras de parede da mesma liga. Qual é a diferença máxima de espessura de parede que pode ser envelhecida em conjunto?
5. Como ajustar o fluxo de ar na saída da extrusão?
Quando o material na saída da extrusão se curva para cima, é necessário reduzir adequadamente a velocidade do ar para cima ou fechar o ventilador superior; quando o material na saída da extrusão se curva para baixo, é necessário reduzir adequadamente a velocidade do ar para baixo ou fechar o ventilador inferior.
6. Diretrizes para a execução do processo de envelhecimento (para o forno de envelhecimento nº 3 na quarta planta)
Com base nos dados coletados durante uma investigação do processo para esse forno, serão feitos ajustes nos parâmetros de controle de temperatura durante a operação.
Processo de envelhecimento
Regras executivas
Estado da liga
Tempo de espera ℃
Tempo de isolamento h
Tempo de isolamento (com base na espessura da parede) h
Temperatura do tempo de retenção
1,0 mm
1,0-4,0 mm
4,0-30 mm
Medidor de controle de temperatura do ventilador
Tabela de controle de temperatura do motor de combustão
T6
175±8
8
8
8
10
171
171
T5
200±8
2
2
2.5
3
197
197
T52
235±8
1.5
1.5
2
1
230
230
Observação:
Quando pelo menos duas tabelas de controle de temperatura (ventilador e queimador) atingirem a temperatura definida, o tempo de isolamento começa a ser calculado.
A determinação do tempo de isolamento é baseada na espessura máxima da parede dos perfis dentro do forno.
Para perfis com uma densidade de cesto mais alta, é necessário estender adequadamente o tempo de isolamento.
O processo de envelhecimento para os estados 6005-T5, 6005A-T5 e T6511 são todos realizados de acordo com o sistema T6.
Se for necessário fazer ajustes no processo de envelhecimento para variedades específicas, siga as instruções do departamento de processamento.
Ao usar moldes de cavidade dupla para extrusão, deve-se prestar atenção ao ajuste da taxa de fluxo de cada orifício para garantir a consistência. Durante a extrusão, os problemas de fluxo de alumínio nos lingotes devem ser monitorados.
Para dominar o padrão GB-5237, é importante entender a torção, as tolerâncias e ser capaz de usar tabelas de referência. Além disso, é fundamental ser proficiente na identificação de bolhas no início e no final dos perfis de matrizes planas e observar que as matrizes combinadas, especialmente para tubos, podem ter menos problemas com bolhas.
7. Precauções para extrusão
7.1 Para as ligas da série 6xxx, as propriedades mecânicas não podem ser garantidas em temperaturas abaixo de 500°C e a qualidade da superfície é ruim acima de 560°C.
7.2 Em geral, a relação entre a velocidade de extrusão e a temperatura é a seguinte: alta velocidade em baixa temperatura, baixa velocidade em alta temperatura. A velocidade de extrusão deve ser aumentada o máximo possível, com temperaturas definidas no limite inferior da tabela, mas a temperatura de saída deve atender aos requisitos especificados.
7.3 Para moldes com parâmetros de extrusão grandes, especialmente aqueles com muitos orifícios de passagem, as temperaturas do molde e da haste de alumínio devem ser ajustadas para o limite superior. Entretanto, a velocidade deve ser reduzida nos últimos estágios da extrusão.
7.4 Para moldes especiais de perfil de dissipador de calor, a temperatura do molde deve estar acima de 480 ℃ e a temperatura da haste de alumínio deve estar acima de 530 ℃.
7.5 Os padrões de desempenho mecânico variam em diferentes países e estão relacionados à seção transversal dos perfis. Se o desempenho mecânico não atender aos requisitos da tabela, a equipe técnica deverá consultar os padrões nacionais relevantes ou entrar em contato com o cliente para determinar se ele é qualificado ou se deve ser liberado. O desempenho mecânico pode ser executado de acordo com os acordos técnicos se houver requisitos específicos do usuário.
8. Materiais de polimento
As hastes homogêneas de 6463-T5 devem ser extrudadas em baixa temperatura e alta velocidade (460-480℃).
8.1 Arranhões mecânicos na superfície causados por moldes são um problema comum.
8.2 Problemas como segmentação de corte e transferência que causam arranhões, abrasões, linhas brancas, linhas brilhantes, marcas de encolhimento, puxões de lã, bordas, ondas, torções, desvios dimensionais geométricos, arranhões falsos e casca de laranja ocorrem com frequência.
9. Tratamento mecânico de superfície de alumínio
O efeito da superfície após o tratamento pode ser dividido em: a. Superfície brilhante b. Superfície semi-fosca c. Superfície fosca
O princípio do polimento é remover as partes salientes criando uma deformação plástica na superfície do material por meio do esmerilhamento mecânico, obtendo assim uma superfície lisa e polida. Geralmente, são usadas rodas de tecido, rodas de lã, lixas etc.
O processo de polimento é geralmente dividido em três etapas: polimento bruto, polimento médio e polimento fino.
Polimento grosseiro: Polimento da superfície com uma roda dura, que tem um certo efeito abrasivo sobre o substrato que foi ou não polido
Polimento médio: usando um disco de polimento mais duro para processamento posterior após o polimento bruto, ele pode remover os arranhões deixados pelo polimento bruto
Polimento fino: a última etapa do polimento, usando uma roda macia para obter uma superfície espelhada com luz brilhante, e tem pouco efeito sobre a retificação do substrato.
10. Método de desenho mecânico
10.1 O desenho em linha reta refere-se ao método de processamento de linhas retas na superfície de uma placa de alumínio por meio de fricção mecânica.
10.2 O desenho aleatório é um tipo de padrão de fio fosco obtido ao mover a placa de alumínio para frente e para trás sob uma escova de fio de cobre rotativa.
10.3 O polimento em espiral, também conhecido como polimento por rotação, é um padrão de arame obtido pela rotação e polimento da superfície de uma peça de alumínio ou alumínio placa de liga metálica com uma roda cilíndrica de feltro ou de náilon com corindo montada em uma furadeira e misturada com graxa de polimento diluída em querosene.
10.4 O desenho da rosca é feito com uma máquina.
11. Análise dos problemas do material de polimento
11.1 Por que há riscos mecânicos pesados na extrusão de baixa temperatura e alta velocidade?
Isso pode ser devido à raspagem da superfície do molde durante o enchimento e a fase inicial de extrusão laminar, resultando em arranhões mecânicos pesados durante a extrusão posterior.
11.2 Por que ainda existem defeitos, como arranhões mecânicos, na extrusão em alta temperatura e baixa velocidade?
Isso pode ser devido a uma alta temperatura da haste, que causa turbulência severa durante a extrusão, fazendo com que um grande número de óxidos e impurezas na superfície do lingote flua em direção ao centro, tornando a superfície do perfil ruim.
12. Molde
12.1 Os moldes de combinação são divididos em dois tipos de acordo com sua estrutura: moldes de combinação do tipo ponte e moldes de combinação do tipo canal. Os moldes combinados do tipo ponte são comumente conhecidos como moldes em forma de língua, enquanto os moldes combinados do tipo corrediça são simplesmente chamados de moldes combinados.
12.2 Os moldes em forma de língua exigem menor força de extrusão e são adequados para a extrusão de perfis ocos de ligas que não são facilmente deformadas e têm pequenos orifícios internos.
12.3 Os moldes combinados são adequados para a extrusão de perfis ocos grandes e médios com formas complexas e dimensões maiores da cavidade interna feitas de ligas que são facilmente deformadas.
12.4 Os perfis ocos extrudados usando moldes combinados apresentam soldas evidentes em sua macroestrutura, e o número de soldas é igual ao número de fios de metal em que o lingote é dividido.
12.5 Para obter soldas de alta qualidade, a pressão dentro do molde deve ser aumentada e um coeficiente de extrusão ligeiramente maior deve ser selecionado. É aconselhável usar uma temperatura de extrusão mais alta, e a velocidade de extrusão não deve ser muito rápida.
12.6 Ao inspecionar perfis ocos, a qualidade da superfície, as dimensões geométricas, as propriedades mecânicas e a estrutura interna são as mesmas dos perfis comuns. No entanto, no caso de perfis ocos usados em peças importantes, suas qualidade da solda deve ser inspecionado, e o comprimento do corte não deve ser inferior a 500-1000 mm.
13. Fundição de lingotes
13.1 As estruturas cristalinas típicas dos lingotes de liga de alumínio incluem faixas cristalinas finas na superfície, faixas cristalinas colunares e faixas cristalinas equiaxiais no centro.
13.2 Nos lingotes de liga de alumínio, há três formas comuns de grãos de solução sólida de alumínio:
a. Cristais equiaxiais em formato granular
b. Cristais colunares em formato alongado
c. Cristais em forma de penas em uma folha fina.
13.3 Sob composição de liga constante e outras condições, a largura da região de cristal colunar aumenta com o aumento da temperatura de fundição. O tamanho dos grãos equiaxiais diminui com a redução da temperatura de fundição. Quando a temperatura de fundição é constante, a região cristalina colunar diminui com o aumento da temperatura de fundição. elemento de liga conteúdo.
13.4 Tratamento de refino: É um processo para aumentar a dispersão da estrutura do metal ou da liga e melhorar sua organização com uma pequena quantidade de aditivos especiais (agentes de refino). Também é chamado de tratamento de refinamento ou tratamento de incubação.
14. Requisitos técnicos de espessura da parede
14.1 Espessura da parede de óxido
a. Oxidação por areia ácida: ±0,1 mm necessário
b. Oxidação branco-prateada: ±0,1 mm necessária
c. Oxidação polida: ±0,1 mm necessária
d. Oxidação por jato de areia: -0,08 a +0,1 mm necessários
e. Oxidação do padrão de torção: -0,08 a +0,1 mm necessária
f. Oxidação por ataque alcalino: -0,05 a 0,15 mm necessários
14.2 Espessura da parede eletroforética
a. Eletroforese plana: ±0,1 mm necessário
b. Eletroforese com jato de areia: ±0,1 mm necessário
c. Eletroforese de condicionamento alcalino colorido: -0,05 a +0,1 mm necessários
14.3 Espessura da parede do revestimento por pulverização
a. Revestimento geral por pulverização: -0,15 a +0,05 mm necessários
b. Revestimento por pulverização de rugas: -0,15 a +0,05 mm necessários
c. Revestimento em spray woodgrain: -0,15 a +0,05 mm necessários
d. Revestimento de fluorocarbono em spray: -0,12 a +0,07 mm necessários
14,4 Espessura da parede do substrato de exportação
a. A tolerância de espessura da parede especificada no desenho é executada.
b. Se a tolerância de espessura de parede não for especificada, a coluna 2 de tolerância de espessura de parede padrão nacional será executada.
c. Para perfis ocos completamente fechados, a coluna 3 de tolerância de espessura de parede padrão nacional é executada (exceto para tubos redondos da série SOMA).
Observação: a tolerância da espessura da parede marcada no desenho e no plano de produção é a tolerância do produto acabado. A tolerância da espessura da parede do substrato extrudado deve ser ajustada de acordo com os diferentes métodos de tratamento de superfície.
15. Pontos-chave para o esmerilhamento metalográfico
Para alumínio, geralmente se começa com uma lixa de grão 0 e depois se passa para 400#, 600#, 800#, 1000#, 1200#. Durante o processo de esmerilhamento, um tipo de lixa é usado em uma direção.
Ao mudar para a próxima lixa, a direção de esmerilhamento deve ser perpendicular à anterior, o que é benéfico para observar se há riscos profundos da fase anterior de esmerilhamento.
Para evitar que partículas duras ou pedaços grandes de metal se soltem durante o esmerilhamento, uma fina camada de cera pode ser aplicada à lixa. Isso torna o esmerilhamento mais suave e produz uma superfície metalográfica melhor. Ao lixar, sente-se corretamente e aplique força uniforme. A amostra deve ser quadrada e plana.
16. Polimento eletrolítico
H2SO4, HNO3 e HF são misturados, e um cátodo em forma de L feito de aço inoxidável ou placa de alumínio é usado. Uma voltagem apropriada é selecionada de acordo com o tamanho da amostra. A tensão e o tempo de polimento devem ser rigorosamente controlados durante o processo de polimento. polimento eletrolíticogeralmente em torno de dez segundos.
Após o polimento, enxágue com água limpa, depois com etanol e, em seguida, use ácido nítrico diluído para remover os produtos de corrosão da superfície, seguido de enxágue com água limpa e secagem ao ar.
17. Microscópio metalográfico eletrônico de alta ampliação
A ampliação pode chegar a 1.000 vezes. O botão de foco grosso está à esquerda e o botão de foco fino está à direita, na parte superior do dispositivo de movimento horizontal e do interruptor de alimentação. Há uma régua na ocular do lado direito para posicionar com precisão o tecido e a fase. O rastreador à direita pode ser usado diretamente para fotografia.
Ao processar fotos, os detritos geralmente devem ser removidos. A vibração da bancada ou do corpo durante a operação pode fazer com que as fases observadas e fotografadas pareçam borradas. Para análise de tecido, geralmente há muitas dendritas em cada grão, e diferentes quantidades de precipitação estão presentes nos limites dos grãos. Após a corrosão da amostra com ácido tríplice misturado, a matriz de alumínio aparece como branca, as fases precipitadas aparecem como cinza-preto e os limites dos grãos aparecem como linhas cinzas no campo de visão.
18. Fluxograma do processo de fundição
Inspeção de entrada → dosagem → pré-aquecimento do forno frio → carregamento do forno → fusão → desnatação → amostragem e teste do forno de fusão → refino → amostragem e teste do forno de retenção → refino → desnatação → retenção → fundição → inspeção de lingotes redondos → corte em barras → sequenciamento
19. Padrão de classificação de tamanho de grão
Grau 1, proporção de tamanho de grão 1:1, área média de grão 0,026 mm2
Grau 2, proporção de tamanho de grão 1:1, área média de grão 0,40 mm2
Grau 3, proporção de tamanho de grão 1:1, área média de grão 1,20 mm2
Grau 4, proporção de tamanho de grão 1:1, área média de grão 2,60 mm2
Grau 5, proporção de tamanho de grão 1:1, área média de grão 8,0 mm2
Grau 6, proporção de tamanho de grão 1:1, área média de grão 16 mm2
Grau 7, proporção de tamanho de grão 1:1, área média de grão 36 mm2
Grau 8, proporção de tamanho de grão 1:1, área média de grão 80 mm2
20. Apêndice ao Sistema de Supervisão e Inspeção de Processos da Fundição
Temperatura de drenagem: 735-770 ℃.
Tempo de espera: 30-40min
Temperatura de fundição: 715-745℃.
Velocidade de fundição: diâmetro de 80 mm, 200-220 mm/min
Velocidade de fundição: diâmetro de 100 mm, 180-200 mm/min
Velocidade de fundição: diâmetro de 120 mm, 155-175 mm/min
Velocidade de fundição: diâmetro de 151 mm, 120-140 mm/min
Velocidade de fundição: diâmetro de 174 mm, 95-115 mm/min
Velocidade de fundição: diâmetro de 198 mm, 80-100 mm/min
Velocidade de fundição: diâmetro de 275 mm, 60-80 mm/min
Velocidade de fundição: diâmetro de 310 mm, 60-75 mm/min
Velocidade de fundição: diâmetro de 370 mm, 50-65 mm/min
Velocidade de fundição: diâmetro de 446 mm, 40-55 mm/min
Como fundador do MachineMFG, dediquei mais de uma década de minha carreira ao setor de metalurgia. Minha vasta experiência permitiu que eu me tornasse um especialista nas áreas de fabricação de chapas metálicas, usinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou sempre pensando, lendo e escrevendo sobre esses assuntos, esforçando-me constantemente para permanecer na vanguarda do meu campo. Permita que meu conhecimento e experiência sejam um trunfo para sua empresa.
Você já se perguntou quem são os principais participantes do setor de trocadores de calor? Nesta postagem do blog, mergulharemos no mundo da fabricação de trocadores de calor e exploraremos os...
Você já se perguntou como escolher a liga de alumínio certa para o seu projeto? Com uma vasta gama de opções, cada uma com propriedades exclusivas, pode ser uma tarefa assustadora....
O que torna as ligas de alumínio essenciais na engenharia? Sua condutividade térmica e suas taxas de expansão desempenham um papel fundamental em várias aplicações, da eletrônica à aeroespacial. Este artigo explora as propriedades específicas...
Você já se perguntou o que torna as peças do motor do seu carro tão duráveis e eficientes? Este artigo revela os segredos por trás da fundição de ligas de alumínio, os campeões desconhecidos da engenharia automotiva. Saiba mais...
Qual é a real diferença entre o alumínio fundido e o alumínio fundido sob pressão? Este artigo analisa os diferentes processos de fabricação e as propriedades que diferenciam esses dois tipos de alumínio. A partir do...
Você já se perguntou se os barramentos de alumínio podem ter o mesmo desempenho do cobre e custar menos? Este artigo explora as principais diferenças entre os barramentos de alumínio e cobre, comparando sua condutividade,...
Você já se perguntou por que algumas peças fundidas em alumínio falham prematuramente? Neste artigo, exploraremos os defeitos comuns encontrados na fundição de alumínio e suas causas principais. Com base em...
Você já se perguntou como é possível obter o acabamento elegante do seu smartphone ou a superfície brilhante do seu laptop? Este artigo explora o fascinante mundo da superfície da liga de alumínio...
Atenção todos os engenheiros mecânicos e profissionais de fabricação! Está tendo problemas com os incômodos defeitos de anodização em seus produtos de alumínio? Não precisa mais procurar! Nesta postagem do blog, vamos nos aprofundar nos...