Forjamento vs. laminação: As diferenças explicadas
Você já se perguntou como é feito o aço do seu carro ou os canos da sua casa? Este artigo mergulha no fascinante mundo do forjamento e da laminação, dois...
Por que as matrizes de forjamento a quente falham prematuramente, interrompendo a produção e aumentando os custos? Este artigo se aprofunda nas principais formas e causas de falha de matrizes, como desgaste, rachaduras, fadiga térmica e deformação plástica. Ele também oferece soluções práticas para aumentar a longevidade e o desempenho da matriz. Os leitores obterão insights sobre a otimização dos processos de forjamento para reduzir o tempo de inatividade e melhorar os resultados econômicos.

A matriz de forjamento é uma ferramenta crucial no processo de forjamento, que é um fator fundamental no processo de produção. A matriz é considerada um acessório consumível, e sua falha refere-se à perda de seu uso funcional durante a vida útil especificada. A vida útil da matriz refere-se ao número de peças produzidas a partir do momento em que ela é colocada em uso até que o desgaste normal leve ao seu consumo.
A falha prematura da matriz pode resultar em interrupções na produção, aumento dos custos, diminuição da competitividade no mercado e redução dos benefícios econômicos para a empresa. Para maximizar o desempenho do material da matrizA qualidade e a vida útil do produto, bem como a redução dos custos de produção, são uma das principais preocupações do setor de forjamento.
Este artigo enfoca as principais causas de falha da matriz de forjamento e fornece maneiras eficazes de melhorar sua vida útil.
As matrizes de forjamento de martelo e as matrizes de forjamento de máquina são matrizes de conformação a quente usadas em martelos de forjamento livre, martelos de forjamento de matriz e prensas. Essas são matrizes típicas de trabalho a quente que sofrem estresse mecânico e térmico durante o processo de trabalho. O estresse mecânico provém principalmente do impacto e do atrito, enquanto o estresse térmico é causado pelo aquecimento e resfriamento alternados.
Devido às complexas condições de trabalho das matrizes de forjamento, sua falha também pode ser complexa, incluindo desgaste e rachaduras na parte da cavidade, fadiga térmica (rachaduras térmicas) e deformação plástica da superfície da cavidade.
A Figura 1 ilustra os vários modos de falha que tendem a ocorrer em diferentes partes da cavidade da matriz de forjamento.
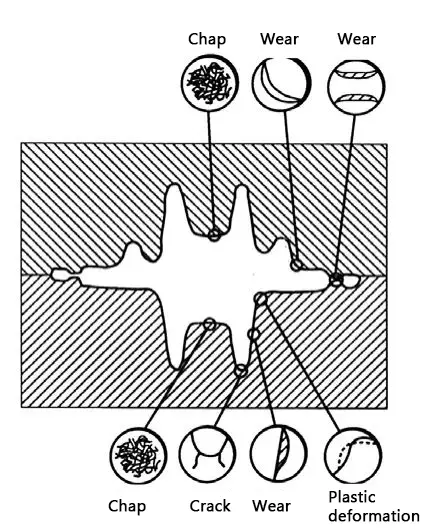
Figura 1 Diferentes posições de falha da matriz de forjamento na cavidade
De acordo com os dados da Fig. 2, entre os principais modos de falha, a probabilidade de desgaste é de cerca de 68%, de rachadura é de cerca de 24%, de deformação plástica (colapso) é de cerca de 3% e de rachadura térmica é de cerca de 2%.
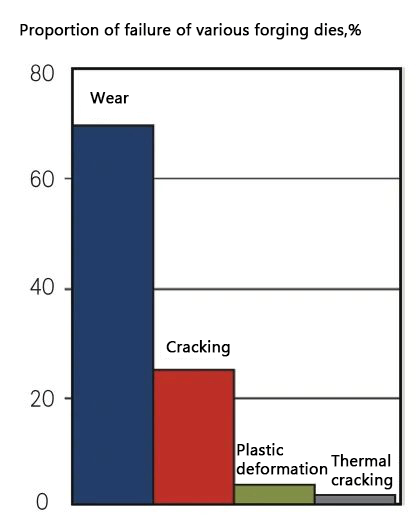
Figura 2 Proporção dos vários modos de falha principais da matriz de forjamento
As características da superfície da matriz de forjamento a quente quando ocorre o desgaste são mostradas na Figura 3.

Figura 3 Morfologia de desgaste da superfície da matriz de forjamento
Sob a ação combinada de estresse mecânico e térmico, o blank e a superfície da cavidade sofrem estresse de impacto, enquanto o fluxo de alta velocidade do blank, sua pele de óxido e a superfície da cavidade criam forte atrito. Como resultado, o desgaste tende a ocorrer nos cantos arredondados e na ponte da ranhura de flash da matriz, conforme ilustrado na Figura 1.
O desgaste é influenciado por fatores como o material da matriz, o tipo de peça bruta e o processo de forjamento. A redução da temperatura de forjamento, que aumenta a resistência do blank à deformação, levará a um aumento drástico no desgaste da matriz. Além disso, a explosão causada pela combustão do lubrificante à base de óleo confinado no espaço entre a matriz e o blank pode resultar em desgaste corrosivo.
O desgaste da matriz de forjamento a quente está normalmente associado aos nove fatores a seguir:
A seguir, estão as contramedidas para melhorar o desgaste a quente causado pelos fatores listados anteriormente:
As características morfológicas da rachadura da matriz de forjamento são mostradas na Figura 4.

Figura 4 Características morfológicas de rachaduras na matriz de forjamento
De acordo com sua natureza, as rachaduras em matrizes de forjamento podem ser divididas em duas categorias: rachaduras frágeis iniciais e rachaduras por fadiga mecânica.
A rachadura frágil inicial geralmente ocorre quando a matriz é usada pela primeira vez e pode resultar de apenas alguns golpes de martelo. A rachadura começa na origem e se expande para fora em um padrão de espinha de peixe.
A rachadura por fadiga mecânica ocorre após a matriz ter sido submetida a vários golpes de forjamento. Ela tem as características das fraturas por fadiga em geral, mas a zona de extensão da trinca é geralmente menor em nível macroscópico.
As causas de rachaduras em matrizes podem ser resumidas em sete categorias principais:
Todos esses fatores podem levar à iniciação de trincas e resultar em trincas frágeis iniciais e trincas por fadiga mecânica.
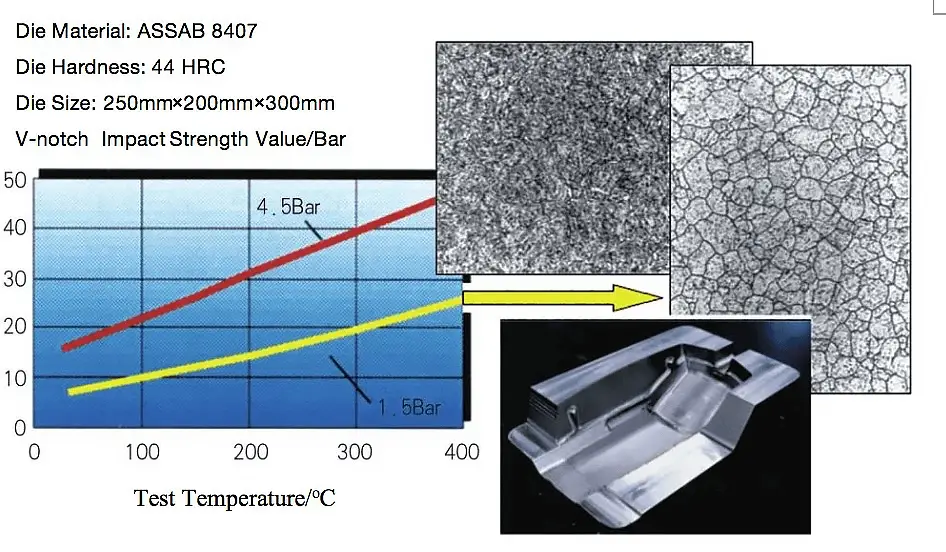
Figura 5 A influência de diferentes processos de tratamento térmico na estrutura e nas propriedades da matriz (o aço para matrizes O grau é ASSAB 8407, aço H13 de alto grau)
A Figura 5 ilustra o efeito de várias taxas de resfriamento sobre a resistência ao impacto e a microestrutura do aço para trabalho a quente durante a têmpera a vácuo. Quando a taxa de resfriamento é insuficiente, a martensita diminui, e um grande número de carbonetos se precipita nos limites dos grãos, reduzindo a resistência ao impacto do material e aumentando o risco de rachaduras na matriz.
Para evitar rachaduras na matriz, é importante evitar o aparecimento da camada branca da usinagem por descarga elétrica (EDM), conforme mostrado na Figura 6. A camada branca da EDM tem baixa ductilidade, o que pode levar a rachaduras. Além disso, uma camada de nitreto muito espessa e nitretos em forma de veios produzidos durante a nitretação também podem reduzir significativamente a resistência da matriz. As Figuras 7 e 8 mostram o impacto da profundidade da camada de nitreto sobre a resistência e as características da microestrutura dos nitretos em forma de veios, respectivamente.
Em resumo, a seguir estão as contramedidas para melhorar o problema de rachaduras em matrizes:
(1) Evite a sobrecarga da matriz, garantindo que a temperatura do blank esteja dentro de uma faixa razoável para reduzir a resistência à deformação.
(2) Pré-aqueça adequadamente a matriz (150 a 200°C) para melhorar a resistência e reduzir o estresse térmico.

Figura 6 Morfologia da camada branca de EDM

Figura 7 Profundidade da camada de nitretação no impacto da matriz de resistência ao impacto do aço

Fig. 8 Características microestruturais dos nitretos em forma de veia da camada de nitretação
(3) Implementar uma projeto de matriz para maximizar o raio dos cantos arredondados, organizar a porosidade e o brilho de maneira razoável e utilizar estruturas de inserção.
(4) Use medidas de resfriamento adequadas e eficazes para evitar estresse térmico excessivo na superfície.
(5) Escolha um material de molde de alta qualidade e alta resistência.
(6) Faça o tratamento térmico adequado da matriz com têmpera e revenimento e realizar o tratamento adequado da superfície, evitando o excesso de nitretação.
(7) Evite a camada branca residual de EDM e as superfícies ásperas da ferramenta (como marcas profundas da ferramenta).
As características morfológicas das trincas por fadiga térmica da superfície da cavidade da matriz (trincas) são mostradas na Figura 9.

Figura 9 Térmica trinca por fadiga características de morfologia na superfície da cavidade da matriz
A chamada "fadiga térmica" refere-se às trincas e falhas por fadiga produzidas pela matriz sob a ação repetida de estresse térmico cíclico, conforme mostrado na Figura 10.
Há sete causas principais de fadiga térmica (rachaduras), mostradas a seguir:
1) Resfriamento excessivo na superfície da cavidade do molde.
2) Resfriamento inadequado.

Figura 10 Distribuição da temperatura de trabalho e da tensão térmica na superfície da cavidade.
(3) Seleção inadequada do tipo de líquido de arrefecimento/lubrificante.
(4) A temperatura da superfície da cavidade do molde está muito alta.
(5) Pré-aquecimento inadequado do molde.
(6) Seleção inadequada do material do molde.
(7) Defeitos de tratamento térmico e defeitos de tratamento de superfície.
As contramedidas correspondentes para melhorar a fadiga térmica (rachaduras) são as seguintes.
(1) Evitar a têmpera e o amolecimento da superfície causados pela temperatura excessiva da superfície da cavidade, o que pode reduzir a resistência à fadiga térmica da matriz.
(2) Use medidas de resfriamento apropriadas e eficazes para evitar o estresse térmico excessivo da superfície e a têmpera e amolecimento da superfície.
(3) Escolha um molde apropriado temperatura de pré-aquecimentoA temperatura de trabalho deve ser de 150 a 200°C, evitando temperaturas muito altas ou muito baixas.
(4) Selecione o material da matriz com alta qualidade e excelente resistência.
(5) Implemente um processo correto de tratamento térmico, como o uso de uma temperatura de austenitização adequada, uma alta taxa de resfriamento de têmpera e um revenimento completo, para evitar uma camada excessivamente espessa de nitreto e nitreto de veias durante a nitretação.
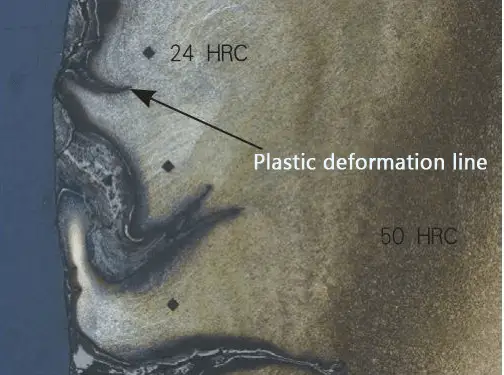
Figura 11 Características topográficas da deformação plástica na matriz de forjamento a quente
Quando a matriz de forjamento é submetida a uma tensão de trabalho que excede a resistência ao escoamento do material da matriz, ocorre a deformação plástica. A Figura 11 mostra as características morfológicas típicas da deformação plástica causada por têmpera severa e amolecimento da superfície devido à temperatura excessivamente alta da superfície da cavidade na matriz.
A deformação plástica geralmente ocorre em partes da cavidade da matriz que estão sujeitas a estresse e calor, como nervuras e curvas. A alta temperatura do blank e o aumento da temperatura devido ao atrito durante o processo de deformação da cavidade (que é maior do que a temperatura de têmpera da matriz) reduzem a resistência do material da matriz e formam uma camada amolecida na superfície. Na parte mais profunda dessa camada, pode ocorrer deformação plástica, como o colapso das bordas e dos cantos ou depressões na cavidade profunda.
As principais causas da deformação plástica da matriz de forjamento ocorrem da seguinte forma:
As contramedidas correspondentes para melhorar a deformação plástica são as seguintes:
Os principais modos de falha das matrizes de forjamento incluem desgaste e rachaduras na cavidade, fadiga térmica (rachaduras térmicas) e deformação plástica da superfície da cavidade.
Este artigo analisa as principais formas de falha de matriz de forjamento e identifica suas causas, oferecendo soluções para evitar falhas e fornecer referência para os fabricantes de forjamento.

Como fundador do MachineMFG, dediquei mais de uma década de minha carreira ao setor de metalurgia. Minha vasta experiência permitiu que eu me tornasse um especialista nas áreas de fabricação de chapas metálicas, usinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou sempre pensando, lendo e escrevendo sobre esses assuntos, esforçando-me constantemente para permanecer na vanguarda do meu campo. Permita que meu conhecimento e experiência sejam um trunfo para sua empresa.