As maneiras surpreendentes como o Shot Peening afeta as superfícies dos materiais
Como um processo aparentemente simples, como o shot peening, pode melhorar drasticamente as superfícies dos materiais? Ao lançar pequenos projéteis em uma superfície, o shot peening induz uma tensão residual benéfica, aumentando a força, a resistência à fadiga e a durabilidade em vários setores, como o aeroespacial e o automotivo. Este artigo explora os mecanismos, os impactos materiais e os métodos de teste envolvidos no shot peening, oferecendo percepções sobre seus efeitos transformadores nas propriedades dos materiais. Mergulhe no assunto para descobrir como essa técnica pode melhorar significativamente o desempenho e a vida útil de componentes críticos.
O shot peening é um processo de reforço de superfície relativamente simples em comparação com outros métodos de modificação de superfície, mas seus efeitos são significativos. Ele é usado em vários setores, incluindo aeroespacial, locomotivas, automóveis e outros.
O princípio por trás do shot peening envolve o uso de projéteis para impactar o material, criando pequenos buracos na superfície e causando deformação plástica. Isso resulta em tensão residual na superfície do metal. Os grãos de cristal comprimidos sob a superfície devem ser restaurados à sua forma original, o que cria uma camada uniforme de tensão compressiva residual que fortalece a superfície do material.
Como resultado do tiro descascamentoQuando a camada superficial do material passa por mudanças estruturais. Os grãos se tornam mais finos, a densidade de deslocamento e a distorção da rede aumentam, e uma alta tensão compressiva residual é formada. Essa tensão residual melhora significativamente a resistência à fadiga e a vida útil do material, bem como sua força, dureza, resistência à corrosão sob tensão e propriedades de oxidação em alta temperatura.
I. Materiais para teste
O teste utilizou peças em forma de barril feitas de liga de alumínio 2A14, um material conhecido por sua alta resistência, boa resistência ao calor, boa usinabilidade e boa soldagem elétrica e desempenho da costura de solda. A composição específica desse material é mostrada na Tabela 1.
Tabela 1 Composição química da liga de alumínio 2A14
Elemento
Si
Cu
Mg
Zn
Mn
Ti
Ni
Al
Ingrediente
0.6-1.2
3.9-4.8
0.4-0.8
≤0.3
0.4-1.0
≤0.15
≤0.1
outros
As peças em forma de barril de liga de alumínio 2A14 foram divididas em quatro grupos (veja a Figura 1),
o segundo grupo de valores de rugosidade da superfície: Ra = 2,20-4,71 μm;
o terceiro grupo de valores de rugosidade da superfície: Ra = 6,5-7,1 μm;
o 4º grupo de valores de rugosidade da superfície: Ra = 1,40-1,75 μm.
(a) O primeiro grupo
(b) O segundo grupo
(c) O terceiro grupo
(d)O 4º grupo
Fig.1 Peças antes do shot peening
O teste foi realizado com uma máquina de jateamento pneumático SP1200 G4, e seu princípio de funcionamento está descrito na Figura 2. A granalha de plástico reforçado com fibra de vidro foi absorvida pelo bocal de alta pressão sob pressão negativa e, em seguida, a granalha foi impulsionada para a superfície da peça sob alta pressão.
As pastilhas de jateamento usadas no teste eram feitas de pastilhas de vidro com a especificação AGB70 e atendiam à norma AMS 2431/6. Sua aparência é mostrada na Figura 3.
Fig.2 Tratamento de shot peening
Fig.3 Pastilhas de vidro
A resistência do shot peening foi verificada usando um ferramental de fabricação própria, representado na Figura 4. A base padrão para verificação da peça de teste ALMEN foi fixada com segurança ao ferramental de fabricação própria com parafusos, e a peça de teste padrão ALMEN foi fixada na base padrão.
A peça de teste padrão da ALMEN estava em conformidade com os requisitos dos documentos SAE J 442 e AMS 2431/2. Um mínimo de quatro testes foi realizado para atender aos requisitos.
Fig.4 Dispositivo de trabalho caseiro
II. Método de teste
1. Seleção da pressão de shot peening e do fluxo de granalha
Durante o processo de shot peening, os projéteis são impulsionados para a superfície do material com uma determinada energia cinética, formando um fluxo regular sob uma pressão de ar específica. A velocidade e a força de impacto dos projéteis são determinadas pela pressão do ar, enquanto o grau de deformação plástica do material é determinado pela força do shot peening.
A curva de saturação é desenhada e o ponto de saturação é determinado por meio da verificação da peça de teste ALMEN, permitindo a determinação da força de shot peening correspondente. Ao determinar a pressão do fluxo de ar, é aconselhável usar uma pressão mais baixa para reduzir o desgaste na superfície do material.
A taxa de fluxo do projétil, que é o número de projéteis ejetados por unidade de tempo, está relacionada à pressão do fluxo de ar. Uma pressão de fluxo de ar baixa deve corresponder a uma taxa de fluxo menor. Nesse caso, foi selecionada uma pressão de fluxo de ar de 0,5×105Pa, resultando em uma taxa de fluxo de projéteis de 3 kg/min.
Ao ajustar a velocidade de movimento para cima e para baixo da pistola de pulverização, é possível obter diferentes resistências de shot peening. Com a velocidade de movimento da pistola de pulverização ajustada para 300 mm/min, 600 mm/min e 900 mm/min, foram obtidas peças com resistência ao shot peening de 0,35 mm (A), 0,31 mm (A) e 0,27 mm (A), respectivamente.
2. Determinação do tempo de shot peening e detecção de cobertura
O tempo de shot peening é determinado pelo tempo de saturação da peça de teste ALMEN. No entanto, o tempo necessário para atingir a cobertura 100% na superfície da peça pode ser usado como referência com base no tempo de saturação da peça de teste.
A equação de Avrami, que se baseia em estatísticas aleatórias para cobertura média, pressupõe que a velocidade de chegada das partículas seja consistente. A equação é a seguinte:
Na fórmula,
C é a cobertura (%);
n é o índice de Avramy;
r é o raio da mossa;
R é a velocidade média de formação do dente;
t é o tempo necessário para formar o dente.
De acordo com a equação de Avrami, a taxa de cobertura se aproxima de 100%, mas é teoricamente impossível chegar a 100%. O tempo necessário para atingir a cobertura final de 10% é 1,5 vezes maior do que o tempo necessário para a cobertura inicial de 90%. O tempo de shot peening necessário para atingir a última cobertura de 1% será responsável por aproximadamente 20% do tempo total, e o tempo necessário para a última cobertura de 2% será de quase 40% do tempo total. No caso da cobertura de 99%, 85% das posições foram atingidas pelo menos duas vezes e 50% foram atingidas cinco ou mais vezes.
Normalmente, se a taxa de cobertura atingir 98%, ela é considerada igual à cobertura de 100%. No entanto, atingir uma cobertura de 100% pode resultar em um excesso de shotpeening. O controle da taxa de cobertura em 98% reduzirá significativamente o tempo de shotpeening.
A equação de Avrami afirma que o raio do poço é igual ao raio do projétil e a velocidade média de formação do poço é aproximadamente a velocidade do jato. O tempo necessário para atingir a cobertura de 100% é de 20 minutos.
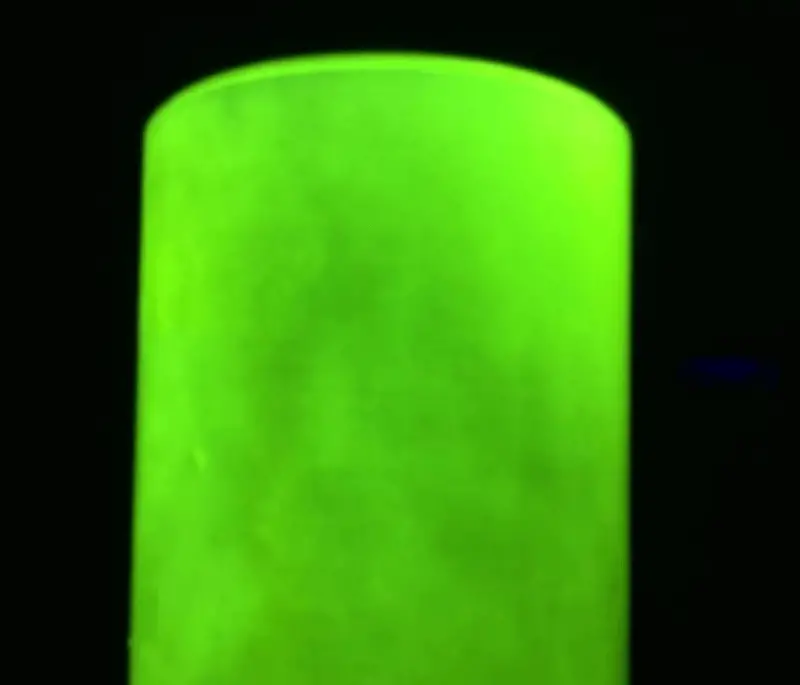
A cobertura da superfície é medida usando o método de fluorescência. Antes do shotpeening, uma camada de agente fluorescente é aplicada à superfície da peça e é iluminada sob uma luz negra para garantir a cobertura completa. Em seguida, as peças são submetidas ao shot peening. Após o shotpeening, as peças são novamente iluminadas sob uma luz negra e, se não houver nenhuma ou pouca fluorescência, a cobertura é considerada 100%. O processo específico é ilustrado na Figura 5.
(a) Efeito do revestimento fluorescente na superfície das peças
(b) Peças antes do shot peening
(c) O efeito da peça após o jateamento com granalha
Figura 5 Processo de teste de cobertura pelo método de fluorescência.
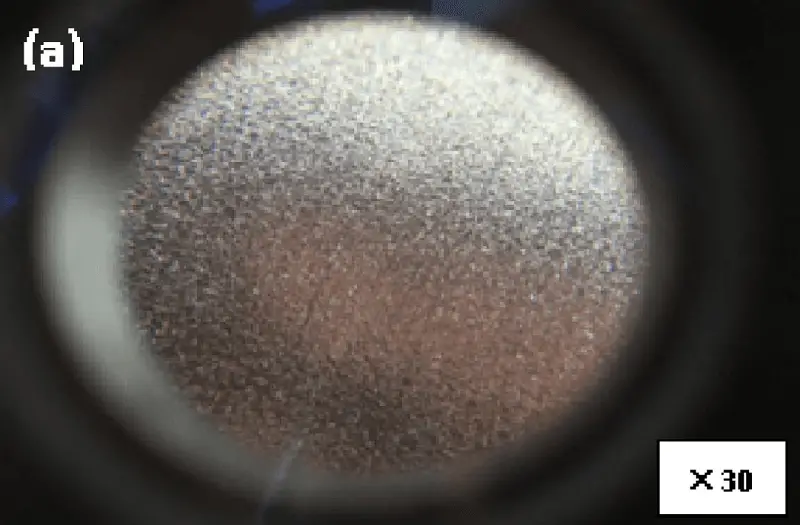
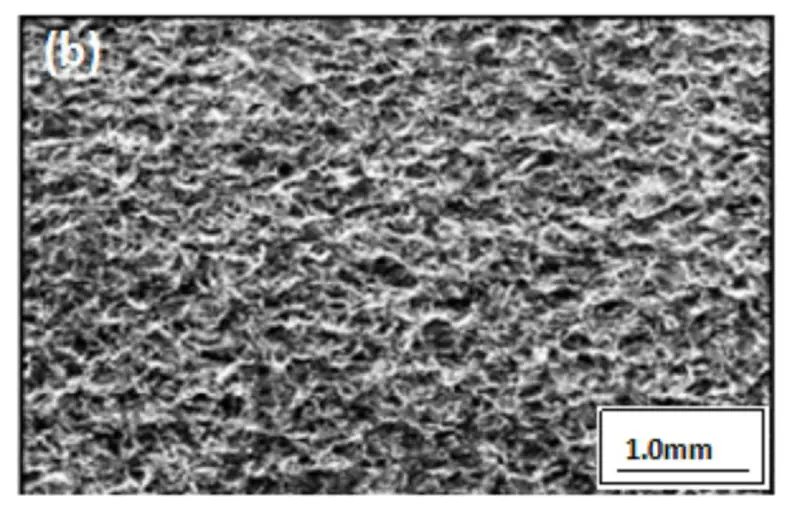
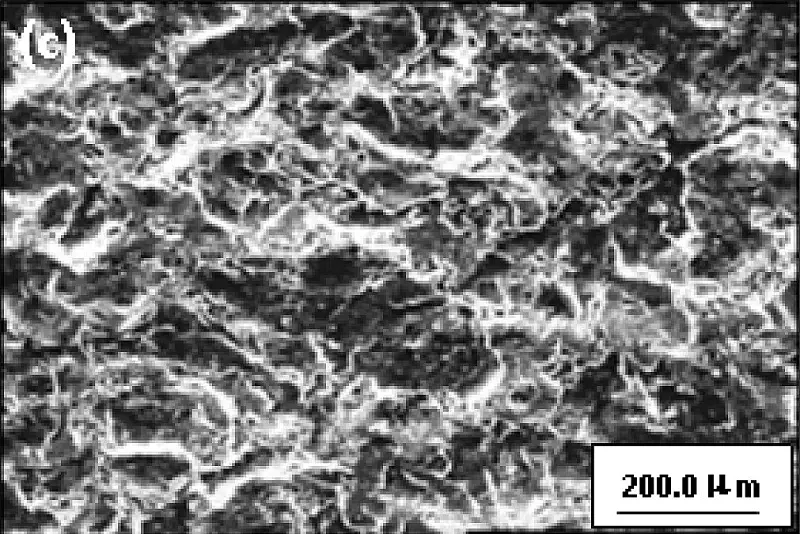
Após a seleção de uma peça, a topografia de sua superfície após o jateamento foi inspecionada mais detalhadamente, conforme mostrado na Figura 6. As Figuras 6a e 6b mostram que as crateras das pastilhas estão distribuídas uniformemente pela superfície da peça, o que indica que nenhuma superfície foi perdida, o que é consistente com os resultados do teste de cobertura de fluorescência. Após a ampliação, conforme mostrado na Figura 6c, não havia rachaduras na superfície e uma camada mais densa e reforçada foi formada.
(a)
(b)
(c)
Fig. 6 Morfologia da superfície após shot peening do cilindro de alumínio
III. Sanálise da rugosidade da superfície
Uma caneta de diamante com um raio de curvatura da ponta de aproximadamente 2μm é usada para medir a rugosidade da superfície. O movimento para cima e para baixo do stylus é convertido em um sinal elétrico por um sensor de comprimento elétrico. Após a amplificação, a filtragem e o cálculo, o valor da rugosidade da superfície é exibido em um medidor e avaliado usando o valor Ra.
A rugosidade da superfície da liga de alumínio 2A14 foi testada com um rugosímetro, e a rugosidade antes e depois do shot peening foi medida, conforme mostrado na Tabela 2. Quando o valor da rugosidade da superfície da peça sem shotpeening é baixo, ele começa a aumentar após o shotpeening. Isso ocorre porque a dureza da superfície da peça não é muito alta, a superfície é relativamente uniforme e a energia de impacto gerada pelos projéteis é desigual, o que leva à formação de poços maiores na superfície relativamente plana, causando um aumento no valor da rugosidade da superfície.
No entanto, quando o valor da rugosidade da superfície da peça submetida a shot peening é alto, a superfície já é não homogênea e irregular. A velocidade uniforme dos projéteis causa a deformação plástica da superfície, que, na verdade, achata a superfície áspera e irregular.
Tabela 2 O efeito do processo de shot peening na rugosidade da superfície da liga de alumínio
Valor da rugosidade da superfície antes do shot peening Ra/μm
0.35
1.47
2.60
6.70
Valor da rugosidade da superfície após shot peening Ra/μm [resistência do shot peening 0,35 mm (A)]
2.20
2.60
3.30
5.67
Valor da rugosidade da superfície antes do shot peening Ra/μm
0.55
1.78
2.20
6.60
Valor da rugosidade da superfície após shot peening Ra/μm [resistência do shot peening 0,31 mm (A)]
1.96
2.10
2.80
4.96
Valor da rugosidade da superfície antes do shot peening Ra/μm
0.35
1.75
2.30
7.00
Valor da rugosidade da superfície após shot peening Ra/μm [resistência do shot peening 0,27 mm (A)]
1.65
1.85
2.50
4.85
A Tabela 2 mostra que, sob diferentes resistências de shot peening, quanto maior a resistência produzida pela superfície, maior o impacto em sua superfície de resistência relativamente baixa. Entretanto, a tendência geral do impacto na rugosidade da superfície é consistente.
O impacto real do shot peening na superfície da peça depende principalmente da transmissão de energia dos projéteis para a superfície, que é determinada principalmente pela massa e pela velocidade dos projéteis.
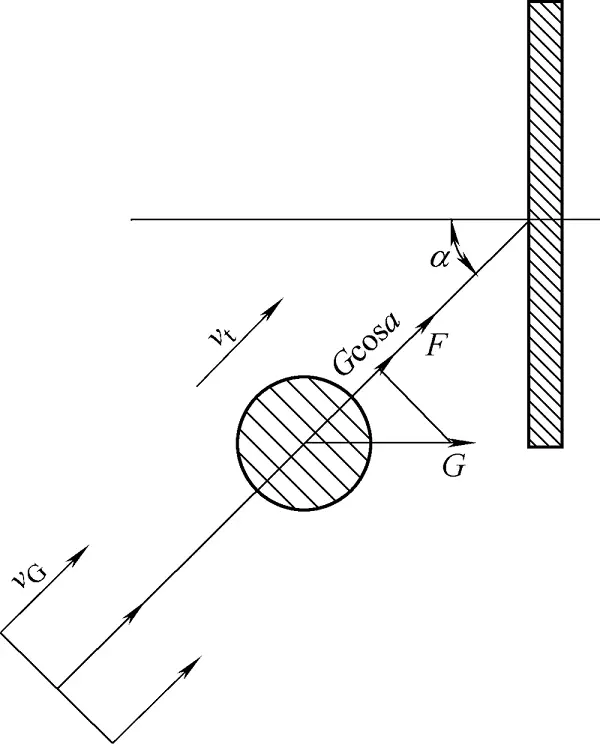
A Figura 7 mostra um diagrama esquemático da direção da força e da aceleração das partículas do projétil.
Figura 7 Força e direção da aceleração da partícula do projétil
De acordo com a segunda lei de Newton, a equação diferencial de um projétil pode ser descrita como:
F é a força de arrasto recebida pelas partículas do projétil, que pode ser expressa como
Na fórmula,
M é a massa do projétil (kg);
Cx é o coeficiente de arrasto;
vG é a velocidade do ar de saída;
pG é a densidade do ar de saída do bocal (kg/mm3);
vt é a velocidade do projétil no fluxo de ar de saída do bocal (m/s);
dé o diâmetro do projétil (mm).
A equação diferencial da partícula do projétil:
Na fórmula,
t é o tempo (s) em que o projétil é pulverizado na superfície processada pelo bocal;
p é a densidade do projétil.
De acordo com a fórmula termodinâmica:
Na fórmula,
p0 e ρ0 são a densidade sob pressão atmosférica padrão e a pressão atmosférica padrão, respectivamente;
Pe ρG é a densidade sob pressão de trabalho e pressão de trabalho, respectivamente.
A massa do projétil pode ser ignorada, e a equação diferencial final para o movimento do projétil é:
Onde c é a constante integral, quando as condições de contorno t=0 e a velocidade do projétil v=0, c=1/vGPortanto
A partir da fórmula derivada acima, pode-se deduzir que o impacto de vários parâmetros do processo de shot peening no desempenho da superfície pode ser atribuído a:
A energia cinética do projétil, que está relacionada à velocidade de saída do projétil do bocal, ao tempo necessário para que o projétil atinja a superfície da peça e à densidade e frequência dos projéteis.
Para ter um controle maior sobre a rugosidade da superfície da peça, é necessário ajustar a velocidade do projétil e o tamanho das partículas de injeção.
A rugosidade da superfície da peça após o jateamento reflete não apenas a coleção microscópica de características de forma da superfície, mas também a altura máxima do perfil do poço da superfície e o controle de superfícies irregulares.
O efeito do processo de shot peening na rugosidade da superfície não é determinado apenas pela força da granalha, mas também pelo tamanho das partículas da granalha e pela cobertura da superfície, que têm uma relação correspondente.
IV. Conclusão
(1) Há certas superfícies que não podem ser pulverizadas, o que sugere que a cobertura da superfície é boa e livre de rachaduras, formando uma camada de reforço relativamente densa.
(2) A força do shot peening do mesmo tipo de projétil pode alterar a rugosidade da superfície da peça em uma determinada faixa. Por exemplo:
Quando o valor da rugosidade da superfície está entre Ra=0,30-0,65μm, a rugosidade da superfície pode aumentar para Ra=2,2μm.
Quando o valor da rugosidade da superfície estiver entre Ra=1,40-1,75μm, a rugosidade da superfície após o jateamento permanecerá em torno de Ra=1,6μm, que é semelhante à rugosidade original da superfície.
Quando o valor da rugosidade da superfície está entre Ra=2,8-7,1μm, a rugosidade da superfície pode diminuir para Ra=2,3-6,1μm.
(3) O efeito de vários parâmetros do processo de shot peening no desempenho da camada superficial é derivado da equação diferencial das partículas do projétil e pode ser atribuído a:
A energia cinética do projétil e a velocidade do fluxo de ar do bocal.
O tempo que o projétil leva para atingir a superfície da peça.
A densidade e a frequência dos projéteis.
Quanto mais forte for o processo de shot peening, maior será o impacto na superfície em comparação com os processos mais fracos, mas a tendência geral do impacto na rugosidade da superfície permanece inalterada.
Como fundador do MachineMFG, dediquei mais de uma década de minha carreira ao setor de metalurgia. Minha vasta experiência permitiu que eu me tornasse um especialista nas áreas de fabricação de chapas metálicas, usinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou sempre pensando, lendo e escrevendo sobre esses assuntos, esforçando-me constantemente para permanecer na vanguarda do meu campo. Permita que meu conhecimento e experiência sejam um trunfo para sua empresa.
Por que alguns objetos de metal permanecem brilhantes e sem ferrugem, enquanto outros perdem o brilho rapidamente? O segredo está no tipo de revestimento usado. Este artigo explora as diferenças entre...
Como um molde pode obter um acabamento espelhado? O polimento não é apenas uma questão de estética; ele é essencial para a durabilidade e a produção eficiente. Este artigo explora seis métodos principais de polimento de moldes,...
Você já pensou na importância do tratamento de superfície na fabricação? Nesta postagem do blog, exploraremos os vários tipos de processos de tratamento de superfície e suas aplicações. Nossos especialistas em mecânica...
Você já se perguntou por que pequenas rebarbas de metal podem causar grandes problemas? Este artigo explora as causas e os perigos de bordas afiadas e rebarbas em peças de chapa metálica, especialmente em elevadores. De...
Imagine transformar objetos comuns em obras de arte vibrantes, tudo com técnicas de impressão de superfície de última geração. Desde a precisão do revestimento a vácuo até a arte detalhada da gravação fotográfica, este artigo...
Imagine se todas as peças de maquinário, desde as ferramentas mais simples até os motores mais complexos, de repente começassem a falhar. A causa? Corrosão, abrasão e outros danos à superfície. Este blog analisa...
Você já se perguntou como as peças metálicas adquirem sua incrível resistência e durabilidade? O shot peening é o herói desconhecido por trás de muitos dos componentes resistentes com os quais contamos todos os dias....
E se você pudesse transformar materiais comuns em superfícies impressionantes e de alto desempenho? Neste artigo, você explorará 15 técnicas diversas de tratamento de superfície que elevam a funcionalidade e a estética dos produtos....