Prensa dobradeira hidráulica NC vs. CNC: Guia de seleção de especialistas
A escolha da prensa dobradeira hidráulica correta pode ser um desafio devido à variedade de opções disponíveis. É fundamental entender as diferenças entre os modelos NC e CNC. Este guia explica os principais fatores, como precisão, eficiência e experiência do operador, ajudando-o a selecionar a prensa dobradeira mais adequada às suas necessidades específicas. Se você precisa de precisão ou de opções econômicas, este artigo fornece insights para que você tome uma decisão informada.
Uma prensa dobradeira é uma máquina que usa um punção e uma matriz (geral ou especializada) para dobrar chapas de metal frio em peças de trabalho com várias formas geométricas.
Normalmente, uma prensa dobradeira emprega um sistema CNC especializado para a máquina de dobra.
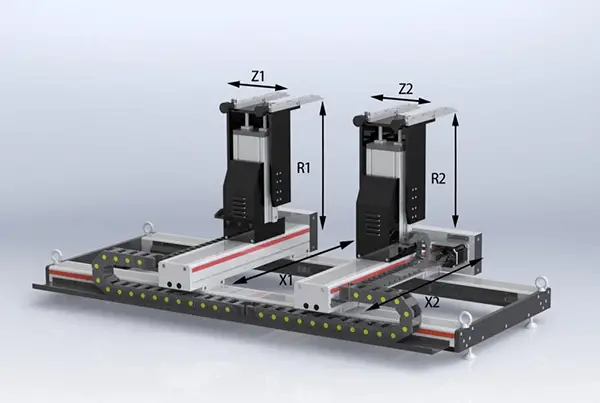
O eixo de coordenadas das máquinas de prensa dobradeira evoluiu de um único eixo para até doze eixos, que são classificados com base em suas funções da seguinte forma:
Eixo X: Controla o movimento do batente traseiro na direção para frente e para trás
Eixo Y: Controla o curso do cilindro
Eixo Z: Controla o movimento do batente traseiro na direção esquerda e direita
Eixo R: Controla o movimento do batente traseiro na direção para cima e para baixo
Eixo AP: Eixo de suporte frontal
Eixo P: Altera automaticamente a posição de abertura do matriz inferior com base nas múltiplas bocas em V da matriz inferior
O sistema de controle numérico pode controlar automaticamente a profundidade da operação do cilindro, ajustar a inclinação esquerda e direita do cilindro, ajustar as posições dianteira e traseira e esquerda e direita do batente traseiro, controlar a tonelagem de pressão e ajustar a velocidade de aproximação do cilindro.
O sistema hidráulico freio de prensa pode executar sem esforço ações como o movimento descendente do aríete, o avanço gradual, a pressão contínua, o retorno e a parada no meio do caminho. Ele também pode realizar várias dobras no mesmo ângulo ou em ângulos diferentes de uma só vez.
Partes do freio de prensa hidráulica
Ram:
O componente ram normalmente usa transmissão hidráulica. Ele consiste em um aríete, um cilindro de óleo e uma estrutura de ajuste fino do batente mecânico. O sistema de controle numérico controla e ajusta o valor do batente mecânico.
Sistema síncrono:
O sistema síncrono usa principalmente um projeto mecânico e tem uma estrutura simples com desempenho estável e confiável. Seus principais componentes incluem um eixo de torção, um braço oscilante e um rolamento de articulação.
Seção da bancada de trabalho:
A seção da bancada de trabalho é controlada por uma caixa de botões e a distância de movimentação é regulada pelo sistema de controle numérico. Ela também tem dispositivos de limite de chave de deslocamento instalados nas posições dianteira e traseira.
O mecanismo do backgauge é normalmente acionado por um motor e seu movimento é controlado principalmente pelo sistema NC.
Tipos de freio de prensa
O freio de prensa refere-se principalmente a uma máquina de dobragem de placas, usada para dobrar e moldar várias placas de metal.
Esse equipamento é comumente usado para dobragem de chapas e é considerada uma máquina de grande porte.
A seleção da prensa dobradeira deve se basear em fatores como o uso pretendido, o ambiente de trabalho, o grau de dobra necessário, a espessura da chapa e outras condições relevantes. Entender como selecionar adequadamente o tipo certo é um conhecimento crucial.
Freios de prensa podem ser classificados em diferentes categorias com base em suas características e modos de funcionamento.
A seguir, apresentamos uma introdução abrangente e detalhada à classificação dos freios de prensa:
Há vários tipos de freios de prensa, que geralmente podem ser divididos em freios de prensa manuais, prensa hidráulica freios e freios de prensa NC/CNC.
1. Freio de prensa manual
Os freios de prensa manuais vêm em duas formas: freios de prensa manuais mecânicos e freios de prensa manuais elétricos.
Esses tipos de prensas dobradeiras são populares tanto no país quanto no exterior devido ao seu tamanho compacto, baixo consumo de energia, alta eficiência, capacidade de produção grande e rápida, ampla gama de aplicações e facilidade de transporte.
A estrutura das prensas dobradeiras manuais é relativamente simples e requer trabalho manual para a operação. Elas são adequadas para o processamento e a fabricação de peças pequenas.
2. Freio de prensa hidráulica
Os freios de prensa hidráulicos podem ser classificados em diferentes categorias com base em seus modos de sincronização, incluindo freios de prensa síncronos de eixo de torção, freios de prensa síncronos mecânico-hidráulicos e freios de prensa síncronos eletro-hidráulicos.
Com base no modo de movimento, os freios de prensa hidráulica podem ainda ser divididos em freios de prensa de movimento ascendente e freios de prensa de movimento descendente.
Os freios de prensa hidráulicos são amplamente utilizados na chapa metálica para aplicações como automóveis, portas e janelas, estruturas de aço e ranhuras em V para chapas metálicas, entre outras.
Veja a seguir os principais recursos e características dos freios de prensa hidráulicos:
Construído com uma estrutura de aço totalmente soldada, com alívio de tensão de vibração para alta resistência e rigidez.
Utiliza transmissão hidráulica, garantindo estabilidade e confiabilidade.
Utiliza uma parada mecânica e sincronização de eixo de torção para alta precisão.
A distância do batente traseiro e o curso do controle deslizante superior podem ser ajustados eletricamente e manualmente, com displays digitais.
3. Freio de prensa NC/CNC
O núcleo da prensa dobradeira NC/CNC é a ferramenta de prensa dobradeira usada para dobrar chapas. A ferramenta consiste em um suporte, uma bancada de trabalho e fixação placa.
A placa de prensagem gera força ao energizar a bobina, prendendo assim a folha entre a placa de prensagem e a base.
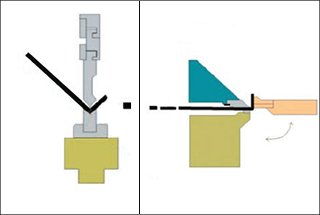
Como o método de fixação é baseado em força eletromagnética, a placa de prensagem pode ser personalizada de acordo com os requisitos específicos da peça, tornando a operação simples e capaz de processar peças com paredes laterais.
As prensas dobradeiras NC/CNC são máquinas modernas e de grande escala, conhecidas por sua alta precisão e preferidas por muitos.
Elas oferecem modos de operação flexíveis e podem ser conectadas a duas máquinas de prensa dobradeira para lidar com o processamento de chapas longas ou operadas como uma única máquina para melhorar a utilização, reduzir o consumo de energia e ajustar automaticamente a compensação por meio do Sistema CNC por conveniência.
Há vários modelos de freios de prensa NC/CNC, como tipo G, tipo F, tipo WC67k, etc.
Diferentes tipos de prensas dobradeiras têm desempenho e campos de aplicação exclusivos, portanto, é essencial escolher o maquinário adequado com base na situação de uso e no ambiente operacional para obter o desempenho ideal.
Qual é a diferença entre os freios de prensa síncronos de eixo de torção e os freios de prensa síncronos eletro-hidráulicos (em referência aos freios de prensa NC e freios de prensa CNC)?
Há várias prensas dobradeiras disponíveis no mercado atualmente, com uma ampla gama de configurações e sistemas instalados.
As prensas dobradeiras de eixo de torção e as prensas dobradeiras eletro-hidráulicas são frequentemente comparadas devido às suas funções semelhantes, mas com diferentes pontos fortes em termos de acessórios, sistemas e preços.
Então, como escolher uma prensa dobradeira de alto desempenho, econômica e fácil de usar entre as muitas opções disponíveis?
Nas seções a seguir, compararemos as prensas dobradeiras NC e as prensas dobradeiras CNC de várias perspectivas.
Diferentes princípios estruturais
Os princípios de design dos dois modelos são distintos, levando a estruturas diferentes que garantem a sincronização em ambos os lados do cilindro de flexão.
A prensa dobradeira NC usa um eixo de torção para conectar as hastes de oscilação esquerda e direita, formando um mecanismo de sincronização forçada do eixo de torção que aciona os cilindros de óleo em ambos os lados para se moverem para cima e para baixo.
Como resultado, a prensa dobradeira NC usa um modo de sincronização mecânica forçada, e o paralelismo do cilindro não pode ser monitorado ou ajustado automaticamente.
Revise o conteúdo a seguir e produza o conteúdo revisado: “ A prensa dobradeira CNC deve instalar uma régua de grade no cilindro ou na base.
O sistema CNC pode analisar a sincronização em ambos os lados do cilindro por meio das informações fornecidas pela régua de grade a qualquer momento.
“
No caso de um erro, o sistema CNC fará ajustes por meio da servoválvula eletro-hidráulica proporcional para sincronizar o curso em ambos os lados do cilindro.
O sistema de controle numérico, o grupo de válvulas de controle hidráulico e a régua de grade formam o sistema de controle de malha fechada de feedback da prensa dobradeira CNC.
Precisão da peça de trabalho
O paralelismo do cilindro determina o ângulo da peça de trabalho.
A prensa dobradeira NC mantém a sincronização do cilindro por meios mecânicos, sem feedback de erros em tempo real e sem a capacidade de fazer correções automáticas, o que leva a uma precisão de usinagem abaixo da média.
Além disso, tem capacidade de carga limitada, pois a prensa dobradeira NC força o mecanismo de sincronização a mover os cilindros de óleo de ambos os lados para cima e para baixo por meio do eixo de torção, que pode se deformar com o tempo com cargas parciais.
Por outro lado, a prensa dobradeira CNC controla a sincronização do cilindro por meio de um grupo de válvulas eletro-hidráulicas proporcionais e recebe feedback de erro em tempo real da régua de grade. No caso de um erro, o sistema se ajusta por meio da válvula proporcional para manter a sincronização do cilindro e melhorar a precisão da usinagem.
Velocidade de corrida
Durante a operação da máquina, três pontos determinam sua velocidade de operação:
(1) Velocidade da RAM
(2) Velocidade de parada traseira
(3) Etapas de flexão
O cilindro de óleo 6:1 ou 8:1 é selecionado para a prensa dobradeira NC, que é lenta, enquanto o cilindro de óleo 13:1 ou 15:1 é selecionado para a prensa dobradeira CNC, que é rápida.
Como resultado, as velocidades de descida rápida e de retorno da prensa dobradeira CNC são significativamente maiores do que as da prensa dobradeira NC.
Quando o aríete da prensa dobradeira NC se move para baixo, ele tem as funções de descida rápida e descida lenta, mas as velocidades de descida rápida e de retorno são de apenas 80 mm/s, e as transições de velocidade não são suaves. O batente traseiro opera a uma velocidade de apenas 100 mm/s.
Por outro lado, o cilindro da prensa dobradeira CNC tem as funções de descida rápida e descida lenta, com descida rápida e velocidades de retorno que chegam a 200 mm/s, além de transições de velocidade suaves, o que melhora muito a eficiência da produção. O batente traseiro opera a uma velocidade de 400 mm/s.
Resistência mecânica
Devido ao seu design, a prensa dobradeira NC não consegue se dobrar sob cargas excêntricas. A flexão prolongada sob cargas excêntricas resultará na deformação do eixo de torção.
No entanto, o freio de prensa CNC não tem esse problema. Os eixos Y1 e Y2 nos lados esquerdo e direito operam de forma independente, permitindo que ele se dobre sob cargas parciais.
Operação prática
A maioria dos freios de prensa NC não tem a CNC e não possuem compensação do eixo V.
Como resultado, ao processar com base em desenhos, é necessário contar com a experiência de trabalhadores veteranos para fazer dobras de teste. Se os resultados não atenderem aos padrões, serão necessários testes adicionais, resultando em desperdício e em um grupo limitado de possíveis operadores com altos salários.
Embora seja possível adicionar um sistema de coroamento manual, a prensa dobradeira CNC é controlada por um sistema CNC profissional com compensação do eixo V, o que facilita a operação e exige menos experiência do operador.
A prensa dobradeira CNC pode simular a dobra sem a necessidade de dobras de teste, exigindo apenas a correção dos desenhos, a inserção das etapas e dos tamanhos e a realização direta da dobra.
Eixo de controle numérico
Quanto mais eixos de controle uma prensa dobradeira NC tiver, menos eficaz ela se tornará. Normalmente, ela controla apenas o eixo X e o eixo Y.
Por outro lado, o número de eixos de controle de uma prensa dobradeira CNC não é limitado. Pode ser de 3 + 1 eixo ou mais, com projeto de programa automático capaz de atender a requisitos elevados, como 4 + 1 eixo, 5 + 1 eixo, 6 + 1 eixo, 7 + 1 eixo, 8 + 1 eixo e assim por diante.
Bons componentes opcionais
A prensa dobradeira NC pode ser aprimorada com a adição de componentes melhores, como uma braçadeira de liberação rápida, coroamento manual, dedos de parada de elevação, parafusos esféricos, batente traseiro do trilho de guia linear, resfriador de óleoe proteção contra cortinas de luz.
Por outro lado, a prensa dobradeira CNC não só tem esses componentes básicos, mas também pode ser equipada com uma variedade de acessórios de alta qualidade.
Por exemplo, ele pode ter um grampo de liberação rápida do tipo Tyokko ou Amada no lugar de um grampo padrão. Os dedos do batente de elevação podem ser operados manual ou eletricamente por meio de um motor CA no trilho de guia. A proteção da cortina de luz pode ser substituída por um sistema de proteção a laser mais sensível.
A prensa dobradeira CNC também pode ser equipada com um sistema de controle de bomba servo para economia de energia, baixo ruído, maior velocidade de estampagem e menor consumo de combustível, além de um manipulador para melhorar a eficiência da produção, um sistema de fixação hidráulica, um suporte de acompanhamento e um detector de ângulo a laser.
A principal diferença entre as dobradeiras CNC e NC está na existência de um circuito fechado de feedback e de um sistema de coroamento CNC.
A distinção entre os dois deve ser clara. O freio de prensa NC ajusta o curso do cilindro mecanicamente, enquanto o freio de prensa CNC ajusta o curso do cilindro mecanicamente. controles de freio de prensa o curso usando pressão hidráulica. A prensa dobradeira NC é controlada por um eixo de equilíbrio, enquanto a prensa dobradeira CNC é sincronizada por válvulas servoproporcionais em ambos os lados.
A prensa dobradeira CNC combina os benefícios das prensas elétricas e sistemas hidráulicosO CNC oferece alta precisão de controle, velocidade de resposta rápida, grande potência de saída, processamento de sinal flexível e a capacidade de monitorar facilmente vários parâmetros. Uma prensa dobradeira CNC pode ter a mesma eficiência de trabalho que duas ou três prensas dobradeiras NC.
Vantagens da prensa dobradeira CNC
Sincronização de Ram à esquerda e à direita
O sistema CNC garante a sincronização precisa e dinâmica dos lados esquerdo e direito do carneiro. Ele incorpora detecção avançada de inclinação e algoritmos de correção em tempo real, mantendo o paralelismo durante todo o processo de dobra e aumentando a precisão geral.
Cálculo do ângulo de curvatura (profundidade)
Utilizando algoritmos sofisticados, o sistema CNC calcula automaticamente a profundidade de dobra ideal. Esse cálculo integra vários parâmetros, incluindo ângulo da matriz, largura da abertura, raio de curvatura (tamanho R) e espessura da chapa metálica, garantindo resultados de curvatura precisos e consistentes em várias especificações de materiais.
Feedback da profundidade de dobra
As réguas de grade de alta precisão, provenientes de fabricantes líderes do setor, fornecem feedback de posição em tempo real para ambos os lados do cilindro. O sistema emprega técnicas avançadas de compensação de deformação da garganta, ajustando dinamicamente a deflexão da máquina para manter a consistência do ângulo em todo o comprimento da peça.
Compensação de deflexão da mesa de trabalho
O sistema CNC incorpora um modelo preditivo para calcular e aplicar a pressão necessária para neutralizar a deflexão da mesa de trabalho durante a dobra. Essa abordagem proativa garante ângulos uniformes ao longo de todo o comprimento da peça de trabalho e melhora significativamente a retidão geral e a precisão dimensional.
Mecanismo de correção de ângulo
Nos casos em que surgem discrepâncias entre os ângulos de formação programados e os reais, o sistema oferece uma interface amigável para a entrada de valores de erro. Em seguida, ele emprega algoritmos adaptativos para compensar e corrigir automaticamente as dobras subsequentes, garantindo uma qualidade consistente em toda a produção.
Posicionamento preciso do batente
Aproveitando seu modelo cinemático integrado, o sistema calcula com precisão a posição ideal para cada eixo de parada com base na altura de dobra programada. Ele permite mudanças rápidas de passo e correções fáceis, maximizando a produtividade e mantendo a alta precisão.
Modos de programação versáteis
O sistema oferece interfaces de programação de dados intuitivas, gráficas e detalhadas. Essa abordagem dupla facilita a rápida criação, modificação e otimização de programas, atendendo a operadores com diferentes níveis de conhecimento e preferências de programação.
Cálculo do comprimento da expansão
Utilizando algoritmos avançados de desdobramento, o sistema CNC calcula com precisão o comprimento necessário do padrão plano com base na entrada de programação gráfica ou nas dimensões externas/internas especificadas. Esse recurso minimiza o desperdício de material e garante o dimensionamento preciso do blank.
Detecção inteligente de interferência
O sistema CNC emprega algoritmos sofisticados de prevenção de colisões para determinar automaticamente a sequência ideal de dobra. Ao analisar a geometria da peça programada, as configurações das ferramentas e as restrições da máquina, ele identifica proativamente as possíveis interferências. O sistema alerta os operadores sobre os conflitos e oferece a flexibilidade para ajustes manuais do processo, quando necessário.
Como escolher a prensa dobradeira hidráulica?
Em conclusão, a seleção da prensa dobradeira ideal depende de requisitos específicos de processamento e restrições operacionais.
As prensas dobradeiras CNC (Controle Numérico Computadorizado) oferecem precisão superior, compensação de erros em tempo real e maior resistência à carga descentralizada no cilindro de dobra. Essas máquinas utilizam sistemas servo-hidráulicos avançados e algoritmos de controle sofisticados para manter ângulos de dobra consistentes e minimizar o retorno elástico. Por outro lado, as prensas dobradeiras NC (Controle Numérico), embora menos precisas, oferecem desempenho adequado para aplicações menos exigentes. Elas não têm mecanismos de feedback em tempo real e apresentam resistência reduzida a cargas de deflexão, o que pode afetar a precisão da dobra em peças complexas.
Os principais fatores a serem considerados ao tomar sua decisão incluem:
Requisitos de precisão da peça de trabalho: As prensas dobradeiras CNC normalmente atingem tolerâncias de ±0,01 mm, superando a capacidade de ±0,1 mm das máquinas NC. Essa precisão é crucial para setores como o aeroespacial ou a fabricação de dispositivos médicos.
Volume e eficiência de produção: As prensas freio CNC são excelentes em ambientes de produção de alto volume ou variados, reduzindo os tempos de configuração e minimizando a intervenção do operador. Elas podem reduzir significativamente os tempos de ciclo e os custos de mão de obra, especialmente para peças complexas ou mudanças frequentes de trabalho.
Experiência do operador: As prensas dobradeiras NC exigem operadores experientes para obter resultados consistentes, enquanto os sistemas CNC oferecem interfaces fáceis de usar e recursos automatizados que simplificam a operação e reduzem os requisitos de treinamento.
Confiabilidade e tempo de inatividade: As prensas dobradeiras CNC geralmente apresentam taxas de falha mais baixas devido aos recursos avançados de diagnóstico e manutenção preditiva. Isso se traduz em maior tempo de atividade e produtividade, o que é particularmente importante em ambientes de produção contínua.
Investimento inicial e custos de longo prazo: Embora as dobradeiras CNC tenham um custo inicial mais alto, elas geralmente proporcionam um melhor retorno do investimento por meio do aumento da produtividade, da redução das taxas de refugo e dos custos de mão de obra. As prensas dobradeiras CNC continuam sendo uma opção viável para empresas com capital limitado ou demandas de produção menores.
Versatilidade de materiais: Considere a variedade de materiais e espessuras que você processará. As prensas dobradeiras CNC geralmente oferecem maior flexibilidade no manuseio de diversos materiais e sequências de dobras complexas.
Recursos de integração: Se estiver procurando implementar iniciativas de manufatura inteligente ou da Indústria 4.0, as prensas dobradeiras CNC oferecem conectividade superior e recursos de coleta de dados para otimização de processos e controle de qualidade.
Como fundador do MachineMFG, dediquei mais de uma década de minha carreira ao setor de metalurgia. Minha vasta experiência permitiu que eu me tornasse um especialista nas áreas de fabricação de chapas metálicas, usinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou sempre pensando, lendo e escrevendo sobre esses assuntos, esforçando-me constantemente para permanecer na vanguarda do meu campo. Permita que meu conhecimento e experiência sejam um trunfo para sua empresa.
Você já teve dificuldades para escolher o controlador de prensa dobradeira certo para suas necessidades de fabricação? Neste artigo, exploraremos as diferenças entre os sistemas NC e CNC, ajudando-o a...
Imagine a precisão necessária para criar peças metálicas complexas com uma prensa dobradeira. Agora, imagine a frustração quando surgem desvios e imprecisões. Este artigo aborda os aspectos hidráulicos e mecânicos...
Como os fabricantes podem garantir precisão e eficiência na dobragem de chapas metálicas? A escolha entre um freio de prensa e uma dobradeira CNC é crucial. Este artigo compara seus princípios de funcionamento, precisão de dobra,...
Você já se perguntou por que seus projetos de chapa metálica nem sempre se encaixam perfeitamente? A chave está no entendimento da tolerância de dobra. Esse conceito garante uma dobra precisa e reduz o desperdício de material. Neste artigo...
Você já se perguntou como uma prensa dobradeira molda o metal com tanta precisão? Este artigo revela as partes e funções fascinantes de uma prensa dobradeira, mostrando seu papel essencial...
Você já se perguntou como as peças de chapa metálica são projetadas e fabricadas com precisão? Nesta postagem do blog, vamos nos aprofundar no fascinante mundo da tolerância à dobra - uma...
A escolha entre uma prensa dobradeira elétrica e hidráulica pode afetar significativamente a eficiência e os custos da sua empresa. As prensas dobradeiras elétricas oferecem economia de energia superior, benefícios ambientais e velocidades de operação mais rápidas, enquanto...
O que diferencia os controladores de prensa dobradeira E21 e E200P e qual deles atende às suas necessidades? Neste artigo, comparamos esses dois controladores, ambos da Estun, analisando suas...
Imagine comprar uma prensa dobradeira e perceber que ela não atende às suas necessidades - um erro caro! Este guia explica os princípios e fatores críticos a serem considerados na compra de uma prensa dobradeira. De...