Função do furo de fabricação de chapas metálicas
Os furos para fabricação de chapas metálicas, também conhecidos como cortes em relevo ou entalhes, desempenham um papel fundamental na prevenção da deformação do material e na garantia de operações de dobra precisas. Essas aberturas estrategicamente posicionadas são essenciais para manter a integridade estrutural e obter produtos acabados de alta qualidade nos processos de fabricação de chapas metálicas.
Quando uma linha de dobra faz interseção em um único ponto ou se aproxima da borda da chapa metálica a uma distância menor que duas vezes a espessura do material, os furos de fabricação se tornam necessários. Esses furos aliviam a concentração de tensão e evitam que o material seja puxado ou rasgado durante a operação de dobra. Ao incorporar furos de fabricação posicionados e de tamanho adequado, os fabricantes podem obter dobras limpas e precisas sem comprometer a integridade do material.
Os furos de fabricação são particularmente cruciais em peças de chapa metálica que requerem envolvimento de bordas e operações de dobra complexas. Eles permitem o controle do fluxo de material e da distribuição de tensão, garantindo uma dobra uniforme e evitando afinamento ou fratura localizada. Em projetos mais simples, em que não é necessário o envolvimento de bordas e a dobra complexa, os furos de fabricação podem ser omitidos, simplificando o processo de fabricação.
Desvantagens de omitir os furos de fabricação:
- Afinamento do material: Sem furos de fabricação, as bordas e os cantos do material dobrado podem sofrer um afinamento significativo, o que pode enfraquecer a estrutura.
- Desafios de soldagem: As bordas finas geralmente exigem material de enchimento durante a soldagem, aumentando o tempo e o custo de produção.
- Risco de deformação: A ausência de pontos de alívio de tensão pode levar a uma distribuição desigual do material, resultando em deformação da solda e comprometimento da precisão dimensional.
- Redução da qualidade da dobra: Os cantos e as bordas afiadas podem rachar ou se separar sem o alívio adequado da tensão, levando à rejeição de peças e ao aumento das taxas de refugo.
Vantagens da incorporação de furos de fabricação:
- Melhor qualidade de dobra: Os orifícios de fabricação garantem dobras suaves e consistentes nas bordas enroladas, sem extração ou distorção do material.
- Integridade estrutural aprimorada: Ao evitar a concentração de tensão localizada, os furos de fabricação mantêm a resistência geral do componente dobrado.
- Aumento da eficiência da produção: Os furos de fabricação adequadamente projetados reduzem a necessidade de operações secundárias e retrabalho, simplificando o processo de fabricação.
- Melhor qualidade de solda: Ao manter a espessura do material nas bordas, os furos de fabricação facilitam soldas mais fortes e confiáveis com o mínimo de material de enchimento.
- Flexibilidade de projeto: O uso estratégico de furos de fabricação permite geometrias de dobra mais complexas e tolerâncias mais rígidas em projetos de chapas metálicas.
Técnicas de abertura de furos em processos de dobragem de chapas metálicas
Determinação do tamanho ideal dos furos de fabricação:
As dimensões dos furos de fabricação em chapas metálicas dependem muito de sua localização e das propriedades do material. Para furos posicionados na interseção de duas linhas de dobra, o diâmetro normalmente deve ser de 2 a 2,5 vezes a espessura do material. Isso garante folga suficiente para evitar o rompimento do material ou a concentração excessiva de tensão durante a operação de dobra. O diâmetro mínimo do furo não deve ser inferior a 1,5 vez a espessura da chapa para manter a integridade estrutural.
Para materiais de espessura maior, o tamanho do furo de fabricação precisa ser aumentado ainda mais para acomodar o raio de curvatura maior e evitar a deformação do material. Uma regra geral é acrescentar de 0,5 a 1 vez a espessura do material ao diâmetro do furo para cada 3 mm de aumento na espessura da chapa além de 6 mm.
Considerações e aprimoramentos para furos de fabricação:
Embora os furos de fabricação sejam essenciais para muitos projetos de chapas metálicas, eles podem apresentar desafios, principalmente em aplicações de chapas grossas:
- Perda de material: Ocorre um deslocamento significativo de material no ângulo de dobra, o que pode comprometer a aparência estética e a integridade estrutural da peça.
- Dificuldades de soldagem: A perda de material pode criar lacunas que dificultam a soldagem eficaz, o que pode levar a juntas fracas ou a maiores exigências de pós-processamento.
- Concentração de tensão: Furos de tamanho inadequado podem levar à concentração de tensão, aumentando o risco de início e propagação de rachaduras durante a flexão ou sob carga.
Para resolver esses problemas, considere as seguintes técnicas aprimoradas:
- Geometria otimizada do furo: Em vez de furos circulares, use furos alongados ou ovais orientados paralelamente à linha de dobra. Esse formato acomoda o fluxo de material de forma mais eficaz durante a dobra.
- Furos escalonados ou cônicos: Para placas grossas, implemente um projeto de furo escalonado ou cônico. O diâmetro maior na superfície externa diminui gradualmente em direção à linha de dobra, minimizando a perda de material e mantendo a folga.
- Técnicas de reforço: Em aplicações críticas, considere o reforço local ao redor da área do furo, usando técnicas como a colocação de covinhas ou a adição de reforços para manter a resistência e melhorar a soldabilidade.
- Métodos de corte avançados: Utilize tecnologias de corte de precisão, como corte a laser ou jato de água, para criar geometrias complexas de furos que otimizem o fluxo de material e minimizem a concentração de tensão.
- Análise de elementos finitos (FEA): Para componentes críticos ou produção de alto volume, use simulações de FEA para otimizar o tamanho e a geometria do furo com base em propriedades específicas do material e parâmetros de flexão.
Método de otimização do furo de fabricação
O tamanho do furo em fabricação de chapas metálicas pode ser determinado com base na borda de flexão e levando em conta a espessura da placa e o filete de flexão para evitar possíveis problemas.
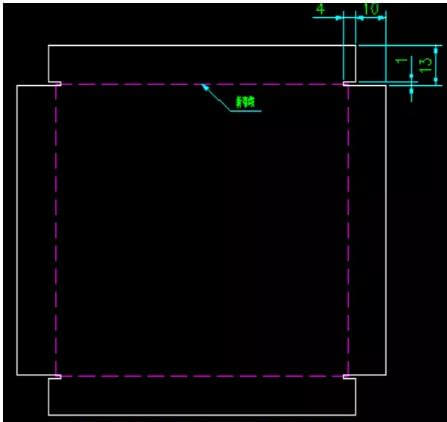
Para obter uma representação visual, consulte a figura abaixo.
A figura acima ilustra uma caixa quadrada de chapa metálica com espessura de 3 mm e uma altura de dobra de 15 mm em todos os quatro lados.
Esquema de aprimoramento do furo de fabricação
Aprimoramento do método de apagamento:
Há dois métodos de folha corte de metalou seja, corte por punção e corte por corte a laser. O corte por punção resulta principalmente em furos redondos, com capacidade limitada de produzir furos quadrados ou longos devido às restrições do molde. No caso da chapa metálica de 3 mm mostrada na figura acima, corte a laser é usado para blanking.
Melhoria no formato do furo de fabricação:
Para evitar problemas estéticos após a dobra, um formato de tira longa pode ser usado para os furos de fabricação.
Determinação do tamanho do furo de fabricação da tira longa:
Normalmente, é usada uma largura de 1 mm, pois ela não afeta negativamente a aparência ou a liberação de dobragem de chapas metálicas deformações.
Método para calcular a dimensão da profundidade:
A dimensão da profundidade é calculada da seguinte forma: 10 mm é igual à altura da dobra menos 3 mm mais um fator de 5, e 4 mm é igual à espessura do material da chapa metálica mais 1 mm.
Efeito de aprimoramento do furo de fabricação
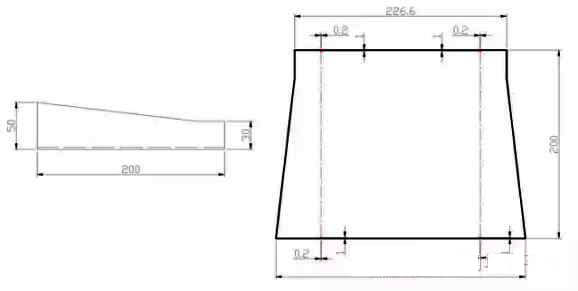
Ao usar esse método, a peça de chapa metálica após a dobra terá uma folga estreita de apenas 1 mm. Consulte a renderização tridimensional para obter uma representação visual.
Depois de dobrar o furo de fabricação feito com esse método, o ângulo de dobra é bem controlado e, como resultado, a soldagem pode ser realizada sem a necessidade de material de enchimento adicional.
Por que se deve evitar dobrar e desenhar?
Impacto da flexão e da tração:
(1) O tamanho da dobra é afetado:
Durante o processo de trefilação, é necessária uma quantidade significativa de força para separar a espessura da chapa metálica. Isso pode fazer com que a peça de trabalho se mova e resultar em deslocamento dimensional devido à direção imprevisível da força aplicada.
(2) Matriz de dobra é vulnerável a danos:
Como dito anteriormente, os altos níveis de força estão presentes nos cantos agudos, o que pode ultrapassar a capacidade de suporte da matriz, fazendo com que ela entre em colapso e seja danificada.
Padrão de aplicação do furo de fabricação de posicionamento de dobra
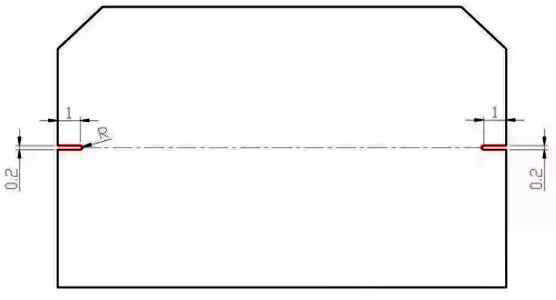
Tamanho e forma do furo de fabricação:
- O tamanho da abertura para o furo de fabricação é de 1 mm x 0,2 mm com um raio de raiz de 0,1 mm. Esse projeto é adequado para espessuras de placa menores ou iguais a 3 mm.
- O tamanho da abertura para o furo de fabricação é de 1 mm x 0,4 mm com um raio de raiz de 0,2 mm. Esse projeto é adequado para espessuras de chapa que variam de 3 mm a 6 mm.
Escopo de uso:
- Tipo de ângulo:
O ângulo de dobra não é de 90 graus perfeitos, e os furos de posicionamento são feitos em todas as posições de dobra, inclusive nos pontos de dobra sobrepostos.
- Tipo de encaixe:
Para peças de aparência ou peças de junta de topo com requisitos rigorosos de precisão, os furos de posicionamento devem ser perfurados na posição de flexão.
- Tipo de tamanho grande:
Quando o tamanho da dobra for superior a 200 mm, todos os furos de posicionamento deverão ser perfurados na posição de dobra.
- Flexão contínua de vários tipos complexos:
Para a dobra contínua de peças complexas, os furos de posicionamento devem ser adicionados a partir da terceira borda de dobra.
- Tipo de ordem de dobra:
Para peças que não podem ser processadas seguindo a sequência de dobra padrão, os furos de posicionamento devem ser perfurados na posição de dobra.
- Repita o tipo de dobra:
Devido às limitações do equipamento de dobra, os furos de posicionamento devem ser feitos em todas as posições de dobra para peças que exigem dobras repetidas.
- Não se incline contra a régua de parada:
Os orifícios de posicionamento devem ser perfurados em todas as posições de dobra para peças que não podem ser encostadas no tipo de régua de parada.
- Tipo de trilho de guia:
Os furos de posicionamento devem ser perfurados na posição de flexão para peças do tipo trilho-guia.
- Furo de posicionamento circular:
Os furos de posicionamento são perfurados nos pontos iniciais dos arcos em ambas as extremidades da curva.
- Tipo de placa de tração:
Os furos de posicionamento devem ser perfurados no local da dobra dos componentes da placa de tração.
- Tipo de sobreposição:
Os furos de posicionamento devem ser feitos no local de sobreposição dos componentes sobrepostos. O furo de posicionamento deve ser perfurado na dimensão especificada para flexão contínua, com base na borda da sobreposição.