Dobramento de chapas metálicas: 5 pontos-chave que você precisa saber
O que garante a dobra perfeita de uma chapa metálica? Este artigo apresenta cinco fatores cruciais que podem ser decisivos para seus projetos de dobra de chapas metálicas, abrangendo aspectos essenciais como raio mínimo de dobra, altura da dobra, margens do furo, posição da linha de dobra e a importância do posicionamento dos furos. Os leitores obterão uma compreensão mais profunda desses princípios fundamentais, garantindo precisão e qualidade em suas tarefas de metalurgia.
2.1 Para garantir a qualidade da peça de trabalho dobrada, a borda reta das peças dobradas não deve ser menor do que a altura mínima de dobra.
Ao dobrar para formar um ângulo reto, como mostrado na Figura 1, a altura mínima de dobra é determinada pela fórmula (1).
hmin= r+2t---------------------(1)
Fig. 1
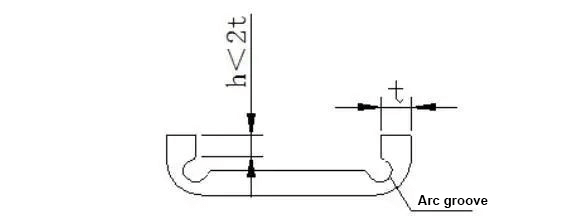
2.2 Requisitos especiais da altura de flexão:
Se o projeto precisar dobrar a altura de dobra h ≤ r + 2t, a primeira coisa a fazer é aumentar a altura da dobra e, em seguida, dobrar e processá-la até o tamanho necessário.
Após o processamento de ranhuras de arco rasas na zona de deformação por flexão, dobre novamente, conforme mostrado na Figura 2.
Fig. 2
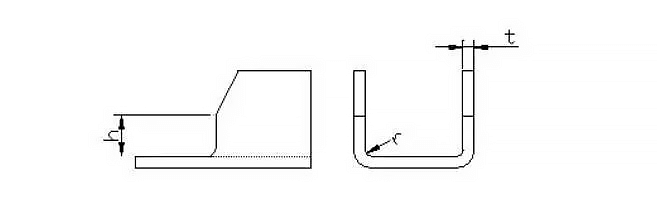
2.3 Altura da borda reta do lado dobrado com cantos chanfrados.
Ao dobrar uma peça curvada com bordas laterais chanfradas, como mostrado na Figura 3.
A altura mínima das bordas laterais é a indicada na equação (2).
hmin = (2~4) t > 3mm---------------(2)
Fig. 3
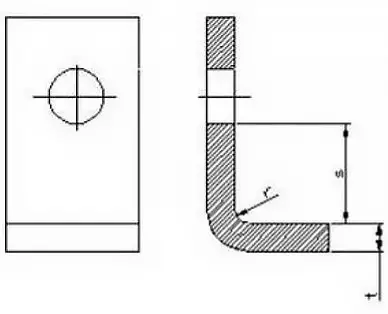
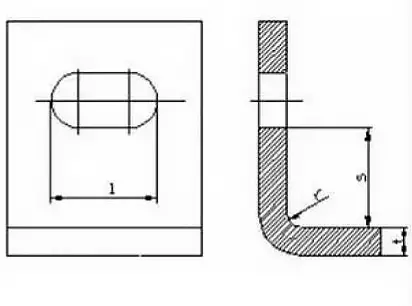
3. Margens mínimas do furo
Quando for necessário fazer uma dobra após a perfuração, o furo deve ser posicionado fora da área de deformação da dobra para evitar que ele seja deformado durante o processo. processo de dobra.
A distância da borda do furo em relação à superfície interna da borda dobrada é mostrada na Tabela 2.
Tabela 2: Margens mínimas do furo
t (mm)
s (mm)
t (mm)
s (mm)
≤25
s≥2t+2
≤2
s≥t+r
>25-50
s≥2.5t+2
>2
s≥1.5t+r
>50
s≥3t+r
4. Posição da linha de flexão
4.1 Ao dobrar parcialmente uma seção, o linha de dobra não deve estar em um local de abrasão dimensional para evitar rachaduras por flexão causadas por concentrações de tensão nos cantos agudos da mudança dimensional.
A distância S da mutação deve ser maior do que o raio de curvatura r, veja a Figura 4a.
Ou perfurar orifícios ou ranhuras do processo para separar a zona de deformação da não deformação, consulte a Figura 4b, 4c.
Observe os requisitos de tamanho da figura: S ≥ R; largura do slot k ≥ t; profundidade do slot L ≥ t + R + k / 2.
Figura 4
4.2 Quando o furo estiver localizado na zona de deformação por flexão, as medidas do processo a serem tomadas antes da flexão são mostradas na Figura 5.
Fig. 5
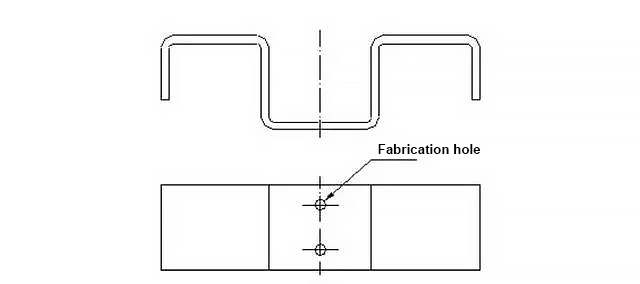
5. As peças dobradas devem ser projetadas para definir os furos de posicionamento do processo
Para garantir o posicionamento preciso da chapa na matriz e evitar o movimento durante a dobra que leva ao desperdício de produto, as peças dobradas devem ser projetadas com furos de posicionamento do processo, conforme ilustrado na Figura 6.
Especialmente no caso de peças formadas por várias dobras, os furos do processo devem ser usados como pontos de referência para o posicionamento, a fim de reduzir o erro cumulativo e garantir a qualidade do produto.
Como fundador do MachineMFG, dediquei mais de uma década de minha carreira ao setor de metalurgia. Minha vasta experiência permitiu que eu me tornasse um especialista nas áreas de fabricação de chapas metálicas, usinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou sempre pensando, lendo e escrevendo sobre esses assuntos, esforçando-me constantemente para permanecer na vanguarda do meu campo. Permita que meu conhecimento e experiência sejam um trunfo para sua empresa.
Você já se perguntou como as peças de chapa metálica são projetadas e fabricadas com precisão? Nesta postagem do blog, vamos nos aprofundar no fascinante mundo da tolerância à dobra - uma...
Você já se perguntou como os diferentes materiais afetam a dobragem de chapas metálicas? Neste artigo perspicaz, um engenheiro mecânico experiente compartilha sua experiência sobre o impacto dos tipos de materiais, da espessura e da...
Atenção a todos os projetistas e fabricantes de chapas metálicas! Está tendo dificuldades para determinar o raio de curvatura ideal para seus projetos? Não precisa mais procurar! Nesta postagem do blog, vamos nos aprofundar no...
Alguma vez você já se perguntou sobre a arte e a ciência por trás da modelagem de chapas metálicas em formas complexas? Nesta cativante postagem do blog, vamos nos aprofundar no fascinante mundo das chapas...
Você já se perguntou por que seus projetos de chapa metálica às vezes se dobram de forma estranha ou racham? Este artigo desmistifica a função crucial dos furos de fabricação na dobragem de chapas metálicas. Você aprenderá como esses furos...
Imagine dobrar chapas de metal sem deixar uma única marca ou arranhão. Neste artigo, exploramos técnicas inovadoras para dobrar chapas metálicas sem marcas, abordando desafios como atrito, dureza do material e...
Já pensou que dobrar chapas metálicas poderia ser tão complexo? A dobra fechada, uma técnica essencial no processamento de chapas metálicas, usa métodos especializados para obter dobras precisas e duráveis sem a necessidade de um profissional...
Imagine conseguir dobras de chapas metálicas perfeitas, sem marcas ou manchas. Este artigo se aprofunda em técnicas avançadas que garantem uma qualidade de superfície impecável nos processos de dobra de metal. Você aprenderá sobre técnicas inovadoras...
Você já se perguntou como as enormes estruturas de aço das locomotivas alcançam suas curvas precisas? Neste artigo, revelamos os segredos por trás da criação de grandes raios de curvatura em peças de chapa metálica....