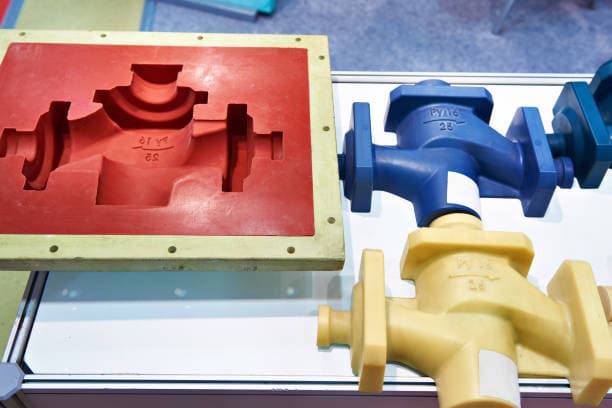
A moldagem por injeção, também conhecida como moldagem por injeção, é um método de fabricação que envolve a injeção de material fundido em um molde para produzir vários produtos.
As vantagens da moldagem por injeção incluem velocidade de produção rápida, alta eficiência, automação de operações, capacidade de produzir uma ampla variedade de designs e cores, bem como formas simples a complexas, tamanhos pequenos a grandes e tamanhos precisos de produtos. Ela também permite a fácil atualização de produtos e a produção de formas complexas.
A moldagem por injeção é um método ideal para a fabricação de produtos de formato complexo em grandes quantidades e é amplamente utilizada em vários processos de moldagem.
Nesse processo, o material plástico é totalmente derretido em uma temperatura específica e, em seguida, agitado por um parafuso. O material derretido é então injetado em uma cavidade do molde sob alta pressão e resfriado até solidificar, resultando em um produto moldado.
Esse método é particularmente adequado para a produção em massa de peças com formas complexas e é considerado uma das técnicas de fabricação mais importantes.
Informações básicas de moldagem por injeção
O processo de moldagem por injeção pode ser dividido em seis etapas: fechamento do molde, injeção de cola, manutenção da pressão, resfriamento, abertura do molde e remoção do produto. Ao repetir esse processo, os produtos podem ser produzidos periodicamente em lotes.
A moldagem de plásticos termofixos e borracha também inclui o mesmo processo, mas a temperatura do cilindro é menor do que a dos plásticos termoplásticos e a pressão de injeção é maior.
O molde é aquecido e, após a injeção dos materiais, eles precisam ser curados ou vulcanizados no molde antes de remover o filme enquanto estiver quente.
Atualmente, a tendência na tecnologia de processamento é em direção a soluções de alta tecnologia. Essas tecnologias incluem moldagem por microinjeção, moldagem por injeção de compostos de alto enchimento, moldagem por injeção assistida por água, uso misto de vários processos especiais de moldagem por injeção, moldagem por injeção de espuma, tecnologia de moldes, tecnologia de simulação e muito mais.
Histórico de moldagem por injeção
O celuloide, um material plástico, foi inventado por Alexander Parks em 1851. Entretanto, em 1868, um homem chamado Hayat o aprimorou para que pudesse ser processado em formas acabadas. Hayat e seu irmão Isaiah também registraram a patente da primeira máquina de injeção com êmbolo em 1872. Embora essa máquina fosse relativamente mais simples do que as usadas no século XX, ela ainda era inovadora. Funcionando essencialmente como uma enorme agulha hipodérmica, o cilindro de difusão injetava plástico em um molde por meio de um cilindro aquecido.
A Segunda Guerra Mundial, que começou na década de 1940, criou uma enorme demanda por produtos de baixo preço e produzidos em massa. Em 1946, James Watson Hendry, um inventor americano, construiu a primeira máquina de moldagem por injeção, que possibilitou o controle mais preciso da velocidade e da qualidade da injeção. A máquina também permitiu a mistura e a injeção completas de plásticos coloridos ou reciclados nas matérias-primas antes da mistura e da injeção dos materiais.
Em 1951, os Estados Unidos desenvolveram a primeira máquina de injeção do tipo parafuso, que ainda está em uso atualmente. Esse dispositivo não solicitou uma patente. Na década de 1970, Hendry desenvolveu o primeiro processo de moldagem por injeção assistida por gás, que permitiu a produção de produtos complexos e ocos que podiam ser resfriados rapidamente. Isso melhorou muito a flexibilidade do projeto, a resistência e os componentes de fabricação do ponto final, além de reduzir o tempo de produção, o custo, o peso e o desperdício.
Processo de moldagem por injeção
Controle de temperatura
1. Btemperatura do arrel:
No processo de moldagem por injeção, há três temperaturas que precisam ser controladas: temperatura do cilindro, temperatura do bocal e temperatura do molde.
As duas primeiras temperaturas afetam principalmente a plastificação e o fluxo dos plásticos, enquanto a terceira temperatura afeta principalmente o resfriamento e a solidificação dos plásticos.
Cada tipo de plástico tem uma temperatura de fluxo exclusiva. Além disso, mesmo para o mesmo tipo de plástico, a temperatura de fluxo e a temperatura de decomposição podem ser diferentes devido a variações na fonte ou na marca, que são causadas por diferenças no peso molecular médio e na distribuição do peso molecular.
Além disso, o processo de plastificação do plástico em várias máquinas de injeção também é diferente, resultando em variações na temperatura necessária do cilindro.
2. Temperatura do bocal:
A temperatura do bocal é normalmente definida um pouco abaixo da temperatura máxima do cilindro para evitar que o material fundido escorra do bocal reto, um fenômeno conhecido como "salivação".
No entanto, é fundamental evitar o ajuste muito baixo da temperatura do bocal, pois isso pode fazer com que a fusão se solidifique prematuramente, resultando em bloqueios no bocal. Além disso, a injeção precoce de material de ajuste na cavidade do molde pode afetar negativamente o desempenho do produto final.
3. Temperatura do molde:
A temperatura do molde desempenha um papel significativo na determinação do desempenho interno e da qualidade visível dos produtos.
A temperatura adequada do molde depende, em grande parte, de fatores como a cristalinidade do plástico, o tamanho e a estrutura do produto, os requisitos de desempenho desejados e outras condições do processo, como a temperatura de fusão, a velocidade e a pressão de injeção e o ciclo de moldagem.
Controle de pressão
O processo de moldagem por injeção envolve dois tipos de pressão: pressão de plastificação e pressão de injeção. Essas pressões têm um impacto direto sobre a plastificação dos plásticos e a qualidade resultante dos produtos finais.
1. Ppressão lastificante:
(Contrapressão) Ao usar uma máquina de injeção com rosca, a pressão que o material fundido na parte superior da rosca recebe à medida que a rosca gira e recua é chamada de pressão de plastificação ou contrapressão.
A magnitude dessa pressão pode ser ajustada pela válvula de transbordamento no sistema hidráulico.
Durante a injeção, a pressão de plastificação precisa ser ajustada de acordo com o projeto da rosca, os requisitos de qualidade do produto e os tipos de plástico usados.
Se essas condições e a velocidade de rotação da rosca permanecerem constantes, o aumento da pressão de plastificação fortalecerá o efeito de cisalhamento, o que aumenta a temperatura da massa fundida, mas reduz a eficiência da plastificação, aumenta o fluxo de contracorrente e de vazamento e aumenta a potência de acionamento.
Entretanto, o aumento da pressão de plastificação também pode levar a uma temperatura de fusão uniforme, mistura de cores e descarga de gás.
Na operação geral, a pressão de plastificação deve ser a mais baixa possível, garantindo a boa qualidade do produto.
O valor específico varia de acordo com o tipo de plástico usado, mas geralmente não ultrapassa 20 kg/cm2.
2. Pressão de injeção:
Na produção moderna, a pressão de injeção de quase todas as máquinas injetoras baseia-se na pressão aplicada na parte superior do êmbolo ou do parafuso que empurra o plástico, conforme convertido a partir da pressão do circuito de óleo.
A função da pressão de injeção na moldagem por injeção é superar a resistência ao fluxo do plástico do cilindro para a cavidade, fornecer ao material fundido uma taxa de enchimento e compactar o material fundido.
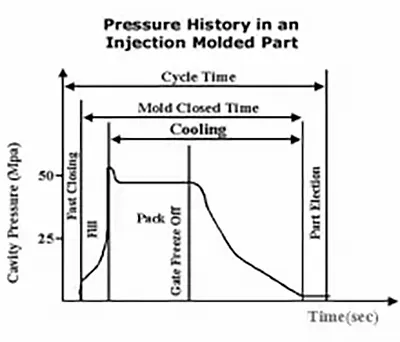
Ciclo de formação
A duração necessária para concluir um processo de moldagem por injeção é chamada de ciclo de moldagem, que também é conhecido como processo de moldagem. O ciclo de moldagem inclui os seguintes componentes:
Ciclo de moldagem: O ciclo de moldagem tem influência direta sobre a produtividade da mão de obra e a utilização de equipamentos. Portanto, durante o processo de produção, o tempo relevante no ciclo de moldagem deve ser reduzido o máximo possível, garantindo a qualidade do produto.
No ciclo completo de moldagem, o tempo de injeção e o tempo de resfriamento são os fatores mais importantes que afetam significativamente a qualidade do produto.
O tempo de enchimento no processo de injeção é inversamente proporcional à taxa de enchimento e geralmente leva cerca de 3 a 5 segundos durante a produção.
O tempo de retenção da pressão no processo de injeção refere-se ao tempo em que o material plástico é mantido sob pressão na cavidade do molde. Ele é responsável por uma parte significativa do tempo de injeção e normalmente dura entre 20 e 120 segundos (com peças grossas podendo levar de 5 a 10 minutos).
O tempo de retenção da pressão afeta a precisão dimensional do produto antes da solidificação do material na porta, mas não depois. O tempo ideal de retenção da pressão depende das temperaturas do material e do molde, bem como do tamanho do canal principal e da porta.
Se as dimensões e as condições de processo do canal principal e da comporta forem normais, o valor de pressão com a menor faixa de flutuação da taxa de encolhimento do produto geralmente é escolhido como padrão.
O tempo de resfriamento depende principalmente da espessura do produto, das propriedades térmicas e cristalinas do plástico e da temperatura do molde. O tempo de resfriamento geralmente dura entre 30 e 120 segundos.
Um longo tempo de resfriamento é desnecessário e pode reduzir a eficiência da produção e dificultar a desmoldagem de produtos complexos. A desmoldagem forçada também pode levar ao estresse da desmoldagem.
Os outros tempos do ciclo de moldagem estão relacionados ao grau de continuidade e automação do processo de produção.
Parâmetro de moldagem por injeção
1. Pressão de injeção
A pressão de injeção é gerada pelo sistema hidráulico da máquina de moldagem por injeção.
A pressão do cilindro hidráulico é transmitida à massa plástica por meio do parafuso da máquina.
Impulsionado pela pressão, o plástico derretido entra no molde pelo bico da máquina de moldagem por injeção e flui pelo canal vertical (que também funciona como canal principal em alguns moldes), pelo canal principal e pelo canal de derivação antes de chegar à cavidade do molde pela porta.
Esse processo é conhecido como processo de moldagem por injeção ou processo de enchimento.
A pressão é necessária para superar a resistência no fluxo da massa fundida. Por outro lado, a pressão da máquina de moldagem por injeção deve compensar a resistência no processo de fluxo para garantir um enchimento suave.
Durante todo o processo de moldagem por injeção, a pressão no bocal da máquina de moldagem por injeção é a mais alta para superar a resistência ao fluxo da massa fundida.
Em seguida, a pressão diminui gradualmente ao longo do comprimento do fluxo em direção à extremidade frontal da massa plástica.
Se a exaustão interna da cavidade do molde for adequada, a pressão final na extremidade frontal da massa fundida será a pressão atmosférica.
Há vários fatores que podem afetar a pressão de enchimento da massa plástica, que podem ser categorizados em três grupos:
- Fatores materiais, como tipo de plástico, viscosidade, entre outros.
- Fatores estruturais, que incluem o tipo, o número e o posicionamento do sistema de passagem, o formato da cavidade do molde e a espessura do produto.
- Elementos relacionados ao processo de formação.
2. Tempo de injeção
O termo "tempo de injeção" refere-se à duração necessária para que o plástico derretido preencha a cavidade, excluindo processos auxiliares, como abertura e fechamento do molde.
Embora o tempo de injeção seja curto e tenha um impacto mínimo no ciclo de moldagem, o ajuste do tempo de injeção tem um efeito significativo no controle da pressão da porta, do canal e da cavidade.
Um tempo de injeção razoável é essencial para obter o enchimento ideal da massa plástica e tem um grande impacto na melhoria da qualidade da superfície do produto e na redução das tolerâncias dimensionais.
O tempo de injeção é muito menor do que o tempo de resfriamento, geralmente cerca de 1/10 a 1/15 do tempo de resfriamento. Esse princípio pode ser usado para prever o tempo total de moldagem de componentes plásticos.
Durante a análise do fluxo do molde, o tempo de injeção mostrado nos resultados da análise é equivalente apenas ao tempo de injeção definido nas condições do processo, quando a rotação da rosca empurra completamente a massa fundida para preencher a cavidade.
Se o interruptor de manutenção de pressão do parafuso for acionado antes que a cavidade seja totalmente preenchida, o resultado da análise será maior do que a configuração das condições do processo.
3. Temperatura de injeção
A temperatura de injeção é um fator crítico que afeta a pressão de injeção.
O cilindro de uma máquina de moldagem por injeção é composto de 5 a 6 seções de aquecimento, e cada matéria-prima tem sua temperatura de processamento específica (informações detalhadas sobre a temperatura de processamento estão disponíveis com o fornecedor do material).
A temperatura de injeção deve ser controlada dentro de uma faixa específica.
Se a temperatura for muito baixa, a plastificação da massa fundida é ruim, o que afeta a qualidade das peças moldadas e aumenta a dificuldade do processo.
Se a temperatura for muito alta, as matérias-primas estarão propensas à decomposição.
No processo real de moldagem por injeção, a temperatura de injeção costuma ser mais alta do que a temperatura do cilindro, e o valor mais alto está relacionado à taxa de injeção e à desempenho do material, até 30 ℃.
Isso ocorre porque o cisalhamento do material fundido gera um calor significativo quando ele passa pela porta de injeção.
Há duas maneiras de compensar essa diferença na análise do fluxo do molde. Um método é tentar medir a temperatura da massa fundida durante a injeção de ar, enquanto o outro é incluir o bocal na modelagem.
4. Pressão mantendo a pressão e o tempo
No final do processo de moldagem por injeção, o parafuso para de girar e avança, e a moldagem por injeção entra no estágio de retenção de pressão.
Durante o processo de manutenção da pressão, o bico da máquina de moldagem por injeção alimenta continuamente a cavidade para preencher o volume deixado pelo encolhimento da peça.
Se a pressão não for mantida após o preenchimento da cavidade, a peça encolherá aproximadamente 25%, resultando em marcas de encolhimento, especialmente nas nervuras, devido ao encolhimento excessivo.
A pressão de retenção de pressão é normalmente em torno de 85% da pressão máxima de enchimento, embora deva ser determinada com base nas circunstâncias específicas.
5. Pressão de retorno
A contrapressão refere-se à resistência encontrada pelo parafuso quando ele se inverte e se retrai para armazenar materiais.
O uso de alta contrapressão pode ajudar a dispersar os corantes e a derreter os plásticos, mas também prolonga o tempo de retração da rosca, reduz o comprimento da fibra plástica e aumenta a pressão da máquina de moldagem por injeção.
Portanto, a contrapressão deve ser mantida baixa, geralmente não mais do que 20% da pressão de moldagem por injeção.
Ao injetar espuma plástica, a contrapressão deve ser maior do que a pressão formada pelo gás; caso contrário, o parafuso pode ser empurrado para fora do cilindro.
Algumas máquinas de moldagem por injeção podem programar a contrapressão para compensar a redução do comprimento da rosca durante a fusão, o que reduz o calor e a temperatura de entrada.
No entanto, estimar o resultado dessa mudança pode ser um desafio, o que dificulta o ajuste adequado da máquina.
Resolução de defeitos de moldagem por injeção
O processo de moldagem por injeção é um processo complexo que envolve vários fatores, como projeto do molde, fabricação do molde, características da matéria-prima, métodos de pré-tratamento da matéria-prima, processo de moldagem, moldagem por injeção operação da máquinae as condições do ambiente de processamento. Também está intimamente relacionado ao tempo de resfriamento do produto e ao processo de pós-processamento.
Portanto, a qualidade do produto não é determinada apenas pela precisão da injeção e pela precisão da medição da máquina de moldagem por injeção ou apenas pela qualidade do projeto do molde e pelo nível de precisão do processamento do molde. Em geral, ela é afetada e restringida por outros fatores.
Devido às restrições desses fatores complexos, os defeitos em produtos moldados por injeção são inevitáveis. Portanto, é fundamental explorar o mecanismo interno dos defeitos e prever as possíveis posições e tipos de defeitos nos produtos. Isso pode orientar o projeto e a melhoria do molde, resumir as regras de geração de defeitos e estabelecer condições operacionais de processo mais razoáveis.
Explicaremos o mecanismo e as soluções para defeitos de moldagem por injeção com base em três fatores principais que afetam as características do material plástico, estrutura do moldeO processo de moldagem por injeção e o equipamento de moldagem por injeção no processo de moldagem por injeção.
Classificação de defeitos comuns de produtos moldados por injeção
As matérias-primas plásticas usadas no processo de moldagem por injeção são variadas, e os tipos e formas de projeto de molde também são diversos. Além disso, a familiaridade do operador com máquinas de moldagem por injeção específicas, as habilidades operacionais e a experiência prática do trabalhador e o ambiente objetivo (como temperatura ambiente, umidade e limpeza do ar) podem variar de acordo com as estações do ano.
Essas condições objetivas e subjetivas determinam coletivamente a ocorrência de defeitos em produtos moldados por injeção.
Em geral, há três aspectos que são usados para avaliar o desempenho dos produtos plásticos. São eles:
- Qualidade da aparência, que inclui integridade, cor e brilho.
- Precisão entre o tamanho e a posição relativa, que se refere à precisão do tamanho e à precisão da posição.
- Propriedades mecânicas, químicas e elétricas que correspondem ao uso do produto, conhecidas como funcionalidade.
Portanto, qualquer problema em qualquer um desses três aspectos pode levar à produção e à expansão dos defeitos do produto.
Os defeitos comuns dos produtos moldados por injeção podem ser classificados nas seguintes categorias:
- Defeitos de aparência, como rachaduras, descoloração e marcas de solda.
- Problemas de processo, inclusive flash, encolhimento e falta de cola.
- Problemas de desempenho, como empenamento e fragilização.