Avanços na fabricação aditiva a laser de aço inoxidável 316L
Imagine produzir componentes intrincados de aço inoxidável de alta resistência com precisão e eficiência inigualáveis. A manufatura aditiva a laser de aço inoxidável 316L está revolucionando o setor, empregando técnicas avançadas como a deposição de energia direcionada (DED) e a fusão seletiva a laser (SLM). Este artigo se aprofunda nos métodos, benefícios e desafios dessas tecnologias de ponta, oferecendo insights sobre seu impacto nos processos de fabricação e no futuro da engenharia de materiais. Explore como essa inovação pode aumentar a durabilidade e o desempenho dos produtos, prometendo uma nova era na fabricação industrial.
A tecnologia de manufatura aditiva a laser tem a vantagem de formar rapidamente peças de formato complexo e tem recebido ampla atenção nos últimos anos.
Este artigo apresenta duas tecnologias de manufatura aditiva a laser, a deposição de energia direcionada (DED) e a fusão seletiva a laser (SLM), e resume o progresso da pesquisa sobre a manufatura aditiva a laser do aço inoxidável 316L a partir das perspectivas de defeitos comuns, estrutura e textura e propriedades mecânicas.
Ele analisa os problemas existentes na manufatura aditiva a laser do aço inoxidável 316L e analisa suas perspectivas de desenvolvimento.
1. Processo de manufatura aditiva a laser
A manufatura aditiva a laser inclui duas tecnologias, a deposição de energia direcionada (DED) e a fusão seletiva a laser (SLM).
Ambas usam feixes de laser de alta energia como fontes de calor para derreter localmente o pó metálico e formar uma poça fundida; quando o feixe de laser se afasta, a poça fundida se solidifica rapidamente. Entretanto, os princípios de funcionamento das tecnologias DED e SLM são diferentes.
A DED, também conhecida como engenharia a laser de forma quase líquida, deposição de metal a laser ou formação rápida a laser, é uma tecnologia típica de manufatura aditiva a laser de entrega de pó coaxial.
O pó metálico dentro do tambor de pó entra na piscina fundida por meio do tubo de transporte e do bocal especialmente projetado. O feixe de laser se move ao longo de uma trajetória predeterminada sob o controle do computador para derreter o pó metálico e formar uma camada fina.
Depois disso, o cabeçote de deposição se move para cima, continuando a depositar a próxima camada, repetindo esse processo camada por camada até que a peça desejada seja produzida.
Além de diretamente formação de metal A tecnologia DED também pode ser usada para preparar revestimentos, reparar componentes danificados e preparar materiais com graduação funcional. A SLM é uma tecnologia típica de manufatura aditiva a laser de leito de pó.
O pó metálico não é pulverizado a partir do bocal, mas é pré-espalhado uniformemente no leito de pó. O feixe de laser derrete seletivamente o leito de pó de acordo com um caminho predeterminado.
Depois que uma camada é formada, o leito de pó se move uma certa distância para baixo e é novamente pulverizado e derretido seletivamente, repetindo esse processo camada por camada até que a peça desejada seja produzida.
Para evitar a oxidação de Aço inoxidável 316L os processos de formação DED e SLM precisam ser realizados sob proteção de gás inerte.
Além dos princípios operacionais diferentes, a deposição de energia direcionada (DED) e a fusão seletiva a laser (SLM) também têm parâmetros de processo significativamente diferentes. O diâmetro do feixe de laser no DED normalmente varia entre 600 e 1300μm, enquanto no SLM é significativamente menor, geralmente entre 15 e 80μm.
Atualmente, o pó de aço inoxidável 316L usado para a manufatura aditiva a laser é frequentemente preparado por atomização.
Considerando os diâmetros do feixe de DED e SLM, o tamanho da partícula do pó de aço inoxidável 316L para DED geralmente fica entre 45 e 180μm, enquanto para SLM, geralmente fica entre 5 e 63μm.
Durante o processo de DED, o potência do laser (P) pode atingir de 200 a 720W, mas a velocidade de escaneamento (v) geralmente é menor que 10mm-s-1.
Consequentemente, a densidade de energia da linha (EL=P/v) é extremamente alta, chegando a dezenas ou centenas de joules por milímetro. Uma densidade de energia de linha mais alta leva a uma penetração mais forte do laser, de modo que a espessura da camada no DED geralmente é definida para 254 a 500μm, com um intervalo de varredura normalmente definido para 350 a 500μm.
Por outro lado, o SLM geralmente usa uma potência de laser menor (60 a 380 W) e uma velocidade de varredura maior (30 a 7000 mm-s)-1), resultando em uma densidade de energia de linha muito baixa, geralmente entre 0,01 e 0,5 J-mm-1.
Para garantir a ausência de defeitos de fusão insuficientes, o intervalo de varredura e a espessura da camada no SLM devem ser pequenos o suficiente, geralmente entre 20 e 300μm e 10 e 60μm, respectivamente.
Durante a formação do DED, o gradiente de temperatura e a taxa de resfriamento podem chegar a até 102 a 103K-mm-1 e 103 a 104K-s-1respectivamente.
Como a densidade de energia da linha no SLM é menor, o gradiente de temperatura dentro de sua poça de fusão é ainda maior, até 103 a 105K-mm-1, e a taxa de resfriamento é mais rápida, chegando a 104 a 107K-s-1.
2. Defeitos comuns
Em comparação com as técnicas metalúrgicas tradicionais, a tecnologia de manufatura aditiva a laser tem vantagens significativas.
Entretanto, se os parâmetros do processo forem escolhidos incorretamente, vários defeitos poderão ser introduzidos durante o processo de conformação, como porosidade, falta de fusão e rachaduras. Esses defeitos podem reduzir significativamente as propriedades mecânicas do aço inoxidável 316L.
Portanto, como reduzir ou eliminar esses defeitos é uma questão crucial na manufatura aditiva a laser.
A porosidade e a falta de fusão são os dois defeitos mais comuns na fabricação aditiva a laser do aço inoxidável 316L. A porosidade normalmente parece esférica, originada principalmente de gases no pó de aço inoxidável 316L.
Os poros dentro do pó não podem ser completamente expelidos durante a rápida solidificação da poça de fusão e permanecem dentro do componente. Os gases inertes também podem ser arrastados para a poça de fusão e formar poros.
Além disso, durante o processo de manufatura aditiva a laser, a temperatura mais alta está na superfície da peça. O calor é conduzido para dentro, formando uma poça de fusão ampla e rasa.
No entanto, quando a potência do laser é extremamente alta ou a velocidade de varredura do laser é muito baixa, ou seja, a densidade de energia da linha de laser é muito alta, a formação da poça de fusão mudará de um modo de condução de calor para um modo de fusão profunda, formando um canal de poça de fusão estreito e profundo.
Esse canal é muito instável e pode facilmente formar poros no fundo da poça de fusão. Em geral, acredita-se que quando a proporção entre a largura e a profundidade da poça de fusão cai abaixo de um determinado valor crítico, o modo de fusão profunda é acionado.
Para controlar a taxa de porosidade do aço inoxidável 316L na manufatura aditiva a laser, o teor de gás do pó de aço inoxidável 316L deve ser rigorosamente controlado e os parâmetros do processo devem ser otimizados para evitar a porosidade causada pelo modo de fusão profunda.
Em contraste com o mecanismo de formação de porosidade, os defeitos de falta de fusão normalmente se originam da densidade insuficiente de energia do laser, o que leva a uma profundidade de fusão inadequada, resultando em vazios grandes e de formato irregular entre as camadas. Em geral, esse tipo de defeito pode ser resolvido com a redução da espessura da camada.
A balificação é um dos defeitos comuns na manufatura aditiva a laser do aço inoxidável 316L. Esse fenômeno refere-se à incapacidade das gotículas de metal fundido de formar uma linha contínua de fusão, criando, em vez disso, uma superfície em forma de gota na peça formada; o efeito cumulativo da balificação pode reduzir significativamente a precisão da peça.
Esse efeito geralmente é causado por um teor excessivo de oxigênio na cavidade de formação, o que resulta em oxidação na superfície das gotículas de metal, impedindo sua fusão. Portanto, é fundamental controlar rigorosamente o teor de oxigênio na cavidade de formação durante o processo de formação.
O aço inoxidável 316L é um dos metais adequados para a manufatura aditiva, mas há relatos de defeitos de rachaduras na manufatura aditiva a laser do aço inoxidável 316L.
A fissuração térmica (ou fissuração por solidificação) é um dos mecanismos importantes para a fissuração, ocorrendo frequentemente no estágio final da solidificação rápida da poça fundida.
Nesse ponto, a proporção da fase sólida é grande, a poça de fusão é ocupada por uma subestrutura celular e há um filme de fase líquida no limite da subestrutura celular.
A resistência dessa estrutura é extremamente baixa, o que a torna propensa a rachaduras sob tensão de tração e, nesse momento, é difícil para o líquido fluir para preencher a área da rachadura, formando, por fim, uma rachadura térmica no limite do grão.
Os defeitos comuns e seus mecanismos de formação na manufatura aditiva a laser do aço inoxidável 316L são mostrados na Tabela 1.
Tabela 1: Defeitos comuns e seus mecanismos de formação na manufatura aditiva a laser do aço inoxidável 316L.
Nome do defeito
Mecanismo de formação
Poros
Existem poros dentro do pó; inerte gás de proteção não pode ser expulso da poça de fusão; a seleção inadequada dos parâmetros do processo resulta em densidade excessiva de energia do laser, desencadeando um modo de fusão profunda.
Fusão incompleta
A densidade de energia do laser é insuficiente, resultando em uma profundidade de fusão inadequada.
Esferoidização
O excesso de oxigênio impede que as gotículas de metal se fundam para formar uma linha contínua de fusão.
Rachaduras
Durante o estágio final da solidificação, o filme da fase líquida no limite da subestrutura celular racha sob tensão de tração.
3. Microestrutura
Devido ao alto gradiente de temperatura e à taxa de resfriamento, a solidificação processo de laser a manufatura aditiva apresenta um efeito de resfriamento rápido.
O aço inoxidável 316L preparado dessa forma apresenta uma estrutura extremamente desequilibrada que a tradicional métodos de fundição não pode alcançar.
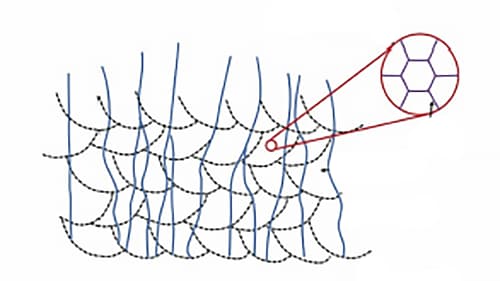
Normalmente, ele forma uma estrutura cristalina colunar, com várias subestruturas celulares minúsculas dentro dos grãos colunares, conforme ilustrado na Figura 1.
Figura 1: Ilustração da microestrutura do aço inoxidável 316L formado por manufatura aditiva a laser.
Durante o processo de solidificação (incluindo fundição, soldagem, manufatura aditiva a laser, etc.), o gradiente de temperatura G na fase líquida na vanguarda da interface sólido/líquido e a taxa de crescimento V da frente de solidificação determinam a morfologia e o tamanho do grão e sua subestrutura interna.
Quanto menor o G/V, mais fácil é formar uma estrutura de grão equiaxial; por outro lado, é mais provável que se forme uma estrutura de grão colunar. Os gradientes de temperatura e as taxas de crescimento variam em toda a poça de fusão.
Normalmente, a parte inferior da poça de fusão tem um grande gradiente de temperatura e uma pequena taxa de crescimento, promovendo a formação de cristais colunares, enquanto a parte superior da poça de fusão tem um pequeno gradiente de temperatura e uma alta taxa de crescimento, facilitando a formação de cristais equiaxiais.
A manufatura aditiva a laser usa um método de deposição camada por camada. Para garantir uma ligação suficiente entre as camadas, parte do material da camada anterior será fundida novamente, de modo que a estrutura cristalina equiaxial na parte superior da poça de fusão geralmente não existe, enquanto os cristais colunares na parte inferior da poça de fusão se estendem camada por camada por meio do crescimento epitaxial.
Além disso, diferentemente da estrutura dendrítica do aço inoxidável 316L fundido, a poça de fusão da manufatura aditiva a laser esfria extremamente rápido durante a solidificação, limitando a formação e o crescimento de dendritos secundários.
Portanto, a interface sólido/líquido da poça de fusão do aço inoxidável 316L durante a manufatura aditiva a laser geralmente avança por meio do crescimento celular.
Durante a solidificação, o aço inoxidável 316L moldado por DED normalmente forma um austenita e nas paredes celulares da subestrutura celular, há uma segregação acentuada de elementos estabilizadores de ferrita, como cromo e molibdênio, promovendo assim a formação de uma pequena quantidade de ferrita.
Em comparação com o DED, o SLM resfria mais rapidamente, o efeito de segregação do elemento é bastante reduzido, geralmente não o suficiente para formar ferrita estável, de modo que o aço inoxidável 316L formado por SLM geralmente apresenta uma fase única austenita sem formação de ferrita.
Além da segregação de elementos estabilizadores de ferrita, como cromo e molibdênio, nas paredes celulares da subestrutura celular, a pequena diferença de orientação entre as subestruturas celulares adjacentes leva a um grande número de deslocamentos agrupados nas paredes celulares, enquanto a densidade de deslocamento dentro da subestrutura celular é relativamente baixa, formando uma célula de deslocamento típica.
Além disso, uma determinada textura cristalográfica é formada no aço inoxidável 316L por meio da manufatura aditiva a laser. Durante todo o processo, a direção do fluxo térmico varia dentro da poça de fusão, mas, em geral, ela se opõe à direção da formação.
A estrutura do aço inoxidável 316L formada pela manufatura aditiva a laser consiste principalmente de austenita com uma estrutura cúbica de face centrada.
Como a direção é a direção de crescimento mais rápida para cristais cúbicos, o aço inoxidável 316L normalmente forma uma textura fibrosa ao longo da direção de formação durante a manufatura aditiva a laser. O ajuste dos parâmetros do processo, como as estratégias de varredura a laser, pode controlar efetivamente a formação de texturas.
4. Propriedades mecânicas
4.1 Propriedades de tração
O resistência ao escoamento e a resistência à tração do aço inoxidável 316L produzido por meio da manufatura aditiva a laser normalmente variam de 300 a 600 MPa e de 400 a 800 MPa, respectivamente, significativamente mais altas do que a resistência ao escoamento (200 a 300 MPa) e a resistência à tração (500 a 600 MPa) do aço inoxidável 316L preparado por meio de métodos tradicionais.
A altíssima resistência ao escoamento do aço inoxidável 316L fabricado por aditivo a laser é atribuída à sua organização estrutural em várias escalas, como grãos finos (aproximadamente 0,2 mm de tamanho), subestruturas celulares (menos de 1 μm de diâmetro), limites de grãos de ângulo pequeno de alta densidade (até 41%), redes de deslocamento (na escala de centenas de nanômetros), fases precipitadas (10 a 150 nm de tamanho) e segregação localizada de elementos (menos de 1 nm de alcance).
Essa organização heterogênea em várias escalas também contribui para o endurecimento por trabalho contínuo e estável após o rendimento do aço inoxidável 316L.
Além disso, semelhante ao aço inoxidável 316L preparado por processos tradicionais, o aço inoxidável 316L fabricado com aditivos a laser também apresenta o efeito Hall-Petch dinâmico devido à formação de nanotwins que auxiliam a deformação durante o processo de deformação plástica por tração, o que ajuda a aumentar o efeito de endurecimento por trabalho, obtendo assim alta resistência à tração e alongamento ultra-alto após a fratura.
A taxa de alongamento pós-fratura do aço inoxidável 316L fabricado com aditivo a laser está intimamente relacionada à porosidade no interior do material.
O aço inoxidável 316L formado por manufatura aditiva a laser normalmente apresenta estruturas cristalinas colunares e forma determinadas texturas cristalográficas, tornando as propriedades de tração do aço inoxidável formado anisotrópicas. Ao ajustar as estratégias de escaneamento, é possível reduzir efetivamente a textura cristalográfica, tornando a resistência à tração isotrópica.
No entanto, as estruturas cristalinas colunares ainda levam a níveis variáveis de endurecimento por trabalho em diferentes direções durante o processo de tração do aço inoxidável 316L formado por manufatura aditiva a laser, resultando em diferenças significativas na resistência à tração e no alongamento após a fratura em diferentes direções.
Além disso, os processos tradicionais de fabricação do aço inoxidável 316L podem desencadear a transformação da fase martensítica durante a deformação plástica, mas nenhuma transformação martensítica induzida por deformação foi encontrada nos estudos atuais sobre a deformação plástica do aço inoxidável 316L formado por manufatura aditiva a laser.
4.2 Desempenho de fadiga
O desempenho de fadiga do aço inoxidável 316L formado por manufatura aditiva a laser é influenciado por vários fatores, incluindo microestrutura, defeitos internos, rugosidade da superfíciee direção de carregamento.
A subestrutura de células finas dentro da estrutura do aço inoxidável 316L formado por manufatura aditiva a laser impede significativamente o deslizamento de deslocamento e a nucleação de trincas, melhorando consideravelmente o desempenho à fadiga do aço inoxidável 316L.
Após a manufatura aditiva a laser, geralmente é necessário um tratamento térmico pós-processamento para as peças de aço inoxidável 316L, durante o qual a microestrutura do aço inoxidável 316L pode mudar, afetando seu desempenho à fadiga.
Estudos mostram que, depois de aliviar o estresse recozimento A 470 ℃, a subestrutura celular do aço inoxidável 316L formado por manufatura aditiva a laser não muda significativamente, de modo que o recozimento de alívio de tensão em baixa temperatura não afeta muito sua resistência à fadiga.
No entanto, quando a temperatura do tratamento térmico é alta o suficiente, ela pode afetar a subestrutura celular do aço inoxidável 316L moldado por manufatura aditiva a laser, afetando, assim, seu desempenho à fadiga.
Defeitos internos e rugosidade substancial da superfície degradam significativamente o desempenho de fadiga do aço inoxidável 316L formado pela manufatura aditiva a laser. Estudos indicam que as imperfeições internas (como vazios e pó não derretido) e as superfícies ásperas levam à concentração localizada de tensão no aço inoxidável 316L.
Essas áreas de concentração de tensão tendem a ser os locais iniciais para a nucleação de trincas por fadiga, promovendo assim falha por fadiga. Além disso, a direção da carga afeta significativamente o desempenho de fadiga do aço inoxidável 316L formado pela manufatura aditiva a laser.
A resistência à fadiga do aço inoxidável 316L conformado a laser é mais alta quando a direção de carga é perpendicular à direção de conformação, mais baixa quando elas são paralelas e mais baixa em um ângulo de 45 graus.
No entanto, as pesquisas atuais sobre os mecanismos de propagação de trincas por fadiga no aço inoxidável 316L moldado a laser estão em sua infância, e muitos mecanismos permanecem obscuros ou até mesmo contraditórios.
5. Conclusão
O aço inoxidável 316L, com suas excepcionais propriedades mecânicas e de resistência à corrosão combinadas, está entre os mais usados materiais de aço inoxidável. Os métodos tradicionais de fundição produzem aço inoxidável 316L com grãos grosseiros e baixa resistência.
O processamento termo-mecânico refina significativamente o grão e introduz deslocamentos de alta densidade, aumentando a resistência do aço inoxidável 316L.
No entanto, esse procedimento é complexo e normalmente usado para peças com formas simples.
A tecnologia de manufatura aditiva a laser, caracterizada por sua deposição camada por camada e rápida solidificação, permite a rápida modelagem de peças complexas, conferindo recursos organizacionais exclusivos, como grãos pequenos, subestruturas celulares internas, limites de grãos de ângulo pequeno de alta densidade e deslocamentos de alta densidade, que são incomparáveis com os métodos metalúrgicos tradicionais.
A manufatura aditiva a laser do aço inoxidável 316L produz resistência e plasticidade superiores em comparação com o aço inoxidável 316L preparado por métodos metalúrgicos tradicionais.
No entanto, a tecnologia de manufatura aditiva a laser ainda está nos estágios iniciais de pesquisa e aplicação. Estudos futuros devem explorar ainda mais as microestruturas e os comportamentos mecânicos do aço inoxidável 316L moldado pela manufatura aditiva a laser, juntamente com uma investigação profunda do impacto dos parâmetros do processo na estrutura e no desempenho.
O controle preciso do processo de fabricação fornecerá mais suporte técnico para sua ampla aplicação industrial.
Além disso, o controle da textura cristalográfica para melhorar a anisotropia do desempenho do aço inoxidável 316L moldado pela manufatura aditiva a laser e a revelação de seus padrões de propagação de trincas por fadiga são áreas essenciais de pesquisas futuras.
Como fundador do MachineMFG, dediquei mais de uma década de minha carreira ao setor de metalurgia. Minha vasta experiência permitiu que eu me tornasse um especialista nas áreas de fabricação de chapas metálicas, usinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou sempre pensando, lendo e escrevendo sobre esses assuntos, esforçando-me constantemente para permanecer na vanguarda do meu campo. Permita que meu conhecimento e experiência sejam um trunfo para sua empresa.
Imagine ser capaz de cortar metal com a precisão de um cirurgião e a velocidade de um raio. Essa é a realidade da moderna tecnologia de processamento a laser. De...
Imagine aproveitar o poder da luz para restaurar as superfícies metálicas à sua beleza original. A limpeza a laser está revolucionando a fabricação, oferecendo uma alternativa precisa e ecologicamente correta aos métodos tradicionais. Neste artigo,...
Você está em dúvida sobre a escolha entre lasers de fibra e lasers de estado sólido para seu próximo projeto? Este artigo explora as principais diferenças em suas aplicações, precisão e desempenho. Ao compreender essas...
Imagine um tratamento que possa aumentar a durabilidade do metal com precisão exata, distorção mínima e sem adicionar materiais extras. O tratamento térmico a laser faz exatamente isso, usando lasers de alta intensidade para endurecer...
Você já pensou em como os lasers revolucionam a fabricação? Do corte de precisão à prototipagem rápida, a tecnologia a laser transformou os processos industriais, tornando-os mais rápidos, mais limpos e mais eficientes. Neste artigo,...
Você já se perguntou como os lasers podem cortar materiais com tanta precisão? Este artigo explora o fascinante mundo dos lasers de nanossegundos, picossegundos e femtossegundos. Você aprenderá como esses lasers...
Você já se perguntou como são criados os padrões complexos no painel do seu carro ou na capa do seu smartphone? Este artigo se aprofunda na tecnologia de gravação a laser de moldes, explicando como os lasers melhoram a superfície do molde...
Você já se perguntou como a tecnologia de laser de fibra revolucionou vários setores? Este artigo explora os princípios básicos e as diversas aplicações dos lasers de fibra, destacando suas vantagens em relação aos lasers tradicionais...
Você já se perguntou como desenhos intrincados são gravados em superfícies metálicas com extrema precisão? A tecnologia de gravação a laser revoluciona esse processo ao usar feixes de laser concentrados para esculpir padrões detalhados....