Noções básicas de perfuração e corte a laser: O que você precisa saber
Como os lasers transformam metais sólidos em formas precisas e designs complexos? Este artigo aborda os fundamentos da perfuração e do corte a laser, explicando os mecanismos físicos, os fatores de influência e as aplicações práticas dessas técnicas avançadas. Desde a compreensão da energia de pulso até o domínio da velocidade de corte, os leitores obterão insights sobre como os lasers alcançam alta precisão em vários setores. Explore como a tecnologia a laser pode aprimorar seus processos de fabricação e abrir novas possibilidades na metalurgia.
Quando um material metálico é irradiado por um laser com uma densidade de potência de 106-109W/cm2Devido à alta densidade de potência do laser, a temperatura da superfície do material excederá o ponto de ebulição, resultando em fusão ou vaporização, e a mistura de divisão oxidada na superfície será ejetada.
No final do pulso do laser, a densidade de potência do laser diminui e o jato dividido enfraquece.
Com a injeção dos produtos de fissão, a vaporização ocorre em uma determinada velocidade.
O grau se move em direção ao interior do material, o material é vaporizado e removido, e o furo é gradualmente aprofundado.
Com o aumento do diâmetro e da profundidade do furo, os produtos de fissão são removidos sucessivamente pela pressão do vapor e, por fim, forma-se um furo profundo.
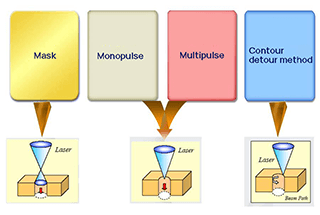
Classificação da perfuração a laser
2. Fatores de influência da perfuração a laser
(1) Energia de pulso
Profundidade de gaseificação primária:
Lm e Lv são os calores latentes de fusão e vaporização dos materiais, respectivamente.
Nesse momento, a massa de remoção de material é πa02d'ρ.
C: Capacidade térmica específica Tb: Temperatura do ponto de fusão T0: Temperatura ambiente E0: Energia de pulso
Ignore a condução de calor e a emissão de superfície.
(2) Largura do pulso
Energia/J
Largura de pulso/ms
Profundidade do furo/mm
Abertura/mm
Proporção do diâmetro da profundidade
5.4 5.1 5.9 5.7 5.4 5.0
0.25 0.35 0.55 0.75 0.85 1.15
1.2 1.3 1.5 1.6 1.8 1.6
0.42 0.39 0.38 0.36 0.30 0.26
2.9 3.3 3.9 4.4 6.0 6.1
A seleção da largura do pulso depende dos requisitos do orifício:
Os pulsos longos devem ser usados para perfuração buracos profundos e pequenos;
Ao fazer furos grandes e rasos, devem ser usados pulsos mais curtos;
Pulsos curtos devem ser usados para furos de alta qualidade;
Para materiais com baixa condutividade térmica, devem ser usados pulsos mais curtos.
Com o aumento da largura do pulso, mais calor é usado para o aquecimento não destrutivo dos materiais, resultando em grande deformação dos materiais, grande estresse térmico e rachaduras fáceis.
Em geral, é usada uma largura de pulso de 0,3 a 0,7 ms.
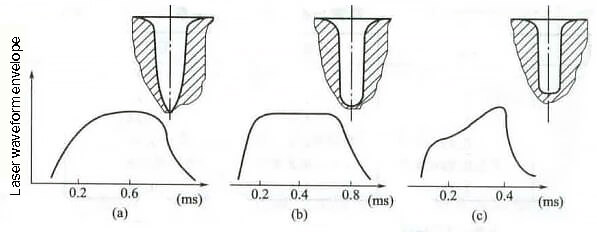
(3) Forma de onda de pulso
Diagrama esquemático da forma de onda do laser e seção axial do furo
A forma de onda com bordas íngremes na frente e atrás e intensidade de luz laser gradualmente aumentada deve ser selecionada na medida do possível.
Geralmente, a borda frontal do laser deve ser controlada entre 8 e 10us para obter uma entrada melhor, e a borda traseira menor que 8us pode obter uma alta qualidade da parede interna.
Especialmente no caso de furos pequenos, com menos de 50us, o gradiente da borda traseira é aumentado para evitar que o furo seja bloqueado por substâncias líquidas.
(4) Modo laser
O ângulo de divergência do laser afeta principalmente a diferença de abertura e o afunilamento na entrada e na saída.
Em geral, com o aumento do ângulo de divergência, a conicidade do furo aumenta, e o diâmetro do ponto focalizado do feixe de laser também aumenta.
Fórmula aproximada do raio de foco:
Fórmula aproximada da profundidade de foco:
Quanto mais baixo for o modo, menor será o ângulo de divergência.
O ângulo de divergência da matriz de base é o menor.
O cone de perfuração da matriz base deve ser pequeno.
(5) Condições de foco (foco, quantidade de desfocagem)
A influência da quantidade de desfocagem △∫ no formato da parede do furo
Se o foco estiver na superfície da peça de trabalho, a conicidade será grande;
Se o foco estiver no meio da peça de trabalho, a qualidade da perfuração é boa ou ruim;
Se for uma certa desfocalização positiva, o efeito de perfuração será bom.
(6) Características do material (características físicas, dimensões gerais)
Quando o potência do laser A densidade F é baixa, a perda por difusão térmica do alumínio é maior do que a do ferro, e a profundidade do furo do alumínio é menor do que a do ferro.
Com o aumento de F, o material atingirá rapidamente o ponto de ebulição e a velocidade de aquecimento será rápida.
Nesse momento, a perda por condução de calor pode ser ignorada.
Como o alumínio tem calor latente de vaporização, a quantidade de remoção de vaporização do alumínio é maior do que a do ferro, de modo que a profundidade do furo do alumínio é maior do que a do ferro.
O pulso de laser com alta densidade de potência deve ser usado para perfuração.
(7) Perfuração de múltiplos pulsos
A profundidade do furo da perfuração de pulso único é limitada, apenas 3 a 4 vezes o diâmetro do furo, e a precisão e a repetibilidade são difíceis de controlar.
Em geral, é usada a perfuração de múltiplos pulsos.
A perfuração de múltiplos pulsos pode controlar fatores instáveis, como distorção do formato do furo, expansão de zona afetada pelo calore rachaduras na superfície.
A relação entre a profundidade do furo, a energia do pulso e os tempos de pulso
(8) Tecnologia auxiliar de perfuração a laser
Melhorar o formato do furo:
(a) O filme líquido com baixa tensão superficial é revestido para reduzir o depósito e a conicidade do furo.
(b) Cubra a camada de proteção de modo que o cone da perfuração a laser fique sobre a camada de proteção.
(c) Sopre com ar comprimido para melhorar a qualidade da superfície.
(d) Um refletor é instalado sob a peça de trabalho.
(e) Perfuração de múltiplos pulsos, focalizando periodicamente o feixe de laser em uma determinada posição no fundo do furo.
(f) Após a perfuração a laser, correção auxiliar.
3. Características e aplicação da perfuração a laser
2. Faça furos oblíquos e furos de formato especial no plano inclinado
Transmissão de ar a laser
Perfuração de lâminas de motores de turbina
3. Perfurar peças de cerâmica extremamente duras
Nenhuma dificuldade técnica na perfuração a laser de furos de cerâmica
Bico de chama resistente a altas temperaturas para o setor siderúrgico
4. Alta precisão de perfuração e desempenho confiável
Sem desgaste da ferramenta durante a perfuração a laser
Perfuração de bicos de motores a gás
5. Perfuração a laser de pequenos orifícios de alta densidade
O laser pode ser usado para perfuração com o método de voo de alta velocidade
Indústria química de precisão, placa de peneira farmacêutica
Exemplos de aplicação de perfuração a laser:
Cerâmica - Φ 0,5 mm de furo
Lâmina do motor - Φ 0,5 mm furo pequeno
Perfuração a laser de componentes de aeronaves:
2. Tecnologia de corte a laser
1. Princípio e classificação do corte a laser
Princípio do corte a laser
O corte a laser consiste em irradiar a peça de trabalho com um feixe de laser focado de alta densidade de potência.
Com base na premissa de que a densidade de potência do laser excede o limiar do laser, a energia do feixe de laser e a energia térmica da reação química adicionada no processo de corte assistido por gás ativo são todas absorvidas pelo material, o que faz com que a temperatura do ponto de operação do laser aumente drasticamente.
Após atingir o ponto de ebulição, o material começa a se vaporizar e forma buracos.
Com o movimento relativo do feixe e da peça de trabalho, o material finalmente forma uma fenda, e a escória na fenda é soprada por uma certa quantidade de gás auxiliar.
O corte a laser pode ser dividido em corte por vaporização, corte por fusão e corte por combustão de oxigênio.
O corte com suporte de combustão de oxigênio é o mais amplamente utilizado.
A partir do corte de diferentes materiais, ele pode ser dividido em corte a laser de metal e corte a laser de não metais.
O corte por vaporização refere-se ao fato de o feixe de laser aquecer a peça de trabalho até a temperatura acima do ponto de ebulição.
Alguns materiais escapam na forma de vapor e outros são soprados para fora da base de corte na forma de jatos.
A energia de corte a laser necessária é 10 vezes maior do que a energia de corte por fusão.
O mecanismo é o seguinte:
① O laser aquece o material, refletindo-o parcialmente e absorvendo-o parcialmente, e a refletividade do material diminui com o aumento da temperatura.
② O aumento da temperatura na zona de ação do laser é rápido o suficiente para evitar a fusão causada pela condução de calor.
③ O vapor escapa rapidamente da superfície da peça de trabalho a uma velocidade aproximada do som.
O corte por vaporização é aplicado somente a materiais como madeira, plástico e carbono que não podem ser derretidos.
Femtossegundo O corte a laser pertence ao corte por gaseificação.
(2) Corte por fusão
O corte por fusão ocorre quando a densidade de potência do feixe de laser excede um determinado valor, a parte interna da peça de trabalho evapora para formar um furo e, em seguida, sopra gás inerte auxiliar com o eixo óptico para afastar os materiais fundidos ao redor do furo.
O mecanismo de fusão e corte é o seguinte:
① Quando o feixe de laser irradia a peça de trabalho, o restante da energia, exceto a reflexão, aquece o material e evapora em furos.
② Depois que o buraco é formado, ele absorve toda a energia luminosa com um corpo negro, e o buraco é cercado por uma parede de metal fundido. A parede fundida é mantida relativamente estável pelo fluxo de vapor em alta velocidade.
③ A isoterma de fusão percorre a peça de trabalho, e o material derretido é soprado pelo sopro auxiliar.
④ Com o movimento da peça de trabalho, o pequeno orifício se move horizontalmente por uma fenda.
(3) Combustão de oxigênio apoiando o corte
O mecanismo de fusão e corte assistidos por oxigênio é:
Sob a irradiação do laser, o material atinge a temperatura Tm e, em seguida, entra em contato com o oxigênio, o que causa uma reação de combustão violenta e emite muito calor.
Sob a ação combinada do laser e desse calor, um pequeno orifício cheio de vapor é formado no material, e o entorno do orifício é cercado por gás derretido;
② O fluxo de vapor faz com que a parede de metal fundido ao redor se mova para frente, e ocorre a transferência de calor e material;
③ A velocidade de combustão do oxigênio e do metal é limitada pela conversão dos materiais de combustão em escória.
A velocidade de difusão do oxigênio através da escória até a frente de ignição. Quanto maior for a taxa de fluxo de oxigênio, mais rápida será a reação química da combustão;
④ Na área que não atinge a temperatura de combustão, o fluxo de oxigênio atua como resfriamento para reduzir a zona afetada pelo calor do corte.
⑤ Há duas fontes de calor, radiação laser e calor da reação química, no corte assistido por oxigênio.
(a) Modo Gaussiano (b) Modo de baixa ordem (c) Multimodal
(3) Potência do laser e velocidade de corte
Relação entre velocidade de corte e potência do laser, espessura da chapa
Para uma determinada espessura de placa, o velocidade de corte a laser geralmente aumenta linearmente com a potência do laser.
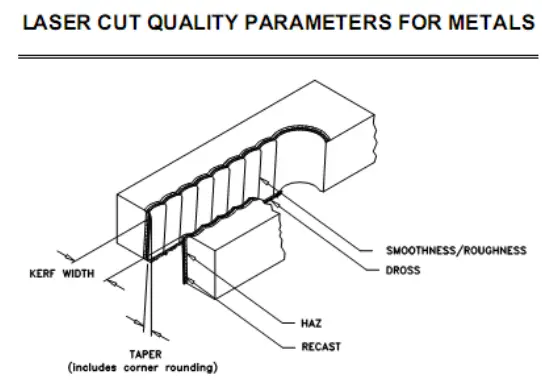
(4) Entalhe e rugosidade
Relação entre a rugosidade do entalhe e a espessura do corte
Para a rugosidade da incisão do corte a laser de metal, a metade superior é geralmente a melhor, a seção intermediária é a segunda e a seção inferior é ruim.
A rugosidade do entalhe está relacionada ao corte do entalhe.
(5) Posição do foco
A relação a0 entre a distância da peça de trabalho e a lente de foco e a distância focal é de 0,988<a0<1,003.
Por exemplo, ao cortar a laser 2,3 mm de baixo carbono chapa de açoSe você não tiver uma visão geral, é melhor usar uma desfocagem negativa de 0,3 a 0,7 mm.
(6) Espelho de focalização
(7) Diâmetro do bocal
Relação entre o diâmetro do bocal e a velocidade de corte
O fluxo de oxigênio deve ser um fluxo de ar convergente supersônico para evitar a expansão da seção inferior da incisão.
Há um diâmetro de bocal ideal para um corte a laser específico. Na figura, 1,5 mm é o melhor diâmetro de bocal.
(8) Pressão de sopro de oxigênio
Relação entre a pressão de sopro de oxigênio e a velocidade de corte
Em diferentes potências de laser e diferentes espessuras, há um valor ideal de pressão de sopro de oxigênio.
(9) Polarização do laser
O estado da incisão obtido por diferentes luzes polarizadas
(a) Luz polarizada linearmente;
(b) Luz polarizada linearmente;
(c) Luz polarizada linearmente;
(d) Luz polarizada circularmente.
Como pode ser visto na figura, é usada luz polarizada circular, e a incisão é reta, independentemente da direção do corte.
O sistema de corte geralmente é equipado com um polarizador circular com reflexão de 45 graus.
Como fundador do MachineMFG, dediquei mais de uma década de minha carreira ao setor de metalurgia. Minha vasta experiência permitiu que eu me tornasse um especialista nas áreas de fabricação de chapas metálicas, usinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou sempre pensando, lendo e escrevendo sobre esses assuntos, esforçando-me constantemente para permanecer na vanguarda do meu campo. Permita que meu conhecimento e experiência sejam um trunfo para sua empresa.
Os lasers revolucionaram a fabricação, mas você conhece as principais empresas que estão impulsionando a inovação nesse campo? Nesta postagem do blog, exploraremos os principais participantes que estão moldando o futuro do laser...
Você tem curiosidade sobre a tecnologia de ponta que está revolucionando a fabricação? Nesta postagem do blog, vamos nos aprofundar no mundo das máquinas de corte a laser, explorando suas vantagens e os principais fabricantes que dominam...
Você já se perguntou como os lasers podem cortar o aço com extrema precisão? Neste artigo, desvendamos os segredos por trás do corte a laser. Dos modos do laser aos ajustes do bocal, descubra como cada...
Você já se perguntou como é obtida a precisão no corte a laser? Este artigo explora os fatores cruciais que influenciam a qualidade do corte a laser, como a condição do bocal, a posição do foco e a pressão do gás auxiliar. Por...
Você já se perguntou por que uma simples lente pode ser o diferencial em uma operação de corte a laser? Este artigo revela o papel fundamental das lentes de proteção de alta qualidade nos cabeçotes de corte a laser. Você aprenderá...
Você já se perguntou como a tecnologia moderna está revolucionando o setor de fabricação de metais? Nesta postagem do blog, exploraremos o impacto revolucionário das máquinas de corte a laser de tubos. Descubra como essas máquinas...
Você já se perguntou por que as chapas de metal cortadas a laser às vezes não atingem a perfeição? Este artigo aborda problemas comuns de corte a laser, como rebarbas em peças de trabalho e cortes incompletos, e oferece soluções práticas. Por...
Você já se perguntou como um feixe de laser potente pode cortar o metal como uma faca quente na manteiga? Nesta fascinante postagem do blog, exploraremos o funcionamento interno do...
No mundo em rápida evolução do corte de metais, há uma batalha entre o laser e o plasma. À medida que a tecnologia avança, o cenário muda, desafiando suposições de longa data. Junte-se a nós para explorarmos o...