Explorando a texturização a laser: Sua influência na brasagem de alumínio/titânio
Como uma simples técnica a laser pode transformar a soldagem de alumínio e titânio? Este artigo analisa o uso inovador da texturização a laser para melhorar a ligação entre esses metais. Ao alterar a microestrutura das superfícies de titânio, os pesquisadores melhoraram a qualidade da solda, aumentaram a resistência da junta e reduziram o crescimento de compostos frágeis. Descubra como esse avanço pode revolucionar os setores que dependem de juntas metálicas fortes e leves.
Para resolver o problema do desempenho ruim da junta causado pela camada de composto frágil na interface alumínio/titânio, foram usados lasers de nanossegundos para tratar a superfície das ligas de titânio por meio de tratamento linear e de rede, o que altera a micromorfologia da superfície. Em seguida, foi realizada a brasagem a laser da liga de alumínio 6061 e da liga de titânio TC4.
O estudo mostrou que a capacidade de espalhamento do metal de adição melhora significativamente com a diminuição do espaçamento entre os pontos. O tratamento de texturização da superfície a laser pode melhorar efetivamente o formato da superfície da solda, e o tratamento de treliça foi mais eficaz do que o tratamento linear.
O tratamento de texturização tem um impacto menor sobre os tipos de compostos interfaciais, que são compostos frágeis de Ti-Al, afetando principalmente a direção de crescimento e a morfologia dos compostos nos buracos. Após o tratamento de matriz de pontos, a carga de tração do laser de alumínio/titânio junta soldada aumentou de 5% para 21%.
O fosso, resultante do tratamento de texturização, bloqueou efetivamente a propagação da trinca, enquanto o tratamento linear teve um efeito insignificante sobre as propriedades das juntas de alumínio/titânio.
O estudo destaca a necessidade de melhorar o efeito de umedecimento da solda derretida e, ao mesmo tempo, garantir o umedecimento de metais diferentes e melhorar as propriedades mecânicas das juntas. Esse será o foco principal da próxima etapa da pesquisa.
Prefácio
A estrutura composta de alumínio/titânio apresenta alta resistência específica, excelente resistência à corrosão, benefícios econômicos e de economia de energia e facilidade de processamento. Como resultado, ela tem um potencial significativo para aplicação em uma ampla gama de setores, incluindo aeroespacial, construção naval e fabricação de automóveis.
A Airbus, por exemplo, emprega uma estrutura de placa de titânio e nervuras de alumínio para o trilho de guia do assento e solda lâminas de liga de alumínio para liga de titânio para fabricar radiadores para a sala de máquinas. No setor automotivo, a Alemanha desenvolveu um sistema de escapamento composto de alumínio/titânio que é 40% mais leve do que os sistemas de escapamento de aço tradicionais.
A estrutura de materiais dissimilares de alumínio/titânio atende às rigorosas exigências do setor moderno em termos de conservação de energia, redução de emissões e retenção de desempenho. Consequentemente, a tecnologia de conexão entre os dois tem atraído muita atenção.
No entanto, as propriedades físicas e químicas da liga de alumínio e da liga de titânio são bastante diferentes, dificultando o controle da espessura do composto frágil durante a soldagem, o que representa um desafio para a conexão confiável entre os dois materiais. Essa limitação tem dificultado a aplicação de componentes compostos de liga de alumínio e liga de titânio.
O rápido desenvolvimento de soldagem a laser A tecnologia de fusão a laser levou ao seu uso generalizado na indústria moderna. A brasagem por fusão a laser possibilitou o controle preciso da entrada de calor e a regulação eficaz dos compostos da interface, tornando-a uma opção atraente para a conexão de placas de alumínio e titânio.
Como as propriedades mecânicas das juntas de metais diferentes entre alumínio e titânio e o efeito de umedecimento e espalhamento das soldas estão relacionados aos compostos da interface, os pesquisadores realizaram uma extensa pesquisa para melhorar essas propriedades adicionando elementos de liga e regulando a entrada de calor.
Por um lado, a molhabilidade do metal de solda influencia significativamente o desempenho da junta. Por exemplo, Cui Qinglong descobriu que, ajustando os parâmetros de soldagem ao soldar a liga de titânio TC4 e a liga de alumínio 5A06, a molhabilidade ideal do metal de adição pode melhorar significativamente a resistência à tração das juntas de metal dissimilar de alumínio/titânio.
Por outro lado, o tipo, a morfologia e a distribuição dos compostos interfaciais desempenham um papel decisivo nas propriedades mecânicas das juntas. Entretanto, o controle da estrutura da interface usando métodos convencionais pode ser muito desafiador.
Neste estudo, a texturização da superfície a laser foi usada para tratar placas de titânio. Ao melhorar a molhabilidade do metal de enchimento na superfície do titânio e regular a morfologia e a distribuição da camada de reação da interface, a qualidade da conexão de metais dissimilares de alumínio/titânio foi aprimorada, resultando em juntas com boas propriedades mecânicas.
O estudo revelou a influência da texturização a laser na forma da solda, nas propriedades mecânicas e na microestrutura da interface da brasagem por fusão a laser de alumínio/titânio.
1. Materiais e métodos de teste
Os corpos de prova são compostos por placas de liga de titânio TC4 e de liga de alumínio 6061, ambas medindo 100 mm x 50 mm x 1,5 mm.
O Liga de alumínio 6061 está em um estado laminado, e sua composição química é apresentada na Tabela 1, enquanto a composição da liga de titânio TC4 está disponível na Tabela 2.
Para o arame de enchimento, foi escolhido o arame de solda de silicone e alumínio ER4043 (AlSi5) com 1,2 mm de diâmetro. Consulte a Tabela 3 para conhecer sua composição química.
Tabela 1 Composições químicas de 6061(wt.%)
Al
Ti
Mg
Si
Fe
Cu
Rem.
0.15
0.80-1.20
0.40-0.80
0.70
0.15-0.40
Tabela 2 Composições químicas do TC4 (wt.%)
Ti
Al
V
Fe
C
N
H
O
Rem.
5.50-6.80
3.50-4.50
0.30
0.10
0.05
0.01
0.20
Tabela 3 Composições químicas do ER4043 (wt.%)
Al
Si
Fe
Cu
Ti
Zn
Mg
Mn
Rem.
5.00
0.80
0.30
0.20
0.10
0.05
0.05
Antes da soldagem, use um método de limpeza química para remover a película de óxido da superfície do placa de alumínio. Utilize uma solução aquosa de NaOH de 6% a 10% a 40°C a 60°C por aproximadamente 7 minutos para limpeza alcalina.
Em seguida, mergulhe a peça de teste no 30% HNO3 por aproximadamente 3 minutos para neutralizá-la e submetê-la a um tratamento fotoquímico, removendo qualquer cinza ou cinza preta suspensa na superfície. Para limpar a placa de titânio, use uma solução de HCl-HF (3:1).
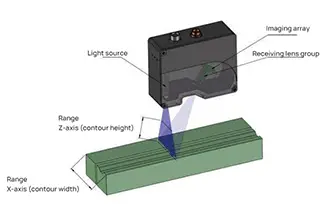
Para o teste de soldagem, utilizamos o laser de fibra IPG YLS-6000, e a plataforma de teste é exibida na Figura 1a. Com base em pesquisas anteriores, os parâmetros de teste são definidos da seguinte forma: potência do laser de 2000 W, quantidade de desfocagem de +20 mm, velocidade de soldagem de 0,5 m/min, velocidade de alimentação de arame de 5 m/min e vazão de gás de proteção (99,9% Ar) de 10 L/min.
A Figura 1b ilustra o laser de alumínio/titânio processo de brasagem usando o método de emissão de luz contínua.
O metal base foi coberto com uma placa de titânio na parte superior e uma placa de alumínio na parte inferior, com um lapidação largura de 5 mm.
Dois grupos de materiais de base de liga de titânio foram tratados com laser de baixa potência, sendo que um grupo foi submetido à texturização de matriz de pontos e o outro à texturização linear.
Para a texturização da matriz de pontos, o espaçamento dos pontos foi variado com valores de 0,8 mm, 1,0 mm e 1,2 mm. Por outro lado, para a texturização linear, o espaçamento linear foi variado com valores de 0,2 mm, 0,4 mm e 0,6 mm. A direção do processamento linear foi paralela à direção da soldagem.
Fig.1 Equipamento de solda-brasagem a laser e esquema de Al/Ti
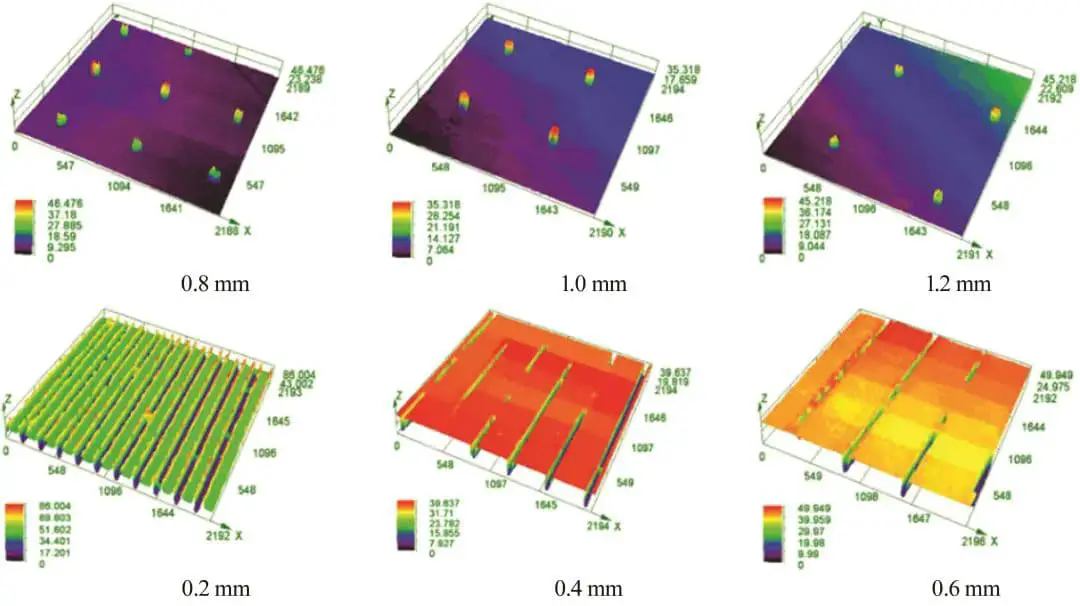
Após o tratamento, formam-se ranhuras e cavidades regulares na superfície da placa de titânio, conforme ilustrado na Fig. 2. A Fig. 3 ilustra a morfologia tridimensional dos buracos e sulcos observados no microscópio de ultraprofundidade de campo. 、
Conforme mostrado na Fig. 3, o número de buracos e ranhuras gerados por unidade de área varia sob diferentes espaçamentos entre pontos e linhas. No entanto, a profundidade e o diâmetro (largura) dos buracos e sulcos permanecem constantes. Isso indica que, quanto menor for o espaçamento, maior será o aumento da área de superfície da placa de titânio.
Fig.2 Texturização a laser da superfície da liga de titânio
Fig.3 Morfologia 3D da superfície texturizada a laser da liga de titânio
Após a soldagem, corte-a perpendicularmente à solda e processe-a em uma amostra de tração medindo 50 mm x 10 mm para o teste de propriedade mecânica da junta.
Para garantir resultados de teste precisos, calços devem ser adicionados às duas extremidades das placas de alumínio e titânio durante o teste para evitar torque ou deflexão durante o processo de tração.
As amostras metalográficas devem ser polidas e a microestrutura da solda deve ser caracterizada usando um microscópio óptico (OM), um microscópio eletrônico de varredura (SEM) e um espectrômetro de dispersão de energia (EDS).
2. Resultados e análise dos testes
2.1 Efeito de diferentes métodos de texturização na formação da solda
A rugosidade do substrato de liga de titânio aumenta com o menor espaçamento de rede na texturização a laser. Isso, por sua vez, aumenta a capilaridade, o que promove a propagação do metal de solda.
A Figura 4 ilustra a morfologia macroscópica da solda de brasagem a laser de alumínio/titânio sob diferentes espaçamentos de rede. Há uma diferença significativa na formação da solda entre os diferentes grupos experimentais.
Sem texturização, o metal de adição para brasagem não se espalha bem, resultando em má formação da solda. O metal de solda não é molhado durante a solidificação, formando um grande ângulo de molhagem e um efeito de espalhamento ruim.
No entanto, após o tratamento de texturização, a formação da solda é significativamente melhorada, resultando em um bom efeito de umedecimento e espalhamento, levando à formação contínua e estável da solda.
A Figura 4e exibe os resultados estatísticos do ângulo de umedecimento e da largura de espalhamento do metal de adição sob diferentes espaçamentos de rede. À medida que o espaçamento entre os pontos diminui, o ângulo de umedecimento diminui gradualmente e o efeito de espalhamento do metal de solda melhora.
O efeito de melhoria é mais significativo com um espaçamento menor entre os pontos. Isso se deve principalmente ao efeito capilar da rede, que promove a propagação da solda derretida, resultando em uma melhor formação da solda.
Fig.4 Aparência da solda da junta Al/Ti produzida com diferentes espaçamentos entre pontos
A Figura 5 exibe a macro morfologia da solda de brasagem a laser de alumínio/titânio em diferentes intervalos lineares.
Os valores correspondentes do ângulo de umedecimento da solda e da largura de espalhamento da solda em diferentes espaçamentos de linha reta são apresentados na Figura 5e.
À medida que o espaçamento da linha reta diminui, o ângulo de umedecimento permanece relativamente inalterado, enquanto a capacidade de espalhamento da solda aumenta ligeiramente. No entanto, o efeito de aprimoramento da capacidade de espalhamento da solda é mais fraco do que o do processamento da rede.
Isso implica que a barreira de energia criada pela ranhura tratada com linhas retas é maior do que a do processamento de treliça. Como resultado, ela dificulta o movimento do metal de solda fundido. Além disso, a borda da ranhura tem um efeito de fixação na linha trifásica, inibindo assim o espalhamento adicional do metal fundido.
Fig.5 Aparência da solda da junta Al/Ti produzida com diferentes espaçamentos lineares
2.2 Efeito de diferentes métodos de texturização nas propriedades de tração
Os resultados dos testes de propriedades de tração das juntas sob diferentes modos de texturização são apresentados na Fig. 6, todos com ruptura na interface.
A carga de tração da junta sem tratamento de texturização foi de 2345N.
O tratamento de matriz de pontos melhorou o desempenho da junta em 5% a 21%, enquanto o desempenho da junta de alumínio/titânio não foi afetado pelo tratamento linear.
A análise revela que o tratamento de matriz de pontos resultou em um ângulo de contato menor do junta soldadamaior largura de solda e maior efeito de mordida mecânica, levando a uma melhoria significativa na resistência à tração da amostra de tratamento de matriz de pontos.
No entanto, o tratamento linear tornou mais difícil espalhar o metal de adição fundido, resultando em uma diferença insignificante no efeito de espalhamento e nas propriedades de tração.
Fig. 6 Resultados do teste de tração nas juntas
2.3 Efeito de diferentes métodos de texturização na estrutura da interface
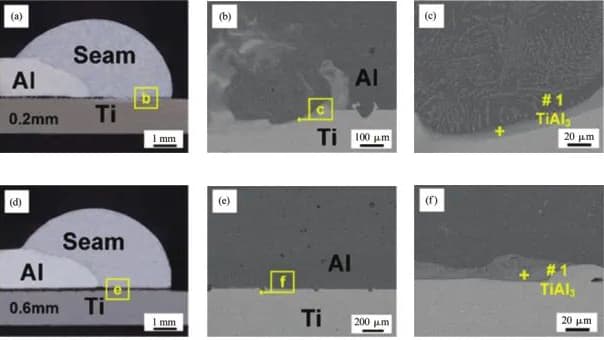
As características da microestrutura da interface da junta soldada por fusão após o tratamento de texturização da matriz de pontos são apresentadas na Fig. 7.
A microestrutura das juntas após o tratamento com matriz de pontos é semelhante à das juntas não tratadas, já que o tratamento com pontos é mínimo e a maior parte da morfologia da seção transversal não apresenta buracos de tratamento com pontos.
De acordo com a pesquisa bibliográfica, a camada de composto de interface gerada na interface após o tratamento de texturização não exibe mais uma distribuição suave nas cavidades e ranhuras. Em vez disso, ela é distribuída em um padrão em ziguezague ao longo da interface.
Esse padrão aumenta a área de conexão efetiva da interface e, ao mesmo tempo, melhora o mosaicismo mecânico, levando a propriedades mecânicas aprimoradas da junta.
No entanto, devido ao grande gradiente de temperatura causado pelo aquecimento local do laser, as microestruturas do dedo do pé da solda b e da zona de irradiação média c são diferentes.
A Fig. 7d ilustra que a espessura da camada de reação na área da ponta da solda é fina, e os resultados da varredura de linha mostram um enriquecimento do elemento Si, que pode ser especulado como sendo a fase Ti Al Si.
Por outro lado, a espessura da camada de reação na zona de irradiação do meio é de cerca de 30 μm, e os resultados da varredura indicam que se trata de uma fase TiAl frágil com 55,69% Al, 44,22% Ti e 0,08% Mg.
Fig.7 Microestrutura da interface da junta Al/Ti com texturização de matriz de pontos
As características da estrutura da interface das juntas soldadas por fusão com tratamento linear estão representadas na Fig. 8.
Quando o laser atua sobre a junta, o metal de enchimento derrete e preenche as ranhuras da placa de titânio por ação capilar e por sua própria fluidez.
Verificou-se que os compostos foram formados nas cavidades tratadas com linha reta perto da extremidade da solda na zona b e na zona de irradiação a laser e. Sua direção de crescimento era inconsistente com a direção da matriz (veja a Fig. 8c), o que poderia desempenhar um papel na inibição do crescimento da trinca.
O tecido na área diretamente irradiada pelo laser é mais espesso.
Os resultados do espectro de energia indicam que o ponto b contém 60,93% de Al, 38,73% de Ti e 0,33% de Mg, enquanto o ponto e contém 4,16% de Al, 25,19% de Ti e 0,65% de Mg.
Conclui-se que o composto intermetálico frágil é a fase TiAl3, e o composto frágil interfacial contínuo pode ser a fonte da falha da interface.
Fig.8 Microestrutura da interface da junta Al/Ti com processamento de texturização linear
Após analisar os resultados da observação da microestrutura acima, fica evidente que a matriz de pontos e a texturização linear têm um efeito mínimo sobre a morfologia da interface. Além disso, a interface gera produtos de reação contínuos.
Devido à alta fragilidade do composto da interface, uma interface não tratada pode se tornar uma fonte de rachaduras. Essas rachaduras podem continuar a se expandir para a camada plana e frágil do composto, levando, por fim, à fratura da junta.
Embora a camada de composto de interface também produza rachaduras após a texturização, o metal base e o composto de interface serão serrilhados. Como resultado, quando as microfissuras se estenderem até a borda serrilhada, elas serão bloqueadas, inibindo a expansão da fissura e evitando a fratura frágil da junta.
Em resumo, a formação da interface serrilhada da texturização a laser reduz as chances de propagação de rachaduras em grande escala na camada de composto frágil, melhorando assim as propriedades mecânicas da junta.
A morfologia SEM da superfície da fratura de alumínio/titânio sob tratamento de matriz de pontos é mostrada na Figura 9.
É possível observar que parte do metal de solda na fratura, especialmente os amassados após o tratamento de texturização, aderiu ao substrato de titânio durante o alongamento, resultando em "saliências" regulares na superfície, conforme mostrado na Figura 9a. Isso indica que o tratamento de rede melhorou efetivamente a adesão da junta.
A análise do espectro de energia identificou que a adesão da cratera é o metal de solda formado após a fusão da solda (#1: teor de Al 98,39%, teor de Ti 0,46%, teor de Mg 1,15%). Além disso, a cavidade do substrato de titânio é cercada por compostos de Ti-Al (#2: 38,56% Al, 60,32% Ti, 1,12% Mg), conforme mostrado na Figura 9d.
Essas descobertas indicam que, quando ocorre uma fratura, a trinca na interface não passa pela interface do fosso, mas, em vez disso, corta o metal de solda no fosso. Isso sugere que o fosso bloqueia efetivamente o crescimento da trinca e melhora o desempenho da junta.
Esses resultados fornecem percepções valiosas para pesquisas futuras.
Fig.9 Morfologia da superfície de fratura da junta com texturização de pontos
A Figura 10 mostra a morfologia SEM da superfície de fratura do alumínio/titânio após o tratamento linear.
Conforme observado nas Figuras 10b e 10d, após o tratamento de texturização linear, parte do metal de solda permanece no substrato de titânio na superfície de fratura da junta.
A análise do espectro de energia revela que o metal no poço é metal de enchimento (#1: Teor de Al 69,19%, teor de Ti 1,68%, teor de Mg 0,94%, teor de Si 21,52%), que é cercado por produtos da reação Ti-Al (#2: teor de Al 33,28%, teor de Ti 55,18%, teor de Mg 1,81%).
Assim, as ranhuras criadas pelo tratamento linear desempenham um papel fundamental na prevenção da propagação de trincas na interface.
No entanto, as propriedades mecânicas da junta não melhoraram significativamente devido ao umedecimento e espalhamento limitados da solda derretida.
Fig.10 Morfologia da superfície de fratura da junta com texturização de linha
Em resumo, diferentes métodos de texturização podem ter efeitos variados sobre a molhabilidade do metal de solda, as propriedades mecânicas e a microestrutura das juntas.
Depois de passar pelo tratamento de texturização de matriz de pontos, o metal de adição pode fluir para as cavidades e ranhuras durante a soldagem. Isso se deve ao efeito capilar, que facilita a propagação do metal de adição na superfície do titânio, resultando em propriedades mecânicas aprimoradas.
Por outro lado, o tratamento de texturização linear não tem um efeito significativo no espalhamento da solda. As ranhuras paralelas à solda geram uma barreira de energia que impede o espalhamento adicional da solda derretida.
No entanto, ambos os métodos de texturização podem aumentar a área de conexão da interface, e o composto da interface se tornará serrilhado, o que pode inibir a propagação de rachaduras em larga escala.
Deve-se observar que o tratamento de texturização linear não tem um efeito significativo na melhoria da área de espalhamento do metal de adição e das propriedades mecânicas.
3. Conclusão
(1) A texturização da superfície a laser pode melhorar significativamente a formação das superfícies de solda.
Após o tratamento com matriz de pontos, o ângulo de umedecimento diminuiu de 98° para um mínimo de 62°. A melhor molhabilidade da solda, devido à capilaridade, resultou em uma diminuição no ângulo de molhabilidade do metal de solda e em um aumento na largura de espalhamento da solda.
O tratamento de matriz de pontos é mais eficaz do que o tratamento de texturização linear para melhorar a molhabilidade da solda, e a melhoria é mais significativa com um espaçamento menor entre os pontos.
(2) O tratamento de texturização da matriz pode melhorar significativamente as propriedades de tração da junta, aumentando a carga de tração em 21% em comparação com a de uma junta não tratada.
O tratamento de texturização da matriz melhora a molhabilidade da solda e aumenta a área efetiva da junta, enquanto os buracos formados na rede bloqueiam a propagação de trincas.
Embora o tratamento de texturização linear também possa evitar rachaduras, ele não melhora significativamente a molhabilidade e a propagação da junta, o que não leva a uma melhoria significativa no desempenho da junta.
(3) Os tratamentos de texturização têm pouco efeito sobre o tipo de interface intermetálica, que são todos compostos frágeis de Ti-Al. Os intermetálicos frágeis contínuos na interface formam uma fonte de rachaduras.
No entanto, o tratamento de texturização aumenta a área de conexão efetiva da interface e altera a morfologia do composto da interface. A orientação de crescimento do composto formado pelo tratamento de texturização é diferente daquela do composto contínuo sem tratamento do substrato. A camada de composto muda de uma distribuição reta para uma distribuição em ziguezague, o que inibe a expansão de rachaduras, reduzindo a possibilidade de crescimento de rachaduras em grande escala no composto da interface.
(4) A pesquisa a seguir se concentra em como melhorar ainda mais o efeito de umedecimento da solda derretida, sob a premissa de texturização, para aprimorar as propriedades mecânicas das juntas e garantir o umedecimento de metais diferentes.
Como fundador do MachineMFG, dediquei mais de uma década de minha carreira ao setor de metalurgia. Minha vasta experiência permitiu que eu me tornasse um especialista nas áreas de fabricação de chapas metálicas, usinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou sempre pensando, lendo e escrevendo sobre esses assuntos, esforçando-me constantemente para permanecer na vanguarda do meu campo. Permita que meu conhecimento e experiência sejam um trunfo para sua empresa.
Imagine aproveitar o poder da luz para restaurar as superfícies metálicas à sua beleza original. A limpeza a laser está revolucionando a fabricação, oferecendo uma alternativa precisa e ecologicamente correta aos métodos tradicionais. Neste artigo,...
Imagine medir distâncias com precisão exata sem nunca tocar no objeto. Os sensores de deslocamento a laser fazem exatamente isso, usando a tecnologia a laser para capturar medições precisas de posição, deslocamento e muito mais. Em...
Você está em dúvida sobre a escolha entre lasers de fibra e lasers de estado sólido para seu próximo projeto? Este artigo explora as principais diferenças em suas aplicações, precisão e desempenho. Ao compreender essas...
Você já se perguntou quem lidera o setor de máquinas de marcação a laser na China? Este artigo explora os dez principais fabricantes que se destacam em inovação e confiabilidade. Desde a National Bowlder Technology até...
O que torna um laser melhor do que outro para tarefas específicas? Seja no corte de metal ou na marcação precisa de componentes, a escolha do laser pode afetar drasticamente a eficiência e a qualidade. Este artigo...
Imagine um tratamento que possa aumentar a durabilidade do metal com precisão exata, distorção mínima e sem adicionar materiais extras. O tratamento térmico a laser faz exatamente isso, usando lasers de alta intensidade para endurecer...
Você já pensou em como os lasers revolucionam a fabricação? Do corte de precisão à prototipagem rápida, a tecnologia a laser transformou os processos industriais, tornando-os mais rápidos, mais limpos e mais eficientes. Neste artigo,...
O que é alta reflexão? A alta reflexão no processamento a laser refere-se ao fenômeno em que determinados materiais apresentam baixa absorção e alta refletividade da energia do laser, principalmente no espectro do infravermelho próximo....
Você já se perguntou como os lasers podem cortar materiais com tanta precisão? Este artigo explora o fascinante mundo dos lasers de nanossegundos, picossegundos e femtossegundos. Você aprenderá como esses lasers...