Curioso sobre o futuro da manufatura? A soldagem a laser está revolucionando o setor com sua precisão, versatilidade e eficiência. Nesta postagem do blog, vamos nos aprofundar no mundo da soldagem a laser, explorando seus principais recursos, classificações e princípios de funcionamento. Junte-se a nós para desvendar os segredos por trás dessa tecnologia de ponta e descobrir como ela está transformando a maneira como criamos e construímos. Prepare-se para se surpreender com o poder da luz!
A soldagem a laser é um processo avançado de soldagem por fusão que utiliza um feixe de laser de alta energia como fonte primária de calor para derreter e unir materiais na interface da solda. Essa técnica emprega energia concentrada de fótons para criar uma solda estreita e profunda com uma zona afetada pelo calor (HAZ) mínima.
Nesse método de soldagem sem contato, o feixe de laser focalizado gera aquecimento localizado sem aplicar pressão mecânica. Para proteger a poça de fusão da contaminação atmosférica e garantir a qualidade da solda, é usado um gás de proteção inerte, geralmente argônio ou hélio. Para aplicações específicas, podem ser introduzidos metais de enchimento para melhorar as propriedades da junta ou compensar as lacunas de ajuste.
Uma das principais vantagens da soldagem a laser é sua excepcional precisão no fornecimento e controle de energia. A capacidade de manipular parâmetros como densidade de potência, duração do pulso e tamanho do ponto focal permite uma precisão inigualável na entrada de calor. Isso torna a soldagem a laser particularmente adequada para unir microcomponentes intrincados e estruturas de paredes finas em setores como o eletrônico, o de dispositivos médicos e o aeroespacial.
Além disso, a soldagem a laser demonstra uma versatilidade notável em termos de compatibilidade de materiais. Ela pode unir com eficiência um amplo espectro de metais e ligas, inclusive aqueles tradicionalmente considerados desafiadores ou diferentes. Essa capacidade se estende a aços de alta resistência, ligas de alumínio, titânio e até mesmo a alguns materiais exóticos. A flexibilidade do processo, combinada com seu potencial de automação em alta velocidade, torna-o cada vez mais valioso em ambientes de fabricação modernos, nos quais a eficiência e a qualidade são fundamentais.
Recursos da soldagem a laser
A tecnologia de soldagem a laser revolucionou os processos de união em todos os setores, impulsionada pelos avanços na pesquisa e no desenvolvimento de lasers de alta potência. Suas características distintivas incluem:
Qualidade de solda superior: A soldagem a laser alcança uma penetração profunda com uma alta relação entre profundidade e largura, resultando em uma zona afetada pelo calor (HAZ) mínima e distorção insignificante. Isso produz soldas de alta precisão com espaço quase zero, mantendo a precisão dimensional dos componentes.
Parâmetros de processo versáteis: A tecnologia oferece flexibilidade em ambientes de soldagem, desde a temperatura ambiente até condições especializadas. Ela pode ser aplicada a uma ampla variedade de materiais, inclusive ligas refratárias como o titânio, devido à sua alta densidade de potência e fornecimento de energia concentrada.
Recursos de alta velocidade: A densidade de energia excepcional permite velocidades de soldagem rápidas, aumentando significativamente a produtividade nos processos de fabricação. Isso torna a soldagem a laser particularmente adequada para linhas de produção de alto volume.
Processo sem contato: Ao contrário dos métodos de soldagem tradicionais, a soldagem a laser elimina o desgaste do eletrodo ou da ferramenta, reduzindo os custos de manutenção e melhorando a consistência do processo ao longo do tempo.
Benefícios ambientais: O processo gera o mínimo de fumaça e nenhum respingo, contribuindo para um ambiente de trabalho mais limpo e reduzindo a necessidade de operações de limpeza pós-soldagem.
Acessibilidade aprimorada: Os feixes de laser podem ser direcionados a áreas de difícil acesso e a vários locais simultaneamente ou de forma compartilhada por meio de sistemas de fornecimento de fibra óptica. Esse recurso amplia as possibilidades de soldagem em geometrias complexas e espaços confinados.
Controle preciso: O fácil ajuste dos parâmetros de saída do laser, como a distância focal e o tamanho do ponto, permite o ajuste fino do processo de soldagem para otimizar os resultados de diferentes materiais e configurações de juntas.
Amigável à automação: Os sistemas de soldagem a laser se integram perfeitamente aos sistemas robóticos e às linhas de produção automatizadas, facilitando a implementação do Industry 4.0 e melhorando a eficiência geral da fabricação.
Mínimo aporte térmico: A entrada de calor localizada da soldagem a laser minimiza a distorção térmica e as tensões residuais nos componentes soldados, preservando as propriedades do material e reduzindo a necessidade de tratamento térmico pós-soldagem.
União de vários materiais: As técnicas avançadas de soldagem a laser permitem a união de materiais diferentes, abrindo novas possibilidades no design leve e na otimização de materiais para vários setores.
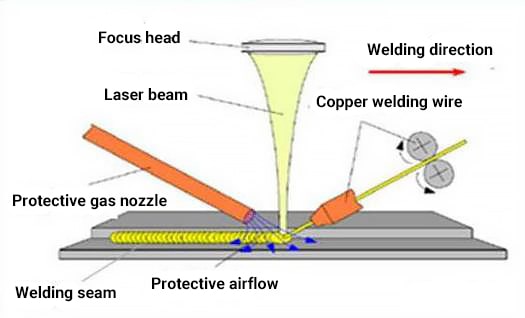
O feixe de laser é usado como fonte de calor, e o feixe focalizado é direcionado para a superfície do fio de enchimento. O fio é continuamente aquecido pela energia do feixe, fazendo com que ele derreta e forme um metal líquido de alta temperatura.
Esse metal líquido se infiltra na junta das peças a serem soldadas e, com condições externas adequadas, forma-se uma boa ligação metalúrgica entre a peça de trabalho e o arame de enchimento.
A aplicação do laser brasagem A soldagem não apenas aprimora a aparência do produto e melhora a vedação, mas também melhora muito a resistência da área soldada e o desempenho geral de segurança do veículo.
É importante observar que a união entre as peças de trabalho é obtida por meio de brasagem o metal derretido, e o material de base não deve passar por uma fusão a laser severa.
Diâmetro pequeno do ponto focal, o que leva a uma capacidade de ponte deficiente da costura de solda
Baixa eficiência de conversão de energia do laser
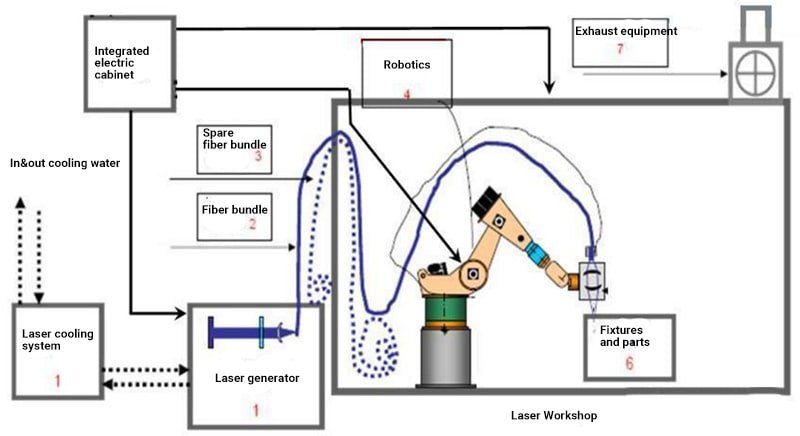
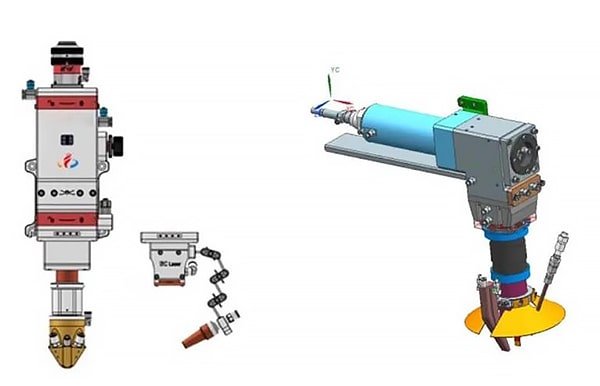
O sistema de brasagem a laser consiste em componentes como o gerador de laser e o sistema de resfriamento, cabeçote de brasagem a laser, mecanismo de alimentação de arame, robô, dispositivo de fixação, sistema de remoção de poeira, sistema de controle, etc.
O gerador de laser e o sistema de resfriamento
O gerador de laser é o dispositivo que gera a luz do laser e é a principal fonte de energia do sistema de brasagem a laser.
Cabeçote de brasagem a laser
Ele é composto principalmente de vários componentes, incluindo um módulo de colimação, módulo de controle, módulo de foco, módulo de rastreamento de costura de solda, módulo de cortina de ar, entre outros.
Sistema de alimentação de arame
O sistema de alimentação de arame é responsável por manter uma alimentação de arame estável durante a soldagem.
Um mecanismo de alimentação de arame push-pull é utilizado para garantir o alinhamento adequado do arame e a velocidade consistente de alimentação do arame. Se for necessário pré-aquecimento, uma fonte de alimentação de arame quente é adicionada.
Robótica
O sistema de movimento, que facilita o movimento da trajetória de soldagem, também comporta o cabeçote de brasagem a laser e os dispositivos que o acompanham, bem como os circuitos de água e gás.
O robô é responsável por executar o processo de soldagem e se comunicar com o sistema de automação para acessar os parâmetros do processo de soldagem armazenados no sistema.
Sistema de controle
O gabinete de processo autônomo controla o tempo do robô, do laser, do cabeçote de brasagem, do alimentador de arame e do sistema de pré-aquecimento por meio do barramento industrial para concluir o processo de soldagem. O PLC da linha de produção principal troca sinais com o robô por meio do barramento industrial.
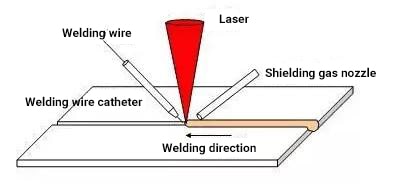
2. Soldagem por fusão a laser
A soldagem por fusão a laser é uma técnica de soldagem que usa um feixe de laser como fonte de calor para derreter o material de base no canto de duas peças de chapa, e o fio de solda é derretido para preencher o canto, resultando em um metal líquido. Após o resfriamento, uma forte ligação é estabelecida. O processo está representado na Figura 2.
A soldagem por fusão a laser pode ser dividida em vários tipos, incluindo soldagem por penetraçãoA soldagem por fusão a laser sem enchimento de arame e a soldagem por fusão a laser com enchimento de arame. Esses métodos são comumente usados na soldagem de tetos e pisos de automóveis.
3. Soldagem remota a laser
Laser soldagem remota envolve o uso de um cabeçote de varredura de espelho oscilante no sexto eixo do robô para obter o movimento do feixe de laser por meio da reflexão da lente, sem a necessidade de acompanhamento do braço do robô.
Isso torna o sistema altamente flexível e eficiente, com a capacidade de substituir de 6 a 9 conjuntos de máquinas de solda a ponto robóticas comuns.
Um dos principais benefícios da soldagem remota a laser é o aumento da produtividade. O movimento rápido da lente do cabeçote de escaneamento resulta em uma redução drástica no tempo de posicionamento do robô, reduzindo significativamente o tempo de fabricação.
Em comparação com uma velocidade média de 0,5 junta por segundo para resistência soldagem por pontosA velocidade de soldagem remota a laser é de 3 a 4 juntas por segundo, o que permite a utilização total do feixe de laser.
Em testes de produção em massa, descobriu-se que a soldagem remota a laser reduz o tempo em 80% em comparação com a soldagem convencional. soldagem por resistência.
Outro vantagem do laser A versatilidade do sistema de soldagem remota é a sua característica. A lente de escaneamento oferece alta flexibilidade, permitindo uma variedade de formatos de solda.
Em particular, uma costura de solda em forma de C tem uma velocidade de soldagem muito maior em comparação com uma costura de solda linear.
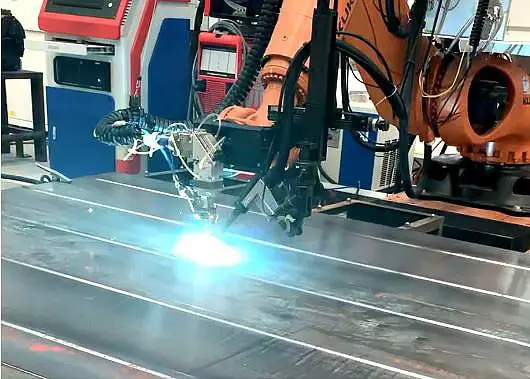
A soldagem remota a laser é usada principalmente no setor automotivo para subconjuntos de carroceria em branco. A Figura 3 mostra um exemplo de soldagem remota a laser real.
A distância entre os cabeçote do laser e a peça de trabalho é superior a 500 mm, o que aumenta a vida útil do vidro de proteção da lente.
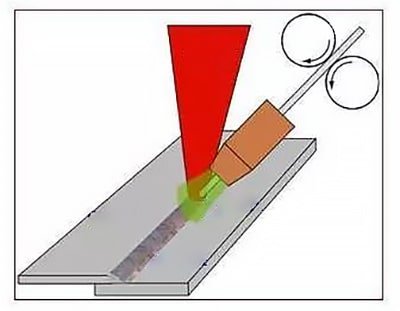
4. Soldagem de compostos a laser
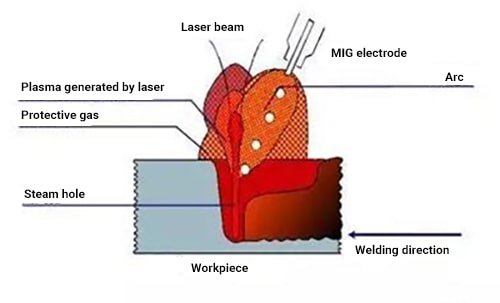
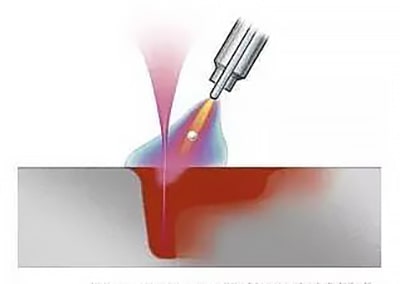
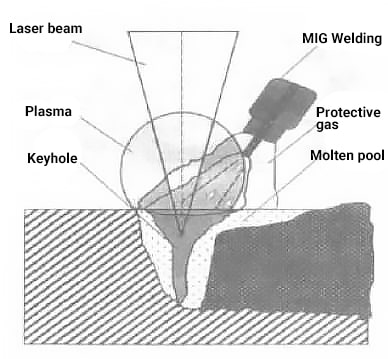
A soldagem composta a laser refere-se principalmente à combinação de laser e MIG soldagem a arco. O laser e o arco trabalham juntos nesse processo, conforme mostrado na Figura 4.
A soldagem composta a laser, que se refere à combinação de soldagem a laser e a arco MIG, é mais econômica em comparação com a soldagem a laser isolada.
O uso de um feixe de laser e de um arco elétrico em conjunto resulta em uma alta velocidade de soldagem, em um processo de soldagem estável e em alta eficiência térmica, além de permitir intervalos de soldagem maiores.
A menor poça de fusão da soldagem de compostos laser-MIG leva a uma menor entrada de calor, a uma pequena zona afetada pelo calor e à redução da distorção da peça de trabalho, resultando em menos trabalho de correção necessário após a soldagem. O efeito de união da soldagem de compostos a laser é mostrado na figura abaixo.
Princípio de funcionamento da soldagem a laser
A soldagem a laser pode ser realizada usando um feixe de laser contínuo ou pulsado, e o princípio da soldagem a laser pode ser dividido em soldagem por condução de calor e soldagem a laser. fusão profunda soldagem.
Para a soldagem por condução de calor, a densidade de potência é menor que 104 a 105 W/cm2resultando em uma profundidade de fusão rasa e baixa velocidade de soldagem.
Para a soldagem por fusão profunda a laser, a densidade de potência é maior que 105 a 107 W/cm2O método de soldagem por fusão profunda é caracterizado pela rápida velocidade de soldagem e pela grande relação profundidade/largura. Esse método é caracterizado por sua rápida velocidade de soldagem e grande relação entre profundidade e largura.
O princípio da soldagem a laser do tipo condução de calor envolve a radiação laser aquecendo a superfície a ser processada, e o calor da superfície se difunde internamente por condução de calor.
Os parâmetros do laser, como a largura, a energia, a potência de pico e a frequência de repetição do pulso do laser, são controlados para formar uma poça de fusão específica e provocar a fusão da peça de trabalho.
A soldagem por fusão profunda a laser é usada principalmente em máquinas de soldagem a laser para soldagem de engrenagens e soldagem de chapas metalúrgicas. Os princípios da soldagem por fusão profunda a laser serão destacados a seguir.
O princípio da soldagem por fusão profunda a laser
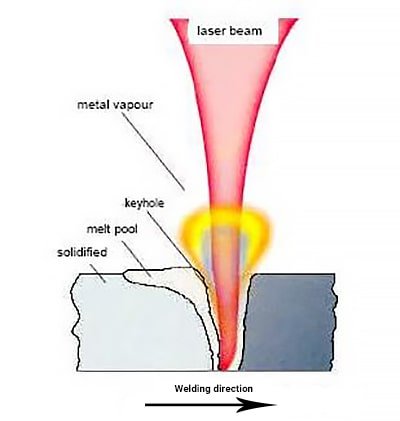
A soldagem por fusão profunda a laser utiliza um feixe de laser contínuo de alta potência para unir materiais por meio de um processo análogo ao da soldagem por feixe de elétrons. O núcleo dessa técnica gira em torno da formação e manutenção de uma estrutura de "buraco de fechadura", que facilita a transferência eficiente de energia e a fusão de materiais.
Quando o feixe de laser de alta intensidade incide sobre a peça de trabalho, ele aquece rapidamente o material além de seu ponto de vaporização, criando uma cavidade estreita e cheia de vapor conhecida como buraco de fechadura. Esse buraco de fechadura se comporta como um absorvedor de corpo negro quase perfeito, capturando aproximadamente 95% da energia do laser incidente. A temperatura dentro do buraco de fechadura pode exceder 25.000°C, ultrapassando em muito o ponto de fusão da maioria dos metais.
A dissipação de calor das paredes do buraco da fechadura induz a fusão do metal circundante, formando uma poça de fusão. O buraco da fechadura é sustentado por um equilíbrio delicado entre pressão de vapor, tensão superficial e forças hidrostáticas. A vaporização contínua do material na frente do buraco da fechadura, juntamente com o fluxo de metal fundido ao redor dele, cria um equilíbrio dinâmico.
Diferentemente dos métodos de soldagem convencionais ou da soldagem por condução a laser, em que a transferência de calor ocorre principalmente por meio da absorção e da condução da superfície, o mecanismo de buraco de fechadura permite a deposição direta de energia nas profundezas do material. Isso resulta em um perfil de solda característico, estreito e profundo, com relações de aspecto (profundidade/largura) que geralmente excedem 10:1.
À medida que o feixe de laser atravessa a peça de trabalho, o buraco da fechadura e a poça de fusão circundante se movem em conjunto. O material fundido flui ao redor do buraco da fechadura, preenchendo o vazio deixado em seu rastro. A rápida solidificação dessa poça de fusão forma o cordão de solda. A alta densidade de energia e o acoplamento eficiente permitem velocidades de soldagem de vários metros por minuto, com alguns sistemas avançados atingindo velocidades de até 10 m/min para materiais finos.
A dinâmica do buraco de fechadura influencia significativamente a qualidade da solda e a formação de defeitos. O controle adequado dos parâmetros do laser (potência, foco e velocidade de deslocamento) e do fluxo de gás de proteção é fundamental para manter a estabilidade do buraco de fechadura e evitar problemas como porosidade, respingos ou fusão incompleta.
Os recentes avanços na tecnologia de laser, incluindo o desenvolvimento de lasers de fibra e de disco de alto brilho, aprimoraram ainda mais os recursos da soldagem por fusão profunda a laser, permitindo uma penetração mais profunda, velocidades mais altas e melhor qualidade de solda em uma ampla variedade de materiais e espessuras.
Principais parâmetros do processo de soldagem por fusão profunda a laser
(1) Potência do laser
Na soldagem a laser, há uma densidade de energia limite abaixo da qual a profundidade da fusão é pequena e, acima dela, a profundidade da fusão aumenta drasticamente.
Para uma solda de fusão profunda estável, o plasma deve ser gerado, e isso ocorre somente quando o densidade de potência do laser na peça de trabalho excede o valor limite, que depende do material.
Se a potência do laser estiver abaixo desse limite, ocorrerá apenas a fusão da superfície da peça de trabalho e o processo de soldagem será do tipo de transferência de calor estável.
No entanto, se a densidade de potência do laser estiver próxima do limite para a formação de pequenos furos, tanto a soldagem por fusão profunda quanto a soldagem por condução se tornam instáveis, alternando-se e causando grandes flutuações na profundidade da fusão.
Na soldagem por fusão profunda a laser, a potência do laser determina a profundidade de penetração e a velocidade de soldagem.
A profundidade da fusão é diretamente proporcional à densidade de potência do feixe e depende da potência do feixe incidente e do ponto focal do feixe.
Para um diâmetro fixo do feixe de laser, a profundidade da fusão aumenta à medida que a potência do feixe aumenta.
(2) Feixe Focal Spot
O tamanho do ponto do feixe é um fator crítico na soldagem a laser, pois influencia a densidade de potência. A medição do tamanho do ponto do feixe é um desafio em aplicações de laser de alta potência, embora existam muitas técnicas de medição indireta disponíveis.
O limite de difração do tamanho do ponto focal do feixe pode ser calculado usando a teoria da difração da luz, mas os pontos reais são maiores do que os valores calculados devido às aberrações da lente de focalização.
O método de medição mais simples é o método de perfil isotérmico, que envolve a medição do ponto focal e do diâmetro da perfuração após a queima e a penetração de uma placa de polipropileno com uma folha grossa de papel.
Esse método requer o domínio do tamanho da potência do laser e a duração da ação do feixe por meio da prática.
(3) Valor de absorção do material
A absorção de um laser pelo material depende de vários fatores importantes propriedades do materialcomo a taxa de absorção, a refletividade, a condutividade térmica, a temperatura de fusão e a temperatura de evaporação.
Dessas propriedades, a taxa de absorção é a mais significativa. Os fatores que afetam a taxa de absorção de um material por um feixe de laser podem ser classificados em dois aspectos.
Em primeiro lugar, a resistividade do material tem uma relação proporcional com a raiz quadrada do coeficiente de resistividade, que, por sua vez, muda com a temperatura. Essa relação foi descoberta medindo-se a absorbância da superfície polida do material.
Em segundo lugar, a condição da superfície (ou acabamento) do material tem um impacto mais significativo sobre a absorção do feixe e, portanto, tem um efeito significativo sobre o resultado do processo de soldagem.
O comprimento de onda de saída de um laser de CO2 é normalmente de 10,6 μm. Não émateriais metálicos como cerâmica, vidro, borracha e plástico têm alta absorção em temperatura ambiente, enquanto os materiais metálicos têm baixa absorção até que ela aumente acentuadamente quando o material derrete ou vaporiza.
O uso de revestimento de superfície ou geração de superfície de um método de filme de óxido é eficaz para melhorar a absorção do feixe pelo material.
(4) Velocidade de soldagem
A velocidade de soldagem tem grande impacto sobre a profundidade da fusão. O aumento da velocidade resultará em uma profundidade de fusão mais rasa, mas se a velocidade for muito baixa, poderá levar à fusão excessiva do material e a peça de trabalho será soldada.
Uma potência específica do laser e a espessura do material têm uma faixa de velocidade de soldagem adequada, na qual a profundidade máxima de fusão pode ser alcançada com o valor de velocidade correspondente.
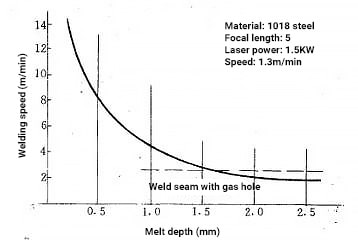
A figura abaixo ilustra a relação entre a velocidade de soldagem e a profundidade de fusão do aço 1018.
(5) Gás de proteção
Os processos de soldagem a laser geralmente usam gases inertes para proteger a poça de fusão durante o processo de soldagem.
Normalmente, hélio, argônio e nitrogênio são usados para evitar a oxidação da peça de trabalho.
O hélio, com sua alta energia de ionização, é o gás de proteção mais eficaz para a soldagem a laser, mas é mais caro.
O argônio é mais barato e mais denso, proporcionando melhor proteção, mas é suscetível à ionização do plasma metálico de alta temperatura, o que pode prejudicar a velocidade de soldagem, a profundidade da fusão e reduzir a potência efetiva do laser.
As soldas protegidas por argônio tendem a ter superfícies mais lisas em comparação com as protegidas por hélio.
O nitrogênio é o gás de proteção mais barato, mas não é adequado para a soldagem de certos tipos de aço inoxidável devido à absorção e à porosidade na zona de sobreposição.
Além de proteger a poça de fusão, os gases de proteção também protegem a lente de focalização contra contaminação e pulverização catódica causada por vapor de metal e gotículas fundidas, especialmente na soldagem a laser de alta potência.
Outra função do gás de proteção é dispersar o plasma produzido pela soldagem a laser de alta potência. À medida que o vapor de metal absorve o feixe de laser e se ioniza em uma nuvem de plasma, o gás de proteção que envolve o vapor de metal também é ionizado pelo calor.
Se houver muito plasma presente, o feixe de laser será parcialmente consumido, tornando a profundidade da fusão mais rasa e a superfície da poça de fusão mais larga.
A taxa de composição da complexação de elétrons pode ser reduzida com o aumento do número de colisões de três corpos entre íons de elétrons e átomos neutros. Átomos neutros mais leves têm uma frequência de colisão e uma taxa de composição mais altas.
Os gases de proteção com alta energia de ionização não aumentam a densidade de elétrons, pois não se ionizam.
Tabela Peso atômico (molecular) e energia de ionização de gases e metais comuns
Materiais
Ele
Ar
N
Al
Mg
Fe
Quantidade atômica (molecular).
4
40
28
27
24
56
Energia de ionização (eV)
24.46
15.68
14.5
5.96
7.61
7.83
Como visto na tabela, o tamanho da nuvem de plasma varia de acordo com o gás de proteção usado, com o hélio tendo o menor tamanho, seguido pelo nitrogênio, e o maior quando o argônio é usado.
Quanto maior for a nuvem de plasma, menor será a profundidade de fusão. Essa variação se deve aos diferentes níveis de ionização das moléculas de gás e à diferente difusão do vapor de metal causada pelas diferentes densidades dos gases de proteção.
O hélio é o menos ionizado e menos denso, o que faz com que ele disperse rapidamente o vapor metálico ascendente da poça de metal fundido.
Assim, o uso do hélio como gás de proteção resulta na supressão máxima do plasma, aumentando a profundidade da fusão e melhorando a velocidade de soldagem. Devido à sua massa leve, ele é menos propenso a causar porosidade.
Os efeitos da nuvem de plasma na profundidade da fusão são mais pronunciados nas zonas de baixa velocidade de soldagem, com a influência diminuindo à medida que a velocidade de soldagem aumenta.
O gás de proteção é fornecido à superfície da peça de trabalho por meio de um bocal a uma pressão específica.
O formato do bocal e o tamanho do diâmetro da saída são importantes para uma proteção eficaz. O bocal deve ser grande o suficiente para cobrir o superfície de soldagemO tamanho da lente é limitado, mas também limitado para evitar contaminação por vapor de metal ou danos à lente.
A taxa de fluxo do gás de proteção também deve ser controlada, pois um fluxo descontrolado pode resultar em turbulência, fazendo com que a atmosfera se misture com a poça fundida e resultando em porosidade.
Para melhorar o efeito de proteção, o sopro lateral por meio de um bocal de diâmetro menor também pode ser usado, direcionando o gás em um ângulo diretamente para pequenos orifícios na soldagem por fusão profunda.
O gás de proteção não apenas suprime a nuvem de plasma na superfície da peça de trabalho, mas também afeta o plasma no furo e a formação de pequenos furos, resultando em cordões de solda mais profundos e mais largos.
No entanto, é necessário um controle preciso do tamanho e da direção do fluxo de gás, pois a turbulência pode danificar a poça de fusão e interromper a estabilidade do processo de soldagem.
(6) Distância focal da lente
Normalmente, a soldagem exige a focalização do laser, e a lente comumente usada tem uma distância focal de 63 a 254 mm (2,5 a 10 polegadas). O tamanho do ponto é proporcional à distância focal - quanto menor a distância focal, menor o ponto.
Entretanto, a distância focal também afeta a profundidade focal, o que significa que a profundidade focal aumenta junto com a distância focal.
Uma distância focal mais curta pode melhorar a densidade de potência, mas, devido à pequena profundidade focal, a distância entre a lente e a peça de trabalho deve ser mantida com precisão, resultando em uma profundidade de fusão limitada.
Na soldagem real, a menor profundidade de foco é, na maioria das vezes, de 126 mm (5″) devido à influência dos respingos gerados durante o processo de soldagem e o modo do laser.
Ao soldar costuras maiores ou aumentar o tamanho do ponto, uma lente com distância focal de 254 mm (10″) pode ser selecionada, mas isso exigiria uma potência de saída do laser mais alta (densidade de potência) para obter um efeito de furo pequeno de fusão profunda.
Para potência de laser superior a 2 kW, especialmente para o laser de CO2 Para evitar o risco de danos ópticos à lente de focalização, um método de focalização por reflexão é usado com frequência, empregando um espelho de cobre polido como refletor.
Isso geralmente é recomendado para alta potência Foco do feixe de laser devido ao seu resfriamento eficaz.
(7) Posição de foco
Durante a soldagem, a posição do ponto focal é fundamental para manter a densidade de potência adequada. As alterações na posição do ponto focal em relação à superfície da peça de trabalho afetam diretamente a largura e a profundidade da solda.
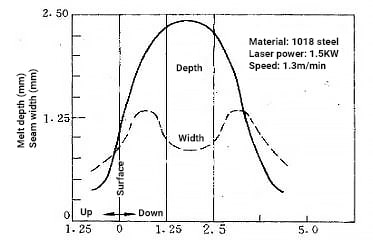
A figura abaixo ilustra o efeito da posição do ponto focal sobre a profundidade da fusão e a largura da costura no aço 1018.
Na maioria dos aplicações de soldagem a laserSe o ponto focal for posicionado em torno de um quarto da profundidade de fusão pretendida abaixo da superfície da peça de trabalho, o ponto focal geralmente é posicionado em torno de um quarto da profundidade de fusão pretendida abaixo da superfície da peça de trabalho.
(8) Posição do feixe de laser
A posição do feixe de laser desempenha um papel crucial na determinação da qualidade da solda, especialmente no caso de juntas de topo, que são mais sensíveis a ele do que as juntas sobrepostas.
Por exemplo, ao soldar engrenagens de aço endurecido em tambores de aço macio, o controle adequado da posição do feixe de laser resultará em uma solda com menor teor de carbono e maior resistência a rachaduras.
Em algumas aplicações, o formato da peça de trabalho a ser soldada exige que o feixe de laser seja desviado em um ângulo.
A absorção de energia do laser pela peça de trabalho não é afetada, desde que o ângulo de deflexão entre o eixo do feixe e o plano da junta esteja dentro de 100 graus.
(9) Controle de aumento e diminuição gradual da potência do laser no início e no final da soldagem
Na soldagem por fusão profunda a laser, pequenos furos estão sempre presentes, independentemente da profundidade da solda. Ao terminar o processo de soldagem e desligar o interruptor de energia, uma cratera se formará no final da solda.
Além disso, se a nova camada de solda a laser cobrir a solda anterior, haverá uma absorção excessiva do feixe de laser, levando ao superaquecimento ou à porosidade da solda.
Para evitar esses problemas, os pontos de partida e parada da energia podem ser programados, tornando os tempos de partida e parada da energia ajustáveis.
Isso significa que a potência inicial pode ser aumentada eletronicamente de zero para o valor de potência definido em um curto período, o tempo de soldagem pode ser ajustado e, por fim, a potência pode ser reduzida gradualmente do valor definido para zero quando o processo de soldagem for concluído.
Soldagem por fusão profunda a laser: Recursos, vantagens e desvantagens
Alta relação entre profundidade e largura: A solda se torna profunda e estreita à medida que o metal fundido se forma ao redor da cavidade cilíndrica de vapor de alta temperatura e se estende em direção à peça de trabalho.
Entrada mínima de calor: O processo de fusão ocorre muito rapidamente devido à alta temperatura dentro do pequeno orifício, resultando em baixa entrada de calor na peça de trabalho e mínima distorção de calor e zona afetada pelo calor.
Alta densidade: O pequeno orifício preenchido com vapor de alta temperatura facilita a agitação da piscina de solda e o escape de gás, produzindo uma solda de penetração de fusão não porosa. A alta taxa de resfriamento após a soldagem também contribui para refinar a organização da solda.
Costura de solda reforçada: O teor de impurezas é reduzido, e o tamanho e a distribuição das inclusões na poça de fusão são alterados, pois a fonte de calor incandescente absorve totalmente os componentes não metálicos. O processo de soldagem não requer eletrodos ou arame de enchimento, e a zona de fusão é menos contaminada, resultando em uma resistência da solda e resistência que seja pelo menos igual ou superior à do metal de base.
Controle preciso: O pequeno ponto focalizado permite alta precisão no posicionamento da solda. A saída do laser não tem "inércia" e pode ser interrompida e reiniciada em altas velocidades, possibilitando a soldagem de peças complexas com a tecnologia de movimentação de feixe CNC.
Processo de soldagem atmosférica sem contato: A energia vem do feixe de fótons, portanto não há contato físico com a peça de trabalho e nenhuma força externa é aplicada. Tanto o magnetismo quanto o ar não têm efeito sobre o laser.
(2) Vantagens da soldagem por fusão profunda a laser
Velocidade de soldagem rápida com zona afetada pelo calor e deformação mínimas devido à alta densidade de potência do laser focalizado, que também pode soldar materiais difíceis, como o titânio.
Alta produtividade com baixo tempo de inatividade e tempo de assistência devido à fácil transmissão e controle do feixe e sem necessidade de substituição frequente da pistola de soldagem, do bocal ou do vácuo, como na soldagem por feixe de elétrons.
Alta resistência da solda, tenacidade e desempenho geral devido à purificação e à alta taxa de resfriamento.
Alta precisão de processamento e custos reduzidos de reprocessamento devido à baixa entrada média de calor e custos operacionais mais baixos, reduzindo os custos de processamento das peças.
Controle eficaz da intensidade do feixe e do posicionamento fino, com fácil automação da operação.
(3) Desvantagens da soldagem por fusão profunda a laser
Profundidade de soldagem limitada.
Altos requisitos de montagem de peças de trabalho.
Alto investimento único no sistema de laser.
Equipamento de soldagem por fusão profunda a laser
A soldagem Deep Fusion a laser normalmente emprega ondas contínuas de CO2 que são capazes de manter uma potência de saída suficiente para criar um efeito de "pequeno orifício".
Isso permite que o laser derreta em toda a seção transversal da peça de trabalho e resulte em uma junta soldada robusta.
Com relação ao laser, trata-se de um dispositivo simples que gera um feixe paralelo com excelente direcionalidade e funciona como uma fonte de calor.
A soldagem a laser oferece resistência de junta de alta qualidade e uma grande relação entre profundidade e largura, além de ser relativamente rápida em termos de velocidade de soldagem.
Ele também permite o controle remoto e a automação na produção por meio do uso de lentes e fibras ópticas, pois não requer um ambiente de vácuo.
O laser apresenta uma alta densidade de potência, o que o torna adequado para a soldagem de materiais desafiadores, como titânio e quartzo, bem como materiais com propriedades variadas.
A microssoldagem também pode ser realizada com a soldagem a laser. O feixe de laser é focado para produzir um ponto minúsculo e pode ser posicionado com precisão, o que o torna ideal para a produção automatizada de alto volume na soldagem de peças micro e pequenas.
Desvantagens da soldagem a laser
O laser e os acessórios para o sistema de soldagem são mais caros, levando a um investimento inicial e a um custo de manutenção mais altos em comparação com os processos de soldagem tradicionais, resultando em baixa eficiência econômica.
Além disso, a eficiência de conversão da soldagem a laser é normalmente baixa, variando de 5% a 30%, devido à baixa absorção do laser luz por materiais sólidos, especialmente com a presença de plasma, que tem um efeito de absorção na luz do laser.
O pequeno ponto focalizado na soldagem a laser exige alta precisão no equipamento para a junção da peça de trabalho, pois mesmo pequenos desvios no equipamento podem causar erros significativos no processamento.
Além disso, a soldagem a laser exige um alto nível de precisão na montagem da peça de trabalho devido ao pequeno tamanho do ponto focalizado pelo laser e à costura de solda estreita.
A posição do componente soldado deve ser altamente precisa, exigindo que a posição do feixe na peça de trabalho seja mantida dentro da faixa de foco do feixe de laser e não sofra desvios significativos.
A precisão inadequada na montagem da peça de trabalho ou no posicionamento do feixe pode levar a defeitos de soldagem.
Os requisitos para o formato do cordão de solda na soldagem a laser estão ilustrados na figura abaixo.
Laser soldagem de filetes é um processo de controle desafiador. Trata-se de um processo de soldagem por fusão em que um ponto focalizado é direcionado para a peça de trabalho e o arame, respectivamente.
A poça de fusão é pequena, o que faz com que o controle preciso das posições relativas dos filamentos seja crucial para obter uma fusão uniforme do fio alimentado continuamente.
O canal de solda se solidifica com relativa rapidez, o que pode resultar em defeitos de porosidade e fragilidade.
Em comparação com a brasagem, o cordão de solda da soldagem por penetração tem uma aparência mais áspera devido aos respingos significativos, mas é muito mais resistente do que a soldagem por pontos convencional.
Em comparação com outros técnicas de soldagemNo entanto, o custo do laser e dos sistemas que o acompanham é mais alto e exige um investimento inicial maior.
Lasers de soldagem a laser
O principal tipos de lasers usados para soldagem são o CO2 lasers, lasers Nd:YAG, lasers de fibra e lasers semicondutores.
CO2 Laser
O CO2 laser é um laser de gás com um feixe de infravermelho distante e um comprimento de onda de 10,6 μm. Normalmente, ele opera em um modo contínuo e tem uma alta potência de saída, o que o torna amplamente utilizado na soldagem a laser de alta potência.
Quando usado para soldagem em altos níveis de potência de 10 kW ou mais, o uso de gás de proteção de argônio pode produzir um plasma forte, resultando em uma profundidade de fusão rasa.
Para solucionar esse problema, o hélio, que não produz plasma, é frequentemente usado como gás de proteção para os sistemas de CO2 soldagem a laser.
Laser de fibra
Os lasers de fibra são usados principalmente para soldagem por sobreposição de materiais finos com requisitos de alta estabilidade para a junta de solda.
A soldagem por sobreposição pode atingir uma profundidade de fusão de 0,01 pol. ou mais em velocidades mais altas. Por exemplo, um laser de fibra de modo único de 200 W pode atingir uma profundidade de fusão de 0,004 pol. em velocidades de até 50 pol/s.
Laser Nd:YAG
O laser Nd:YAG é um laser de estado sólido que emite um feixe de luz principalmente no infravermelho próximo com um comprimento de onda de 1,06 μm.
A condutividade térmica do material tem uma alta taxa de absorção de luz nesse comprimento de onda, e o laser pode operar nos modos contínuo e pulsado, o que o torna competitivo na soldagem de componentes críticos.
Laser semicondutor
Os lasers semicondutores são caracterizados por seu tamanho pequeno, alta eficiência de conversão, baixo custo operacional e longa vida útil, o que os torna uma direção importante para o desenvolvimento futuro do laser.
Estudiosos nacionais e estrangeiros começaram a pesquisar o uso de lasers semicondutores de alta potência para soldar ligas de alumínio.
O comprimento de onda curto do laser semicondutor resulta em uma taxa de absorção de metal muito maior em comparação com o laser de CO2 e o laser Nd:YAG, tornando-o uma opção promissora para aplicações de soldagem.
No entanto, a baixa densidade de potência do laser semicondutor, quando aplicado à superfície do material, o torna mais adequado para aplicações com materiais finos. soldagem de chapas e soldagem de componentes eletrônicos em aplicações de soldagem a laser.
4 formas de soldagem com fonte de calor composta por arco a laser
Usando o arco para aprimorar a ação do laser, um laser de baixa potência pode ser usado em vez de um laser de alta potência para soldar materiais metálicos.
A soldagem em alta velocidade é possível ao soldar peças finas.
Ele pode aumentar a profundidade da fusão, melhorar a formação da solda e obter alta qualidade juntas soldadas.
Ele pode moderar a exigência de precisão da interface da face final do material de base.
Por exemplo, quando um CO2 com uma potência de 0,8 kW é usado em combinação com uma corrente de arco TIG de 90A e uma velocidade de soldagem de 2m/min, ele tem capacidade de soldagem equivalente à de um laser de CO2 soldador a laser.
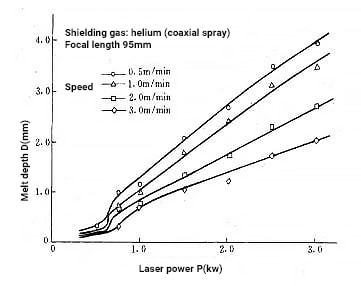
Ao soldar em velocidades que variam de 0,5 a 5 m/min com um sistema de soldagem de 5 kW de CO2 a profundidade de fusão obtida é 1,3 a 1,6 vezes maior do que a obtida com o laser de CO2 laser sozinho.
A soldagem composta por plasma a laser é realizada de forma coaxial, conforme ilustrado na Figura 3. A arco de plasma é gerado por um eletrodo anular, e o feixe de laser percorre o centro do arco de plasma.
O arco de plasma tem duas funções principais.
Em primeiro lugar, ele fornece energia adicional para a processo de soldagem a laseraumentando a velocidade e a eficiência da soldagem.
Em segundo lugar, o arco de plasma envolve o laser, resultando em um efeito de tratamento térmico que estende o tempo de resfriamento e reduz o risco de endurecimento e tensões residuais, levando a propriedades microestruturais aprimoradas da solda.
3. Soldagem composta MIG - laser
O princípio básico da soldagem composta laser-MIG é mostrado na Figura 4.
Além da entrada de energia no zona de solda A partir do arco, o laser também fornece calor ao metal de solda. A tecnologia de soldagem composta por laser e arco opera simultaneamente, com ambos os métodos atuando na zona de solda.
O laser e o arco contribuem para o desempenho da solda composta em diferentes graus e formas.
Na soldagem composta laser-MIG, a volatilização ocorre não apenas na superfície da peça de trabalho, mas também no arame de enchimento, resultando em uma maior volatilização do metal e em uma transferência mais fácil de energia do laser.
A soldagem MIG tem a vantagem de ter um baixo custo de fonte de energia, boa ponte de solda, arco estável e a capacidade de melhorar a estrutura da solda com metal de adição.
Por outro lado, a soldagem com feixe de laser é caracterizada por uma profundidade de fusão profunda, alta velocidade de soldagem, baixa entrada de calor e uma costura de solda estreita.
Entretanto, a soldagem de materiais mais espessos requer um laser mais potente.
A poça de fusão na soldagem composta a laser é menor do que na soldagem MIG, o que resulta em menos deformação da peça de trabalho e reduz significativamente a necessidade de correção pós-soldagem.
Com a soldagem composta laser-MIG, dois pools separados são formados, e o aporte de calor do arco serve como um tratamento simultâneo de têmpera pós-soldagem, reduzindo a dureza da solda, especialmente no aço.
Devido à altíssima velocidade de soldagem do composto a laser, o tempo e os custos de produção podem ser reduzidos.
4. Tecnologia de soldagem com feixe duplo de laser
No processo de soldagem a laser, a alta densidade de potência do laser faz com que o material de base se aqueça rapidamente, derreta e vaporize, resultando em um vapor metálico de alta temperatura.
No entanto, a alta densidade de potência contínua também pode causar a formação de uma nuvem de plasma, o que reduz a absorção do laser pela peça de trabalho e torna o processo de soldagem instável.
Para resolver isso, um laser pulsado com alta potência de pico ou uma combinação de dois lasers pulsados com diferentes larguras de pulso, frequências de repetição e potências de pico pode ser usado para compor a peça de trabalho para soldagem.
Os dois feixes de laser trabalham juntos para criar periodicamente um furo de fusão grande e profundo e, ao interromper a irradiação de um feixe de laser no momento certo, a nuvem de plasma pode ser reduzida ou eliminada, o que melhora a absorção e a utilização da energia do laser e aumenta a profundidade e a capacidade de soldagem.
A redução da densidade de potência do laser após a formação de um buraco de fusão grande e profundo e a continuação da irradiação também podem ajudar a reduzir a nuvem de plasma.
Como a energia do laser que atua sobre o vapor de metal é reduzida, a nuvem de plasma pode diminuir, levando a um processo de soldagem mais estável.
Equipamentos comumente usados para soldagem a laser
Cabeçote de soldagem a laser
Refere-se a uma série de processamentos ópticos de luz laser para obter um feixe com as características desejadas para aplicações de laser.
Para aplicações de soldagem, há três tipos de cabeçotes disponíveis: cabeçote de soldagem por fusão, cabeçote de brasagem e cabeçote de soldagem por fusão. cabeçote de soldagem a laser.
Robótica
Os robôs são mais comuns, com precisão e peso suficientes para serem aplicados.
Atualmente, a ABB, a FANUC, a MOTOMAN, a KUKA, etc. do mundo todo têm aplicações de laser.
Parâmetros importantes da soldagem a laser
Densidade de potência
A densidade de potência é um fator crítico em processamento a laser. Quando a densidade de potência é alta, a camada superficial do material pode ser aquecida até a ebulição em questão de microssegundos, resultando em uma grande quantidade de vaporização.
Isso torna a alta densidade de potência ideal para processos de remoção de material, como corte, perfuração e gravação.
Por outro lado, as densidades de potência mais baixas exigem vários milissegundos para atingir o ponto de ebulição, fazendo com que a camada inferior derreta antes que a camada superficial vaporize, facilitando a formação de uma boa solda por fusão.
Forma de onda do pulso do laser
Quando um feixe de laser de alta intensidade é direcionado à superfície de um material, 60-98% da energia do laser é refletida e perdida, especialmente em materiais que refletem muito, como ouro, prata, cobre, alumínio, titânio etc. A refletividade do metal muda com o tempo durante o sinal de pulso do laser.
À medida que a temperatura da superfície do material aumenta até o ponto de fusão, a refletividade diminui rapidamente. Depois que a superfície é derretida, a refletividade se estabiliza em um determinado valor.
Largura do pulso do laser
A largura do pulso é um parâmetro crucial na soldagem a laser pulsado. A largura do pulso determina o tamanho da zona afetada pelo calor e a profundidade da fusão. Quanto maior a largura do pulso, maior a zona afetada pelo calor e maior a profundidade da fusão, que aumenta com a potência 1/2 da largura do pulso.
No entanto, o aumento da largura do pulso diminui a potência de pico, por isso é normalmente usado na condução de calor métodos de soldagem para formar uma solda larga e rasa. Mas uma potência de pico menor resulta em excesso de entrada de calor, e cada material tem uma largura de pulso ideal que maximiza a profundidade da fusão.
Volume fora de foco
A soldagem a laser geralmente requer um certo grau de desfocagempois a densidade de potência no centro do ponto focal do laser é muito alta e tende a se evaporar em um orifício.
Por outro lado, a densidade de potência é distribuída de forma relativamente uniforme em todos os planos distantes do ponto focal do laser.
Há dois tipos de desfocagem: positiva e negativa. O plano focal está acima da peça de trabalho para desfocagem positiva e vice-versa para desfocagem negativa.
Em teoria, quando os planos de desfocagem positivo e negativo e o plano de soldagem são iguais, os planos de densidade de potência correspondentes são aproximadamente os mesmos.
No entanto, na prática, a forma da poça de fusão obtida pode ser diferente. O desfocamento negativo resulta em uma fusão mais profunda, o que está relacionado ao processo de formação da poça de fusão.
Velocidade de soldagem
A velocidade de soldagem afeta muito a profundidade da fusão. O aumento da velocidade leva a uma profundidade de fusão menor, mas uma velocidade muito baixa causa fusão excessiva do material e a soldagem da peça de trabalho.
Portanto, há uma faixa de velocidade adequada para uma determinada potência de laser e espessura de um material específico, e a profundidade máxima de fusão pode ser obtida no valor de velocidade correspondente dentro dessa faixa.
Gás de proteção
O processo de soldagem a laser geralmente usa gases inertes, como hélio, argônio e nitrogênio, para proteger a poça de fusão.
O gás de proteção também protege a lente de focalização da contaminação por vapor de metal e da pulverização de gotículas de líquido. Na soldagem a laser de alta potência, o material ejetado é poderoso, o que torna a proteção da lente ainda mais crucial.
A terceira função do gás de proteção é dispersar a proteção de plasma gerada pela soldagem a laser de alta potência de forma eficaz.
O vapor de metal absorve o feixe de laser e se ioniza em plasma e, se houver muito plasma presente, o feixe de laser será parcialmente consumido pelo plasma.
3. Soldagem de fios metálicos e componentes de blocos
A conexão do fio a elementos concentrados pode ser obtida com sucesso usando a soldagem a laser, em que os elementos concentrados podem ser de qualquer tamanho.
Deve-se prestar atenção à geometria do elemento de arame durante a soldagem.
Soldagem de diferentes tipos de metais deve abordar a faixa de soldabilidade e os parâmetros de soldabilidade.
A soldagem a laser entre diferentes tipos de metais só é possível para combinações específicas de materiais.
Embora a brasagem a laser possa não ser adequada para a conexão de alguns componentes, ela pode ser usada como fonte de calor para a brasagem macia e dura e tem suas próprias vantagens.
A brasagem suave a laser é usada principalmente na soldagem de placas de circuito impresso e é particularmente útil na tecnologia de montagem de componentes de chips.
Há vários métodos de uso de brasagem, e a brasagem suave a laser é apenas um deles.
Fatores que afetam a qualidade da soldagem a laser
A soldagem a laser é um processo em que um feixe de luz laser de alta energia é direcionado a uma peça de trabalho, causando um aumento na temperatura, o que leva à fusão e à união da peça de trabalho para formar uma junta permanente.
A soldagem a laser é conhecida por sua alta resistência ao cisalhamento e ao rasgo.
Vários fatores podem afetar a qualidade da soldagem a laser, alguns dos quais são altamente instáveis e voláteis. A configuração e o controle corretos desses parâmetros são cruciais para manter a faixa certa para a soldagem a laser contínua de alta velocidade e garantir a qualidade da solda.
A estabilidade e a confiabilidade da formação da solda é uma questão importante para a implementação prática e a industrialização de tecnologia de soldagem a laser.
Os fatores que afetam a qualidade da soldagem a laser podem ser classificados em três aspectos: equipamento de soldagem, condição da peça de trabalho e parâmetros do processo.
Equipamento de soldagem:
Os requisitos de qualidade mais importantes para lasers são a estabilidade do padrão do feixe e a potência de saída. Uma ordem de padrão de feixe mais baixa é preferível para um melhor desempenho de foco do feixe, um tamanho de ponto menor e uma densidade de potência mais alta com a mesma potência do laser, resultando em soldas mais profundas e mais largas. Geralmente, é necessário usar um modo de base (TEM00) ou um modo de ordem baixa para obter uma potência de saída alta.laser de qualidade soldagem.
Atualmente, a China enfrenta dificuldades no uso de lasers para soldagem devido a problemas com a qualidade do feixe e a estabilidade da potência de saída. No entanto, em outros países, o qualidade do feixe de laser e a estabilidade da potência de saída está em um nível alto e não representa um problema para a soldagem a laser.
O sistema óptico e seu espelho de foco são os fatores mais importantes que afetam a qualidade da soldagem.
A distância focal usada geralmente está entre 127 mm (5 pol.) e 200 mm (7,9 pol.), e uma distância focal menor reduz o diâmetro do ponto de cintura do feixe de foco, mas é mais propensa a contaminação e danos por respingos durante o processo de soldagem.
O comprimento de onda mais curto leva a uma maior absorção.
Os materiais com boa condutividade geralmente têm alta refletividade. Quando se trata de laser YAG, a taxa de refletividade é de 96% para prata, 92% para alumínio, 90% para cobre e 60% para ferro.
A temperatura tem uma relação linear com a absorbância; quanto maior a temperatura, maior a absorbância. Os materiais de revestimento de superfície, como fosfato, negro de fumo, grafite etc., podem melhorar a taxa de absorção.
Condição da peça de trabalho
Para que a soldagem a laser seja bem-sucedida, a peça de trabalho deve ter bordas precisas e o ponto de laser deve estar alinhado precisamente com a costura de solda. A precisão e o alinhamento não devem mudar durante o processo de soldagem devido à distorção térmica.
Isso ocorre porque o ponto de laser é pequeno, a costura de solda é estreita e geralmente não há adição de metal de enchimento.
Se a lacuna de montagem for muito grande, o feixe de laser poderá passar por ela, impedindo a fusão do material de base ou causando mordeduras ou depressões visíveis. Um pequeno desvio no alinhamento do ponto pode resultar em pontos não fundidos ou não soldados.
Portanto, a folga geral da montagem de topo da placa e o desvio da costura pontual não devem ser maiores que 0,1 mm, e o desvio no lado errado não deve ser maior que 0,2 mm.
Em alguns casos, a tecnologia de soldagem a laser não pode ser usada porque esses requisitos não podem ser atendidos.
Para obter bons resultados de soldagem, a folga de topo e a folga de sobreposição permitidas devem ser controladas dentro de 10% da espessura da chapa fina. Os substratos que estão sendo soldados devem ter contato próximo para que a soldagem a laser seja bem-sucedida, o que exige um aperto cuidadoso das peças.
A densidade de potência do ponto de laser é o fator mais importante que afeta o modo de soldagem a laser e a estabilidade da formação da solda. À medida que a densidade de potência aumenta de pequena para grande, os modos de soldagem mudam da soldagem por condução térmica estável para a soldagem por instabilidade de modo e, em seguida, para a soldagem por fusão profunda estável.
A densidade de potência do ponto do laser é determinada principalmente pela potência do laser e pela posição do foco do feixe, sendo a densidade de potência do laser proporcional à potência do laser. Para obter o melhor efeito, existe uma posição ideal para o foco do feixe.
Quando o foco do feixe está em uma determinada posição sob a superfície da peça de trabalho (dentro de 1 a 2 mm, dependendo da espessura da chapa e dos parâmetros), é possível obter a costura de solda ideal.
O desvio dessa posição ideal aumenta o tamanho do ponto da superfície da peça de trabalho, reduzindo a densidade de potência e podendo causar alterações na forma do processo de soldagem.
A velocidade de soldagem tem um efeito menos significativo sobre a forma e a estabilidade do processo de soldagem em comparação com a potência do laser e a posição do foco.
No entanto, quando a velocidade de soldagem é muito alta, a entrada de calor pode se tornar muito pequena para manter um processo estável de soldagem por fusão profunda.
Na prática, a escolha da soldagem deve se basear na profundidade de fusão necessária para as peças soldadas e deve evitar a soldagem por instabilidade de modo.
Profundidade de fusão na soldagem por fusão profunda
Na faixa estável de soldagem por fusão profunda, a potência do laser tem um efeito direto sobre a profundidade da fusão, com a profundidade aumentando à medida que a potência aumenta (em cerca de 0,7 vezes a relação). Quanto maior for a velocidade de soldagem, menor será a profundidade da fusão.
Quando determinadas condições de potência do laser e velocidade de soldagem são atendidas, a posição ideal do foco resultará na profundidade máxima de fusão.
O desvio dessa posição diminui a profundidade da fusão e pode causar instabilidade do modo ou soldagem por condução térmica estável.
Efeito do gás de proteção
A principal função do gás de proteção é proteger a peça de trabalho da oxidação durante a soldagem, proteger a lente de focalização da contaminação por vapor de metal e da pulverização de gotículas de líquido fundido,
Para os dois casos acima,
Por um lado, o uso de componentes ópticos de alta qualidade e altamente estáveis com manutenção frequente é fundamental para evitar a poluição e mantê-los limpos.
Por outro lado, o desenvolvimento de métodos de monitoramento e controle em tempo real para o processo de soldagem a laser é necessário para otimizar os parâmetros, monitorar as alterações na potência do laser e na posição do ponto focal à medida que ele atinge a peça de trabalho e obter um controle de loop fechado para melhorar a confiabilidade e a estabilidade da qualidade da soldagem a laser.
A soldagem a laser de aço carbono geralmente funciona bem, e a qualidade da solda depende do nível de impurezas. Fatores como o enxofre e o fósforo podem afetar o risco de rachaduras na solda.
Quando soldagem de aço carbono com teor superior a 0,25%, o pré-aquecimento é necessário para obter uma qualidade de solda satisfatória.
Ao soldar aços com diferentes teores de carbono, é melhor inclinar ligeiramente a tocha em direção ao material com menor teor de carbono para garantir uma junta de alta qualidade.
Entretanto, o aço de baixo carbono em ebulição não deve ser soldado a laser devido ao seu alto teor de enxofre e fósforo.
Por outro lado, o aço de baixo carbono para têmpera é adequado para a soldagem a laser devido ao seu baixo teor de impurezas. Aços de médio e alto carbono e aços comuns aços-liga pode ser soldada a laser, mas é necessário um tratamento de pré-aquecimento e pós-soldagem para reduzir a tensão e evitar a formação de trincas.
Em geral, a obtenção de juntas de alta qualidade por meio do laser soldagem de aço inoxidável é mais fácil do que com os métodos de soldagem convencionais. A alta velocidade de soldagem resulta em uma pequena zona afetada pelo calor e elimina o risco de sensibilização.
Além disso, a baixa condutividade térmica do aço inoxidável facilita a obtenção de uma fusão profunda e de cordões de solda estreitos.
Soldagem a laser de diferentes metais
A taxa de resfriamento rápido e a zona afetada pelo calor reduzida da soldagem a laser oferecem condições favoráveis para a compatibilidade de materiais com estruturas variadas após a soldagem e a fusão de vários metais.
Foi demonstrado que os seguintes metais podem ser soldados com sucesso usando métodos de fusão profunda a laser:
A tecnologia de soldagem a laser de areia sob medida é amplamente utilizada na fabricação de automóveis. No Japão, ela substituiu a soldagem de topo com flash na indústria siderúrgica para unir aço laminado bobinas.
O estudo da soldagem de placas ultrafinas, como uma espessura de placa inferior a 100 mícrons, não é viável com a soldagem por fusão, mas a soldagem a laser YAG com uma forma de onda de potência de saída especial foi bem-sucedida, demonstrando um amplo futuro para a soldagem a laser.
No Japão, a soldagem a laser YAG foi desenvolvida pela primeira vez no mundo para o reparo de tubos finos em geradores de vapor de reatores nucleares, e algumas empresas também utilizaram a tecnologia de soldagem a laser para engrenagens.
Campo da metalurgia do pó
Com o avanço contínuo da ciência e da tecnologia, a fundição tradicional e a métodos de fundição dos materiais de fabricação não podem mais atender aos requisitos especiais dos materiais industriais.
Devido às propriedades exclusivas e aos benefícios de fabricação dos materiais metalúrgicos em pó, eles estão substituindo os materiais tradicionais em setores como o automobilístico, o aeronáutico e o de fabricação de ferramentas.
À medida que o desenvolvimento de materiais metalúrgicos em pó aumenta, a conexão de peças se torna cada vez mais desafiadora, limitando a aplicação de materiais metalúrgicos em pó.
No início da década de 1980, a soldagem a laser, com suas vantagens distintas, entrou no campo do processamento de materiais metalúrgicos em pó e abriu novas perspectivas para a aplicação de materiais metalúrgicos em pó.
Por exemplo, a brasagem métodos de soldagem Os diamantes, comumente usados em materiais metalúrgicos em pó, têm baixa resistência de ligação, uma ampla zona afetada pelo calor e não podem suportar altas temperaturas e requisitos de resistência. No entanto, o uso da soldagem a laser pode melhorar a força da soldagem e a resistência a altas temperaturas.
Setor automotivo
No final da década de 1980, os lasers da classe dos quilowatts foram aplicados à produção industrial e, atualmente, o laser linhas de soldagem se tornaram comuns no setor de fabricação de automóveis.
Os fabricantes de automóveis europeus, como Audi, Mercedes-Benz, Volkswagen e Volvo na Suécia, foram os primeiros a usar a soldagem a laser no teto, na carroceria, nas estruturas laterais e em outros chapa metálica soldagem na década de 1980.
Na década de 1990, a General Motors, a Ford e a Chrysler, nos Estados Unidos, introduziram a soldagem a laser na fabricação de automóveis e, embora tenha começado tarde, desenvolveu-se rapidamente.
Na Itália, a Fiat usou a soldagem a laser para a montagem soldada da maioria dos componentes de chapa de aço.
No Japão, a Nissan, a Honda e a Toyota usam processos de soldagem e corte a laser na fabricação de revestimentos de carroceria.
O uso de conjuntos soldados a laser de aço de alta resistência na fabricação de carrocerias de automóveis está aumentando devido ao seu excelente desempenho.
De acordo com as estatísticas do mercado de metais dos EUA, até o final de 2002, o consumo de estruturas de aço soldadas a laser terá atingido 70.000 toneladas, um aumento de três vezes em relação a 1998.
O equipamento de soldagem a laser usado no setor automotivo é de alta potência e de múltiplos caminhos para atender às necessidades de lotes e ao alto grau de automação do setor.
Indústria de eletrônicos
A soldagem a laser é amplamente utilizada no setor de eletrônicos, especialmente no setor de microeletrônica.
Suas vantagens, como uma pequena zona afetada pelo calor, rápida concentração de aquecimento e baixo estresse térmico, fazem dele a escolha preferida para circuitos integrados e embalagens de dispositivos semicondutores.
A soldagem a laser também tem sido usada no desenvolvimento de dispositivos a vácuo, como polos de focalização de molibdênio com anéis de suporte de aço inoxidável e conjuntos de filamentos de cátodo de aquecimento rápido.
No setor de eletrônicos, a soldagem a laser também é útil para a soldagem de chapas corrugadas elásticas de paredes finas com espessuras de 0,05 a 0,1 mm, que são difíceis de resolver com os métodos tradicionais de soldagem. Soldagem TIG é propenso a atravessar a solda, enquanto a estabilidade do plasma é ruim e tem muitos fatores de influência. O uso da soldagem a laser é muito eficaz e amplamente utilizado nesses casos.
Biomédico
O uso da soldagem a laser em tecidos biológicos começou na década de 1970, e seu sucesso na soldagem de trompas de falópio e vasos sanguíneos levou a mais pesquisas sobre a soldagem de uma variedade de tecidos biológicos.
Atualmente, a pesquisa sobre a soldagem a laser de nervos se concentra no comprimento de onda do laser, na dose e em seu efeito na recuperação funcional, bem como na seleção do laser materiais de soldagem.
Em comparação com os métodos tradicionais de sutura, a soldagem a laser oferece anastomose mais rápida e elimina o risco de reação de corpo estranho durante o processo de cicatrização, além de preservar as propriedades mecânicas da área soldada. Como resultado, espera-se que ela seja mais amplamente usada na biomedicina no futuro.
Outros setores
A soldagem a laser também está gradualmente ganhando popularidade em outros setores, principalmente na soldagem de materiais especiais.
Por exemplo, na China, foram realizados muitos estudos sobre a soldagem a laser de materiais como o BT20 liga de titânioliga de HEl30 e baterias de íons de lítio.
Além disso, o fabricante alemão de máquinas para vidro GlamacoCoswig, em colaboração com o IFW Joining Technology and Materials Experimental Institute, desenvolveu uma nova tecnologia para soldagem a laser de vidro plano.
A impressão inicial de muitos empresários em relação às máquinas de soldagem a laser é que elas são muito caras, em comparação com as máquinas de soldagem tradicionais, como a soldagem a arco de argônio que custam apenas cerca de 10.000 RMB. No entanto, essa é uma percepção errônea, pois eles ainda não entenderam os benefícios do uso de máquinas de solda a laser.
Para que uma empresa sobreviva e cresça, ela precisa ser forte e capaz de produzir produtos de alta qualidade que atraiam os clientes.
No mercado atual, os clientes estão se tornando mais exigentes e procuram produtos que não sejam apenas funcionais, mas também bonitos e delicados.
Para se manter à frente da concorrência e aumentar o apelo do mercado, é importante que as empresas adotem equipamentos e processos de tecnologia avançada para produzir produtos novos e sofisticados. Isso não apenas melhora a competitividade, mas também aumenta os lucros e as vendas.
As máquinas de soldagem a laser, comparadas aos equipamentos de soldagem tradicionais, oferecem várias vantagens que podem ajudar a melhorar a qualidade e a eficiência da produção.
A máquina de solda a laser é um tipo de processamento sem contato, o que significa que ela não causará nenhum dano à peça de trabalho durante o processo de soldagem.
Suas vantagens incluem velocidade de soldagem rápida, alta resistência de soldagem, costuras de solda suaves, deformação mínima e a capacidade de soldar em condições especiais, como espaços apertados.
A máquina de solda a laser é capaz de soldar materiais especiais com altos pontos de fusão, como metais refratários, e pode até ser usada para soldar materiais não metálicos, como cerâmica. Ela é altamente flexível e tem um bom efeito na soldagem de materiais especiais.
O recurso de soldagem remota sem contato o torna adequado para peças de difícil acesso com uma máquina de solda tradicional.
O feixe de laser pode ser focalizado com precisão para produzir um pequeno ponto e não é afetado por campos magnéticos, o que o torna ideal para microssoldagem. Seu posicionamento preciso o torna adequado para a produção automática em massa de peças de trabalho pequenas e micro.
Conclusão
A soldagem a laser é uma fusão de tecnologias modernas e tradicionais. Ela é única em comparação com as técnicas de soldagem tradicionais e tem uma gama mais ampla de aplicações, o que pode melhorar significativamente a eficiência e a precisão da soldagem.
A densidade de potência é alta e a energia é liberada rapidamente, tornando o processo de soldagem mais eficiente. O ponto focal menor da soldagem a laser também aumenta a ligação entre os materiais que estão sendo soldados e elimina a necessidade de processamento pós-soldagem, evitando danos e deformações nos materiais.
Essa tecnologia é usada principalmente em setores de alta tecnologia e, à medida que as pessoas continuarem a obter uma compreensão e um domínio mais profundos dela, ela será inevitavelmente aplicada a mais campos e setores.
A soldagem a laser pode atender facilmente a vários requisitos de soldagem para diferentes materiais, incluindo metais e não metais, e tem a capacidade de focar aleatoriamente em 360 graus devido à penetrabilidade e refração do laser.
Além disso, a soldagem a laser pode ser realizada em condições gerais de temperatura ambiente, pois libera uma grande quantidade de calor em um curto período de tempo, reduzindo os requisitos ambientais e eliminando a necessidade de um ambiente protegido por vácuo ou gás.
Ao longo dos anos, a tecnologia a laser foi amplamente reconhecida e evoluiu de seu uso inicial em aplicações militares para um uso generalizado no setor civil. O desenvolvimento da tecnologia de soldagem a laser expandiu ainda mais o escopo da tecnologia a laser.
No futuro, a soldagem a laser será usada não apenas em setores como o automobilístico, o de aço e o de fabricação de instrumentos, mas também nos campos militar, médico e outros.
Em particular, o alto calor e a alta temperatura da soldagem a laser a tornam uma opção adequada para aplicações médicas, como em neuromedicina e medicina reprodutiva.
Suas vantagens de precisão também beneficiarão os setores que exigem a fabricação de instrumentos de precisão, contribuindo para o desenvolvimento contínuo da humanidade e da sociedade.
Como fundador do MachineMFG, dediquei mais de uma década de minha carreira ao setor de metalurgia. Minha vasta experiência permitiu que eu me tornasse um especialista nas áreas de fabricação de chapas metálicas, usinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou sempre pensando, lendo e escrevendo sobre esses assuntos, esforçando-me constantemente para permanecer na vanguarda do meu campo. Permita que meu conhecimento e experiência sejam um trunfo para sua empresa.
Você já se perguntou como a soldagem a laser transforma o trabalho em metal? Este artigo revela os segredos da soldagem a laser, com foco nos parâmetros cruciais que garantem precisão e resistência. Desde o ajuste da potência do laser até...
No mundo em rápida evolução da soldagem a laser, a inovação é fundamental. À medida que os fabricantes ultrapassam os limites do que é possível, algumas empresas se destacam como líderes no setor....
Imagine soldar metal com um feixe de luz - preciso, rápido e quase mágico. Essa é a soldagem a laser, uma tecnologia que está revolucionando a fabricação. Neste artigo, exploraremos os princípios fundamentais da soldagem a laser...
Imagine trabalhar com uma máquina de solda a laser, onde um movimento errado pode causar ferimentos graves ou danos ao equipamento. Este artigo aborda as precauções de segurança essenciais para o uso desses dispositivos potentes,...
Imagine transformar suas operações de soldagem com o poder dos lasers. O mundo da soldagem a laser oferece uma variedade de opções, incluindo lasers de fibra, de diodo, de disco e de CO2, cada um com...
No mundo da soldagem, a escolha do método correto pode afetar significativamente a eficiência e a qualidade. A soldagem a laser e a soldagem TIG (arco de argônio) oferecem vantagens e desvantagens exclusivas. A soldagem a laser...
Como o gás de proteção pode melhorar significativamente seus projetos de soldagem a laser? Na soldagem a laser, o gás de proteção desempenha um papel fundamental no aprimoramento da qualidade da solda, evitando reações com componentes do ar e...
Imagine uma técnica de soldagem que ofereça precisão, distorção térmica mínima e processamento em alta velocidade. A soldagem a laser oferece essas vantagens, revolucionando o setor de manufatura. Este artigo se aprofunda no...
A soldagem a laser pode unir uma variedade notável de materiais, mas quais deles realmente se destacam? Este artigo explora as especificidades, abrangendo tudo, desde metais comuns, como aço carbono e alumínio, até...