Análise de carga e cálculo de potência para flexão de 4 rolos
Você já se perguntou como folhas de metal maciças se transformam em formas cilíndricas precisas? Este artigo revela a fascinante mecânica por trás das dobradeiras de chapas de quatro rolos, explorando sua estrutura, princípios de funcionamento e os cálculos críticos para a seleção da potência do motor. Prepare-se para mergulhar nas maravilhas da engenharia que impulsionam setores como a construção naval e o petróleo!
Uma máquina de laminação de chapas é um equipamento de conformação versátil que transforma chapas metálicas em formas cilíndricas, em arco e outras formas complexas. Esse equipamento desempenha um papel crucial em vários setores, incluindo fabricação de caldeiras, construção naval, processamento de petróleo, produção química, fabricação de estruturas metálicas e fabricação mecânica.
A dobradeira de chapas de quatro rolos se destaca por suas características de desempenho superiores. Ela oferece alinhamento central conveniente, mínimo excedente de borda reta, alta precisão na correção da circularidade e eficiência excepcional. Uma de suas principais vantagens é a capacidade de concluir a pré-curvatura e a formação da peça em um único processo de laminação, eliminando a necessidade de troca de extremidade da chapa. Esses recursos solidificaram sua posição como uma ferramenta cada vez mais indispensável nas operações de conformação de chapas metálicas.
Durante a operação, a dobradeira de chapas de quatro rolos passa por condições de força complexas e cargas significativas, o que exige componentes de rolamento robustos e rígidos. A precisão e a confiabilidade no projeto dos rolos de chapa são, portanto, fundamentais para garantir o desempenho ideal e a longevidade do equipamento.
O processo de projeto começa com a determinação dos parâmetros críticos de força da máquina de dobra de rolos, incluindo a pressão do rolo, o torque de dobra e a potência acionada pelo motor. Uma análise abrangente da carga da máquina de laminação fornece dados de referência essenciais para o projeto preciso dos rolos de chapa, garantindo que eles possam suportar as tensões operacionais.
O cálculo da potência principal acionada da dobradeira de rolos de chapa é uma etapa crítica na seleção do motor principal adequado. Esse cálculo exige uma análise cuidadosa, pois a seleção do motor afeta tanto o desempenho quanto a eficiência. Um motor subdimensionado enfrentará sobrecarga prolongada, levando a danos no isolamento devido à geração excessiva de calor. Por outro lado, um motor superdimensionado operará de forma ineficiente, desperdiçando energia elétrica e aumentando os custos operacionais.
Portanto, realizar uma análise completa da carga e refinar o cálculo da potência acionada para a dobradeira de chapas de quatro rolos tem um valor prático significativo. Isso permite que os engenheiros selecionem um motor que equilibre os requisitos de potência com a eficiência energética, otimizando o desempenho e a longevidade da máquina.
Esta postagem tem como objetivo fornecer uma visão geral abrangente da dobradeira de chapas de quatro rolos. Vamos nos aprofundar em sua estrutura básica e princípios de funcionamento, analisar suas capacidades de força em detalhes e apresentar a fórmula de cálculo precisa para determinar a potência principal acionada. Essas informações servirão como um recurso valioso para engenheiros e técnicos envolvidos no projeto, na seleção e na operação dessas sofisticadas máquinas de formação de metal.
Estrutura e princípio de funcionamento da dobradeira de quatro rolos
A máquina de laminação opera com base no princípio de formação de três pontos, utilizando a mudança de posição relativa e o movimento rotacional do rolo de trabalho para produzir curvatura elastoplástica contínua e alcançar a forma e a precisão desejadas da peça de trabalho.
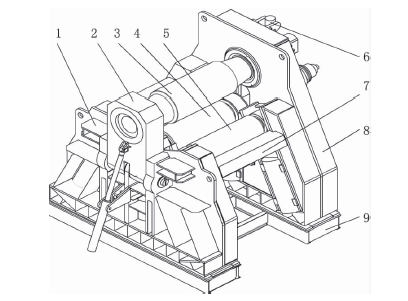
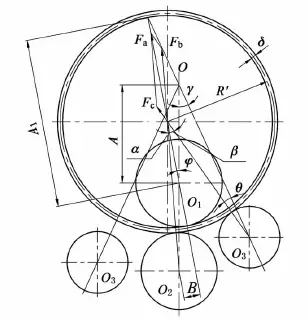
A estrutura da dobradeira de chapas de quatro rolos é mostrada na Figura 1 e é composta de várias partes, incluindo uma estrutura baixa, dispositivo de tombamento, rolo superior, rolo inferior, dois rolos laterais, estrutura alta, viga de conexão, base, dispositivo de balanceamento, dispositivo de transmissão, sistema elétrico e sistema hidráulico.
O rolo de trabalho da máquina de chapa de quatro rolos consiste em quatro rolos: um rolo superior, um rolo inferior e dois rolos laterais.
O rolo superior é o rolo de acionamento principal e é incorporado à estrutura alta e baixa por meio de um corpo de rolamento. Sua posição é fixa, permitindo apenas o movimento de rotação.
O rolo inferior é fixado em um pedestal de rolamento, que pode se mover em linha reta para compensar a espessura do rolo. placa dobrada.
Os dois rolos laterais também são instalados em pedestais de rolamento, que podem se mover para cima e para baixo em um determinado ângulo com a direção vertical para atingir o raio desejado de curvatura do cilindro.
Fig.1 Estrutura da dobradeira de placas de quatro rolos
1. moldura esquerda
2. derrubar o dispositivo
3. rolo superior
4. rolo inferior
5. rolo lateral
6. dispositivo de balanceamento
7. viga de conexão
8. quadro direito
9. base
Em geral, a rolagem de um chapa metálica em uma peça de trabalho cilíndrica em uma máquina de dobra de quatro rolos consiste em quatro processos, a saber
Durante a operação da máquina de laminação, a extremidade frontal da chapa é colocada entre os rolos superior e inferior e alinhada com um dos rolos laterais. O rolo inferior é então levantado para pressionar firmemente a chapa, e o outro rolo lateral é levantado para aplicar força e dobrar a extremidade da chapa metálica.
Para pré-dobrar a outra extremidade da chapa, ela não precisa ser removida da máquina de laminação. Basta mover a chapa para a outra extremidade da máquina e repetir o processo.
A laminação contínua é obtida por meio de alimentação única ou múltipla até que o raio de curvatura desejado do cilindro seja atingido.
Por fim, as correções de arredondamento são realizadas para atingir o arredondamento e a cilindricidade necessários.
É possível observar que o uso da dobradeira de chapas de quatro rolos permite que a chapa seja colocada na máquina apenas uma vez, atingindo toda a dobra necessária.
Análise de carga
2.1 Cálculo do momento de flexão máximo da placa
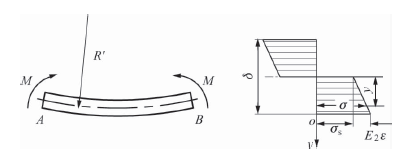
Conforme mostrado na FIG. 2, a distribuição de tensão da seção da placa ao longo da direção de chapa de aço altura durante a flexão plástica pura linear é mostrada na FIG. 2.
Fig.2 Distribuição de tensão da placa
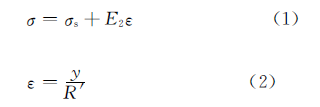
A relação funcional do estresse verdadeiro pode ser expressa da seguinte forma:
Na fórmula acima:
σ - a tensão da peça de trabalho;
σs- o limite de escoamento do material;
ε - a deformação da peça de trabalho;
ε - O módulo de reforço linear do material, que pode ser encontrado no manual relevante.
y- A distância do eixo neutro a qualquer ponto;
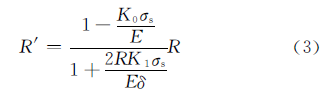
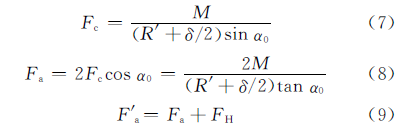
R′ - O raio de curvatura antes da recuperação da camada neutra pode ser calculado da seguinte forma:
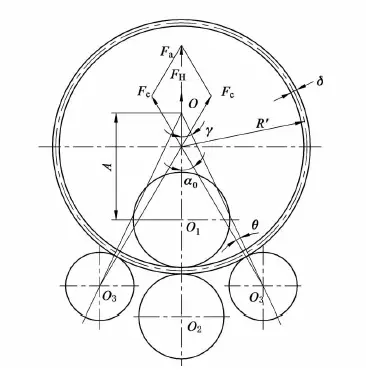
α0 - O ângulo entre a linha de ação de força do rolete lateral e a linha de força do rolete superior.
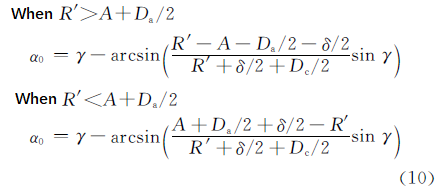
O valor de α0 pode ser determinado pela fórmula a seguir, de acordo com a relação geométrica:
Na fórmula acima:
Da - Diâmetro do rolo superior;
Dc - Diâmetro do rolo lateral;
γ - Ângulo de inclinação do rolo lateral, que é o ângulo entre a direção de ajuste do rolo lateral e a direção vertical;
A - A distância do ponto de interseção do ângulo do rolo até o centro do rolo superior.
2.2.2 Os rolos são dispostos de maneira assimétrica
A força da placa de aço é mostrada na FIG. 4 quando o rolo é disposto de forma assimétrica.
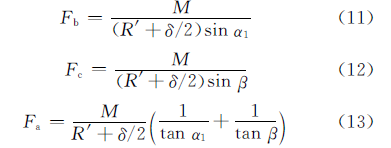
De acordo com o equilíbrio de forças, é possível obter a força de cada rolo de trabalho na placa de aço:
Na fórmula acima:
Fb- Menor força de rolagem;
α - O ângulo entre a linha de ação de força do rolete superior e a linha de força do rolete inferior;
β - O ângulo entre a linha de ação de força do rolete superior e a linha de força do rolete lateral.
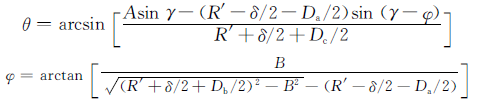
O valor de α, β pode ser determinado pela fórmula a seguir, de acordo com a relação geométrica:
Na fórmula acima:
Db - Diâmetro inferior do rolo;
B - A distância entre a linha de ação do rolete superior e o centro do rolete inferior,
B= [1+Db /(2R'+δ]B';
B' - O comprimento da borda reta restante, B'=2δ
Na fórmula: A1 = Asinγ/sin(γ - φ)
Cálculo da potência acionada
3.1 Torque de acionamento do rolo superior
O rolo superior da dobradeira de quatro rolos é um rolo acionado, e o torque total de acionamento que atua sobre ele é a soma do torque consumido pela deformação e pelo atrito.
O torque de atrito inclui a resistência de atrito consumida na rolagem do rolo do eixo na placa de flexão e o torque consumido pelo atrito do rolamento.
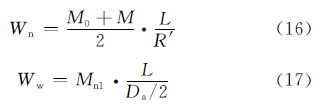
O torque consumido na deformação pode ser determinado pelo trabalho realizado pelo força de flexão e a força externa no rolo superior.
Na fórmula:
Wn - O trabalho realizado pelas forças internas de flexão;
Ww - O trabalho no cilindro superior por forças externas;
Se a fórmula (17) for igual à fórmula (18), obteremos o torque consumido na deformação:
O torque para superar o atrito pode ser determinado pelas fórmulas (19) e (20).
Torque de fricção do rolo do eixo no arranjo simétrico:
Torque de fricção do rolo do eixo no arranjo assimétrico:
Na fórmula acima:
f - Coeficiente de atrito de rolamento, f =0,8 mm
μ - Coeficiente de atrito de deslizamento do pescoço do rolete, μ=0,05-0,1;
da, db, dc são os diâmetros do pescoço do rolo do rolo superior, do rolo inferior e do rolo lateral, separadamente.
O torque total de acionamento no rolo superior é:
3.2 Potência de acionamento do rolo superior
A fórmula de cálculo da potência de condução é:
Na fórmula:
ν - Velocidade de rolagem;
r - Raio do rolo acionado, r=Da /2
η - Eficiência de transmissão, η=0,9
De acordo com a condição real de aplicação da dobradeira de placas de quatro rolos, a potência de acionamento do rolo de acionamento é calculada durante o processo de pré-dobra e laminação, e a potência de acionamento do sistema de acionamento principal é o maior valor no resultado do cálculo:
Na fórmula acima:
Pq - Potência de acionamento do sistema de acionamento principal;
PY - A potência de acionamento do rolo de acionamento durante a pré-curvatura;
PJ - A potência de acionamento do rolo de acionamento durante o círculo de rolagem.
O valor calculado Pq da potência de acionamento pode ser usado como base para selecionar a potência do motor principal.
Conclusão
(1) Com base nas características estruturais e no princípio de funcionamento da dobradeira de placas de quatro rolos, a força do rolo de trabalho é analisada e a fórmula para calcular o rolo de trabalho em diferentes arranjos é obtida.
(2) Analisando o momento de flexão de deformação máxima e a força de rolamento do rolo de trabalho e usando os princípios de transformação de função, a relação entre força, momento de flexão e potência de acionamento do dispositivo é estabelecida. É proposto um método para calcular a potência de acionamento do sistema de acionamento principal.
De acordo com as condições reais de aplicação, a potência de acionamento para pré-dobra e laminação é calculada separadamente, e a potência do motor principal é selecionada com base no maior valor calculado.
Como fundador do MachineMFG, dediquei mais de uma década de minha carreira ao setor de metalurgia. Minha vasta experiência permitiu que eu me tornasse um especialista nas áreas de fabricação de chapas metálicas, usinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou sempre pensando, lendo e escrevendo sobre esses assuntos, esforçando-me constantemente para permanecer na vanguarda do meu campo. Permita que meu conhecimento e experiência sejam um trunfo para sua empresa.
Imagine tentar dobrar uma chapa de aço grossa em um cilindro perfeito - quanta força seria necessária? Este artigo aborda os cálculos críticos para determinar a carga e a potência...
Você já se perguntou como uma dobradeira de chapas de quatro rolos consegue fazer curvas tão precisas? Este artigo explora o cálculo das mudanças de posição dos rolos laterais, orientado por um engenheiro mecânico experiente....
Você já se perguntou como as estruturas de aço maciço são moldadas em cilindros e cones perfeitos? Este artigo explora o fascinante mundo das máquinas de laminação de chapas, ferramentas essenciais em setores como o...
Você já se perguntou como formas complexas, como cones e cilindros, são criadas a partir de chapas de metal planas? Este artigo explora o fascinante processo de curvatura por laminação, detalhando as etapas...
Você já se perguntou como essas estruturas de aço maciço são formadas em curvas perfeitas? A curvatura por laminação é o segredo por trás disso. Neste artigo, vamos nos aprofundar no fascinante mundo...