Usinagem de engrenagens helicoidais com CNC de 4 eixos (FANUC): A Step-by-Step Guide (Guia passo a passo)
Você já se perguntou como as engrenagens helicoidais são fabricadas com precisão usando a tecnologia moderna? Este artigo se aprofunda no intrincado processo de usinagem de engrenagens helicoidais usando uma máquina CNC de quatro eixos. Ele abrange tudo, desde a verificação da simulação até o corte real, oferecendo insights sobre as ferramentas, o software e as técnicas que garantem uma produção de alta qualidade. Ao final deste artigo, você terá uma compreensão abrangente de como os avanços na tecnologia CNC estão revolucionando a fabricação de engrenagens, tornando os processos complexos mais acessíveis e eficientes.
Como exemplo, vamos considerar uma engrenagem cilíndrica helicoidal típica. Usando um centro de usinagem de quatro eixos e o software CAXA, exploraremos o método de usinagem NC de quatro eixos da engrenagem helicoidal por meio da verificação da simulação de corte e do corte real na máquina-ferramenta usando o VERICUT.
1. Preâmbulo
O processamento de engrenagens cilíndricas helicoidais e de dentes retos é normalmente realizado por meio de fresagem, modelagem ou retificação de engrenagens. Com o avanço do centro de usinagem de quatro eixos, os processos que antes eram difíceis de concluir em centros de usinagem de três eixos agora podem ser executados em equipamentos de quatro eixos. Neste artigo, examinaremos o método de usinagem NC de quatro eixos de uma engrenagem helicoidal típica.
2. Análise de caso
Tradicionalmente, a usinagem de engrenagens helicoidais era realizada com máquinas de fresagem. Com o avanço da tecnologia NC, especialmente o desenvolvimento da tecnologia de ligação de quatro eixos em centros de usinagem, as engrenagens helicoidais agora podem ser usinadas em Máquinas-ferramentas NC.
Nesta postagem, exploraremos os métodos de processamento de engrenagens helicoidais. Usando o software CAXA Manufacturing Engineer desenvolvido na China, a verificação da simulação é realizada com a ajuda do VERICUT. O processamento de engrenagens helicoidais padrão e personalizadas é realizado em uma plataforma de centro de usinagem de quatro eixos.
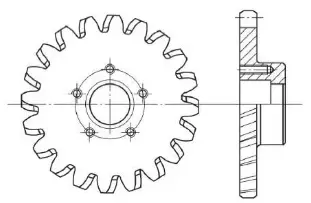
Conforme mostrado na Figura 1, a engrenagem helicoidal a ser processada tem uma inclinação de 20° e 20 dentes, e é feita de LY12 material, conforme listado na Tabela 1. O desafio desse caso é a falta de equipamentos especializados em processamento de engrenagens no local da competição. Cada estação é equipada com um centro de processamento de quatro eixos e deve concluir a simulação e o processamento real, além de produzir um conjunto de mecanismo de matriz de rolos que combine com a engrenagem helicoidal no local. O mecanismo deve funcionar automaticamente quando ligado e atender aos requisitos de alta correspondência de engrenagem.
Fig. 1 Engrenagem helicoidal
Perfil do dente
Involuto
Inclinação do dente / (°)
20 / par de dentes
Módulo
4
Número de dentes / peça
20
Diâmetro do círculo de graduação / mm
80
3. Método 1: ferramenta geral, usinagem com estiramento
O software CAXA Manufacturing Engineer tem uma ampla gama de funções para usinagem de quatro e cinco eixos. Para processar a engrenagem helicoidal, a primeira etapa é desenhar a geometria da engrenagem e, em seguida, gerar o caminho da ferramenta.
As etapas a seguir estão envolvidas na geração do caminho:
Selecione os métodos de usinagem: "Machining → Five Axis Machining → Five Axis Limiting Surface Machining", "Machining → Five Axis Machining → Five Axis Parallel Line" e "Machining → Path Editing → Five Axis to Quatro eixos Trajetória.
Defina as ferramentas de usinagem de desbaste e acabamento e escolha a fresa de fundo plano geral e a fresa esférica cônica para gerar os caminhos de ferramenta de desbaste e acabamento.
Simule a verificação de corte, conforme mostrado na Fig. 2.
a) Trajetória de usinagem bruta
b) Caminho da ferramenta de acabamento
c) Simular o efeito de corte
Fig. 2 Caminho da ferramenta de usinagem de engrenagem helicoidal convencional e simulação de corte
Esse processo utiliza a função de processamento do caminho da ferramenta de cinco eixos, que é então transformada em um caminho da ferramenta de quatro eixos a ser executado em uma máquina-ferramenta de quatro eixos mais comum. Esse processo é usado para um dente e pode ser facilmente aplicado a outros dentes simplesmente girando o caminho da ferramenta. Esse método é altamente adaptável, usando ferramentas de corte para copiar e cortar ao longo da superfície curva, e pode ser aplicado ao processamento de engrenagens helicoidais de outros tamanhos.
No entanto, esse método tem baixa eficiência e precisão de processamento. A superfície curva é produzida por meio da divisão da ferramenta, o que a torna adequada para o processamento experimental de uma única peça ou para a produção em pequena escala. Ao processar em lotes, sua fraqueza em termos de baixa eficiência e baixa precisão se torna aparente. Portanto, é imperativo encontrar um método de processamento mais adequado para o processamento de produtos em lote.
4. Método 2: ferramentas de corte personalizadas e processamento de perfis
4.1 Personalização da ferramenta
Usando um software de design, como a prancheta eletrônica CAXA, os parâmetros relevantes da engrenagem helicoidal podem ser inseridos na Tabela 1 para obter rapidamente o perfil do dente e, em seguida, os dados podem ser extraídos. Os dados de desenho CAD do perfil do dente podem ser obtidos com base no perfil do dente e fornecidos ao fabricante da ferramenta para fazer facas de engrenagem personalizadas.
Conforme ilustrado na Fig. 3, o diâmetro do cabo da ferramenta é de 12 mm, o comprimento é de 70 mm e a parte da aresta de corte é personalizada de acordo com os dados do perfil do dente. Embora as ferramentas personalizadas tenham um custo mais alto em comparação com as ferramentas gerais, elas oferecem alta eficiência de processamento, boa qualidade e benefícios gerais no processamento em lote.
a) Padrão
b) Objeto físico
Fig. 3 Cortador de engrenagens personalizado
4.2 Fabricação de acessórios
A análise dessa peça de trabalho mostra que ela tem um curto fixação tamanho, dificultando o alinhamento e aumentando o tempo de processamento. Além disso, ao usinar o perfil do dente, a ferramenta e o fuso ficam próximos ao mandril de quatro eixos, aumentando o risco de interferência e dificultando a fixação e o alinhamento, o que torna o processamento em lote menos conveniente.
Para aumentar a eficiência do processamento, é necessário um acessório personalizado, conforme mostrado na Fig. 4. A Fig. 4a mostra uma peça móvel que fixa a peça bruta da engrenagem por meio de roscas, garantindo que a posição de fixação seja sempre fixa, reduzindo assim o tempo de ajuste da ferramenta. A Fig. 4b mostra a parte fixa, que é presa ao mandril. A fixação real é mostrada na Fig. 4c.
a) Partes móveis
b) Fixações
c) Objeto físico
Fig. 4: Dispositivo de fixação personalizado
4.3 Geração do elemento gráfico de usinagem e do caminho da ferramenta
(1) Para gerar o caminho da ferramenta, desenhe uma linha com uma inclinação de 20° entre o círculo inferior do dente e a engrenagem helicoidal. Em seguida, selecione "Machining → Quatro eixos Usinagem → Usinagem de Curvas Cilíndricas de Quatro Eixos. Defina a ferramenta e os parâmetros de corte e gere o caminho da ferramenta. Outros caminhos de ferramenta podem ser obtidos por meio da matriz de rotação de caminho. As etapas para gerar o caminho são mostradas na Fig. 5.
Fig. 5 Geração do caminho da ferramenta
(2) Para concluir o processo de usinagem, gere o código G e verifique-o usando o VERICUT. Selecione o caminho da ferramenta, gere o código G e, em seguida, importe-o para o software VERICUT para simular o processo de corte experimental (consulte a Fig. 6a). Após a verificação, importe o código para a máquina-ferramenta. O objeto real obtido por meio do corte é mostrado na Fig. 6b.
a) Corte simulado
b) Objeto físico
Fig. 6 Corte e usinagem simulados
5. Conclusão
Normalmente, as engrenagens helicoidais são usinadas em máquinas de fresagem especializadas e não com tanta frequência em centros de usinagem CNC amplamente utilizados. Esta postagem explora o método de usinagem de engrenagens helicoidais em um centro de usinagem de quatro eixos e fornece uma exploração preliminar do método de usinagem NC de quatro eixos para engrenagens helicoidais.
Para produção de peça única ou em pequena escala, pode ser usado o processamento de perfil. Para o processamento em lote, recomenda-se o uso de ferramentas personalizadas. Esse método supera a limitação do processamento de engrenagens helicoidais em equipamentos especializados e pode ser aplicado aos equipamentos NC mais amplamente utilizados atualmente disponíveis.
Como fundador do MachineMFG, dediquei mais de uma década de minha carreira ao setor de metalurgia. Minha vasta experiência permitiu que eu me tornasse um especialista nas áreas de fabricação de chapas metálicas, usinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou sempre pensando, lendo e escrevendo sobre esses assuntos, esforçando-me constantemente para permanecer na vanguarda do meu campo. Permita que meu conhecimento e experiência sejam um trunfo para sua empresa.
O que torna as placas tão importantes na fabricação de engrenagens? Este artigo explora nove tipos diferentes de placas, detalhando suas características e aplicações exclusivas na usinagem. De placas de engrenagens a placas de dentes especializadas...
Você já se perguntou como peças metálicas complexas são fabricadas com precisão? Este artigo revela a magia das fresadoras, explorando seus vários tipos e componentes principais. Mergulhe de cabeça para entender como...
Você já se perguntou como tornar o corte de metal mais rápido e preciso? Este blog explora os segredos por trás dos fluidos de corte - os campeões desconhecidos da usinagem. Saiba como eles resfriam, lubrificam,...