Você já se perguntou qual é o segredo por trás da usinagem de alta precisão? Nesta postagem do blog, vamos nos aprofundar no mundo dos porta-ferramentas, explorando seus tipos, recursos e práticas recomendadas. Nosso engenheiro mecânico especialista o guiará pelos meandros dos porta-ferramentas, ajudando-o a entender como eles afetam a precisão e a eficiência da usinagem. Prepare-se para aprender insights valiosos que podem levar suas habilidades de usinagem para o próximo nível!
De acordo com o cone do furo da ferramenta do eixo do centro de usinagem, ele geralmente é dividido em duas categorias:
Porta-ferramentas universal SK com um cone de 7:24
Porta-ferramentas a vácuo HSK com cone de 1:10
Porta-ferramentas universal SK com um cone de 7:24
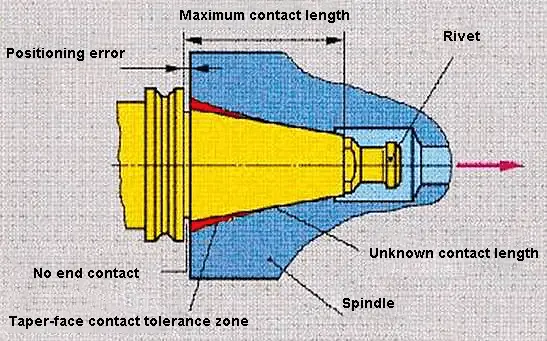
7:24 significa que o cone do suporte da ferramenta é 7:24, que é um posicionamento de superfície de cone único com uma haste de cone mais longo.
A superfície cônica atende a duas funções importantes ao mesmo tempo, que são o posicionamento preciso do porta-ferramenta em relação ao fuso e a fixação do porta-ferramentas.
Vantagens:
O design sem travamento automático permite o carregamento e o descarregamento rápido da ferramenta. O custo do porta-ferramentas é relativamente baixo, pois o ângulo do cone pode ser usinado com alto grau de precisão, garantindo uma conexão precisa.
Desvantagens:
Durante a rotação em alta velocidade, o furo cônico na extremidade dianteira do fuso se expande. A quantidade de expansão aumenta com o aumento do raio de rotação e da velocidade, o que diminui a rigidez da conexão cônica. O deslocamento axial do porta-ferramentas também mudará sob a ação da tensão da barra de tração. Após cada troca de ferramenta, a dimensão radial do porta-ferramentas será alterada.
Normalmente, existem cinco padrões e especificações para porta-ferramentas universais com um cone de 7:24:
Porta-ferramentas a vácuo HSK com cone de 1:10
Padrão internacional: IS0 7388/1 (abreviado como IV ou IT)
Padrão japonês: MAS BT (abreviado como BT)
Norma alemã: Tipo DIN 2080 (abreviado como NT ou ST)
Padrão americano: ANSI/ASME (abreviado como CAT)
Tipo DIN 69871 (abreviado como JT, DIN, DAT ou DV)
Método de tensionamento.
Os porta-ferramentas do tipo NT são apertados por uma barra de tração no máquinas convencionaisque também é conhecido no mercado interno como ST.
Os outros quatro porta-ferramentas são apertados no centro de usinagem por meio de um espigão na extremidade do porta-ferramentas.
Universalidade.
(1) Atualmente, os porta-ferramentas mais usados na China são o DIN 69871 (JT) e o MAS BT japonês.
2) Os porta-ferramentas DIN 69871 também podem ser montados em máquinas com furos cônicos de fuso ANSI/ASME.
(3) O porta-ferramentas IS0 7388/1 de padrão internacional também pode ser instalado em máquinas-ferramentas de furo cônico com eixo DIN 69871, ANSI/ASME. Portanto, em termos de versatilidade, o porta-ferramentas IS0 7388/1 é o melhor.
Porta-ferramentas a vácuo HSK com um cone de 1:10
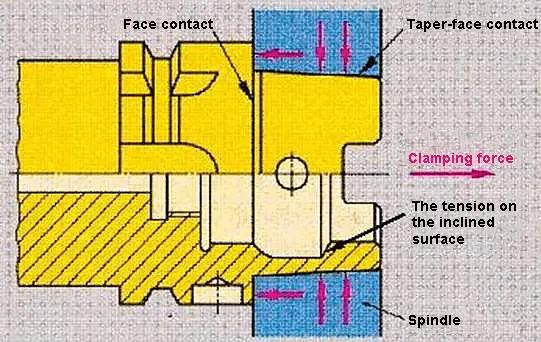
Os porta-ferramentas a vácuo HSK dependem da deformação elástica do porta-ferramentas, não apenas o porta-ferramentas com um cone de 1:10 em contato com o cone de 1:10 do furo do fuso da máquina-ferramenta, mas também a face do flange do porta-ferramentas está em contato próximo com a face do fuso.
Esse sistema de contato de dupla face é superior a um porta-ferramentas universal 7:24 em termos de usinagem de alta velocidade, rigidez de conexão e precisão de sobreposição.
O suporte de ferramenta a vácuo HSK pode melhorar a rigidez, a estabilidade e a precisão do produto durante a usinagem de alta velocidade, além de reduzir o tempo de substituição da ferramenta, o que é essencial para a usinagem de alta velocidade. Ele é adequado para velocidades de fuso de máquinas-ferramenta de até 60.000 rpm. O sistema de ferramentas HSK está sendo amplamente utilizado nos setores aeroespacial, automotivo e de moldes de precisão, entre outros.
Os porta-ferramentas HSK estão disponíveis nos tipos A, B, C, D, E e F, sendo que os tipos A, E e F são comumente usados em centros de usinagem com processo de troca automática de ferramentas (ATC).
A maior diferença entre o Tipo A e o Tipo E:
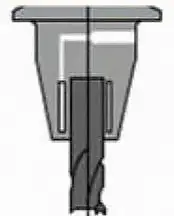
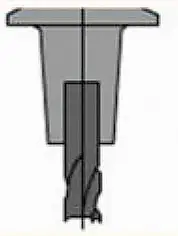
(1) O tipo A tem uma ranhura de transmissão, mas o tipo E não tem. Portanto, o Tipo A tem um torque de transferência relativamente maior, que pode lidar com cortes pesados. O torque transmitido pelo Tipo E é relativamente pequeno, portanto, ele só pode lidar com cortes leves.
(2) O porta-ferramentas tipo A tem furos de fixação manual e ranhuras de direção, além da ranhura de transmissão, o que resulta em um equilíbrio relativamente ruim. O tipo E não tem esses recursos, o que o torna mais adequado para o processamento em alta velocidade.
Os mecanismos do Tipo E e do Tipo F são idênticos. A diferença entre eles é que, para as manoplas com o mesmo nome (como E63 e F63), o cone da manopla Tipo F é um tamanho menor. Isso significa que tanto a E63 quanto a F63 têm um diâmetro de flange de φ63, mas o cone da F63 tem apenas o mesmo tamanho da E50. Portanto, o F63 girará mais rápido (com um rolamento de eixo menor) em comparação com o E63.
Forma de fixação da ferramenta do porta-ferramentas
Primavera cporta-ferramentas de cartucho
É usado principalmente para suportes de ferramentas retas, como brocas, fresas e machos, ou para fixação de ferramentas.
A deformação elástica do anel de retenção é de 1 mm, e a faixa de fixação é de 0,5 a 32 mm de diâmetro.
Mandril hidráulico
A- Parafuso de travamento, que usa uma chave Allen para apertar o parafuso de travamento;
B- Pistão de travamento, que pressiona o meio hidráulico para dentro da câmara de expansão;
C- Câmara de expansão, que é pressurizada por líquido para gerar pressão;
Bucha de expansão D-Thin, que permite que o centro da haste de fixação da ferramenta seja posicionado e envolvido uniformemente durante o processo de travamento.
E- Vedações especiais, que garantem vedação ideal e longa vida útil.
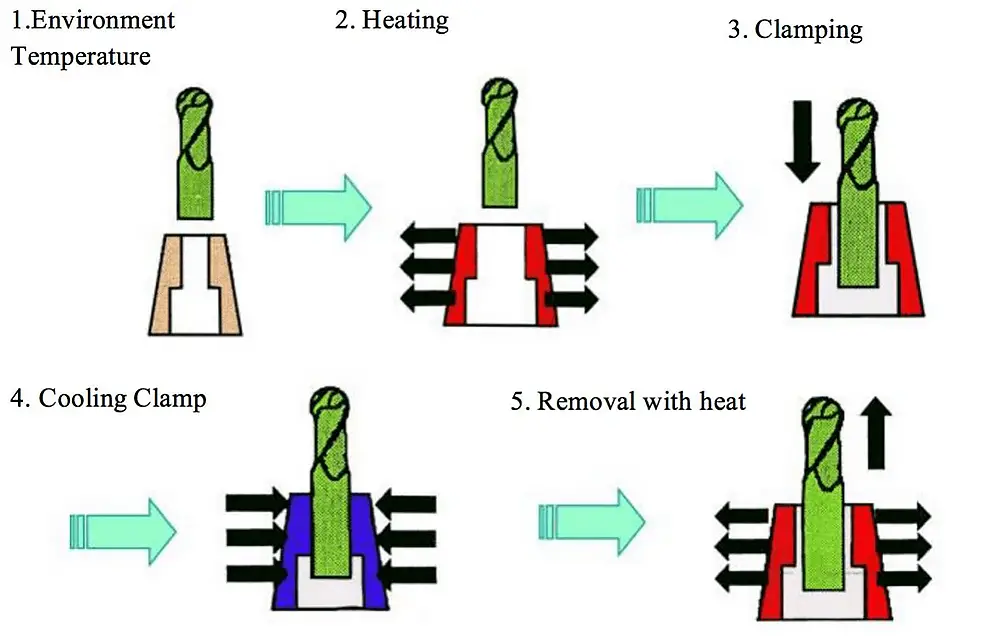
Suporte de ferramentas aquecido
A tecnologia de aquecimento por sensoriamento é usada para aquecer a parte de fixação da ferramenta do porta-ferramenta, fazendo com que ela se expanda em diâmetro. A haste fria é então inserida no porta-ferramenta quente. Isso resulta em uma alta força de fixação e bom equilíbrio dinâmico, tornando-o adequado para usinagem de alta velocidade.
A tecnologia também oferece alta precisão de repetibilidade dentro de 2μm e desvio radial dentro de 5μm, além de boa resistência a manchas e interferências durante a usinagem.
No entanto, somente uma ferramenta com um diâmetro de haste específico pode ser instalada para cada especificação de porta-ferramenta, e também é necessário um conjunto de equipamentos de aquecimento.
O princípio da fixação pirocondensacional do porta-ferramentas:
Avaliação abrangente e comparação de suportes de ferramentas
Avaliação
Tipo de grampo de mola
Tipo hidráulico
Tipo pirocondensacional
Diagrama de estrutura
Versatilidade
ser usado em todos os processos; altamente versátil
limitado para usinagem de alta velocidade; altos custos de manutenção
excelente desempenho em uma ampla gama de aplicações de usinagem de alta velocidade
Batimento do porta-ferramentas
grampo de mola de qualidade <10µm
>5µm
cerca de 3µm
Rígido
bom
bom
Equilíbrio dinâmico
bom
geral
bom
Vibrações
nenhuma vantagem
pode absorver vibrações
nenhuma vantagem
Conveniência
a precisão depende do operador
a estrutura de fixação é facilmente danificada
operação padronizada
Custo
geral
caro
Mais barato que o tipo hidráulico
Outros tipos de porta-ferramentas
Seleção e manutenção do porta-ferramentas
Fatores que influenciam a seleção
Ao escolher um porta-ferramentas, vários fatores importantes devem ser considerados para garantir o desempenho ideal e a compatibilidade com seu maquinário:
Compatibilidade: Certifique-se de que o porta-ferramentas seja compatível com o fuso de sua máquina. Isso envolve a verificação do tamanho e do tipo do cone (por exemplo, CAT, BT, HSK) para corresponder às especificações da máquina.
Tipo e tamanho da ferramenta: Selecione o suporte adequado para a ferramenta específica necessária. Considere o diâmetro e o comprimento da ferramenta e o tipo de operação de usinagem (por exemplo, fresagem, perfuração, torneamento).
Material: O material do porta-ferramentas afeta sua durabilidade e seu desempenho. Os materiais comuns incluem:
Aço: Oferece alta resistência e durabilidade, adequada para aplicações pesadas.
Alumínio: Leve e resistente à corrosão, ideal para aplicações de alta velocidade, mas menos durável que o aço.
Plástico: Geralmente usado para aplicações mais leves ou ambientes específicos em que o metal pode causar problemas, mas menos comum em ambientes industriais.
Equilíbrio: Para aplicações de alta velocidade, procure porta-ferramentas com melhor balanceamento e excentricidade mínima. Os porta-ferramentas balanceados reduzem as vibrações e melhoram a precisão da usinagem e a vida útil da ferramenta.
Cuidados e manuseio adequados
Para prolongar a vida útil de seus porta-ferramentas e manter seu desempenho, siga estas etapas:
Armazenamento: Armazene os porta-ferramentas em um ambiente seco e limpo, longe de contaminantes e umidade. Use racks ou gabinetes de armazenamento designados para evitar danos.
Limpeza: Limpe os porta-ferramentas com um pano macio antes e depois do uso para remover resíduos. Evite usar produtos químicos agressivos que possam danificar a superfície do porta-ferramentas.
Inspeção: Inspecione regularmente os suportes de ferramentas quanto a sinais de desgaste, danos ou corrosão. Verifique se há rachaduras, amassados ou deformidades. Substitua os porta-ferramentas se eles apresentarem desgaste ou danos significativos para evitar comprometer a qualidade da usinagem.
Lubrificação: Aplique lubrificantes conforme necessário para evitar ferrugem e garantir uma operação suave. Use os lubrificantes apropriados recomendados pelo fabricante do porta-ferramentas.
Manuseio: Manuseie os porta-ferramentas com cuidado para evitar danos. Evite deixá-los cair ou batê-los contra superfícies duras. Use capas ou luvas de proteção ao transportar os porta-ferramentas para evitar danos acidentais.
Ao considerar esses fatores e seguir as práticas de manutenção adequadas, você pode garantir que seus porta-ferramentas permaneçam em boas condições, proporcionando um desempenho confiável e preciso em suas operações de usinagem.
Como fundador do MachineMFG, dediquei mais de uma década de minha carreira ao setor de metalurgia. Minha vasta experiência permitiu que eu me tornasse um especialista nas áreas de fabricação de chapas metálicas, usinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou sempre pensando, lendo e escrevendo sobre esses assuntos, esforçando-me constantemente para permanecer na vanguarda do meu campo. Permita que meu conhecimento e experiência sejam um trunfo para sua empresa.
Você já se perguntou como as máquinas-ferramentas CNC são escolhidas para obter o melhor desempenho? Na usinagem CNC, a seleção das ferramentas de corte é fundamental para a eficiência e a precisão. Este artigo analisa...
Você já se perguntou como as fábricas modernas alcançam tanta precisão e eficiência? Este artigo explora o fascinante mundo dos sistemas de Controle Numérico Computadorizado (CNC), revelando como eles revolucionam a fabricação. Descubra os principais...
Imagine ter a ferramenta perfeita para cada desafio exclusivo na fabricação de moldes. De intrincadas superfícies de forma livre a requisitos de alta precisão, a seleção das ferramentas de corte corretas para fresamento CNC pode influenciar drasticamente...
Imagine que sua máquina-ferramenta CNC esteja desalinhada - apenas um pequeno erro de cálculo pode levar a erros dispendiosos. Este artigo detalha os métodos essenciais para o alinhamento preciso da ferramenta no fresamento CNC...
Imagine um mundo em que as máquinas CNC possam diagnosticar seus próprios problemas, programar a si mesmas e atingir níveis de precisão e velocidade sem precedentes. Esse é o futuro da máquina-ferramenta CNC...
O que acontece quando uma máquina-ferramenta CNC apresenta problemas de funcionamento? Os intrincados sistemas de máquinas CNC, que são cruciais para a fabricação moderna, podem ser difíceis de consertar. Este artigo aborda os...
Imagine se a precisão da sua máquina CNC pudesse ser constantemente monitorada, garantindo que cada movimento seja exato. Essa é a função da régua de grade, que atua como os "olhos" da máquina....
Com o desenvolvimento da ciência e da tecnologia, a tecnologia de fabricação mecânica passou por profundas mudanças. Devido à forte demanda social por diversificação de produtos e ao óbvio aumento na proporção...
Você já se perguntou por que as ferramentas de usinagem CNC falham prematuramente? Os danos e o desgaste das ferramentas podem interromper a produção, levando a atrasos dispendiosos. Este artigo explora problemas comuns, como microchipping, rachaduras térmicas,...