Explicação do processo de fabricação da pia de cozinha de aço inoxidável
Você já se perguntou como são feitas as pias de aço inoxidável elegantes e brilhantes da sua cozinha? Este artigo o levará pela fascinante jornada desde as chapas de aço bruto até o produto final polido, revelando as etapas complexas e o maquinário envolvido. Prepare-se para explorar o processo detalhado e descobrir o que torna essas pias duráveis e bonitas.
Entre elas, a máquina de trefilação requer uma trefilação de 400T e uma de 500T máquina de prensagem.
A prensa de estiramento 400T é usada para estiramento, e a prensa 500T é usada para formação.
Uma prensa hidráulica de 200T será necessária para o corte de bordas.
A prensa elétrica é usada principalmente para fazer furos.
Os 4 conjuntos de moldes são um molde de desenho, um molde de matriz de formaçãoum molde de corte e um molde de perfuração, respectivamente.
Agora que temos um breve entendimento sobre as pias de aço inoxidável e seus equipamentos de fabricação, como elas são feitas?
Vamos nos aprofundar no processo de produção de pias de aço inoxidável.
#1. Compra de matéria-prima (0,8-1,5 mm) chapa metálica)
A fábrica de pias adquire chapas de aço de diferentes larguras e espessuras de acordo com os vários requisitos de produção da pia.
A espessura da chapa metálica comumente usada na fabricação de pias de aço inoxidável está entre 0,8 mm e 1,5 mm.
A chapa metálica é entregue à fábrica de dissipadores em bobinas por peso.
Normalmente, a largura máxima da chapa de aço não cortada é de 1220 mm, e o comprimento é quase ilimitado.
#2. Laminação
A ductilidade da chapa de aço é limitada.
Para evitar rachaduras e danos à chapa de aço durante o processo de trefilação, é necessário aplicar um filme de laminação à chapa de aço no estágio inicial.
O revestimento cobre apenas um lado da chapa de aço, e o lado com a película de revestimento ficará voltado para o molde na etapa de desenho subsequente.
O revestimento de filme pode ser aplicado antes ou depois do corte.
De acordo com os diferentes comprimentos de projeto das pias de água, a longa chapa de aço precisa ser cortada em segmentos por um máquina de corte de chapas metálicas para atender aos requisitos de tamanho da obturação.
Na imagem abaixo, você pode ver que os trabalhadores concluem o revestimento do filme controlando o interruptor do rolo para passar o filme protetor e a chapa de aço pela zona de laminação ao mesmo tempo.
Quando o chapa de aço revestida passa pela guilhotina, o trabalhador pressiona o interruptor da guilhotina conforme necessário para cortar a chapa de aço no comprimento desejado.
#4. Entalhe de canto
A folha, depois de cortada, agora está em um formato retangular regular.
Para se adequar aproximadamente ao formato da pia, também é necessário alimentar a chapa na máquina de corte para entalhar os cantos.
A chapa metálica, após o canto entalheé geralmente poligonal e, às vezes, tem bordas em arco.
#5. Lubrificação
Aplique o óleo de estiragem uniformemente em ambos os lados da chapa metálica após o revestimento e o corte.
O óleo de trefilação ajudará a folha a ser tensionada uniformemente, reduzirá a chance de rachaduras por tração e prolongará a vida útil do molde e da máquina de prensagem.
#6. Primeiro sorteio
Coloque a chapa metálica na mesa de trabalho da máquina de prensa de trefilação.
Há aberturas nas placas laminadas superior e inferior da bancada de trabalho.
O molde do produto está localizado na abertura da placa inferior da bancada de trabalho (sombreada em vermelho na figura a seguir).
Após pressionar o interruptor do motor, a placa superior da mesa de trabalho da prensa hidráulica é abaixada e toda a mesa de trabalho afunda.
Durante o processo de afundamento, a posição horizontal do molde permanece inalterada, de modo que o chapa de aço é forçado para cima para completar o desenho da forma.
A primeira profundidade do desenho deve ser 80% ou mais da profundidade total do desenho.
#7. Limpeza
Retire a bacia inicialmente formada e limpe a bancada de trabalho contaminada com o óleo de extração.
O coletor de água após o primeiro processo de extração será enviado para a estação de limpeza para retirar o filme, e o óleo de extração residual será lavado para preparar o processo de extração. recozimento processo.
No processo de desenho, se a profundidade do projeto da pia for inferior a 160 mm, a profundidade desejada pode ser obtida em um único desenho.
Quando a profundidade do dissipador de água atinge 180 mm a 250 mm, a probabilidade de a chapa de aço inoxidável se romper com uma tração aumenta muito. Para evitar rachaduras e garantir a qualidade da pia, é necessário um processo de recozimento.
Para atender à demanda por estampagem profunda, atualmente são necessários o tratamento de recozimento e a estampagem secundária.
O tratamento de recozimento restaura a atividade da chapa de aço inoxidável que é altamente tensionada durante o primeiro processo de trefilação.
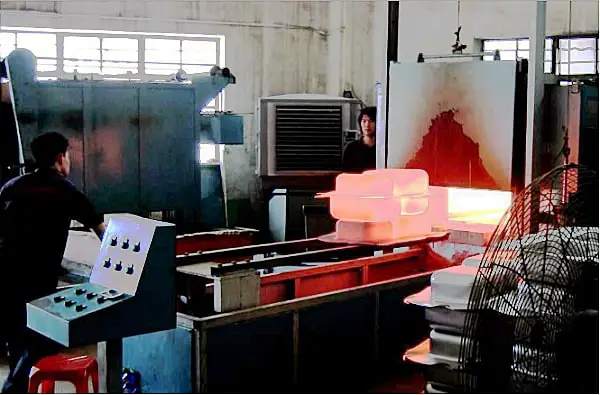
A linha de recozimento em si é uma linha de alta temperatura de 20 metros de comprimento, com uma temperatura de forno de aproximadamente 1150 ℃.
As entradas e saídas estão localizadas em ambos os lados, e os tanques de água são transportados por uma trava de guindaste do tipo cabo ou por uma correia transportadora.
A linha pode processar 30 peças de pias de água simultaneamente.
O processo de recozimento também inclui a desmagnetização, que elimina as propriedades magnéticas do aço inoxidável causadas pela trefilação.
Muitas fábricas de dissipadores não têm sua própria linha de recozimento e terceirizam o processo para uma loja de recozimento terceirizada.
Às vezes, a planta de dissipação usa um forno de recozimento para atender às suas próprias necessidades de substituição.
#9. Sorteio pela segunda vez
O dissipador de água recozido é submetido a um segundo processo de desenho usando um molde e uma prensa hidráulica.
O segundo desenho deve ser totalmente esticado até a profundidade projetada.
#10. Corte
Após o segundo processo de estiramento do coletor de água, não há mais encolhimento na borda da chapa de aço.
Nessa etapa, é necessário remover qualquer excesso de acabamento do produto final.
Ao cortar a borda, é essencial reservar a posição de instalação da nervura de reforço acima da bacia do balcão.
#11. Perfuração de furos
Os orifícios de drenagem e os orifícios de transbordamento são perfurados sucessivamente em um molde especial pela máquina de perfuração.
Dependendo das condições reais da chapa e do equipamento de puncionamento, pode ser necessário remover quaisquer rebarbas no plano de corte.
#12. Soldagem
Se for uma bacia de soldagem de rolo de tanque duplo ou uma bacia de soldagem de fundo, ela precisará ser soldada à placa superior da placa de irrigação após a perfuração.
A soldagem de rolos geralmente é feita por soldagem CNC, mas também pode ser feita manualmente por trabalhadores.
Se for um solda de topo é necessário realizar a soldagem de topo em ambos os lados da bacia.
Uma característica distintiva da bacia de solda de topo é a linha de solda entre os dois lados da bacia.
Aqui, o processo de lixamento (desenho) é especificamente apresentado.
A moagem é dividida em três ou quatro etapas, dependendo da diferença entre a bacia e o equipamento.
A primeira parte que precisa ser polida é a parte inferior da pia.
Em seguida, é feito o esmerilhamento da parede da pia.
Dependendo do grau de automação da planta de sinterização, às vezes existe o seguinte processo para aliviar a necessidade de habilidades de moagem dos trabalhadores.
Como as duas faces adjacentes são polidas em direções diferentes, é provável que ocorram linhas caóticas nas bordas onde as texturas se encontram.
Um rebolo será usado para remover quaisquer linhas desordenadas entre as duas faces verticais.
No final do processo de esmerilhamento, a placa superior é esmerilhada para remover o ponto de solda, as linhas de solda e as falhas de superfície visíveis na bacia.
#15. Abertura do furo
Escavação do furo da torneira de água na posição de acordo com os requisitos do pedido.
Esse processo tem um alto grau de liberdade e pode ser pulado diretamente de acordo com os requisitos do pedido, ou pode ocorrer antes de qualquer processo após a soldagem.
#16. Marcação
A marcação da pia de aço inoxidável inclui principalmente os dois métodos a seguir: marca a laser e marca em relevo.
Empurre o coletor completamente para dentro da posição de baioneta para garantir uma posição de impressão consistente.
Marca a laser
A gravação a laser é usada para marcação.
Além da marcação a laser totalmente automatizada, há também uma marcação a laser de posicionamento manual de baixo custo (conforme mostrado na figura a seguir).
Coloque a membrana semipermeável com o logotipo da marca na posição de marcação designada e use um emissor de laser portátil para iluminá-la a uma distância zero.
O laser passa pela parte transmissora de luz da membrana semipermeável para obter a cauterização na superfície do aço inoxidável.
#17. Restauração
Qualquer dano menor que ocorra em cada estágio da produção, mas que ainda tenha valor comercial, é enviado para o local de reparo manualmente antes do processo de pulverização.
#18. Revestimento em spray
É realizado um tratamento com spray de fundo.
Há três propósitos para a pulverização:
Para que a pia fina e leve ganhe peso;
Para cobrir os traços de queima causados pelo recozimento;
Para evitar a condensação no ambiente da cozinha.
No entanto, a maioria dos fabricantes de pias só aplica tinta durante a pulverização e não tem função anticondensação.
Além da pulverização, a decapagem também pode remover pontos de queimadura causados pelo recozimento.
#19. Limpeza e embalagem
O trabalho de limpeza inclui a remoção do óleo de extração residual, da sujeira e do spray da parte frontal da pia, bem como de quaisquer resíduos do rebolo e do aço inoxidável, impressões digitais e outras poeiras.
A pia pode ser embalada em suportes, caixas grandes ou até mesmo em embalagens de varejo, de acordo com as exigências de diferentes clientes.
#20. Estoque
Por fim, o produto é colocado no depósito e aguarda a entrega no local especificado pelo comprador.
Vídeo de trabalho do processo de fabricação de pias de aço inoxidável
Como fundador do MachineMFG, dediquei mais de uma década de minha carreira ao setor de metalurgia. Minha vasta experiência permitiu que eu me tornasse um especialista nas áreas de fabricação de chapas metálicas, usinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou sempre pensando, lendo e escrevendo sobre esses assuntos, esforçando-me constantemente para permanecer na vanguarda do meu campo. Permita que meu conhecimento e experiência sejam um trunfo para sua empresa.
Você já se perguntou como desenhos complexos são gravados em portas de aço? Uma máquina de gravação de portas de aço é a resposta. Este artigo aborda os diferentes tipos dessas máquinas, desde a gravação de molduras...
Você já se perguntou o que torna uma chapa metálica mais adequada para estampagem do que outra? Compreender as propriedades e as especificações de vários materiais de estampagem é fundamental para qualquer pessoa no setor...
A seleção da ferramenta de puncionamento de torre correta pode afetar significativamente a eficiência da produção e a qualidade do produto. Você está enfrentando problemas com rebarbas ou desgaste da matriz no processamento de chapas metálicas? Este guia...
Está com dificuldades para escolher a prensa de estampagem certa para suas necessidades de fabricação? A escolha da prensa de estampagem correta é fundamental para otimizar a eficiência da produção e garantir um resultado de alta qualidade. Este guia...
Você já se perguntou sobre o fascinante mundo da estampagem de metais? Nesta postagem do blog, embarcaremos em uma jornada empolgante para explorar os meandros desse processo essencial de fabricação....
Você já se perguntou sobre o incrível poder das prensas hidráulicas? Essas maravilhas da engenharia podem exercer uma força imensa, transformando materiais de uma forma que parece quase mágica. Neste blog...
Você já se perguntou como peças metálicas complexas são fabricadas com precisão? Este artigo explora o fascinante mundo das matrizes de rosqueamento e flangeamento, revelando os segredos por trás de seu design...
Você já se perguntou como calcular a deformação no flangeamento de furos? Entender os coeficientes de flangeamento é crucial para a precisão na usinagem de metais. Este artigo analisa os principais fatores que influenciam esses coeficientes...
Imagine aumentar significativamente a vida útil de seus moldes - que impacto isso teria na eficiência e nos custos de sua produção? Este artigo explora 12 medidas técnicas inovadoras para melhorar a vida útil do molde, desde...