Você já se perguntou como as medições precisas moldam o mundo da engenharia mecânica? Este artigo explora ferramentas essenciais como réguas de aço, paquímetros e paquímetros de vernier, revelando seus usos e precisão. Saiba como esses instrumentos garantem a precisão e a confiabilidade de inúmeros projetos de engenharia. Mergulhe de cabeça para descobrir os segredos por trás das medições precisas!
1. Régua de aço, paquímetros (interno e externo) e micrômetro.
(1) Régua de aço
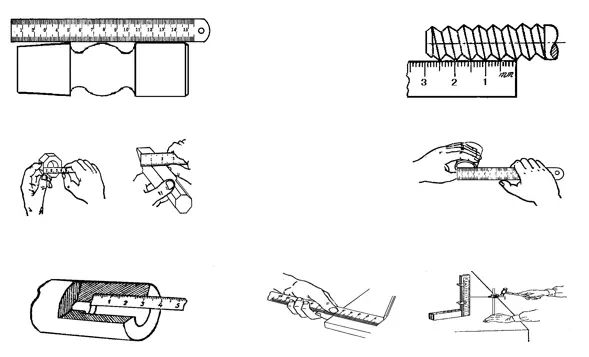
Uma régua de aço é a ferramenta de medição de comprimento mais simples disponível e vem em quatro tamanhos: 150 mm, 300 mm, 500 mm e 1000 mm. A imagem a seguir mostra uma régua de aço de 150 mm comumente usada.
As réguas de aço são usadas para medir as dimensões de comprimento das peças, mas seus resultados de medição não são muito precisos. Isso ocorre porque o espaçamento entre as marcações em uma régua de aço é de 1 mm, e a largura de cada marcação em si é de 0,1 a 0,2 mm.
Portanto, ao medir, pode haver erros de leitura significativos. Somente valores em milímetros podem ser lidos, e o menor valor de leitura é 1 mm. Valores menores que 1 mm só podem ser estimados.
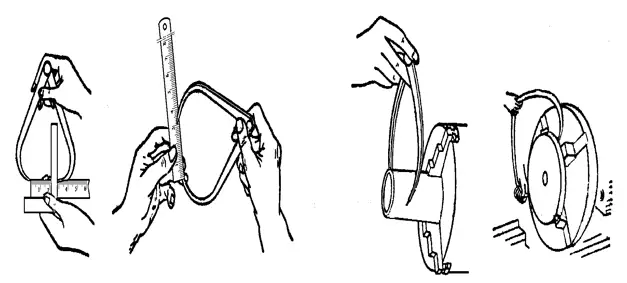
Método de utilização de uma régua de aço.
a) Meça o comprimento.
b) Meça o passo da rosca.
c) Meça a largura.
d) Meça o diâmetro interno.
e) Meça a profundidade.
f) Desenhe linhas.
A medição direta do tamanho do diâmetro (eixo ou furo) de uma peça com uma régua de aço resultará em uma precisão de medição menor. O motivo disso é que, além do grande erro de leitura da própria régua de aço, é difícil colocar a régua de aço na posição correta sobre o diâmetro da peça.
Portanto, para medir o diâmetro das peças, pode ser usada uma combinação de uma régua de aço e paquímetros internos/externos.
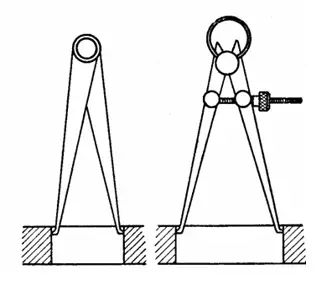
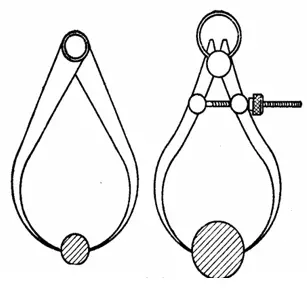
2. Calibradores internos/externos
Há dois tipos comuns de calibradores: os internos e os externos. Os calibradores internos são geralmente usados para medir diâmetros internos e ranhuras, enquanto os calibradores externos são usados para medir diâmetros externos.
Eles não podem ler diretamente os resultados da medição, mas, em vez disso, transferem a medição do comprimento para uma régua de aço para leitura ou tiram o tamanho necessário da régua de aço e, em seguida, verificam se o diâmetro da peça está em conformidade.
Os paquímetros são ferramentas de medição simples caracterizadas por sua simplicidade de estrutura, facilidade de fabricação, baixo custo, manutenção e uso.
Eles são amplamente usados para medir e inspecionar peças com baixos requisitos dimensionais, especialmente para medir e inspecionar peças forjadas e fundidas. Os paquímetros são a ferramenta de medição mais adequada para essas aplicações.
Calibradores internos
Calibradores externos
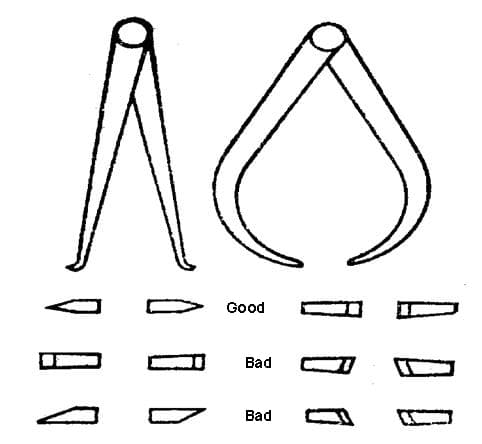
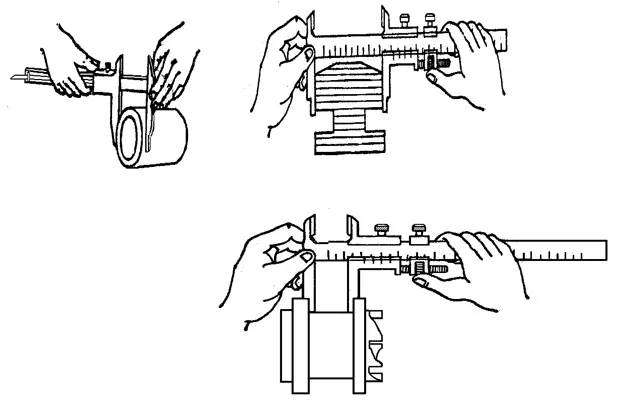
Comparação da qualidade dos formatos das garras do paquímetro.
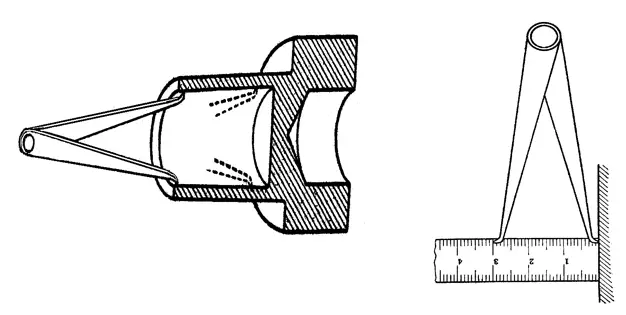
Método de obtenção de dimensões e medidas com um paquímetro externo em uma régua de aço.
Método de medição com um paquímetro interno e tomada de dimensões em uma régua de aço.
3. Calibrador de pressão
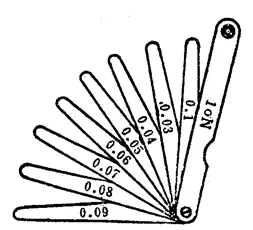
Feeler gauge, também conhecido como medidor de espessura ou medidor de folga.
Ele é usado principalmente para verificar o tamanho da folga entre duas superfícies de contato.
O calibrador de folga é composto de muitas camadas de chapas de aço com espessuras variadas. Eles são agrupados em conjuntos e cada conjunto contém vários calibradores. Cada peça do calibrador de folga tem duas superfícies de medição paralelas e marcações de espessura para uso combinado.
Durante a medição, uma ou mais peças do calibrador de folga são sobrepostas e inseridas na lacuna de acordo com o tamanho da lacuna entre as superfícies de contato.
Por exemplo, se um calibrador de 0,03 mm puder ser inserido na lacuna, enquanto um calibrador de 0,04 mm não puder, isso indica que a lacuna está entre 0,03 mm e 0,04 mm, o que torna o calibrador de folga um tipo de calibrador de limite.
Ao usar um calibrador de folga, os seguintes pontos devem ser observados:
Selecione o número apropriado de calibradores de acordo com a folga entre as superfícies de contato, mas use o menor número possível de calibradores.
Não aplique muita força durante a medição para evitar dobrar ou quebrar o calibrador de folga.
Não meça peças de trabalho com altas temperaturas.
2. Instrumento de medição com escala Vernier.
Os paquímetros Vernier são ferramentas de medição feitas com o princípio da escala Vernier. Eles incluem o paquímetro de Vernier, o medidor de altura com escala de Vernier, o medidor de profundidade com escala de Vernier, o medidor de ângulo com transferidor (como o transferidor universal de chanfro) e o paquímetro de Vernier de dentes de engrenagem.
Essas ferramentas são usadas para medir o diâmetro externo, o diâmetro interno, o comprimento, a largura, a espessura, a altura, a profundidade, o ângulo e a espessura do dente da engrenagem das peças e têm uma ampla gama de aplicações.
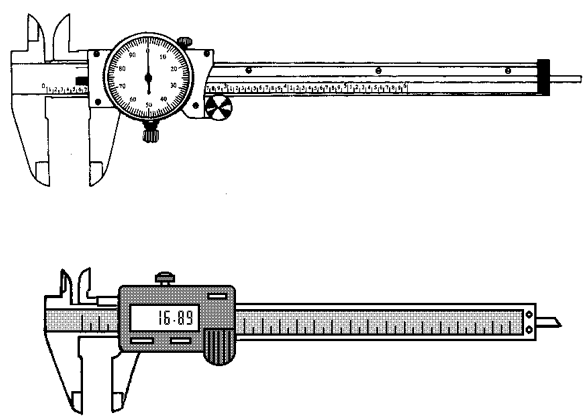
1. Paquímetro vernier
O compasso de calibre vernier é uma ferramenta de medição comumente usada, caracterizada por sua estrutura simples, uso conveniente, precisão moderada e uma grande variedade de tamanhos medidos.
Ele pode ser usado para medir o diâmetro externo, o diâmetro interno, o comprimento, a largura, a espessura, a profundidade, o espaçamento entre furos de peças, etc., e tem uma ampla gama de aplicações.
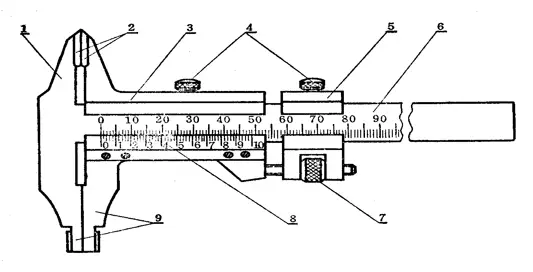
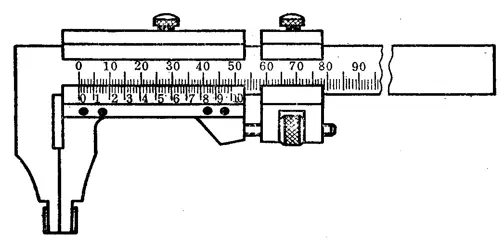
Há três tipos de formas estruturais para o paquímetro vernier.
(1) Um compasso de calibre vernier com faixa de medição de 0 a 125 mm, fabricado na forma de mandíbulas superior e inferior com formato de ponta de faca e equipado com um medidor de profundidade.
(2) Os paquímetros Vernier com faixas de medição de 0 a 200 mm e 0 a 300 mm podem ser fabricados na forma de mandíbulas inferiores com superfícies de medição interna e externa e mandíbulas superiores com formato de ponta de faca.
(3) Os paquímetros Vernier com faixas de medição de 0-200 mm e 0-300 mm também podem ser fabricados na forma de mandíbulas inferiores com apenas superfícies de medição internas e externas.
A faixa de medição e os valores de leitura correspondentes do paquímetro Vernier.
Faixa de medição
Valor de leitura do cursor
Faixa de medição
Valor de leitura do cursor
0~25
0.02 0.05 0.10
300~800
0.05 0.10
0~200
0.02 0.05 0.10
400~1000
0.05 0.10
0~300
0.02 0.05 0.10
600~1500
0.05 0.10
0~500
0.05 0.10
800~2000
0.10
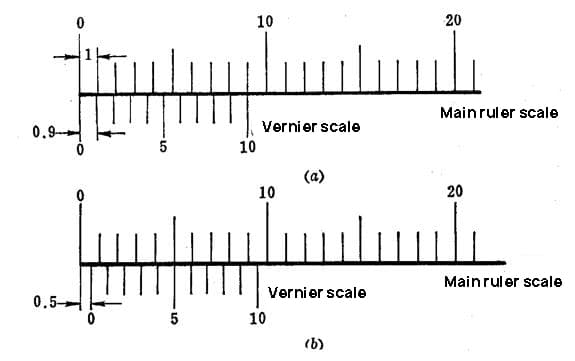
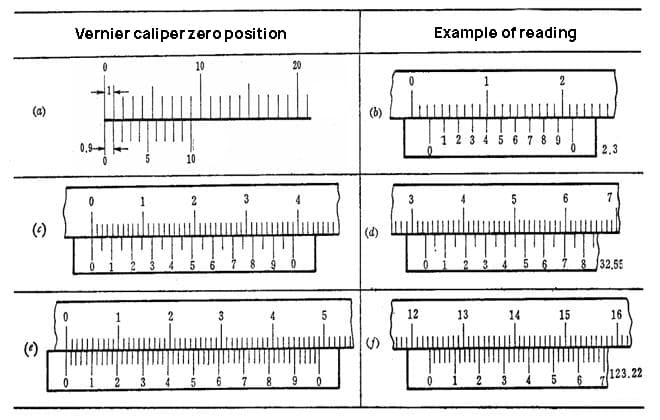
O princípio e o método de leitura do paquímetro Vernier.
Para um paquímetro Vernier com um valor de leitura de 0,1 mm, a distância entre cada linha da escala principal é de 1 mm.
Quando a linha zero na escala Vernier está alinhada com a linha zero na escala principal (as garras estão fechadas), a 10ª linha na escala Vernier aponta exatamente para 9 mm na escala principal, enquanto nenhuma das outras linhas na escala Vernier se alinha com qualquer linha na escala principal.
O intervalo de medição do compasso de calibre vernier é calculado da seguinte forma:
Intervalo = 9 mm ÷ 10 = 0,9 mm
A diferença entre o intervalo da escala principal e o intervalo da escala vernier é:
1 mm - 0,9 mm = 0,1 mm
Portanto, a leitura mínima que pode ser obtida com o paquímetro é de 0,1 mm, e nenhum valor menor pode ser medido.
Um paquímetro com uma leitura de escala vernier de 0,05 mm.
Quando as duas garras estão fechadas e a distância entre elas é de 39 mm, conforme indicado pela escala principal, a escala vernier desse paquímetro é dividida em 20 partes iguais. Portanto, a distância entre cada divisão na escala vernier é calculada da seguinte forma:
Distância entre as divisões na escala vernier = 39 mm ÷ 20 = 1,95 mm
A diferença entre a distância de duas divisões da escala principal (2 mm) e a distância de uma divisão da escala vernier (1,95 mm) é:
2 mm - 1,95 mm = 0,05 mm
Portanto, o valor mínimo de leitura desse calibrador é de 0,05 mm.
Da mesma forma, se a escala vernier tiver 20 divisões, mas a distância entre as garras for de apenas 19 mm, de acordo com a escala principal, o mesmo princípio se aplica.
Um paquímetro com uma leitura de escala vernier de 0,02 mm.
Quando as duas garras estão fechadas e a distância entre elas é de 49 mm, conforme indicado pela escala principal, a escala vernier desse paquímetro é dividida em 50 partes iguais. Portanto, a distância entre cada divisão na escala vernier é calculada da seguinte forma:
Distância entre as divisões na escala vernier = 49 mm ÷ 50 = 0,98 mm
A diferença entre a distância de uma divisão da escala principal (1 mm) e a distância de uma divisão da escala vernier (0,98 mm) é:
1 mm - 0,98 mm = 0,02 mm
Portanto, o valor mínimo de leitura desse calibrador é de 0,02 mm.
(a) Um paquímetro com uma escala de vernier de 0,1 mm.
(b) Um paquímetro com uma leitura de escala de vernier de 0,05 mm.
(c) Um paquímetro com uma leitura de escala de vernier de 0,02 mm.
A precisão da medição do paquímetro Vernier.
Ao medir ou inspecionar o tamanho de uma peça, é necessário selecionar uma ferramenta de medição adequada de acordo com os requisitos de precisão do tamanho da peça. O paquímetro Vernier é uma ferramenta de medição com precisão média, adequada apenas para medir e inspecionar dimensões de precisão média.
Não é razoável usar o paquímetro Vernier para medir peças fundidas brutas ou dimensões com requisitos de alta precisão.
O primeiro pode facilmente danificar a ferramenta de medição, enquanto o segundo não pode atender à precisão de medição exigida, pois todas as ferramentas de medição têm certos erros de indicação, que estão listados na tabela abaixo.
Valor de leitura
Erro total de indicação
0.02
±0.02
0.05
±0.05
0.10
±0.10
O erro de indicação do paquímetro Vernier se deve à precisão de fabricação do próprio paquímetro. Não importa quão corretamente seja usado, o paquímetro ainda pode produzir esses erros.
Por exemplo, ao usar um paquímetro Vernier com um valor de leitura de 0,02 mm e um erro de indicação de ±0,02 mm para medir um eixo com diâmetro de 50 mm, se a leitura no paquímetro for 50,00 mm, o diâmetro real poderá ser 50,02 mm ou 49,98 mm.
Ao usar os calibradores Vernier para medir os tamanhos das peças, os seguintes pontos devem ser observados:
1. Antes de medir, o paquímetro deve ser limpo e inspecionado para garantir que as superfícies de medição e as bordas de medição estejam planas e sem danos. Quando as duas garras estiverem bem encaixadas, não deve haver nenhuma folga óbvia, e as linhas de marcação zero do vernier e da escala principal devem estar alinhadas entre si. Esse processo é chamado de verificação da posição zero do paquímetro vernier.
2. Ao mover a estrutura do calibrador, ela deve se mover suavemente, sem ficar muito solta ou apertada, e não deve haver trepidação. Ao fixar a estrutura do calibrador com um parafuso de fixação, as leituras do calibrador não devem mudar. Ao mover a estrutura do calibrador, não se esqueça de afrouxar o parafuso de fixação e não o deixe muito solto para não perder o controle.
3. Ao medir as dimensões externas das peças medidas, a linha de conexão entre as duas faces de medição do paquímetro deve ser perpendicular à superfície que está sendo medida e não deve estar inclinada. Durante a medição, o paquímetro pode ser balançado suavemente para alinhá-lo verticalmente. Nunca ajuste as duas garras do paquímetro para que fiquem próximas ou até mesmo inferiores ao tamanho medido e force o paquímetro sobre a peça. Isso fará com que as garras se deformem ou as superfícies de medição se desgastem prematuramente, fazendo com que o paquímetro perca a precisão necessária.
Método de medição correto
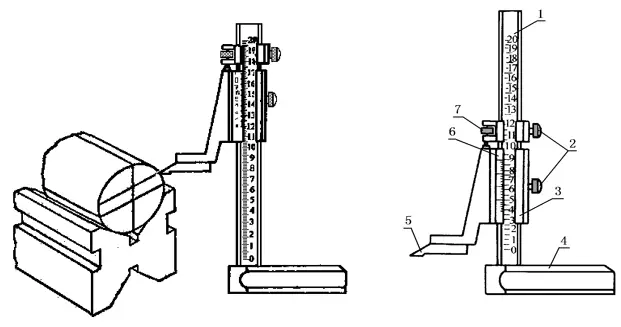
2. Medidor de altura Vernier Caliper
O calibrador Vernier Gauge, conforme mostrado na figura, é usado para medir a altura de peças e fazer marcações de precisão.
3. Medidor de profundidade Vernier Caliper
O calibrador Vernier de profundidade, conforme mostrado na figura, é usado para medir a dimensão da profundidade ou a altura do degrau e a profundidade da ranhura das peças.
4. Paquímetro Vernier com espessura do dente
O paquímetro Vernier com espessura do dente é usado para medir a espessura do dente da corda e o topo do dente da corda das engrenagens (ou engrenagens sem-fim). Esse tipo de paquímetro Vernier consiste em duas escalas principais perpendiculares, cada uma com sua própria escala Vernier.
Todos os tipos de paquímetros Vernier mencionados acima compartilham um problema comum, que é o fato de as leituras não serem muito claras e poderem ser facilmente mal interpretadas. Às vezes, é necessário usar uma lente de aumento para ampliar a parte da leitura.
Para eliminar o erro de paralaxe causado pela inclinação da linha de visão durante a leitura, alguns paquímetros são equipados com micrômetros, tornando-se paquímetros micrométricos, o que facilita a leitura precisa e melhora a precisão da medição.
Há também um tipo de paquímetro Vernier com um dispositivo de exibição digital, que exibe diretamente as dimensões medidas na superfície da peça em números. Seu uso é extremamente conveniente.
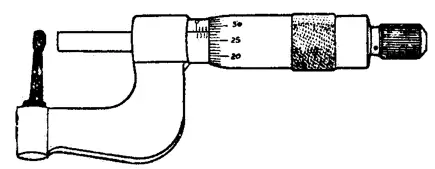
3. Micrômetro de rosca de parafuso
Instrumentos fabricados com o princípio de rosca do parafuso são chamados de micrômetros de rosca. Eles têm uma precisão de medição maior do que os paquímetros Vernier e são mais flexíveis na medição, por isso são usados com frequência quando se exige alta precisão de usinagem.
Os micrômetros de rosca comumente usados têm escalas com graduações de centésimos de milímetro (0,01 mm) e milésimos de milímetro (0,001 mm).
Atualmente, nas oficinas, é usado um grande número de micrômetros de rosca com escala de centésimos de milímetro (0,01 mm).
Há muitos tipos de escalas de leitura de centésimos de milímetro, que são comumente usadas em oficinas de usinagem mecânica, incluindo micrômetros de diâmetro externo, micrômetros de diâmetro interno, micrômetros de profundidade, micrômetros de rosca e micrômetros de espessura de dente de engrenagem.
Eles são usados, respectivamente, para medir ou inspecionar o diâmetro externo, o diâmetro interno, a profundidade, a espessura, o ponto médio da rosca e o comprimento normal da engrenagem.
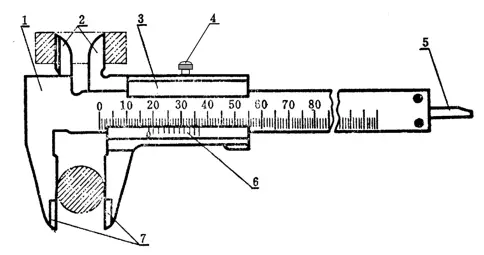
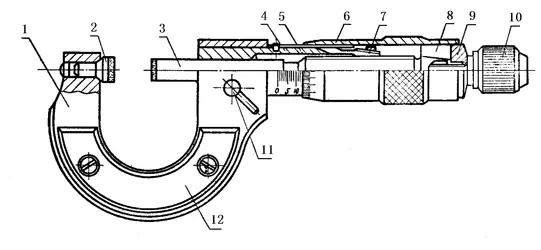
1. Estrutura do micrômetro de diâmetro externo
Micrômetro de diâmetro externo de 0-25 mm
1. Estrutura; 2. bigorna de medição fixa; 3. parafuso de medição; 4. luva de eixo rosqueada; 5. luva de escala fixa; 6. luva Vernier; 7. porca de ajuste; 8. conector; 9. arruela; 10. dispositivo de força de medição; 11. parafuso de travamento; 12. placa isolante.
Método de leitura do Vernier Caliper
A escala circular do micrômetro é marcada com 50 linhas igualmente espaçadas e, quando o micrômetro é girado uma volta completa, o parafuso de medição avança ou retrai 0,5 mm.
Quando o cilindro do micrômetro gira uma pequena divisão em sua própria escala circular, a distância entre as duas superfícies de medição que giram é:
0,5 ÷ 50 = 0,01 (mm).
Portanto, pode-se saber que o mecanismo de leitura em espiral do paquímetro pode ler corretamente o valor de 0,01 mm, o que significa que o valor de leitura do paquímetro é de 0,01 mm.
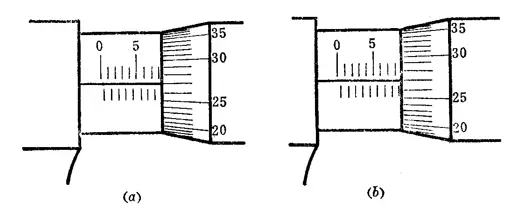
O método de leitura específico do paquímetro vernier pode ser dividido em três etapas:
(1) Leia o tamanho da linha de graduação exposta na luva fixa e preste atenção para não perder o valor da linha de graduação de 0,5 mm que deve ser lida.
(2) Leia o tamanho no cilindro do micrômetro e veja qual divisão na circunferência do cilindro do micrômetro se alinha com a referência da linha central da luva fixa. Multiplique o número de divisões por 0,01 mm para obter o tamanho no cilindro do micrômetro.
(3) Some os dois números acima para obter o tamanho medido no paquímetro.
Conforme mostrado na Figura (a), o tamanho lido na luva fixa é 8 mm e o tamanho lido no cilindro do micrômetro é 27 (divisões) x 0,01 mm = 0,27 mm. A adição dos dois números acima dá um tamanho medido da peça que está sendo inspecionada de 8,27 mm.
Na Figura (b), o tamanho lido na luva fixa é 8,5 mm e o tamanho lido no cilindro do micrômetro é 27 (divisões) x 0,01 mm = 0,27 mm. A adição dos dois números acima resulta em um tamanho medido da peça que está sendo inspecionada de 8,77 mm.
Ao usar um paquímetro vernier para medir as dimensões de uma peça, preste atenção aos seguintes pontos:
(1) Antes de usar, limpe as duas faces de medição do paquímetro e gire o dispositivo de força de medição para fazer com que as duas faces de medição entrem em contato (se o limite superior de medição for maior que 25 mm, insira um calibrador de ajuste ou um bloco de tamanho correspondente entre as duas faces de medição), e não deve haver nenhum fenômeno de lacuna ou vazamento de luz na superfície de contato. Ao mesmo tempo, alinhe o micrômetro e a luva fixa brevemente a zero.
(2) Ao girar o dispositivo de força de medição, o micrômetro deve ser capaz de se mover livremente ao longo da luva fixa, sem qualquer emperramento ou inflexibilidade.
(3) Antes da medição, limpe a superfície medida da peça para evitar afetar a precisão da medição devido à presença de sujeira. Não é absolutamente permitido usar um paquímetro para medir superfícies com abrasivos, para evitar danos à precisão da superfície de medição. A medição de peças com superfícies ásperas usando um paquímetro também é incorreta, pois pode causar desgaste prematuro das faces de medição.
(4) Ao usar um paquímetro vernier para medir uma peça, segure a tampa giratória do dispositivo de força de medição para girar o parafuso do micrômetro, de modo que a face de medição mantenha a pressão de medição padrão, ou seja, quando ouvir um som de "clique", indicando que a pressão é adequada, e você poderá começar a ler a medição. Certifique-se de evitar erros de medição causados por pressão de medição desigual.
(5) Ao usar um compasso de calibre vernier para medir peças, certifique-se de que o parafuso do micrômetro esteja alinhado com a direção da peça que está sendo medida.
(6) Ao medir uma peça com um paquímetro vernier, é melhor ler a medida enquanto ela ainda estiver na peça e, em seguida, remover o paquímetro após liberar a pressão. Isso pode reduzir o desgaste das faces de medição.
(7) Ao ler o valor de medição no compasso de calibre vernier, preste atenção especial para não errar a leitura de 0,5 mm.
(8) Para obter resultados de medição precisos, recomenda-se fazer uma segunda medição na mesma posição.
(9) Para peças de trabalho que estejam anormalmente quentes, não faça medições para evitar erros de leitura.
(10) Ao usar um paquímetro vernier externo com uma mão, segure a luva móvel com o polegar e o dedo indicador ou médio, enganche o dedo mínimo na estrutura e pressione-o contra a palma da mão. Em seguida, gire o dispositivo de medição de força com o polegar e o indicador para fazer a medição.
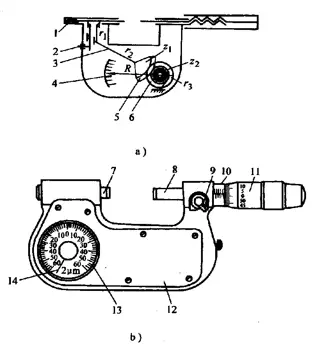
Indicador de alavanca
O indicador de dial de alavanca, também conhecido como indicador de teste de dial, é um instrumento de medição de precisão composto pela parte micrométrica de um micrômetro externo e pelo mecanismo de indicação de um medidor de profundidade do tipo alavanca.
Um relógio comparador, também conhecido como relógio comparador de teste, é a principal ferramenta usada para encontrar o centro de um eixo ou de outro trabalho cilíndrico. Ele mede pequenas distâncias lineares e fornece leituras precisas para garantir o alinhamento e a precisão durante os processos de usinagem.
Calibre Vernier interno
O calibrador vernier interno, conforme mostrado na figura, é lido usando o mesmo método que o calibrador vernier externo.
Paquímetro Vernier de Profundidade
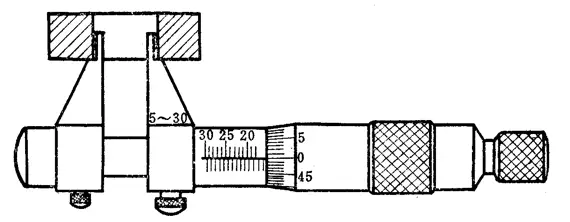
O paquímetro de profundidade, conforme mostrado na figura, é usado para medir pequenos diâmetros internos e larguras de ranhuras em superfícies internas. Sua característica é a facilidade de encontrar o diâmetro correto de um furo interno e a conveniência de usá-lo para medição.
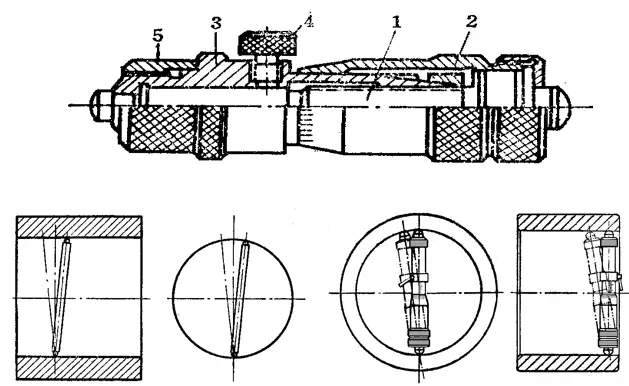
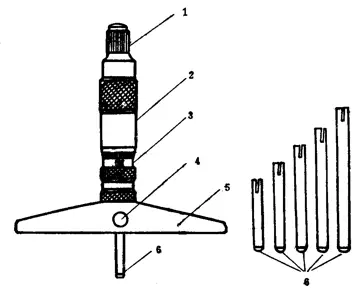
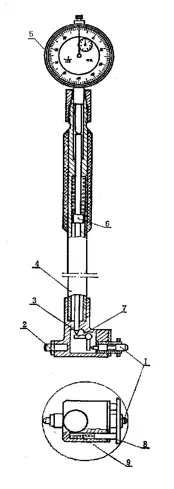
Micrômetro interno de três garras
O micrômetro interno de três mandíbulas é adequado para medir o diâmetro interno preciso de furos pequenos e médios, especialmente para medir o diâmetro de furos profundos.
A posição zero do micrômetro interno de três mandíbulas deve ser calibrada dentro de um furo padrão.
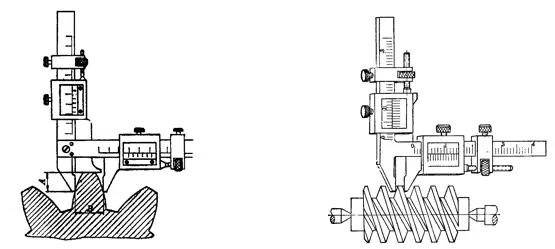
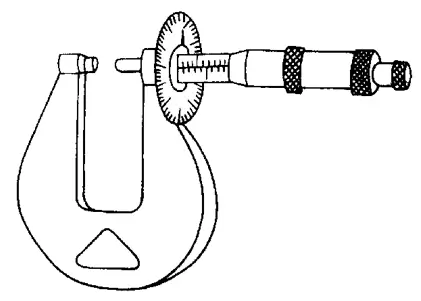
Paquímetro Vernier de dente de engrenagem
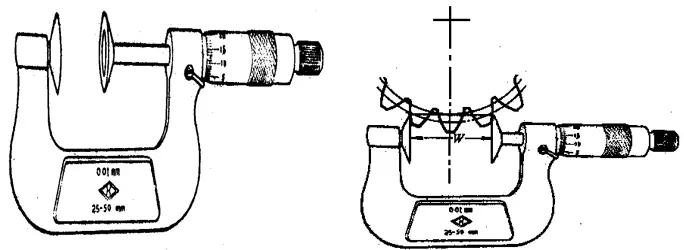
O paquímetro de dentes de engrenagem, conforme mostrado na figura, é usado principalmente para medir os comprimentos de duas linhas normais diferentes nas engrenagens cilíndricas de malha externa.
Ele também pode ser usado para verificar as dimensões da forma original de uma engrenagem ao longo de sua linha normal ao inspecionar a precisão de uma máquina de corte de engrenagens.
Sua estrutura é semelhante à do paquímetro externo, exceto pelo fato de ter duas garras de medição (faces de medição) com planos precisos instalados na superfície de medição em vez das faces de medição originais.
Calibrador Vernier de espessura de parede
O paquímetro de vernier de espessura de parede, conforme mostrado na figura, é usado principalmente para medir a espessura da parede de peças tubulares de precisão. As faces de medição do paquímetro de espessura de parede são embutidas com liga dura para melhorar sua vida útil.
Faixa de medição (mm): 0-10, 0-15, 0-25, 25-50, 50-75, 75-100. Valor de leitura (mm) 0,01
Paquímetro Vernier de espessura
O compasso de calibre vernier de espessura, conforme mostrado na figura, é usado principalmente para medir a dimensão da espessura de chapa metálica.
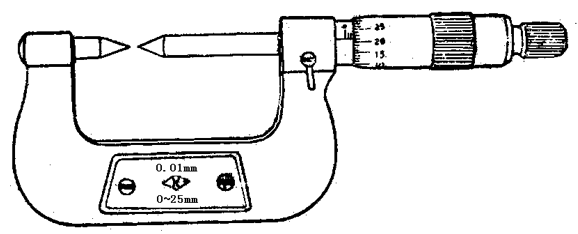
Paquímetro Vernier de mandíbula pontiaguda
O compasso de calibre vernier de mandíbula pontiaguda, conforme mostrado na figura, é usado principalmente para medir a espessura, o comprimento, o diâmetro e as pequenas ranhuras das peças. Por exemplo, ele pode ser usado para medir o diâmetro da ranhura de brocas e machos de rosca de número par.
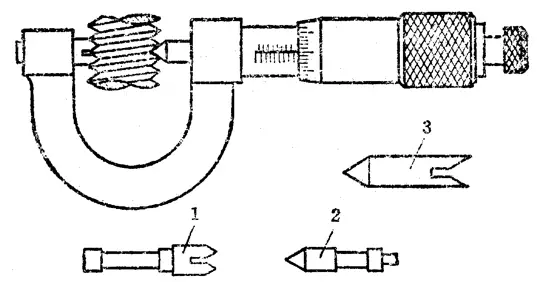
Calibrador Vernier de rosca
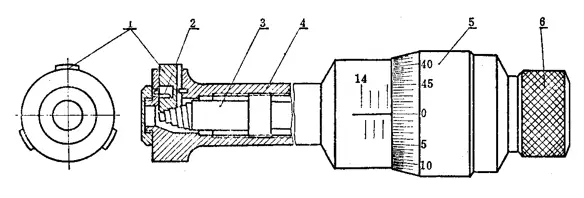
O paquímetro de rosca, conforme mostrado na figura, é usado principalmente para medir o diâmetro do passo de uma rosca padrão.
1, 2 Cabeçote de medição de dois pontos 3. Anel de ajuste
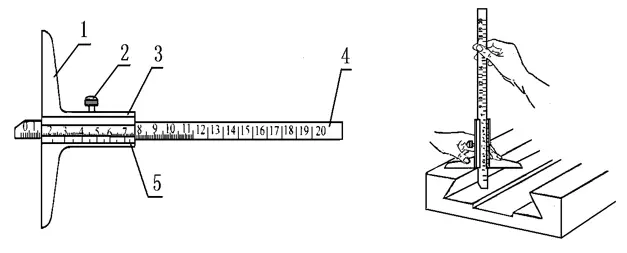
Paquímetro Vernier de Profundidade
O paquímetro de profundidade, conforme mostrado na figura, é usado para medir a profundidade do furo, a profundidade da ranhura, a altura do degrau e outras dimensões. Sua estrutura é semelhante à de um paquímetro de vernier externo, exceto pelo fato de ter uma base em vez de uma estrutura e uma face de medição.
Dispositivo de medição de força
Medidor com mostrador
Manga fixa
Dispositivo de travamento
Placa de base
Haste de medição.
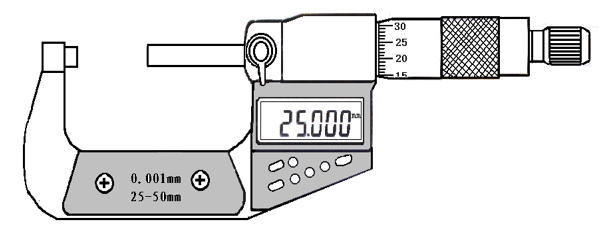
Paquímetro Vernier externo digital
Recentemente, os calibradores vernier externos digitais estão se tornando mais populares na China devido à sua facilidade de uso. Esses paquímetros exibem as leituras digitalmente, o que elimina a necessidade de interpretação manual.
Alguns paquímetros digitais também têm uma luva fixa com marcações que permitem leituras tão pequenas quanto 0,002 mm ou até 0,001 mm usando um cursor graduado.
4. Bloco do medidor
O uso e a precisão dos blocos de medição
O bloco calibrador, também conhecido como "calibrador de bloco", é a ferramenta de medição mais fundamental usada no setor de fabricação de máquinas. Ele serve como intermediário para a transferência de medições entre um comprimento padrão e as dimensões de uma peça.
Os blocos de calibradores são a referência para medição de comprimento em medições técnicas devido à sua alta precisão.
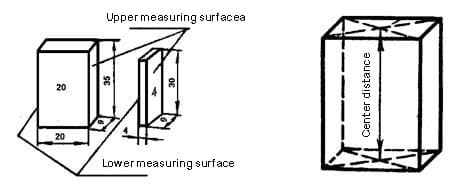
O tamanho de trabalho de um bloco medidor não se refere à distância entre duas superfícies de medição, pois essas superfícies não são absolutamente paralelas.
Portanto, o tamanho de trabalho de um bloco de medição refere-se ao seu comprimento central, que é a distância vertical do centro de uma superfície de medição até a superfície de ligação (cuja qualidade de superfície é consistente com a do bloco de medição) da outra superfície de medição.
Cada bloco de calibrador é marcado com seu tamanho de trabalho: quando o tamanho do bloco de calibrador é igual ou superior a 6 mm, a marca de trabalho está em uma superfície de não trabalho; quando o bloco de calibrador é inferior a 6 mm, o tamanho de trabalho é marcado diretamente na superfície de medição.
Os blocos de calibradores são classificados em cinco graus de precisão com base na precisão de seus tamanhos de trabalho (ou seja, comprimentos centrais) e na precisão do paralelismo de planicidade entre as duas superfícies de medição.
Esses graus são 00, 0, 1, 2 e 3. A precisão do bloco de calibrador de grau 0 é a mais alta, com tamanhos de trabalho e paralelismo de planicidade muito precisos e um erro de apenas alguns mícrons. Eles são geralmente usados por institutos de metrologia provinciais e municipais para calibrar instrumentos de precisão.
A precisão do bloco de medidor de grau 1 é um pouco menor, seguida pelo bloco de medidor de grau 2. A precisão do bloco medidor de grau 3 é a mais baixa e geralmente é usada em estações de medição de fábricas ou oficinas para calibrar ferramentas de medição de precisão comumente usadas.
Os blocos de medição são padrões dimensionais precisos que são difíceis de fabricar.
Para garantir que os blocos de medidores com desvios maiores nos tamanhos de trabalho ainda possam ser usados como padrões de comprimento precisos, seus tamanhos de trabalho podem ser verificados com mais precisão e o valor de correção da calibração do bloco de medidores é adicionado durante o uso.
Embora esse método possa ser mais complicado de usar, ele permite que blocos de medição com desvios maiores ainda sejam usados como padrões dimensionais precisos.
Os blocos de calibradores são ferramentas de medição precisas, e os seguintes pontos devem ser observados ao usá-los:
Antes de usar, lave o óleo preventivo de ferrugem com gasolina e, em seguida, limpe-o com uma camurça limpa ou um pano macio. Não use fios de algodão para limpar a superfície de trabalho do bloco do medidor para evitar danos à superfície de medição.
Não manuseie diretamente o bloco do medidor limpo com as mãos; em vez disso, coloque-o sobre um pano macio antes de manuseá-lo. Se for necessário manusear o bloco do medidor com as mãos, lave-as primeiro e segure o bloco em sua superfície que não esteja funcionando.
Ao colocar o bloco do calibrador em uma bancada de trabalho, a superfície que não funciona do bloco deve entrar em contato com a superfície de trabalho. Não coloque o bloco do calibrador sobre plantas, pois os produtos químicos residuais na superfície da planta podem causar ferrugem no bloco do calibrador.
Não empurre nem esfregue a superfície de trabalho do bloco do calibrador contra a superfície de não trabalho para evitar arranhões na superfície de medição.
Após o uso, limpe o bloco do medidor imediatamente com gasolina, seque-o com um pano macio, aplique óleo preventivo contra ferrugem e guarde-o em uma caixa específica. Se for necessário o uso frequente, o bloco do medidor pode ser armazenado em um cilindro de secagem após a limpeza sem a aplicação de óleo antiferrugem.
Não é permitido manter blocos de calibre unidos por muito tempo para evitar danos desnecessários causados pela união de metais.
5. Indicação de ferramentas de medição
As ferramentas de medição com indicação são instrumentos de medição que indicam os resultados da medição por meio de um ponteiro.
As ferramentas de medição de indicação comumente usadas em oficinas incluem indicadores com mostrador, indicadores digitais, indicadores com mostrador do tipo alavanca e indicadores de diâmetro interno.
Eles são usados principalmente para calibrar a posição de instalação das peças, verificar a precisão da forma e a precisão da posição mútua das peças, bem como medir o diâmetro interno das peças, etc.
Os indicadores de discagem e os indicadores digitais são usados para calibrar as posições de instalação de peças ou acessórios, bem como para verificar a precisão da forma ou a precisão da posição mútua das peças.
Não há muita diferença no princípio estrutural entre eles, exceto pelo fato de que a precisão de leitura dos indicadores digitais é maior. O valor de leitura de um indicador digital é de 0,001 mm, enquanto o de um relógio comparador é de 0,01 mm.
Os indicadores com mostrador e os indicadores digitais são divididos em três graus de precisão: 0, 1 e 2, sendo que o grau 0 tem maior precisão. Ao usar relógios comparadores ou indicadores digitais, você deve escolher o grau de precisão e a faixa de medição adequados de acordo com os requisitos de forma e precisão da peça.
Ao usar indicadores de mostrador ou indicadores digitais, preste atenção ao seguinte:
(1) Antes de usar, verifique a flexibilidade da haste de medição. Empurre suavemente a haste de medição, e ela deve se mover de forma flexível dentro da luva, sem qualquer emperramento. Após cada relaxamento, o ponteiro deve retornar à sua posição original.
(2) Ao usar um relógio comparador ou indicador digital, ele deve ser fixado em um local confiável. fixação (como um suporte de mesa universal ou uma base magnética). O dispositivo de fixação deve ser colocado de forma estável para evitar resultados de medição imprecisos ou danos ao relógio comparador devido à instabilidade.
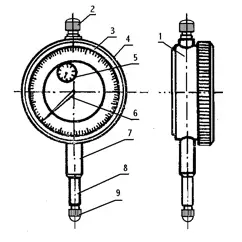
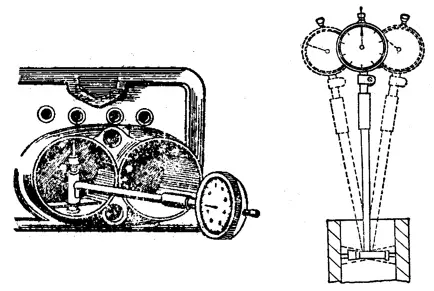
Indicador de diâmetro interno:
Um indicador de diâmetro interno é uma combinação de uma estrutura do tipo alavanca de medição interna e um relógio comparador, conforme mostrado na figura. Ele é usado para medir ou verificar o furo interno, o diâmetro do furo profundo e a precisão da forma das peças.
6. Ferramentas de medição de ângulos
Régua de ângulo universal:
Uma régua angular universal é uma ferramenta de medição de ângulos usada para medir os ângulos internos e externos de peças de precisão ou para desenhar linhas angulares. Inclui um transferidor e uma régua angular universal.
As linhas de escala na base da régua angular universal são marcadas a cada 1º. Como há 30 grades no cursor, o ângulo total coberto por elas é de 29º.
Portanto, a diferença de grau entre cada linha de grade é:
Sim, a precisão da régua angular universal é de 2′.
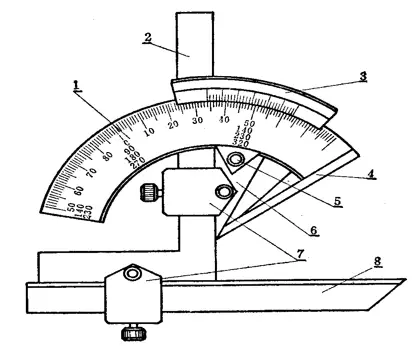
Régua de ângulo universal
O método de leitura da régua angular universal é semelhante ao de um paquímetro vernier. Primeiro, leia o valor do ângulo antes da linha zero do cursor e, em seguida, leia o valor de "minutos" na escala do cursor. A soma desses dois valores é o valor do ângulo medido da peça de trabalho.
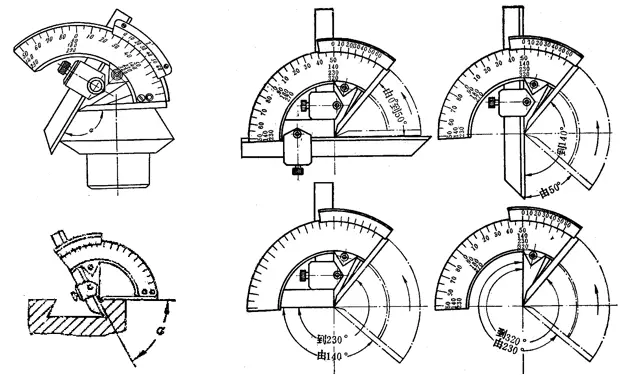
Na régua angular universal, a régua de base 4 é fixada na base e a régua angular 2 é fixada na placa circular com um bloco de travamento 7. A régua móvel 8 é fixada na régua de ângulo por um bloco de travamento.
Se a régua angular 2 for removida, a régua reta 8 poderá ser fixada na placa circular. Como a régua angular 2 e a régua reta 8 podem ser movidas e trocadas, a régua angular universal pode medir qualquer ângulo de 0° a 320°, conforme mostrado na figura a seguir.
Conforme mostrado na figura acima, quando a régua angular e a régua reta estão totalmente montadas, a régua angular universal pode medir ângulos externos de 0° a 50°.
Quando somente a régua reta está instalada, ele pode medir ângulos de 50° a 140°. Quando apenas a régua angular é instalada, ele pode medir ângulos de 140° a 230°.
Quando a regra do ângulo e a regra da reta são removidas, ele pode medir ângulos de 230° a 320° (ou seja, ângulos internos de 40° a 130°).
Nas linhas de escala da base da régua angular universal, as marcações básicas de ângulo são apenas de 0° a 90°. Se o ângulo que está sendo medido for maior que 90°, um valor de base (90°, 180°, 270°) deve ser adicionado à leitura. Quando a faixa do ângulo medido for:
90° a 180°, o ângulo medido = 90° + leitura da ferramenta de medição de ângulo
180° a 270°, o ângulo medido = 180° + leitura da ferramenta de medição de ângulo
270° a 320°, o ângulo medido = 270° + leitura da ferramenta de medição de ângulo
Transferidor de chanfro universal
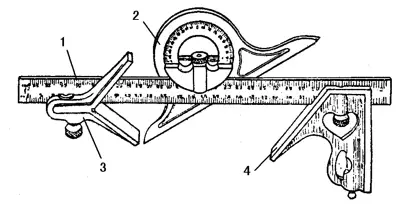
O Transferidor Universal de Bisel é mostrado na figura. Ele é usado principalmente para medir ângulos gerais, comprimentos, profundidades, horizontalidade e localizar o centro em peças circulares.
Também é conhecido como régua universal de ângulos de aço, transferidor universal de ângulos e régua combinada de ângulos. É composto por uma régua de aço (1), um transferidor móvel (2), um medidor de ângulo central (3) e um medidor de ângulo fixo (4). O comprimento de sua régua de aço é de 300 mm.
1 - Régua de aço
2- Transferidor móvel
3- Medidor de ângulo central
4- Medidor de ângulo fixo
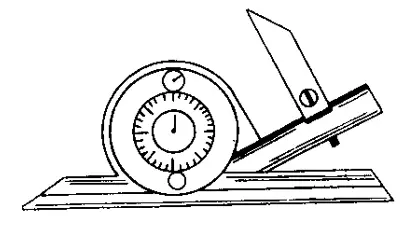
Transferidor com escala Vernier
O transferidor com escala Vernier é mostrado na figura. Ele é usado para medir qualquer ângulo e tem maior precisão de medição do que um transferidor geral. A faixa de medição é de 4×90º, com um valor de leitura de 2′ e 5′, e uma faixa de 0-360º com um valor de graduação de 5′.
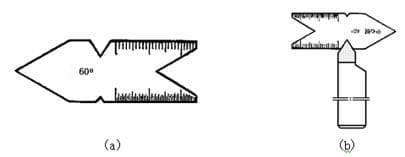
Medidor central
O Center Gauge é mostrado na figura (a). Ele é usado principalmente para inspecionar o ângulo das roscas e das ferramentas de rosqueamento (mostrado na figura (b)) e para corrigir a posição das ferramentas de rosqueamento durante a instalação.
Ao cortar roscas, são exigidos requisitos mais altos para a instalação de ferramentas de rosqueamento a fim de garantir o formato correto do dente. Para roscas triangulares, é necessário que o formato dos dentes seja simétrico e perpendicular ao eixo da peça de trabalho, ou seja, que os dois meios-ângulos sejam iguais.
Para tornar os dois meios-ângulos iguais durante a instalação, o calibrador central pode ser usado conforme mostrado na figura 6-9. A precisão da agulha superior do torno também pode ser verificada. Ela vem em duas especificações: 55º e 60º.
A barra de seno é uma ferramenta de medição usada para verificar com precisão os ângulos e os cones de peças e medidores. Ela é medida usando a relação trigonométrica do seno, daí seu nome como barra de seno ou régua de seno.
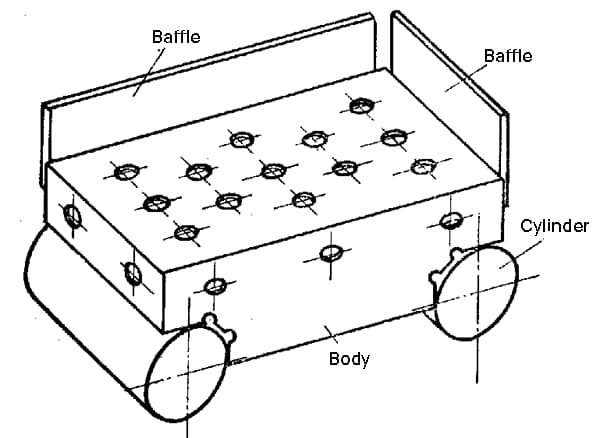
O corpo principal da barra senoidal tem superfícies de trabalho de precisão e dois cilindros de precisão, e pode ser equipado com quatro batentes (dos quais apenas dois são instalados quando em uso) perpendiculares entre si como placas de posicionamento para colocar peças durante a medição.
Há dois tipos de barras senoidais domésticas: largas e estreitas.
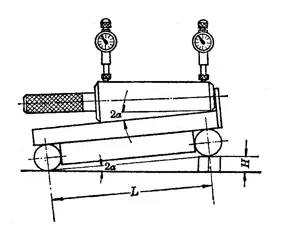
A figura a seguir é um diagrama esquemático da medição do ângulo de conicidade de um calibrador de plugue cônico usando uma barra senoidal.
Ao usar uma barra de seno para medir o ângulo de uma peça, como um calibrador de plugue cônico, primeiro coloque a barra de seno em uma plataforma de precisão e coloque a peça a ser medida na superfície de trabalho da barra de seno, com a superfície de posicionamento da peça a ser medida encostada no batente da barra de seno (como a face frontal do calibrador de plugue cônico contra o batente frontal da barra de seno).
Coloque um bloco de medição sob um dos cilindros da barra senoidal e use um relógio comparador para verificar a altura da peça em todo o seu comprimento.
Ajuste o tamanho do bloco do calibrador de modo que a leitura do relógio comparador seja a mesma em todo o comprimento da peça. Nesse ponto, você pode usar a fórmula do seno de um triângulo retângulo para calcular o ângulo da peça.
Fórmula do seno:
Onde:
sin é o símbolo da função seno,
2α é o ângulo de conicidade (em graus) do cone,
H é a altura (mm) do bloco do medidor,
L é a distância central (mm) entre os dois cilindros da barra senoidal.
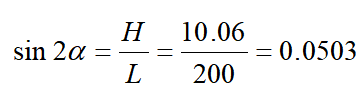
Por exemplo, ao medir o ângulo de conicidade de um calibrador de plugue cônico usando uma barra senoidal estreita com uma distância central L=200 mm, e quando o bloco do calibrador é colocado sob um cilindro com altura H=10,06 mm, o relógio comparador faz a mesma leitura em todo o comprimento do calibrador de plugue cônico. Nesse momento, o cálculo do ângulo de conicidade do calibrador de plugue cônico é o seguinte:
Ao consultar a tabela da função seno, obtemos 2α=2º53′. Portanto, o ângulo de conicidade real do medidor de plugue cônico é de 2º53′.
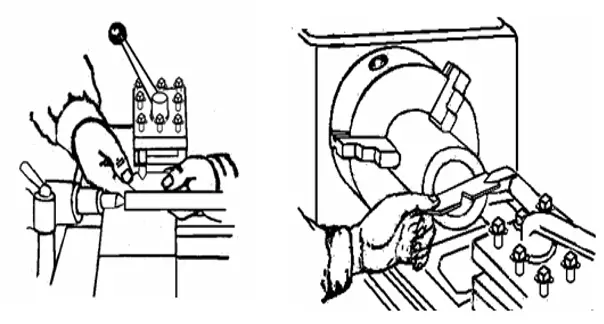
Suporte para medição de ângulos de ferramentas
O ângulo da ferramenta O suporte de medição é um instrumento especial usado para medir os ângulos das ferramentas de corte. Ele consiste em uma base 1, um quadro indicador 2, uma plataforma 3, um bloco de posicionamento 4, um ponteiro 5, uma placa de setor 6, uma coluna 7 e uma porca 8. A base 1 tem formato de disco com escalas de 100° em ambos os lados da linha zero. A plataforma 3 pode girar para a esquerda e para a direita em torno do eixo Z na base, e o ângulo de rotação pode ser indicado pela placa indicadora 2 fixada na parte inferior da plataforma. A placa de setor 6 tem escalas de ±45°. O ponteiro 5 pode girar em torno de seu eixo, e o ângulo de rotação pode ser indicado na escala da placa de setor. A extremidade inferior do ponteiro 5 é uma placa de medição, que tem uma lâmina inferior A, uma lâmina direita B, uma lâmina esquerda C e uma superfície de medição frontal D. A coluna 7 tem roscas. Girar a porca 8 pode mover a placa de setor 6 para cima e para baixo.
7. Nível de Espírito
O nível de bolha é uma ferramenta de medição comumente usada para medir mudanças de ângulo. Ele é usado principalmente para medir a posição horizontal das peças da máquina em relação umas às outras e a planicidade, retidãoe a perpendicularidade do equipamento durante a instalação. Ele também pode medir a pequena inclinação das peças.
Os níveis de bolha comumente usados incluem níveis de bolha de linha, níveis de bolha de quadro e níveis de bolha de colimador óptico digital, etc.
Nível de Espírito de Linha
A figura a seguir mostra um nível de bolha de ar de linha comum usado por mecânicos. O nível de bolha de ar de linha consiste em uma superfície de base em forma de V como superfície de trabalho e um nível (comumente conhecido como bolha) paralelo à superfície de trabalho. Tanto a planicidade da superfície de trabalho quanto o paralelismo do nível em relação à superfície de trabalho são muito precisos.
Quando a superfície da base do nível de bolha de ar é colocada em uma posição horizontal precisa, a bolha do nível fica na posição central (ou seja, na posição horizontal).
Quando há uma pequena diferença entre a superfície de base do nível de bolha de ar e a posição horizontal (ou seja, quando as duas extremidades da superfície de base do nível de bolha de ar estão em alturas diferentes), a bolha no nível sempre se move em direção ao lado mais alto do nível devido ao efeito da gravidade, que é o princípio do uso do nível de bolha de ar.
Quando a diferença de altura entre as duas extremidades é pequena, a bolha também se move apenas ligeiramente, mas quando a diferença de altura entre as duas extremidades é grande, o movimento da bolha também é grande, e a diferença de altura entre as duas extremidades pode ser lida na escala do nível.
Especificação do medidor de nível:
Variedades
Dimensões gerais (mm)
Valor da graduação
longo
amplo
alta
grupo
(mm/m)
Tipo de caixa
100
25~35
100
I
0.02
150
30~40
150
200
35~40
200
250
40~50
250
II
0.03~0.05
300
300
Formulário de barra
100
30~35
35~40
150
35~40
35~45
200
40~45
40~50
Ⅲ
0.06~0.15
250
300
Explicação do valor de graduação do medidor de nível de barra
Por exemplo, se o valor da graduação for 0,03 mm/m, isso significa que, quando a bolha se move uma grade, a diferença de altura entre as duas extremidades de um comprimento medido de 1 m é de 0,03 mm. Além disso, usar um medidor de nível de 200 mm de comprimento com um valor de graduação de 0,05 mm/m para medir a planicidade de um plano de 400 mm de comprimento.
Primeiro, coloque o medidor de nível no lado esquerdo do avião. Se a bolha se mover duas grades para a direita, coloque o medidor de nível no lado direito do plano. Se a bolha se mover três grades para a esquerda, isso indica que o plano é uma superfície convexa que é mais alta no meio e mais baixa nos dois lados.
Quanto mais alto é o meio? Olhando do lado esquerdo, o meio é duas grades mais alto do que a extremidade esquerda, o que significa que, em um comprimento medido de 1 m, o meio é 2×0,05=0,10 mm mais alto. Como o comprimento real medido é de 200 mm, que é 1/5 de 1 m, a diferença de altura real é 0,10×1/5=0,02 mm mais alta no meio do que na extremidade esquerda.
Olhando do lado direito, o meio é três grades mais alto do que a extremidade direita, o que significa que, em um comprimento medido de 1 m, o meio é 3×0,05=0,15 mm mais alto. Como o comprimento real medido também é de 200 mm, que é 1/5 de 1 m, a diferença real de altura é 0,15×1/5=0,03 mm mais alta no meio do que na extremidade direita. Portanto, pode-se concluir que a diferença de altura entre o meio e as duas extremidades é (0,02+0,03)÷2=0,025mm.
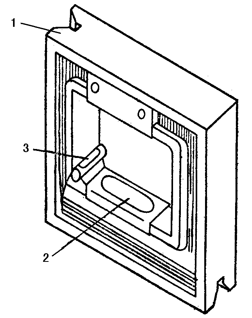
Medidor de nível de caixa
A imagem a seguir mostra um medidor de nível de caixa comumente usado, que é composto principalmente de uma estrutura 1 e do medidor de nível de tubo de vidro circular principal 2 e do medidor de nível de ajuste 3. O movimento da bolha no medidor de nível é usado para medir a mudança no ângulo da peça que está sendo medida.
1 - Moldura
2 - Medidor de nível principal
3 - Medidor de nível de ajuste
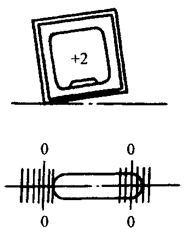
Há dois métodos de leitura do medidor de nível: leitura direta e leitura média.
(1) Método de leitura direta
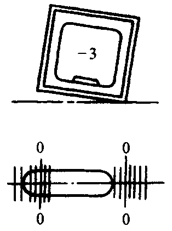
As longas linhas de marcação em ambas as extremidades da bolha no medidor de nível são usadas como linha zero, e o número de deslocamentos da bolha em relação à linha zero é usado como leitura. Esse é o método mais comumente usado, conforme mostrado na figura abaixo.
A leitura é "0"
A leitura é "+2"
A leitura é "-3"
(2) Método de leitura média
Devido a grandes mudanças na temperatura ambiente, a bolha pode se alongar ou contrair, causando erros de leitura e afetando a precisão da medição. Para eliminar os erros de leitura, pode ser usado o método de leitura média.
No método de leitura média, as leituras são feitas a partir das duas linhas de marcação longas em direção à extremidade da bolha na direção do movimento. Em seguida, o valor médio dessas duas leituras é considerado como a leitura para essa medição.
Devido à alta temperatura ambiente, a bolha se alongou, fazendo com que ela se deslocasse para a esquerda durante a medição. Durante a leitura, comece na linha de marca longa à esquerda e leia "-3" à esquerda. Em seguida, comece a partir da linha de marca longa à direita e leia "-2" à esquerda. A média dessas duas leituras é considerada o valor de leitura para essa medição.
Como fundador do MachineMFG, dediquei mais de uma década de minha carreira ao setor de metalurgia. Minha vasta experiência permitiu que eu me tornasse um especialista nas áreas de fabricação de chapas metálicas, usinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou sempre pensando, lendo e escrevendo sobre esses assuntos, esforçando-me constantemente para permanecer na vanguarda do meu campo. Permita que meu conhecimento e experiência sejam um trunfo para sua empresa.
Imagine desbloquear a precisão das máquinas-ferramentas com uma simples superfície de vidro. As balanças de grade linear fazem exatamente isso, transformando linhas finas em medições altamente precisas. Este artigo explora como essas...
Você já se perguntou como as bordas afiadas das peças de metal são suavizadas? Esse processo, conhecido como chanfro, transforma cantos perigosos e irregulares em superfícies angulares mais seguras. Neste artigo, você verá...
Você já se perguntou quais são as melhores marcas de rolamentos do mundo? Nesta postagem do blog, exploraremos os principais fabricantes de rolamentos conhecidos por sua excepcional qualidade, inovação e...
Você já se perguntou quem alimenta o mundo nos bastidores? Nesta postagem do blog, vamos nos aprofundar nos principais fabricantes de geradores que mantêm as luzes acesas...
Você é um aspirante a engenheiro mecânico e quer se destacar em sua área? Nesta postagem do blog, exploraremos os 10 principais softwares de projeto de engenharia mecânica que você deve conhecer e que podem...
Você já se perguntou como é garantida a integridade das porcas e parafusos soldados em seu carro? Este artigo revela o processo meticuloso de verificações e inspeções de qualidade que mantêm seu veículo...
Você já se perguntou o que mantém um motor elétrico funcionando sem problemas e sem superaquecimento? Compreender as temperaturas seguras de operação dos motores é fundamental para sua longevidade e desempenho. Neste artigo,...
Você já se perguntou sobre o fascinante mundo da fundição? Esse processo de fabricação antigo, mas em constante evolução, molda nossa vida diária de inúmeras maneiras. Nesta postagem do blog, vamos explorar o...
Você já se perguntou como as engrenagens de seu carro ou avião funcionam tão bem? Este artigo revela os principais fabricantes de engrenagens que estão moldando o futuro da engenharia mecânica. Você aprenderá...