Você já se perguntou como os objetos do cotidiano são meticulosamente fabricados em metal? Este artigo revela 444 conceitos essenciais da fabricação mecânica, desde técnicas de rebitagem até as nuances das máquinas de solda. Mergulhe na ciência por trás da deformação do metal durante a flexão e descubra os vários métodos de corte usados no setor. Seja você um novato ou um profissional, obterá insights valiosos sobre os intrincados processos que moldam o nosso mundo. Prepare-se para explorar a mecânica fascinante que impulsiona a fabricação moderna!
Você se interessa pelo fascinante mundo da fabricação mecânica? Quer aprender sobre as diferentes formas de estruturas metálicas e os vários métodos usados para conectá-las? Este guia abrangente sobre conhecimento mecânico é a melhor opção.
Desde o processo de rebitagem até os diferentes Tipos de soldagem este artigo aborda tudo isso. Descubra as etapas envolvidas no lofting e na marcação, a importância da utilização do material e os diferentes tipos de máquinas. Tipos de tesouras usado para cortar.
Aprenda sobre os diferentes tipos de deformação que ocorrem durante o processo de dobra e os vários métodos usados para dobrar.
Quer você seja um profissional experiente ou esteja apenas começando no campo da manufatura mecânica, este artigo certamente fornecerá percepções e conhecimentos valiosos.
Portanto, aperte o cinto e prepare-se para mergulhar no fascinante mundo do conhecimento mecânico.
Conceitos mecânicos para engenheiros
As principais formas de estrutura metálica são: estrutura de quadro, estrutura de contêiner, estrutura de caixa, estrutura geral.
O processo de operação de rebitagem pode ser dividida em: preparação, lofting, moldagem e conexão de montagem.
O método de conexão da estrutura metálica é: rebitagem, soldagem, soldagem de rebites, conexão de parafuso.
No setor de fabricação mecânica, o rebitador pertence ao processamento térmico.
Trabalho a quente: moldagem de processamento de aquecimento completo ou local para materiais metálicos.
A estrutura da caixa e a estrutura geral são feitas de chapa e perfil.
Preparar materiais refere-se à preparação de matérias-primas e peças em branco.
As chapas e os perfis de aço podem ser deformados no processo de transporte, suspensão e armazenamento.
A deformação do aço afetará a operação normal de elevação, alimentação e corte a ar de peças.
A deformação das peças no processo de processamento afetará a montagem correta da estrutura se não for corrigida.
A deformação causada pela soldagem pode reduzir a precisão da montagem, de modo que uma tensão adicional será gerada dentro da estrutura de aço, afetando a resistência do componente.
A deformação do aço plano é: flexão, distorção, flexão e deformação por torção.
De acordo com a disposição do rolo do eixo e a posição do rolo de ajuste, a alisadora de vários rolos pode ser dividida em: máquina de alisamento paralelo de rolos superior e inferior, máquina de inclinação de rolos superior e inferior.
O método de aquecimento da calibração da chama é: ponto, linha, triângulo de aquecimento.
O efeito da correção da chama é determinado pela posição de aquecimento e pela temperatura de aquecimento.
Métodos de correção: correção mecânica, correção manual, correção por chama, correção por calor de alta frequência.
O lofting e a marcação são as primeiras etapas na fabricação de estruturas metálicas.
Lofting e marcação: afetarão diretamente a qualidade do produto, o ciclo de produção e o custo.
Os medidores comumente usados para lofting são: régua dobrável de madeira, régua reta, fita de aço, régua de aço etc.
As ferramentas usadas para o lofting são: regras, regras básicas, exemplos apagamento, riscadores, pequenos martelos.
O procedimento para o lofting em escala real é: lofting de linhas, lofting de estrutura, lofting de desdobramento.
O lofting de desdobramento inclui: processamento da espessura da placa, desenho de desdobramento, confecção de amostra de marcação.
De acordo com a finalidade, a amostra pode ser dividida em: amostra de marcação, amostra de verificação de forma, amostra de posicionamento.
A produção da amostra é geralmente adotada: chapa fina de ferro com espessura de 0,5 a 2 mm.
O método de desenho de amostra e spline inclui principalmente: método de desenho de linha reta, método de desenho de transição.
P: Como fazer uso razoável do material?
R: É necessário centralizar o agrupamento e a utilização de materiais excedentes.
A curva é dividida em curva plana e curva espacial.
O método de retificação do segmento de linha é o seguinte: método de rotação, método do triângulo retângulo, método da linha de ramificação, método de mudança de face.
As etapas para expandir a amostra são: primeiro, desenhe a linha de interseção, a linha longa real, a forma seccional por meio do desenho geométrico e, em seguida, faça o desenho de expansão.
O método básico para encontrar a linha de corte plana é: linha de crista e método da superfície da crista.
O método básico para encontrar a linha de interseção da superfície curva é: método de longitude e latitude.
Os principais métodos para encontrar a linha de interseção são: método do plano auxiliar, método da linha plana e método esférico.
P: Quais são as características das linhas de interseção?
R: (1) A linha de interseção é a linha comum e a linha divisória entre os dois corpos.
(2) A linha de interseção é sempre fechada porque a forma tem um determinado intervalo.
Linha de interseção: a interseção de um plano com uma superfície sólida.
Linhas de tesselação: qualquer posição de uma linha geradora na superfície de um componente é chamada de linhas de tesselação.
Os métodos comuns de expansão do desenvolvimento são: método da linha paralela, método da radiação e método do triângulo.
Os métodos de segmentação da esfera geralmente incluem: método de zoneamento, método de bloqueio e o método de divisão
O principal processamento da chapa grossa é: determinar a camada neutra da chapa grossa. peça de dobra e eliminar a interferência da espessura.
O comprimento do material da parte dobrada do ângulo de aço é calculado pela camada de gravidade central.
Tesouras para corte em linha reta: tesouras inclinadas de pórtico, máquina de corte inclinado de madeira horizontal, máquina de trabalhar ferro.
Tesouras para corte de linhas curvas: tesouras circulares, tesouras vibratórias.
P: Quais são as características das tesouras vibratórias?
R: As tesouras vibratórias podem cisalhar várias curvas e orifícios internos.
A sequência de transmissão das tesouras é: peças móveis → peças de transmissão → peça de trabalho.
A função da placa deslizante frontal e traseira da tesoura de pórtico é: posicionamento.
O corte de posicionamento nas tesouras de pórtico ou inclinadas é: corte de posicionamento da lâmina e corte de posicionamento da bitola traseira.
A força de cisalhamento das tesouras inclinadas no material pode ser decomposta em: força de cisalhamento, força de tração horizontal, força de desconexão.
Máquina de cisalhamento: material não adequado para cortar materiais de liga e materiais sob têmpera.
A pressão de oxigênio para o corte deve ser baseada em: espessura da peça de trabalho, bico de corte abertura, pureza do oxigênio.
O ponto de ignição do aço carbono comum no oxigênio é: 1100-1150℃.
Os materiais metálicos que podem atender às condições de corte a gás são: ferro puro, aço de baixo carbono, aço de médio carbono e aço comum de baixa liga.
O processo de corte a gás é: pré-aquecimento de metal, queima de metal, remoção de óxidos.
P: Qual é a função das matrizes de rosqueamento circular? Quais são os componentes?
R: É uma ferramenta usada para processar roscas externas, composta de peça de corte, peça de localização e furo de folga.
P: A que está relacionada a forma do sulco aberto?
R: Está relacionado ao tipo de material, à espessura, ao método de soldagem e às propriedades mecânicas do produto.
Retificação: o rebolo de retificação é usado para processar a superfície da peça.
As ferramentas de esmerilhamento incluem principalmente: esmeril pneumático e esmeril elétrico.
P: Que tipo de deformação será gerada no aço durante a processo de dobra?
A: Deformação elástica e deformação plástica.
O dobramento e conformação Os métodos comumente usados pelos rebitadores são: dobra a frio, dobra a quente, dobra manual e dobra mecânica.
A deformação por flexão dos materiais é a seguinte: flexão livre, flexão por contato e flexão por correção.
No processo de flexão, a forma da seção transversal do material está relacionada à relativa raio de curvaturaas características geométricas da seção transversal e o modo de flexão.
O método para evitar o desvio do blank durante a dobra é o seguinte: há um dispositivo de alimentação e um orifício de posicionamento.
Os principais processos de curvatura manual de tubos são: desenho de linha, preenchimento de areia, aquecimento e curvatura.
Ao escolher o método de conexão, você deve considerar: a resistência, o ambiente de trabalho, os materiais e as condições de construção dos componentes.
As formas de junção de rebitagem são: junta de topo e junta de canto.
A forma da cabeça do rebite sólido é: cabeça meio redonda, escareada, cabeça oval.
Ac soldagem a arco A máquina inclui principalmente: BX1-330 e BX-500.
O processo básico de operação da rebitagem a quente é: os rebites são fixados, reparados e o rebite é aquecido, conexão de rebiteA rebitagem é um processo de rebitagem que envolve a utilização de rebites, a deriva de rebites, a resistência dos rebites e a rebitagem.
Os tipos de rebitagem são: rebitagem forte, rebitagem densa e rebitagem fechada.
A ferramenta para reparar o furo é: alargador.
As medidas comuns contra o afrouxamento são: aumentar a força de atrito, antifrouxamento mecânico.
O arco de soldagem consiste em uma área anódica, uma área catódica e uma coluna de arco.
A máquina de soldagem inclui principalmente: máquina de soldagem CC e máquina de soldagem CA.
Deformação local: refere-se à deformação de uma seção da peça estrutural, incluindo deformação angular, deformação ondulada e superfície parcialmente áspera e irregular.
De acordo com a posição do espaço, a soldagem inclui: soldagem horizontal, soldagem vertical, soldagem horizontal, soldagem de inclinação.
P: Quais são as três direções de Vareta de solda no processo de soldagem?
R: Movendo-se na direção da poça de fusão, movendo-se na direção da soldagem e oscilando na direção horizontal.
Os três elementos da montagem são: Posição, suporte e fixação.
A fixação manual inclui: braçadeira de parafuso, braçadeira de cunha, braçadeira de alavanca, braçadeira de excentricidade.
A fixação não manual inclui: braçadeira pneumática, braçadeira hidráulica, braçadeira magnética.
A fixação em espiral tem a função de: prender, pressionar, sustentar, apoiar.
Os itens de medição comumente usados na montagem são: dimensão linear, paralelismo, perpendicularidade, coaxialidade, ângulo.
A forma de suporte da peça de trabalho na montagem é: os suportes da plataforma de montagem e os suportes da estrutura do gabarito de montagem.
De acordo com as funções, a estrutura do gabarito de montagem pode ser dividida em: gabarito comum e gabarito para fins especiais.
Os métodos de posicionamento comumente usados na montagem são: posicionamento de linha, posicionamento de amostra, posicionamento de elemento de ajuste.
O método básico para encontrar uma linha de interseção de plano é o seguinte: método da superfície da crista e método da linha da crista.
P: A rebitagem a quente geralmente é feita por quatro pessoas. Qual é a divisão de trabalho dessas pessoas?
R: Uma pessoa para aquecer, passar, uma para pegar o rebite, uma para apoiar o rebite, uma pessoa rebitando.
P: Qual é o efeito da extremidade plana da broca de haste cônica?
R: Usado para aumentar a transmissão de torque para evitar perfuração no furo do eixo principal ou na bucha de perfuração.
P: Qual é a função da parte de guia da furadeira?
R: Durante o processo de corte, ele pode manter a direção de perfuração da integridade da broca. Ao mesmo tempo, tem a função de reparar a parede do furo e também é a parte de apoio da parte de corte.
P: Quais são os fenômenos indesejáveis que ocorrem quando o furo está prestes a ser perfurado?
R: Devido à recuperação repentina da folga mecânica e da deformação elástica da máquina de perfuração, a resistência axial diminui repentinamente quando a broca é perfurada através da peça de trabalho, e a broca será automaticamente cortada com uma grande quantidade de avanço. Como resultado, a broca é quebrada ou a qualidade da perfuração é reduzida.
R: Redução do atrito, da resistência da broca e da temperatura de corte, melhorando a capacidade de corte da broca de perfuração e a qualidade da superfície da parede do furo.
Quantidade de corte: São os termos genéricos de velocidade de corte, avanço e profundidade de corte.
Retificação: é o método de processar a superfície da peça de trabalho com um rebolo de retificação.
Expansão: o processo de espalhar a superfície ou parte de uma estrutura metálica em um plano de acordo com sua forma real.
A maneira de desenhar o gráfico de desdobramento inclui: método da linha paralela, método do triângulo e método da radiação.
A condição de expansão do método de linha paralela é: os elementos na superfície são paralelos entre si e refletem o comprimento real na superfície de projeção.
O processamento da espessura da chapa inclui: determinar a camada neutra da peça dobrada e eliminar a interferência da espessura.
A mudança de posição da camada neutra da placa grossa está relacionada a dobragem de chapas raio e espessura da chapa.
Os princípios gerais para o tratamento de espessura da placa de interseção são: o comprimento de expansão é baseado na dimensão da camada neutra. A altura da curva no desenho desdobrado é baseada na altura de contato na posição da peça de conexão do aço estrutural.
Os principais conteúdos do lofting são: o processamento da espessura da chapa, a expansão do desenho e a expansão do desenho da amostra de marcação de acordo com os componentes fabricados.
Os equipamentos de corte comumente usados pelos rebitadores são: tesouras de pórtico, tesouras inclinadas, tesouras circulares e ferreiro máquina.
De acordo com o número e o layout dos rolos, o rolos de chapa pode ser dividida em: dobra simétrica de três rolos, dobra assimétrica de três rolos e dobra de quatro rolos.
O matriz de corte podem ser divididos em: matriz simples, matriz de coluna guia, matriz composta.
As características estruturais do composto matriz de corte são: o punção e a matriz não têm apenas a função de corte, mas também de perfuração.
Força de bloqueio: a resistência máxima do material ao molde durante o corte.
O processo de deformação da separação da chapa durante o corte pode ser dividido em: estágio de deformação elástica, estágio de deformação plástica e estágio de rachadura por cisalhamento.
Raio de curvatura mínimo: o valor mínimo do raio de curvatura quando o material não se rompe.
Os métodos comuns para reduzir o ressalto das peças dobradas são: método de matriz fixa e método de correção de pressão.
A finalidade do suporte do blank durante o processo de estiramento é: evitar rugas nas bordas da peça esticada.
P: Qual é a função do mecanismo da biela da manivela da prensa de manivela?
R: Ele pode não apenas transformar o movimento rotativo em um movimento linear recíproco, mas também realizar o efeito de amplificação da força.
A moldagem manual inclui: dobrar, arquear, puxar a borda para fora, enrolar a borda, costurar e corrigir.
A amostra expandida pode ser usada para: marcação, fabricação e separação de moldes e amostra de fresagem.
Atenuação da borda: No processo de moldagem, o material da borda da peça de deformação é esticado. O método de moldagem inclui pressão e tração.
Borda de extração: A borda da placa é usinada em uma peça de trabalho curva por meio da borda de extração e da borda de fechamento.
Borda do rolo: para aumentar a rigidez e a resistência da borda da peça de trabalho, enrolando a borda da peça de trabalho.
Costura fechada: a borda das duas folhas ou os dois lados de um pedaço de chapa são combinados para apertar um ao outro, o que é chamado de costura fechada.
Processamento da espessura da placa: o método adotado para eliminar o efeito da espessura da placa sobre a forma e o tamanho do gráfico expandido.
As etapas gerais para calcular o comprimento de expansão das peças de flexão são: dividir as peças de flexão em segmentos retos e circulares; calcular o comprimento de cada segmento separadamente; adicione o comprimento calculado.
P: Em que circunstâncias o corte da seção de aço é usado?
R: dobrar ângulos de aço, canais de aço, Viga em I em um determinado ângulo.
Todo o processo de apagamento é dividido em: estágio de deformação elástica; estágio de deformação plástica; estágio de rachadura por cisalhamento
Blanking: o processo de estampagem que separa parte da folha da outra parte ao longo de uma determinada linha fechada com a placa de corte.
Conexão de parafuso: a conexão que suporta carga de tração axial; a conexão que está sujeita à ação lateral.
As medidas antiafrouxamento para a conexão do parafuso são: aumentar o atrito; antiafrouxamento mecânico.
Os antifurtos mecânicos incluem: contrapino; arruela de parada; arruela de parada; fio em série.
Arco de soldagem: uma descarga forte e persistente ocorre em um meio de gás entre dois eletrodos.
O arco de soldagem inclui: área catódica;
área do ânodo e a coluna do arco.
P: Quais são as três direções da vareta de solda?
R: Mova-se em direção à poça de fusão; mova-se ao longo da direção de soldagem; faça o balanço horizontal.
As costuras de soldagem podem ser divididas em: soldagem horizontal, soldagem vertical, soldagem horizontal, soldagem de inclinação.
P: Quais são as características da linha de interseção?
R: É tanto a linha comum quanto a linha divisória nas duas superfícies; é sempre fechada no espaço.
Linhas interferentes: um componente composto por duas ou mais geometrias.
Os fatores que influenciam a qualidade do apagamento são: folga da matrizA linha central das matrizes convexa e côncava não coincide; a borda de corte do molde é cega.
Os princípios gerais do projeto do molde são: o molde projetado é fácil de fabricar, o processo é simples, o custo é baixo e o uso é conveniente antes que a qualidade da estampagem seja garantida.
O objetivo do cálculo da força de laminação: é escolher corretamente o equipamento de laminação.
Dobra livre: Quando a dobra for concluída, o punção, a peça bruta e a matriz côncava não sofrerão impacto.
Dobra de correção: refere-se a um choque quando o punção, o blank e a matriz se conectam para fins de correção das peças de dobra.
P: Quais são as armadilhas ao suprimir a cabeça?
R: Rugas e bolhas; indentação por tensão na borda reta; microfissuras na superfície; rasgos longitudinais; deflexão; elíptica; o diâmetro não é o mesmo.
Conexões expandidas: uso da deformação do tubo e da placa do tubo para vedar e apertar a conexão.
O objetivo do cálculo da força de corte é: para uma seleção razoável da capacidade do equipamento e do molde do projeto.
P: Qual método pode reduzir a força de corte?
A: matriz de corte oblíquo; matriz de passo; matriz de aquecimento
O objetivo do cálculo força de flexão é: para selecionar a prensa de dobra e projetar o molde.
P: O que inclui a deformação por tração?
A: a proximidade do molde; a deformação permitida da conformação por estiramento do material.
P: Como posso determinar o número de tempos de extração de um artefato?
R: De acordo com a deformação e o alongamento máximos do material.
P: Como o coeficiente de tração é determinado?
R: Depende das propriedades do material, do ângulo de enrolamento da tração, do coeficiente de atrito e do formato da tração pré-moldada.
Materiais frágeis, como aço de alto carbonoOs aços de alta liga e o ferro fundido não são adequados para correção a frio.
Quando o aço angular apresenta deformação complexa, a ordem de correção é: primeiro, retificar a distorção, depois corrigir a curvatura e, por fim, corrigir a distorção do ângulo.
Causas de deformação do aço estrutura: uma é causada por forças externas e a outra é causada por estresse interno.
Os métodos para eliminar tensão residual de soldagem são os seguintes: têmpera geral em alta temperatura; têmpera local em alta temperatura; método de alongamento por diferença de temperatura; método de estiramento mecânico; método de vibração.
Deformação geral da soldagem: refere-se à forma e ao tamanho das alterações de toda a estrutura
Método de expansão por martelamento: para alongar o tecido fibroso de uma placa de metal por meio de martelamento.
Comprimento da haste do rebite: determinado de acordo com a espessura total da peça de conexão, o diâmetro do furo do rebite e o diâmetro da haste do rebite, o processamento da rebitagem etc.
O motivo pelo qual a cabeça do rebite fica muito pequena após a rebitagem: A haste do rebite é mais curta ou a abertura é muito grande.
De acordo com o estado do metal na soldagem, pode ser dividido em: soldagem por fusão, soldagem por pressão, brasagem.
Soldagem por fusão: um método para a fusão de juntas soldadas por aquecimento local.
Fixação: é o uso de forças externas para fixar as peças de posicionamento, de modo que a posição permaneça inalterada durante o processamento.
Regras de posicionamento de seis pontos: a liberdade das peças no espaço é restrita por seis pontos, de modo que a posição espacial das peças pode ser completamente determinada.
Paralelismo relativo: uma linha ou superfície que é medida em uma peça para medir o paralelismo de uma linha ou plano de base.
Perpendicularidade relativa: uma linha ou superfície medida em uma parte, relativa à medida vertical da linha ou plano de base.
O acessório usado na montagem tem: ferramenta de montagem; gabarito de montagem; espalhador de montagem.
Os equipamentos de montagem comumente usados são: cabo de aço, corrente de ferro, guincho de tração manual e guincho especial.
R: Ele consiste na parte de trabalho, na parte de localização do material, na parte de descarga e na base do molde.
P: Qual é o efeito da folga da matriz de estiramento?
R: Reduzir o atrito entre o material e a matriz e controlar o fluxo do material na cavidade.
O fechamento da costura pode ser dividido em: fechamento vertical de costura simples, fechamento vertical de costura dupla, fechamento horizontal de costura plana e fechamento de costura em vários ângulos.
P: Quando a força externa é removida, qual é a causa do rebote?
R: Como a superfície da chapa é submetida à pressão na superfície interna durante a dobra manual, o ressalto é gerado.
O arco frio é obtido por meio da borda da chapa de encolhimento. O arco quente é obtido por meio do aquecimento da chapa para encolher a folha.
Há duas maneiras de puxar a borda: uma é usar a ferramenta universal para puxar a borda e a outra é usar o molde de formação.
Borda de fechamento: a borda de fechamento serve para enrugar a chapa primeiro e, em seguida, achatar a posição de enrugamento para evitar a recuperação do estiramento. Dessa forma, o comprimento de encolhimento da chapa é reduzido e a espessura é aumentada.
O princípio básico da borda de fechamento é: para a formação de uma peça de trabalho com borda curva convexa, o material da borda externa do plano curvo é encolhido, engrossado e encurtado, forçando a borda vertical a se curvar.
O objetivo da correção é: ao aplicar força externa ou aquecimento local, as fibras mais longas são encurtadas e as fibras mais curtas são alongadas, e as fibras de cada camada tendem a se conformar com o objetivo correto.
O princípio da correção de chama é: a deformação original é compensada pela deformação da peça metálica por meio do aquecimento para atingir o objetivo da correção.
Os fatores que afetam o efeito da correção da chama são: rigidez da peça de trabalho; posição de aquecimento; calor da chama; área de aquecimento e modo de resfriamento.
O método de aquecimento da correção da chama é: ponto, linha e triângulo de calor.
Os fatores que determinam a margem tecnológica são: a influência do erro da amostra; a influência dos erros no processo de usinagem das peças; a influência do erro de montagem; a influência da deformação da solda; o efeito da correção da chama.
De acordo com a aplicação, a amostra pode ser dividida em: amostra de marcação, amostra de moldagem, amostra de posicionamento e spline.
Os métodos de desenho incluem: pintura direta e desenho de transição.
P: Como seleciono a linha de base do loft?
A: com base em duas linhas ou faces perpendiculares; tomar duas linhas centrais como linha de base; com base em um plano e uma linha central.
Erro admissível de lofting: no processo de lofting, haverá um certo desvio de tamanho na amostra real devido à influência do medidor de liberação e da precisão da ferramenta, bem como do nível de operação. Esse desvio é controlado dentro de um determinado intervalo, e o erro é chamado de erro permitido de lofting.
O lofting da estrutura inclui: determinar a localização e a forma de conexão de cada departamento; fazer as alterações necessárias de acordo com a produção real e a capacidade de processamento; calcular ou medir o comprimento real do material da peça e o formato das peças planas; projetar o molde ou a estrutura do molde.
O método de retificação do segmento de linha é o seguinte: método de rotação, método do triângulo retângulo, método da superfície de mudança, método da linha de ramificação.
P: Qual é a regra de desenho com um triângulo retângulo para calcular o comprimento do segmento de linha?
R: É a projeção de um segmento de linha em qualquer plano projetivo como um ângulo reto de um triângulo retângulo. O comprimento da projeção no eixo vertical do plano é o oposto do ângulo. A hipotenusa é o comprimento do segmento de reta.
O método de rotação calcula o comprimento real: é a posição geral do espaço em torno de um eixo fixo girando em linhas paralelas, a projeção da linha no plano projetivo paralelo a ela reflete o comprimento real.
O método de retificação da curva é: método de mudança de face; método de expansão.
Método de mudança de superfície: consiste em definir um novo plano de projeção paralelo à curva, e a projeção da curva na superfície reflete o comprimento real.
Método de expansão: esticar um comprimento na visualização da curva, mantendo a altura na outra visualização, a linha de expansão é o resultado desejado.
As características básicas da linha de interseção são: a linha de interseção deve ser uma figura plana delimitada por uma linha ou curva fechada; a linha de interseção é a linha comum entre o plano e a superfície sólida. É um conjunto de pontos que estão tanto no plano quanto na superfície.
O método para encontrar a linha de interseção vertical é: método da superfície da crista e método da linha da crista.
O método de cálculo da linha de interseção da superfície curva é o seguinte: método das linhas de tesselação e método da linha de latitude.
A essência da linha de interseção é: encontrar um determinado número de pontos em comum na superfície dos dois corpos, conectando esses pontos em comum, por sua vez, é o resultado desejado.
O princípio do método de escolha da linha de interseção é: uma projeção da linha de interseção de pelo menos uma linha de interseção conhecida pelo método da linha de tesselação. A linha de interseção deve ser a figura geométrica mais simples calculada com o método do plano auxiliar. O método esférico só é adequado para o corpo em rotação e o componente que cruza o eixo.
P: Em que condições a linha de interseção é uma curva plana? A projeção positiva da curva é a interseção de duas linhas retas?
R: A linha de interseção é a curva do plano quando as duas bordas externas são interceptadas na mesma esfera. Nesse ponto, quando o eixo dos dois corpos em rotação é paralelo ao plano projetivo básico, a projeção da linha de interseção no plano é de duas linhas de interseção.
Superfície de grão reto: é uma superfície formada por uma linha reta.
P: Quais são as características da superfície cilíndrica?
R: Todas as linhas de mosaico são paralelas umas às outras. A seção transversal dos gráficos de seção é a mesma quando se corta a superfície cilíndrica com um plano paralelo.
P: Quais são as características do cone?
R: Todas as linhas de mosaico se cruzam em um ponto. A seção transversal do cone é semelhante ao cortar a superfície cilíndrica com um plano paralelo. A linha de interseção no topo do cone é um triângulo.
O processo de deformação plástica dos materiais é dividido em: flexão do material; o material é esticado e deformado; estiramento adicional.
Formação por estiramento: a placa é submetida à deformação plástica de acordo com a superfície ideal sob a condição de tração, e supera a springback. Esse método de formação é a formação por estiramento.
O processamento da espessura da chapa inclui: determinar a camada neutra da peça dobrada e eliminar a interferência da espessura.
A mudança da posição da camada neutra da espessura da placa está relacionada a dobragem de chapas raio e espessura da chapa.
Rebote: no processo de flexão, quando a força externa é removida, a resposta do material devido à elasticidade é chamada de rebote.
Desenho: um método de processo de perfuração para a fabricação de peças ocas de material em folha usando uma prensa e os moldes correspondentes.
Coeficiente de estiramento: a razão entre a área do material após cada estiramento e a área antes do estiramento é chamada de coeficiente de tração. O coeficiente de estiramento reflete, na verdade, o grau de deformação da peça de tração.
O princípio de funcionamento da prensa de fricção é: usar o acionamento por contato do volante e do disco de fricção e trabalhar com o princípio de movimento relativo do parafuso e da porca.
P: Quais são as vantagens da prensa de fricção?
R: Movimento rápido, pode fazer com que o controle deslizante pare em qualquer posição do curso. Quando sobrecarregado, causa apenas o deslizamento entre o volante do motor e o disco de fricção, sem danificar a máquina.
P: Quais são as vantagens do processo de estampagem?
R: (1)Alta eficiência de produção. Um golpe da prensa pode concluir um processo e, às vezes, muitos processos podem ser concluídos.
(2)Alta taxa de utilização de material.
(3)O formato e o tamanho das peças estampadas do mesmo produto são os mesmos e a intercambialidade é boa.
(4)A operação é simples, fácil de realizar a mecanização e a automação da produção.
O processo de estampagem é dividido em: processo de separação, processo de formação e procedimento composto.
Blanking: um método de estampagem usado para separar o material em folha pela prensa.
R: Em geral, o material em folha é branqueado para formar duas partes, ou seja, a parte de corte e a parte perfurada. Se o objetivo do corte for criar uma determinada aparência da peça de trabalho, ou seja, a parte cega da necessidade é chamada de cega. Ao contrário, se o objetivo do corte for processar o furo interno de uma determinada forma, a parte que cai é o resíduo, chamado de perfuração.
P: Quais são os estágios de separação dos materiais durante o blanking?
A: Deformação elástica, deformação plástica, rachaduras e separação.
O método de redução da força de corte é: corte inclinado, corte com matriz de terraço escalonado, corte com aquecimento de corte.
As forças externas que resultam na deformação das peças estruturais incluem: força de flexão, força de torque, força de impacto, força de tração, força de pressão, etc.
P: O que pode ser causado por forças externas? Quando a força externa é removida, algumas forças internas podem ser mantidas. O que é formado?
R: As forças externas podem causar forças internas dentro do componente. Quando a força externa é removida, a tensão interna é formada.
P: Que processo é o processo de soldagem para a estrutura metálica? Qual é a principal causa da deformação causada pelos componentes?
R: É um processo de aquecimento e resfriamento irregular. É a principal causa de deformação causada pelo estresse interno dos componentes.
P: Em que direção ocorre a contração da junta de solda e do metal próximo à solda?
R: Mostra principalmente uma contração nas direções longitudinal e transversal.
Os fatores que podem causar deformação estrutural no projeto são: a racionalidade da estrutura, a posição da junta de solda, a ranhura da solda.
Os fatores que podem causar deformação estrutural no processo são: procedimento de soldagem, sequência de soldagem, medidas antideformação, etc.
Qual é a premissa do trabalho correto: julgamento correto e a posição de correção.
P: Ao analisar as causas da deformação dos componentes, o que causa a deformação?
R: Se a deformação é causada por forças externas ou por estresse interno.
A deformação da viga de trabalho é: deformação em arco, flexão lateral, deformação angular.
A deformação da viga em caixa é: deformação do arco, distorção.
P: Qual é a principal contradição quando as duas deformações da viga-caixa aparecem simultaneamente? Em que ordem a correção deve ser realizada?
R: A distorção é a principal contradição. Ela deve ser feita de acordo com a ordem de distorção.
Força interna: quando o objeto é deformado por forças externas, uma força de resistência que ocorre dentro dele é chamada de força interna.
Tensão: quando um objeto é submetido a forças externas, a força interna que aparece na área da unidade é chamada de tensão.
Tensão interna: quando não há força externa, a tensão interna é chamada de tensão interna.
Deformação parcial: uma parte do componente é deformada, chamada de deformação local.
Deformação geral: a forma e o tamanho de todo o componente mudam, o que é chamado de deformação geral.
Deformação por contração: uma das formas básicas de deformação, que se refere à deformação do tamanho após o aquecimento e o resfriamento.
Distorção: uma das formas básicas de deformação, o comprimento do objeto não foi alterado, mas sua retidão está fora da tolerância.
Deformação angular: uma das formas básicas de deformação, o que significa que o ângulo entre os componentes de um objeto é alterado além da tolerância e é chamado de deformação angular.
Posição de correção: a posição do método de correção para a deformação da estrutura de aço, às vezes a parte de correção não é necessariamente a parte de deformação do componente.
Estrutura de aço: várias partes podem ser soldadas, rebitadas ou parafusadas. Essas partes são inter-relacionadas e mutuamente restritas, formando uma integridade orgânica, geralmente chamada de estrutura de aço.
P: Quais são as causas da deformação da estrutura de aço?
R: Há duas razões: (1) deformação causada por forças externas (2) causada por estresse interno.
A forma básica de deformação da solda é: deformação por contração longitudinal e transversal, deformação por flexão, deformação por distorção e deformação angular.
P: Quais são as características de uma pele fina? chapa de aço usado em estruturas de aço?
R: Na estrutura de aço, a chapa fina é frequentemente montada ou soldada com várias estruturas, o que é limitado pela estrutura.
O grau de deformação da seção transversal para a flexão do tubo depende do raio de flexão relativo e da espessura relativa da parede.
Para curvatura de tubosSe o raio de curvatura relativo e o valor da espessura relativa forem maiores, a deformação não será maior.
P: Se a curvatura do tubo de curvatura não for suficiente, mas for semelhante, ela poderá ser usada para resfriar a parte externa do tubo e aumentar a curvatura da contração do metal interno, certo?
R: não
P: Atualmente, quando a seção de deformação por flexão não é muito rígida, não é necessário instalar o dispositivo antideformação no caso de elipticidade da seção de deformação por flexão, certo?
R: não
P: O dobrador de tubos é dividido em dois tipos: transmissão mecânica e transmissão por engrenagens, certo?
R: não
Há dois interruptores de deslocamento no curvador de tubos, que ajustam a posição do bloco para controlar a quantidade necessária de tubos. comprimento de curvatura.
P: O dobrador de tubos hidráulico é caracterizado por transmissão suave, confiável, baixo ruído, estrutura compacta e pode dobrar diferentes tarugos de tubos, certo?
R: não
O método pelo qual a peça bruta é dobrada ou formada por um eixo rotativo é chamado de laminação.
A vantagem da formação de rolos é a versatilidade. Quando placa de laminaçãoSe a máquina de laminação não for usada, é necessário adicionar outros equipamentos de processo na máquina de laminação.
P: Para remover a peça de trabalho do cilindro após o rolo, a parte de suporte do rolo do eixo superior é móvel e a peça de trabalho pode ser removida, certo?
R: não
P: No processo de dobragem de rolo, a amostra deve ser normalmente usada para verificação; é melhor que a curvatura não seja muito pequena, certo?
R: não
Formação de dobras: dobragem de prensaA dobradura por tração, a dobradura em V e a dobradura manual.
P: No processo de dobra, é possível dobrar o tarugo em qualquer curvatura menor que a curvatura do rolo superior. Isso conta com o ajuste de quê?
A: Ajuste a posição relativa do rolete superior e inferior.
Q: Horizontal máquina de laminação tem três eixos e quatro eixos, três eixos incluem quais dois tipos?
R: Simétrico e assimétrico.
Q: Para rolos triaxiais simétricos, qual é o formato do núcleo do rolo de três rolos?
A: Triângulo isósceles
Quando o material estiver sendo laminado, ajuste a distância do rolo de modo que o centro do rolo seja mantido paralelo um ao outro, caso contrário, a peça de trabalho produzirá conicidade.
Quando o tubo é dobrado, o material na camada externa da camada neutra é submetido à tensão de tração, o que torna a parede do tubo fina, e a pressão do material na parte interna torna a parede mais espessa.
Quando o tubo é dobrado, como a seção é circular e a rigidez é insuficiente, é muito fácil esmagar a deformação ao dobrar no estado livre.
Os principais processos do curvador de tubos manual são: carregamento de areia, marcação, aquecimento e curvatura.
Ao dobrar um tarugo, as costuras do tubo devem ficar o mais próximo possível da camada central.
A parte de flexão do tubo de flexão deve ser submetida a um teste de pressão para verificar se há vazamento.
P: Como eliminar a cabeça reta do rolo assimétrico de três rolos?
R: A peça de trabalho laminada por rolos triaxiais assimétricos tem cabeça reta somente no início da placa, desde que a peça de trabalho seja rolada, gire a peça de trabalho rolando novamente, a extremidade reta de ambas as extremidades pode ser eliminada.
Método antideformação: é o tarugo do tubo que predefine uma certa quantidade de deformação na parte externa da parede do tubo para compensar ou reduzir a deformação da seção quando ela entra na zona de deformação por flexão.
Na montagem de pequenos lotes ou de uma única peça de viga em forma de T, geralmente é utilizada a montagem de desenho em linha.
A velocidade de montagem pode ser melhorada ainda mais com a adoção da montagem do molde durante a montagem da viga em forma de T e da viga em forma de I.
P: A contração longitudinal da junta de solda diminui com o aumento do comprimento da junta de solda, certo?
R: não
As grades da ponte rolante são estruturas de treliça com o mesmo grau de arco que a viga principal.
P: A viga da caixa, a ponte e a estrutura também devem ter uma certa curvatura, o arco superior da peça deve ser maior do que a deflexão permitida da viga, certo?
R: não
Devido ao peso próprio da ponte e à influência da deformação da solda, a curvatura das teias da viga de caixa deve ser maior do que a curvatura superior da viga principal.
Quando a chapa de aço é fina e a solda está no meio da chapa de aço, a deformação ondulada geralmente ocorre após a soldagem.
Quando as peças de soldagem não conseguem superar o encolhimento da solda, ocorre a deformação do corpo da solda.
Os métodos de prevenção e redução da deformação da solda incluem: método antideformação, seleção correta da sequência de soldagem, método de fixação rígida e método de solda com martelo.
Quando a linha é paralela ao plano de projeção, ela é chamada de linha paralela do plano de projeção. A projeção da linha é verdadeira.
Qualquer chapa metálica tem uma espessura, e a espessura da placa afeta a forma e o tamanho do gráfico expandido.
Para o componente com uma superfície de esfera, círculo ou hélice, a superfície não é desenvolvível.
Para a expansão de prismas e cilindros, geralmente é aplicada a expansão de linhas paralelas.
O tubo cônico faz interseção com o tubo cilíndrico, e sua linha de interseção é frequentemente obtida pelo método do plano auxiliar.
O cálculo do comprimento da linha curva sempre usa o método de expansão.
O curso do bloco deslizante da prensa de manivela aberta pode ser ajustado alterando o distância do centro entre a luva excêntrica e o eixo principal da parte superior da biela.
No processo de extrusão e estampagem profunda, devido à folga do molde, a exigência de tolerância de espessura dos materiais é rigorosa.
Quanto menor o coeficiente de profundidade, maior o grau de deformação do material.
Estampagem a frio: o processo de estampagem em temperatura ambiente é chamado de estampagem a frio.
Procedimento composto: combina dois ou mais processos básicos, concluídos em um único golpe da prensa, chamado de processo composto.
Matriz de corte simples: em um único golpe da prensa, apenas um processo de corte pode ser concluído.
Matriz de corte composta: com um único golpe da prensa, vários processos podem ser concluídos simultaneamente.
P: Como explicar o fator de correção da força de obturação Kp?
R: O fator de segurança selecionado no cálculo da força de corte considera o desgaste da borda de corte, a folga do molde e as propriedades mecânicas do material. Em geral, Kp é igual a 13.
Corte com borda inclinada: um método para reduzir a força de corte. Quando a borda de corte é transformada em um ângulo inclinado, o contato entre a borda de corte e o blank é gradual, de modo que a carga é uniforme e suave.
Corte de punção escalonado: um método para reduzir a força de corte. No corte simultâneo, a cabeça de puncionamento é feita em forma de escada contra o tarugo, o que pode dispersar efetivamente a força de corte durante o corte.
P: Qual é a diferença entre a prensa de manivela aberta e a prensa de virabrequim fechada?
R: Na estrutura, o leito da prensa de manivela aberta é uma estrutura em forma de C e o movimento rotativo do eixo excêntrico é convertido no movimento alternativo superior e inferior do bloco deslizante pela biela. A estrutura do quadro da prensa fechada é substituída pelo virabrequim.
P: Quais são as características da prensa de manivela aberta e da prensa de virabrequim fechada?
A: Prensa de virabrequim aberta Cama em forma de C com três lados abertos, especialmente adequada para o processamento de estampagem de bordas de chapas metálicas grandes. No entanto, essa forma de estrutura de leito em si é menos rígida e, portanto, pode suportar menos carga. A estrutura do quadro da prensa de virabrequim fechada é limitada pela coluna, a área da mesa de trabalho é limitada e o espaço de operação é pequeno, portanto, há certas restrições quanto ao tamanho das peças de estampagem. A estrutura do quadro é rígida e a carga é grande e uniforme.
Os fatores que afetam a estampagem de materiais são: elasticidade, plasticidade, dureza, qualidade do estado da superfície dos materiais, tolerância da espessura do material.
P: Qual é o impacto da folga da matriz na qualidade do corte?
R: Se a lacuna entre o molde convexo e o côncavo for muito pequena, a rachadura dos materiais próximos à lâmina será escalonada a uma certa distância, de modo que os materiais entre os grãos superior e inferior afetarão a qualidade da seção transversal pelo segundo corte à medida que o processo de corte continua. Quando a folga é muito grande, a rachadura do material perto da borda do molde convexo é escalonada a uma certa distância, e o material é muito esticado. As rebarbas na borda do material, o ângulo de colapso e a inclinação são maiores, o que também afeta a qualidade da seção das peças de corte. Além disso, se a folga for muito pequena ou muito grande, o desvio de tamanho do deslocamento terá um certo efeito.
P: Quais são os fatores que afetam o raio de curvatura mínimo do material?
A: 1) propriedades mecânicas e tratamento térmico de materiais.
5) outros aspectos, como espessura do material, qualidade da superfície e das laterais, etc.
A camada neutra do material durante a flexão é: No processo de flexão, a camada externa é esticada e a camada interna é extrudada. É inevitável que haja uma camada de transição que não seja nem de tração nem de pressão, e a tensão é quase zero. Essa camada de transição é chamada de camada neutra do material.
Quando o componente da coluna de várias vigas é corrigido, a relação de junção entre a coluna de vigas deve ser totalmente considerada.
Ao corrigir a deformação da chapa na estrutura de aço, é necessário garantir que todos os tipos de estruturas atendam aos requisitos e, então, podemos considerar a correção da chapa fina.
O ponto quente do aquecimento pontual está relacionado à espessura da placa. A distância entre os pontos quentes deve ser uniforme.
P: Como a tensão interna é produzida em peças estruturais de aço?
R: O processo de soldagem é um processo de aquecimento e resfriamento desigual para a estrutura de soldagem, que é o principal motivo da tensão interna na estrutura de soldagem. Além disso, todas as partes da estrutura de aço podem ter tensões residuais após o estado de tarugo ou serem processadas em partes. Após serem soldadas, essas tensões residuais podem ser reunidas em novas estresses internos.
P: Quais são os fatores que afetam a deformação da solda da estrutura de aço?
R: Projeto e processo. O projeto refere-se à racionalidade do projeto estrutural, à posição da solda e à forma de ranhura de solda. O processo refere-se ao procedimento de soldagem razoável, à sequência de soldagem, ao uso de vários métodos de antideformação e antideformação e às medidas para eliminar o estresse.
P: Como entender a conexão interna da estrutura de aço?
R: A estrutura de aço é conectada por soldagem, rebitagem ou parafusos de conexão. Essas partes são interconectadas e se restringem mutuamente para formar a integridade orgânica.
P: Qual é o ponto principal para corrigir a deformação das peças estruturais de aço?
R: 1. analise as causas da deformação dos componentes e descubra se a deformação é causada por forças externas ou por tensões internas.
Analise a relação interna dos componentes e descubra a relação de restrição entre cada componente.
Escolha a parte de correção correta, resolva primeiro a contradição principal e, em seguida, resolva a contradição menor.
Compreender e dominar as propriedades do aço usado no componente, de modo que a peça de trabalho possa ser quebrada, rachar ou rebater, etc.
Determinar o método correto de correção e a sequência de vários métodos.
Para a deformação da chapa na estrutura de aço, somente o aquecimento local (e o aquecimento pontual) pode ser usado para correção.
P: O que deve ser considerado quando a deformação da placa fina é corrigida pelo aquecimento pontual?
R: 1. A temperatura de aquecimento deve ser adequada, o que deve ser suficiente para causar a deformação plástica do aço, e a temperatura não deve ser muito alta, geralmente 650-800°C.
adicione pontos quentes e a distância entre os pontos e os pontos deve ser adequada. Em geral, dependendo da espessura da placa, o arranjo deve ser uniforme e o layout mais em forma de ameixa.
O objetivo de molhar o frio e martelar é acelerar o encolhimento da chapa de aço.
4: durante o aquecimento, o soldagem a gás A tocha não deve oscilar para frente e para trás, a pequena chama deve ser uma placa de aço vertical e o ponto quente não deve ser muito grande, para não aumentar a tensão interna.
P: Quais são as características da deformação dos componentes da estrutura?
R: Há muitas partes dos componentes do chassi que têm uma forte restrição mútua na estrutura, e a deformação tem grande influência uma sobre a outra.
P: Quando a máquina de laminação rola, isso geralmente é feito após o aquecimento, certo?
R: não
Para a curva de aquecimento, o material deve ser aquecido a 950-1100 ℃.
Aqueça uniformemente ao mesmo tempo, a temperatura não deve ser inferior a 700 ℃ no final.
Possíveis defeitos na laminação do cilindro: os defeitos que podem ocorrer quando o cilindro é laminado são distorção, curvatura diferente, curvatura muito grande e formato do tambor central.
Ao enrolar o cone, o centro do eixo superior é ajustado em uma posição de inclinação, e o eixo do rolo é sempre coincidente com a linha de geração da peça em branco em forma de leque, de modo que ela possa ser enrolada em um cone.
Quando o cone é laminado, a força de atrito do tarugo aumenta, de modo que a velocidade da boca pequena é menor do que a da boca grande.
Existem várias formas axiais, incluindo o tipo de cabeça redonda, o tipo pontiagudo, o tipo gancho, o tipo de junta unidirecional e o tipo universal.
A curvatura sem núcleo não usa o eixo do núcleo. O processo de deformação é usado para controlar a deformação do tubo de curvatura.
Quando o raio de curvatura da curva do tubo é 1,5 vez maior que o diâmetro, geralmente é adotado o método de curvatura sem o mandril.
O tubo de curvatura é feito de plasticidade metálica. Sob temperatura normal, o tubo é pressionado em um molde curvo para formar uma curva de tubo.
Quando o tubo de flexão é pressionado, ele também é afetado pela direção axial e pela força oposta da força axial.
Q: Descrição do processo de laminação do tarugo da máquina de laminação?
R: Para dobrar o rolo, coloque a placa de metal entre os rolos da máquina de laminação. A rotação do rolo e o atrito entre o rolo e a placa de metal fazem com que a placa se mova, formando assim uma forma de dobra constante.
As vantagens da máquina de laminação de quatro rolos são: as duas extremidades da folha podem ser laminadas para eliminar a borda reta em ambas as extremidades. Ela simplifica o processo, reduz a carga de trabalho e melhora a eficiência da produção em comparação com a máquina de laminação de três rolos.
O método de laminação do cone é: método de rolo de partição, método de alimentação retangular, método de alimentação rotativa, método de desaceleração de boca pequena, etc.
P: Como reduzir a elipticidade da seção transversal ao dobrar o tubo?
R: No tubo curvo, para reduzir a ovalização da seção transversal, costuma-se usar material de enchimento no tubo, ou o rolo da ranhura do cone é pressionado para fora do tubo, ou o mandril é usado para dobrar no processo de produção.
P: Quais são as vantagens do mandril de carretel?
R: O mandril do tipo colher e a superfície de suporte da parede externa são grandes, o efeito antiplano é melhor do que o do tipo ponta, a superfície não é fácil de enrugar durante a curvatura do tubo. A fabricação do mandril tipo colher também é conveniente, por isso é amplamente utilizado.
P: Quais são as vantagens do curvamento de tubos com mandril em relação ao curvamento sem mandril?
R: (1) reduzir a preparação do mandril antes de dobrar o tubo, melhorando assim a eficiência da produção.
(2) evitar a fabricação do mandril e reduzir o custo.
(3) não é necessária lubrificação no tubo, o que economiza lubrificação e injeção de óleo.
(4) garantir a qualidade do cotovelo.
(5) não há atrito entre o mandril e a parede do tubo, o que reduz o torque do tubo de flexão, aumentando assim a vida útil do dobrador de tubos.
P: Como é o acionamento do dobrador de tubos mecânico?
A: acionado pelo motor por meio do eixo de engrenagem, mecanismo de desaceleração, engrenagem sem-fim e acionamento sem-fim, para acionar a matriz de dobra.
P: A distância transversal e a posição alta e baixa de cada par de roletes não é a mesma ao montar a costura circular no suporte de roletes. Dessa forma, o cilindro pode ser concêntrico, certo?
R: não
P: Se houver um desvio no diâmetro das duas seções do cilindro, o cilindro de diâmetro maior deverá ser bloqueado durante a montagem para tornar as duas seções concêntricas, certo?
R: não
Quanto maior o coeficiente de expansão linear de material de soldagemmaior será o encolhimento da costura de solda.
P: A contração do aço carbono é maior do que a do aço inoxidável e do alumínio, certo?
R: não
P: Ao usar a solda com martelo para evitar a deformação da solda de várias camadas, o martelo deve ser aplicado na primeira e na última camada, certo?
R: não
P: O método de fixação rígida pode causar grande estresse interno na área de solda, portanto, isso se aplica a aço carbono médio e liga de açocerto?
R: não
Uma alavanca e um tensionador de parafuso são frequentemente usados para montar a costura longitudinal do cilindro para melhorar a eficiência da montagem.
A braçadeira radial é frequentemente usada para ajustar a elipticidade do cilindro de parede fina.
Quando as juntas do cilindro alongado são conectadas, a montagem pode garantir que a estrutura inteira não seja dobrada.
Ao montar a costura circular do cilindro, o dispositivo de fixação pode ser usado para fixar e alinhar a costura circular, o que pode proporcionar um efeito melhor e obter a folga necessária.
Ao montar a emenda do anel do cilindro, use o ferro de retenção para posicionamento.
Por fim, use o grampo de cunha circular.
A pistola de rebite é composta principalmente de mão, corpo da pistola, gatilho, junta do tubo e assim por diante.
Antes da rebitagem a frio, é necessário melhorar a plasticidade dos materiais para eliminar o endurecimento.
O rebite central é composto por um rebite oco e um mandril.
Depois que a solda é resfriada, ela produz uma contração na área da solda, o que causa tensão interna no corpo da solda.
Na soldagem de várias camadas, a primeira camada causa a maior contração, a segunda camada é cerca de 20% da contração da primeira camada e a terceira camada é cerca de 5% a 10% da primeira camada.
O arco da viga principal da ponte rolante é geralmente 0,1%.
O guindaste de ponte é composto pela estrutura da ponte, pelo mecanismo de operação e pelo carrinho de carga.
A viga principal da estrutura em forma de caixa é composta pela placa de cobertura superior, pela placa de cobertura inferior, pelas teias e pela placa reforçada.
Na superfície da alma da viga principal da estrutura em caixa, o pico máximo de onda permitido em um metro de comprimento é de 0,7 t na zona de compressão e 1,2 t na zona de tração.
Quando a placa da alma da viga de caixa está sob o fechamento, ela precisa de um quarto de milésimo de tolerância. Não pode haver uma junta a dois metros do centro.
De acordo com a aplicação e os requisitos, o tipo de aço A estrutura do teto e o formato são variados. Normalmente, há um telhado triangular, trapezoidal, esférico, de malha, etc.
A altura geral do telhado triangular é de 1/4-1/5 do vão.
O teto de aço geralmente é montado com um método de cópia.
Rebitagem a frio: o rebite em condições normais de temperatura é chamado de rebitagem a frio.
Rebitagem por tração: a rebitagem por tração é outro tipo de rebitagem. Ela é acionada manualmente ou por ar comprimido e rebitada por ferramentas especiais.
Rebitagem a quente: rebitagem após aquecimento.
Método antideformação: a direção e o tamanho da deformação após a soldagem são analisados. Antes da soldagem, as peças soldadas devem ser feitas com o mesmo tamanho e deformação oposta para compensar a deformação após a soldagem, de modo a evitar a deformação após a soldagem.
Método de fixação rígida: use o dispositivo de montagem ou suporte temporário para fixar o junta de solda para evitar a deformação após a soldagem.
P: O diagrama de lofting é o desenho de acordo com o desenho de construção, certo?
R: não
A superfície desenvolvível não inclui apenas o plano, mas também a superfície cilíndrica e a superfície do cone.
Todas as linhas gráficas no diagrama de expansão são as linhas longas reais das peças correspondentes na superfície do componente.
P: Se o segmento de reta que tem uma projeção de uma projeção de três planos tem características acumulativas, então as outras duas projeções devem ser verdadeiras, ou seja, o segmento de reta de resposta é real, certo?
R: não
P: A projeção de dois lados do segmento de reta é perpendicular ao eixo projetado da fixação, e a projeção do terceiro plano deve ser o comprimento do segmento de reta, certo?
R: não
P: A projeção de uma linha reta é sempre uma linha reta, não há outro caso, certo?
R: não
A linha de posição geral nas três visualizações, às vezes reflete o comprimento real, às vezes não.
P: Para o comprimento real da linha em geral, é melhor usar o método de rotação, certo?
R: não
P: A maneira de encontrar um segmento de reta é o método da linha paralela, o método do triângulo e o método da radiação, certo?
R: não
Na produção de rebites ou chapas metálicas, o desenho é comumente usado no método do triângulo de ângulo reto, no método de rotação, no método de mudança de face e no método de linha de ramificação.
P: Quando você expande a forma com um triângulo, a chave é descobrir o comprimento real de cada linha de pastilha, certo?
R: não
P: A curva plana sempre reflete o comprimento real nas três visualizações, certo?
R: não
O prisma, o cilindro e a superfície cilíndrica podem ser expandidos com o método de linhas paralelas.
P: O método de expansão triangular se aplica à expansão de todas as linhas de mosaico na superfície de todos os componentes que se cruzam em um ponto, certo?
R: não
P: Quando a linha de interseção é obtida pelo método auxiliar, o eixo do corpo em rotação é paralelo e reflete o comprimento real, certo?
R: não
A prensa usada pelos rebitadores é: prensa hidráulica e prensa pneumática.
P: Como a temperatura final da rebitagem afeta a rebitagem?
R: Muito alto reduzirá a tensão inicial da haste do prego; muito baixo, o rebite gerará o fenômeno de fragilidade azul.
P: Como funciona a haste da furadeira?
A: O torque e a força axial necessários para manter e transferir o furo.
Os martelos usados pelos rebitadores são: martelo manual, marreta, martelo formador.
Há dois tipos principais de cinzel usados pelos rebitadores: cinzel plano e cinzel estreito.
Liga de ferro-carbono com um teor de carbono de menos de 2.11% é chamado de aço.
O aço com um teor de carbono superior a 0,6% é chamado de aço com alto teor de carbono.
De acordo com a aplicação, o aço pode ser dividido em: aço estrutural, aço para ferramentas e aço para fins especiais.
De acordo com o formato da face, o aço pode ser dividido em: placa, tubo, perfil, fio-máquina.
Os métodos básicos de correção da deformação do aço são: correção a frio e correção por aquecimento.
Gabarito de montagem: o equipamento de processo usado para aplicar forças externas às peças durante a montagem para obter um posicionamento confiável.
Os métodos básicos de correção a frio são: correção manual e correção mecânica.
A correção do aquecimento é dividida em: correção do aquecimento total e correção do aquecimento local.
O formato da zona de aquecimento é: ponto, linha e triângulo.
Deformação do ângulo de aço: distorção, flexão, deformação do ângulo.
A deformação do canal de aço é: distorção, flexão, deformação local do flange.
Correção de frio: a correção em temperatura normal é chamada de correção de frio.
A separação inclui: corte, perfuração e incisão.
Estampagem: o processo de separar ou peças de formação de uma folha.
P: Quais são as vantagens da estampagem?
R: Boa qualidade, alta produtividade, economia de materiais, redução de custos e facilidade de automação.
Formação de dobras: o processo de dobrar a peça bruta até o formato desejado.
As formas básicas de rebitagem são: junta de topo, junta sobreposta e junta angular.
Rebitagem: o uso de rebites para conectar dois ou mais componentes estruturais a uma peça íntegra.
Os rebites mais comuns são: cabeça meio redonda, cabeça escareada, cabeça meio escareada, cabeça plana, cabeça cônica plana, redondo plano, plano.
Montagem: combinar as peças de acordo com determinadas condições técnicas.
Os três elementos da montagem são: posicionamento, suporte e fixação.
A seção de cisalhamento do material pode ser dividida em: ângulo de colapso, faixa brilhante, zona de cisalhamento, rebarba.
Referência: uma superfície de linha de ponto usada para identificar outros pontos, linhas e superfícies.
Plasticidade: a capacidade dos materiais metálicos de serem permanentemente deformados sem danos sob forças externas.
Resistência: a capacidade dos materiais metálicos de não serem danificados por cargas de impacto.
Método para evitar a deformação da solda: método antideformação, método de fixação rígida, sequência de soldagem razoável.
A projeção linear espacial tem: autenticidade, acumulação, propriedade de encolhimento.
Linha de interseção: a linha de interseção produzida pelo corte da forma de um plano.
As visualizações são divididas em: visualização básica, visualização local, visualização oblíqua e visualização de rotação.
A visualização básica é: visualização principal, vista geral, visualização à esquerda, visualização à direita, olhar para cima, visualização traseira.
A visualização da seção é dividida em: visualização de seção completa, visualização de meia seção e visualização de seção local.
P: Qual é o impacto da quantidade de corte na perfuração?
R: A escolha razoável da quantidade de corte pode evitar desgaste ou danos prematuros. Evita a sobrecarga da máquina e melhora a precisão do corte e o desempenho da máquina. rugosidade da superfície da peça de trabalho.
Rosqueamento: corte de roscas internas com um macho na parede do furo.
P: Como o diâmetro do furo inferior afeta o rosqueamento?
R: Se o diâmetro do furo inferior e o diâmetro da rosca interna forem iguais, o material ficará preso na torneira e ela se quebrará facilmente. Se for muito grande, não haverá altura suficiente para o perfil do dente da rosca, o que formará um produto residual.
Chaveamento da rosca: corte da rosca no diâmetro externo do tubo redondo com a matriz de rosca.
P: Quais princípios devem ser observados ao escolher o groove?
R: (1) minimizar o preenchimento do metal de solda.
(2) garantir a penetração e evitar rachaduras.
(3) considerar a deformação mínima da solda.
(4) fácil de processar.
Uma borda sem corte pode ser usada para evitar que a junta queime através da ranhura aberta.
O método de abertura da ranhura é: processamento com pá pneumática, processamento mecânico, ranhura de corte a gás, goivagem com arco de carbono sulco.
Goivagem por arco de carbono: uso da alta temperatura do arco de carbono para derreter as partes do metal e, em seguida, soprar o metal derretido com ar comprimido, para atingir o objetivo de aplainar ou cortar o metal.
A retificação pode eliminar a rebarba na borda da placa, reparar a solda e polir a solda antes da inspeção do vaso de pressão.
Formação de dobras: dobrar uma placa, perfil ou tubo em um determinado ângulo, curvatura, para formar parte de uma determinada forma.
Fenômeno de rebote: a deformação elástica ocorre durante a flexão. Quando a força externa é removida, parte da deformação elástica é restaurada ao estado original, e a forma e o ângulo das peças dobradas são alterados.
Os métodos de dobra usados para rebitagem são: dobra, laminação, prensagem e formação de calor em linha.
Os fatores que influenciam a formação da flexão são: força de flexão, fenômeno elástico, raio mínimo de flexão, formato da seção.
De acordo com as propriedades mecânicas, o método de flexão e as propriedades dos materiais flexionados, a força de flexão é determinada pelo formato das peças flexionadas.
Os fatores que afetam a elasticidade da flexão são: propriedades mecânicas dos materiais flexionados, o raio de flexão relativo dos materiais, o ângulo de flexão e alguns outros fatores.
P: Quais são os fatores que afetam o raio de curvatura mínimo?
R: Propriedades mecânicas do material curvado, ângulo de curvatura, direção de curvatura dos materiais, qualidade da superfície dos materiais e qualidade da seção de cisalhamento e alguns outros fatores.
Os fatores que afetam a mudança de forma da seção no processo de flexão são o raio de flexão relativo, as características geométricas da seção e o modo de flexão.
P: Qual é o efeito do aquecimento do aço no processo de flexão do aço?
R: A força de flexão é reduzida após o aquecimento do aço, o fenômeno elástico desaparece, o raio mínimo de flexão é reduzido e a deformação é controlada de acordo com o requisito de processamento.
P: Por que a temperatura de aquecimento do aço deve ser limitada a uma determinada temperatura?
R: Uma temperatura muito alta pode causar a queima excessiva do aço, uma temperatura muito baixa pode dificultar a moldagem e causar endurecimento a frio.
P: Ao usar a flexão por contato, quais medidas são usadas para resolver o problema de springback?
R: Modificar o formato do molde, adotar o método de correção de pressão, aumentar o dispositivo de prensagem da borda e reduzir a folga da matriz.
Flexão de prensaProcesso de dobragem: o processo de usar o molde de dobragem em uma máquina de prensa para fazer a dobragem.
P: Por que os rebitadores geralmente usam molde de prensa com estruturas de soldagem?
R: Porque isso não só é conveniente, mas também pode encurtar o período do modelo, melhorar a taxa de utilização do material e reduzir os custos.
Laminação de peças maiores: para evitar a deformação adicional causada por sua gravidade, a placa deve ser dividida em três regiões para laminação. Role os dois lados primeiro, depois role o meio e, se necessário, use o guindaste.
Laminação de peças não cilíndricas: de acordo com seus diferentes raios de curvatura, a área deve ser dividida na placa e o espaçamento entre os rolos deve ser ajustado.
Antes de a peça de trabalho ser laminada, o rolo e a chapa devem ser limpos e as rebarbas removidas para evitar danos à peça de trabalho e ao rolo.
Prensagem: para formar uma peça oca aberta por meio de uma matriz côncava sob a pressão de um molde convexo.
Formação de calor em linha: a chapa de aço é parcialmente aquecida e encolhida por uma chama de oxiacetileno.
A conformação térmica em linha é adequada apenas para peças com curvatura pequena, e é combinada com a pressão de laminação para processar peças com curvatura dupla formas complexas.
Método de formação de calor de linha: aquecimento de forma e aquecimento de ponto. O processo inclui: a seleção do bocal de torrefação, a temperatura de aquecimento e a taxa de aquecimento, o modo de resfriamento.
Método de resfriamento da linha de formação de calor: resfriamento a ar e resfriamento a água. O resfriamento a água é dividido em resfriamento frontal e resfriamento traseiro.
Resfriamento a ar: Quando a chama é aquecida localmente, a peça de trabalho se resfria naturalmente no ar.
Resfriamento por água: o metal que foi aquecido parcialmente pelo uso de água para resfriá-lo rapidamente reduz a transferência de calor para a parte traseira, aumenta a diferença de temperatura entre a frente e a parte traseira e melhora o efeito de moldagem.
P: Quais são as características da formação de explosivos?
R: O estrutura do molde pode ser simplificado; a forma usinável é complexa, a matriz rígida é difícil de processar peças ocas; pequeno rebote, alta precisão e boa qualidade; velocidade de moldagem de processamento rápido; nenhum equipamento de estampagem é necessário.
Conexão angular: quando as duas placas são conectadas perpendicularmente uma à outra, elas são rebitadas com aço angular na junta.
Os principais parâmetros do rebite são o passo do rebite, o espaçamento entre fileiras e a margem. Passo do rebite: a distância entre dois rebites adjacentes em uma fileira de rebites. Espaçamento entre fileiras: a distância entre duas fileiras adjacentes de orifícios de rebite. Margem: a distância entre o centro do rebite externo e a placa da peça de trabalho.
P: Qual é a relação entre a espessura da placa do componente e o diâmetro do rebite?
R: Quando a fileira única e a fileira dupla estão conectadas, o diâmetro dos rebites é o dobro da espessura. Quando a placa de cobertura dupla de fileira única e fileira dupla está conectada, o diâmetro do rebite é de 1,5 a 1,75 vezes a espessura da placa.
Os princípios para determinar a espessura da chapa são: durante a junta sobreposta, determine de acordo com a espessura da chapa. Quando o material com espessura muito diferente é rebitado, ele é determinado pela chapa mais fina. Quando a chapa de aço é rebitada com o perfil, a espessura média das duas é considerada. A espessura total não deve exceder 5 vezes o diâmetro do rebite.
R: Se o rebite for muito longo e a cabeça do rebite for muito grande, a haste do rebite poderá se dobrar facilmente. Se o rebite for muito curto, os pilares não forem grandes o suficiente, a formação da cabeça do rebite estará incompleta.
O rebite é muito curto, os pilares não são grandes o suficiente, a cabeça do prego está incompleta.
Na rebitagem a frio, a haste do rebite não é fácil de ser direcionada. Para garantir a força da conexão, o diâmetro do furo do rebite deve ser próximo ao diâmetro da haste do rebite. Na rebitagem a quente, o diâmetro do furo do rebite deve ser ligeiramente maior do que o diâmetro da haste do rebite devido à expansão térmica e ao espessamento.
O rebite é composto por mão, corpo da pistola, interruptor e junta do tubo.
P: Quais são os recursos do rebitador?
R: Tamanho pequeno, fácil de operar e pode ser rebitada em várias posições.
A rebitagem pode ser dividida em rebitagem a frio e rebitagem a quente. A rebitagem a frio é a rebitagem em temperatura ambiente. A temperatura final da rebitagem a quente está entre 450 e 600 ℃.
Como fundador do MachineMFG, dediquei mais de uma década de minha carreira ao setor de metalurgia. Minha vasta experiência permitiu que eu me tornasse um especialista nas áreas de fabricação de chapas metálicas, usinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou sempre pensando, lendo e escrevendo sobre esses assuntos, esforçando-me constantemente para permanecer na vanguarda do meu campo. Permita que meu conhecimento e experiência sejam um trunfo para sua empresa.
Que tipo de perguntas podem ajudá-lo a vencer uma entrevista de engenharia mecânica? Este artigo aborda as 20 principais perguntas que testam vários aspectos da engenharia mecânica, desde sistemas de transmissão...
Nesta postagem do blog, exploraremos o mundo dos selos mecânicos e apresentaremos os principais fabricantes que garantem o bom funcionamento de seus equipamentos. Descubra as inovações e a experiência que...
Você já se perguntou como a menor medida pode afetar a qualidade de uma máquina? Este artigo mergulha no fascinante mundo da medição mecânica, revelando como a precisão nas dimensões,...
No mundo acelerado da automação industrial, os servomotores são os heróis anônimos que impulsionam a precisão e a eficiência. Mas, com inúmeros fabricantes disputando a atenção, como saber quais são...
Imagine robôs que podem transformar sua forma, sentir emoções e até mesmo interagir conosco tão naturalmente quanto um ser humano. Este artigo explora dez tecnologias inovadoras que estão revolucionando a robótica, desde materiais flexíveis...
Você já se perguntou como algo tão simples como uma rosca de parafuso pode afetar o mundo da engenharia? Desde a Grécia antiga até o maquinário moderno, as roscas de parafuso têm sido cruciais para transformar a...
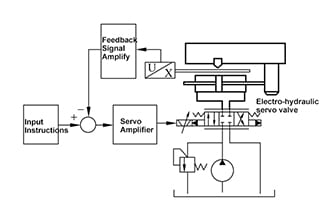
Por que uma máquina-ferramenta zumbe com precisão enquanto outra dá solavancos imprevisíveis? A resposta está em seus sistemas de controle hidráulico. Este artigo explora as diferenças críticas entre os sistemas de controle de malha aberta e de malha fechada...
Imagine um mundo em que possamos imprimir órgãos humanos, não apenas em 3D, mas com a capacidade de crescer e evoluir como tecidos vivos. Essa é a promessa da impressão 5D...
O que faz com que os moldes rachem após o tratamento térmico? Como você pode saber se um molde foi tratado termicamente de forma adequada? O tratamento térmico do molde pode ser complexo, mas é preciso entender os...