Intrigado com as maravilhas da estampagem de metais? Nesta postagem do blog, vamos nos aprofundar no fascinante mundo dos furos flangeados, estrangulados e abaulados. Nosso engenheiro mecânico especialista o guiará pelos meandros desses processos, explicando os principais conceitos e compartilhando informações privilegiadas. Prepare-se para expandir seu conhecimento e apreciar a arte por trás da modelagem de metais como nunca antes!
O flangeamento de furos é um processo de formação de metal que cria uma borda elevada ou um colar em torno de um furo pré-existente em uma peça de chapa metálica. Essa técnica utiliza ferramentas especializadas para deformar o material ao redor do furo, o que normalmente resulta em uma saliência cilíndrica perpendicular à superfície da chapa ou em um ângulo específico.
O processo envolve várias etapas importantes:
Criação do furo inicial: Um furo é primeiro perfurado ou cortado na chapa metálica.
Posicionamento: A peça de trabalho é alinhada com a matriz de flangeamento e o punção.
Formação: O punção aplica força ao material ao redor do furo, fazendo com que ele flua e forme o flange.
Moldagem: A matriz controla a forma e o ângulo finais do flange.
Os flanges podem ser formados em várias alturas e ângulos, dependendo das propriedades do material, da espessura da chapa e do projeto da ferramenta. As configurações comuns de flanges incluem:
Flanges retos: Perpendiculares à superfície da chapa
Flanges angulares: Formados em um ângulo específico, normalmente entre 15° e 90°
Flanges enrolados: Com uma borda enrolada ou curvada para maior resistência ou segurança
O flangeamento de furos oferece várias vantagens na fabricação:
Maior integridade estrutural ao redor do furo
Superfícies de contato aprimoradas para montagem
Aparência estética aprimorada
Potencial de redução de peso em comparação com outros métodos de união
Tipos de flangeamento de furos
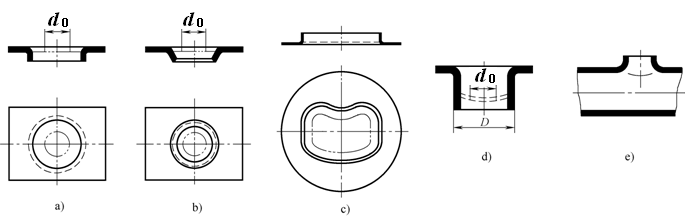
As operações de flangeamento podem ser aplicadas a várias geometrias e superfícies, acomodando diversos requisitos de fabricação. O processo pode ser categorizado com base no formato inicial da peça e no perfil de flange desejado:
Flangeamento de placa plana: Isso envolve a criação de furos flangeados em superfícies planas. É comumente usado na fabricação de chapas metálicas para aplicações como gabinetes elétricos, dutos de HVAC e painéis de carroceria automotiva.
Flangeamento de superfície curva: Essa operação mais complexa cria furos flangeados em superfícies não planas. Um ótimo exemplo é o flangeamento de tubos, em que os furos são flangeados em peças cilíndricas ou em outras peças tubulares curvas. Essa técnica é crucial em setores como o aeroespacial para a criação de componentes leves e estruturalmente sólidos.
Furos redondos com flange: Apresentam um perfil uniforme e circular em toda a circunferência. Geralmente são empregados quando uma borda lisa e consistente é necessária para fins de vedação ou estética.
Furos flangeados não redondos: Podem ter vários formatos, inclusive oval, retangular ou perfis personalizados. Esses flanges são usados quando requisitos funcionais ou de projeto específicos exigem uma abertura não circular.
1. Flangeamento de furo redondo
Características de deformação do flangeamento de furos redondos
Características de deformação do flangeamento de furos redondos:
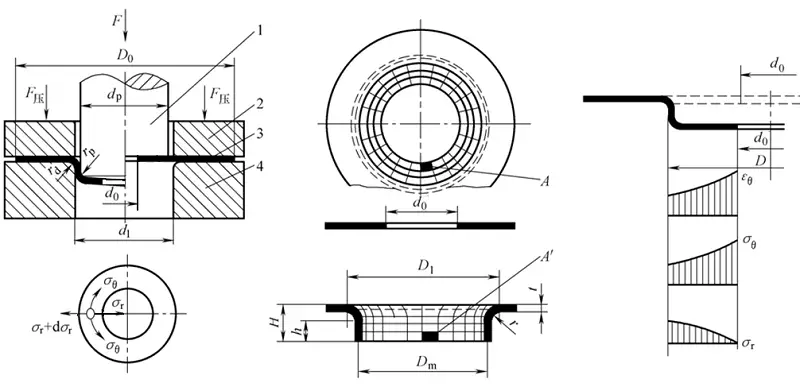
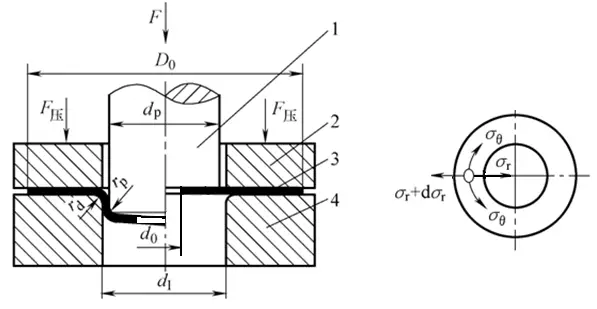
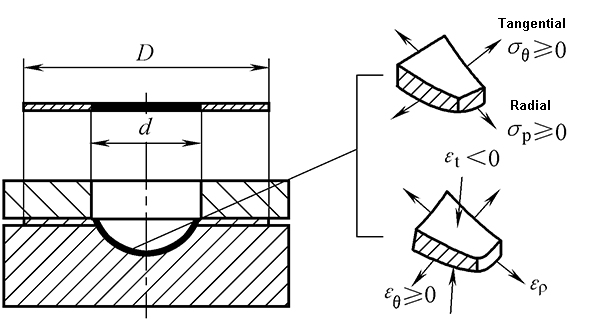
A deformação é local e ocorre principalmente na parte anular (d1-d0) na parte inferior do punção. Essa área é a área de deformação do furo redondo.
O material na zona de deformação é esticado nas direções tangencial e radial, resultando em uma deformação alongada nas direções tangencial e radial e com espessura reduzida.
A área de deformação não é uniforme, o alongamento radial não é óbvio, a deformação tangencial é grande e, quanto mais a boca é estendida, mais a boca fica mais fina.
Limite de formação do flangeamento de furos redondos
O limite de formação é expresso pelo fator de mudança de furo K:
Limite do fator de mudança de furo Kmin.
Fatores que afetam o coeficiente de flangeamento do furo limite:
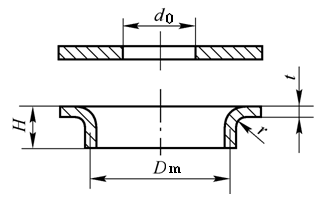
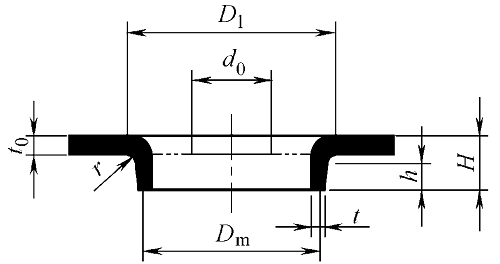
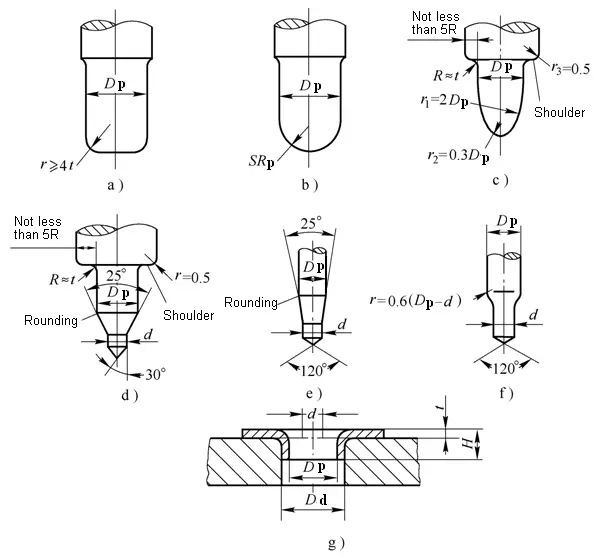
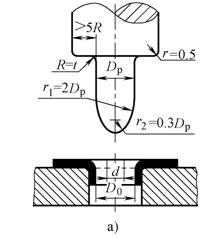
O raio do filete entre a borda vertical após o flange e o flange deve atender: espessura do material t 2 mm, r = (1 ~ 2) t;
Se os requisitos acima não puderem ser atendidos, será necessário adicionar um processo de remodelagem após o torneamento dos furos para definir o raio de filete necessário.
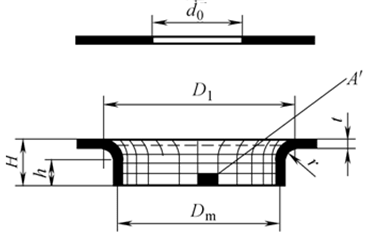
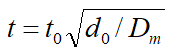
Após o flangeamento, a espessura da boca da borda vertical é reduzida ao máximo, e a espessura da parte mais fina é:
(2) Arranjo do processo para furo redondo
Normalmente, antes de fazer o flangeamento do furo, é necessário perfurar previamente o furo para o flangeamento e, em seguida, determinar se ele pode ser girado de uma só vez de acordo com a altura do furo e o coeficiente do flangeamento e, então, determinar o método de formação das peças do flangeamento.
(3) Cálculo do processo de furação da placa
1) Determine o diâmetro do furo pré-perfurado
2) Calcule a altura do furo para determinar se o furo pode ser girado com sucesso uma vez.
3) Determine o número de furos de giro
Quando a altura do furo de suspensão H <HmáximoO sistema pode ser flangeado de uma só vez.
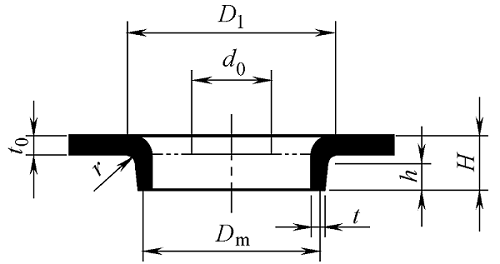
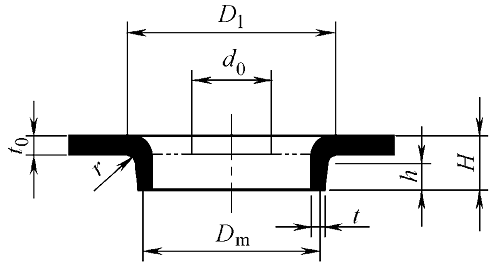
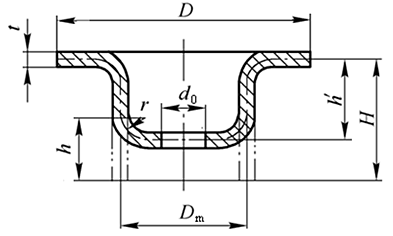
(4) Cálculo do processo de desenhar o furo inferior primeiro e depois flangear o furo
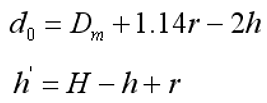
1) Calcule a altura h de flangeamento do furo que pode ser alcançada após o pré-desenho:
2) Calcule o diâmetro de pré-furação e a altura do desenho antes de fazer o furo:
3) Cálculo do processo de repuxo profundo
(5) Cálculo da força de flangeamento do furo
Ao usar um punção cilíndrico de fundo plano para flangear um furo, ele pode ser calculado da seguinte forma:
A força para flangear furos com um punção cônico ou esférico é um pouco menor do que o valor calculado pela fórmula acima.
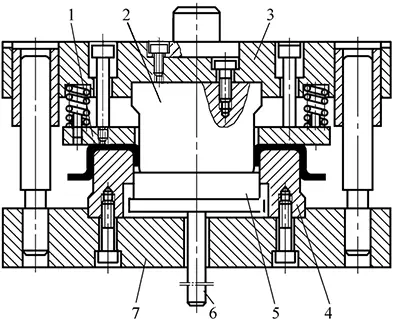
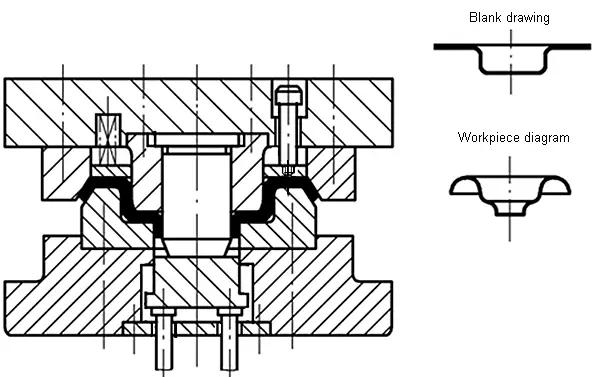
BlanqueamentoMatrizes compostas de estampagem profunda, puncionamento e abertura de furos
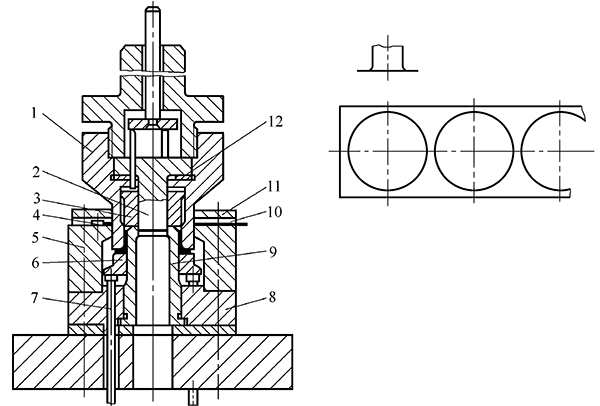
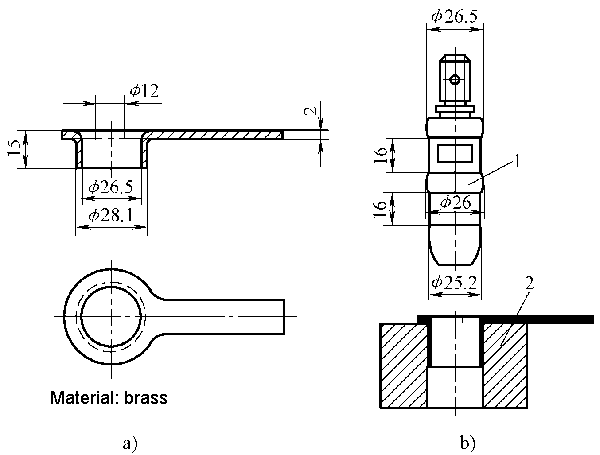
(2) Projeto da estrutura e do tamanho da parte de trabalho da matriz de furação
1) Estrutura e tamanho do furador redondo
2) Folga C entre a matriz convexa e a côncava
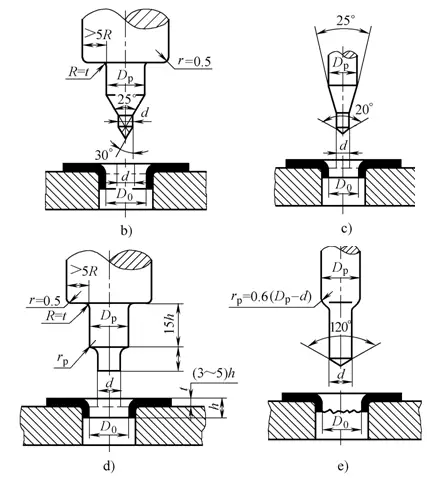
1.2 Flangeamento de furos não redondos
2. Flangeamento
Flangeamento refere-se a um método de estampagem que usa um molde para transformar as bordas do produto em uma borda vertical ou reta em um determinado ângulo.
De acordo com o formato da borda externa flangeada:
Flange curvada interna na borda externa
Flange curvada para fora na borda externa
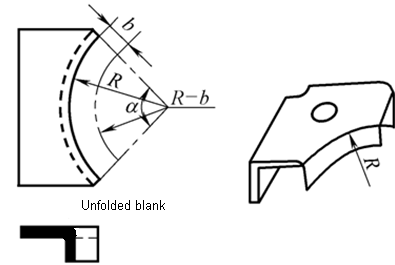
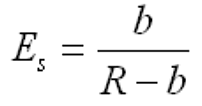
2.1 Flange curvo interno na borda externa
A deformação é semelhante a um flange de furo redondo, que pertence ao alongamento.
A área de deformação é principalmente esticada tangencialmente, e a deformação nas bordas é a maior, o que facilita a formação de rachaduras.
O grau de deformação é:
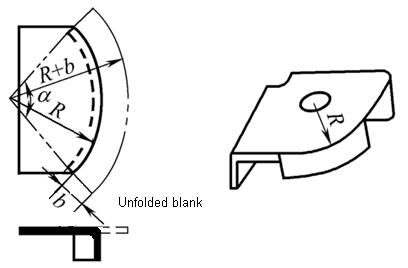
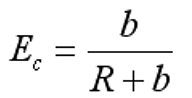
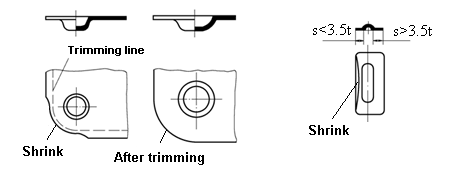
2.2 Flange curvo externo na borda externa
A deformação de flangeamento com curvatura externa da borda externa é semelhante ao desenho raso e pertence à deformação do tipo compressão.
A zona de deformação do tarugo gera principalmente deformação compressiva sob a ação da tensão compressiva tangencial, que pode facilmente perder a estabilidade e enrugar.
Para bordas verticais com direções diferentes, o método de flangeamento segmentado deve ser adotado
Furação, flangeamento e modelagem
Leitura adicional: Flangeamento de desbaste
O desbaste do furo-flange ou flangeamento refere-se a um processo de deformação que usa uma abertura de matriz menor para forçar a espessura da borda vertical a se tornar mais fina e aumentar em altura.
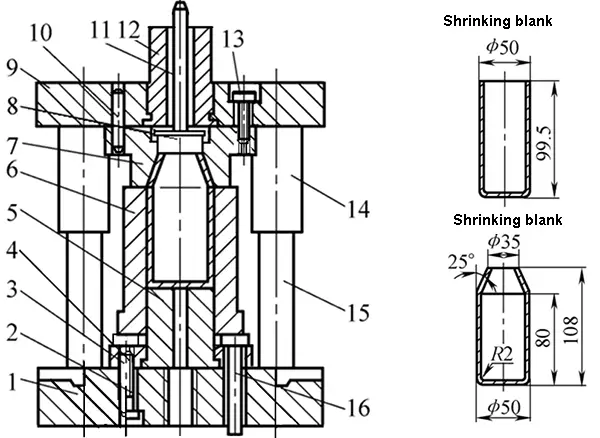
3. Necking
Necking é um método de estampagem que usa um molde para reduzir a dimensão radial da extremidade de uma peça oca ou tubular.
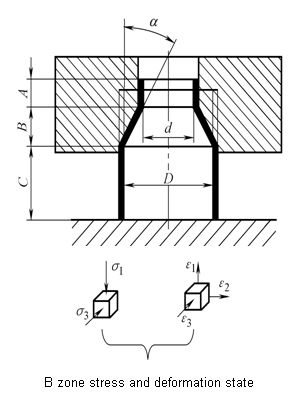
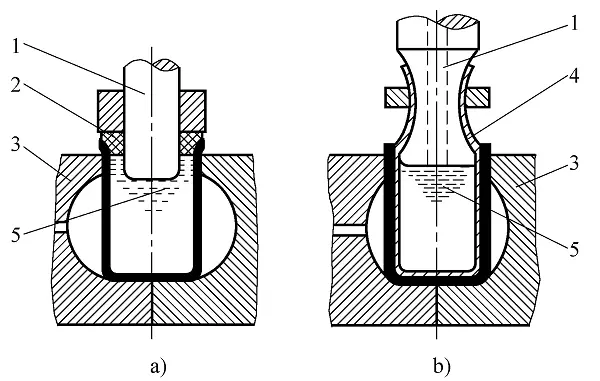
3.1 Características de deformação do pescoço
Características de deformação de estrangulamento
Zona A - a zona não deformada que sofreu deformação plástica
Área C - área não deformada aguardando deformação
Zona B - a zona de deformação que está sendo deformada
Prevenir a instabilidade e o enrugamento é o principal problema a ser resolvido no processo de enfaixamento
Limite de formação do pescoço
O grau de deformação do estrangulamento é expresso pela razão entre o diâmetro do pescoço após o estrangulamento e o diâmetro da peça bruta antes do estrangulamento.
Coeficiente de encolhimento: m = d / D
O valor mínimo do coeficiente de estrangulamento obtido sob a premissa de garantir a estabilidade do membro de estrangulamento é chamado de coeficiente de estrangulamento limite [m].
[m] está relacionado à plasticidade do material e à estrutura de suporte do molde.
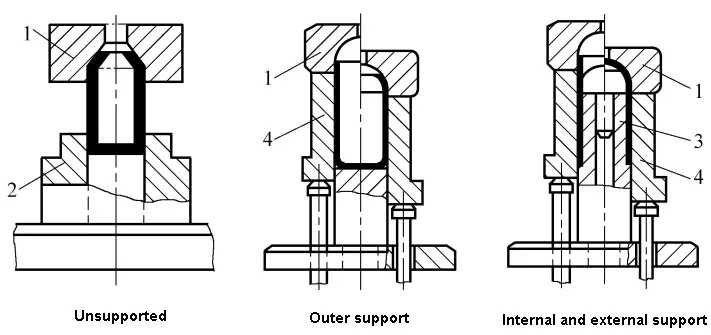
Matriz de decapagem para diferentes métodos de suporte
3.2 Projeto do processo de decapagem
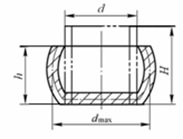
Determinação do tamanho do branco
Consulte a Tabela 6-4 para saber como determinar o tamanho do blank da peça de estrangulamento.
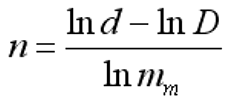
Confirmação dos tempos de necking
Quando o coeficiente de estrangulamento real m é menor do que o coeficiente de estrangulamento limite [m], o estrangulamento não pode ser realizado de uma só vez.
O número de necking pode ser calculado por:
Cálculo da força de estrangulamento
Quando não há estrangulamento do suporte, a força de estrangulamento é:
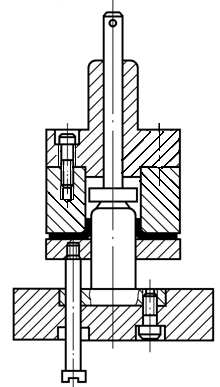
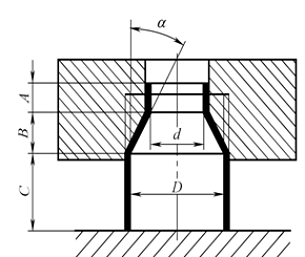
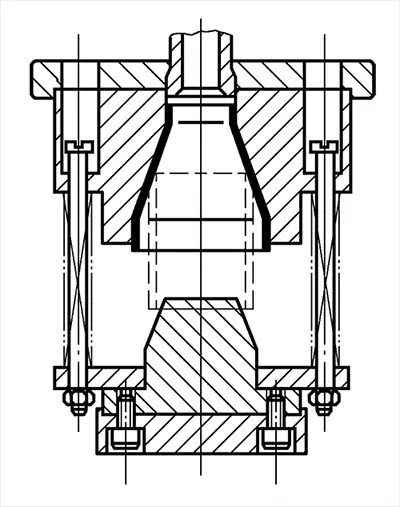
3.3 Estrutura da matriz de decapagem
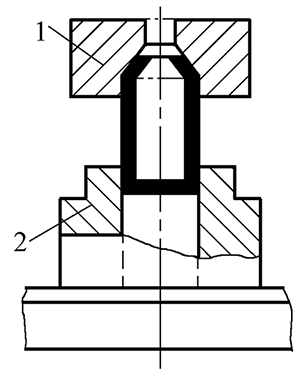
Matriz de decapagem sem suporte
Matriz de decapagem com suporte externo
Matrizes compostas de decapagem e alargamento
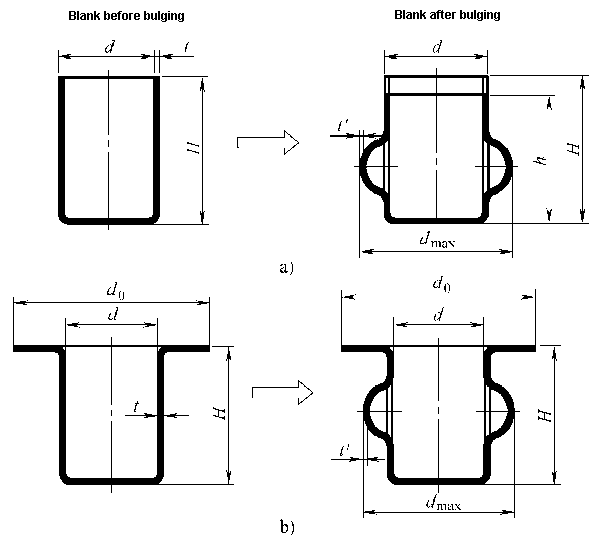
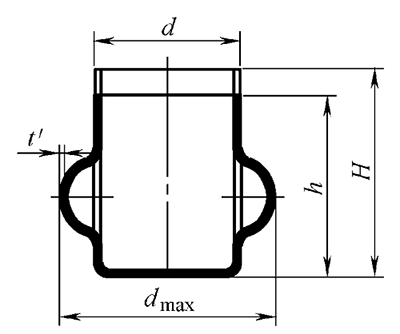
4. Abaulamento
O abaulamento é um método de estampagem que usa um molde para deformar plasticamente o interior de uma peça oca sob a ação de tensão de tração bidirecional para obter uma peça convexa.
4.1 Características da deformação por abaulamento (dois casos)
A área de deformação é quase toda a peça bruta ou a extremidade aberta, e a extremidade aberta da peça bruta é contraída e deformada.
Portanto, a deformação na área de deformação é um estado de deformação no qual a circunferência é alongada, comprimida axialmente e a espessura é reduzida.
A zona de deformação é limitada à parte a ser inchada no meio da peça bruta.
A zona de deformação produz principalmente deformação por alongamento na direção circunferencial e afinamento na direção da espessura.
O abaulamento é um processo de formação de alongamento.
Evitar o estouro é o principal problema a ser resolvido no processo de abaulamento.
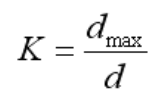
4.2 Limite de formação de abaulamento
O grau de deformação do abaulamento é expresso pela razão entre o diâmetro máximo do abaulamento convexo obtido após o abaulamento e o diâmetro da peça bruta antes do abaulamento, ou seja, o coeficiente de abaulamento:
Quanto maior o valor do coeficiente de abaulamento, maior o grau de deformação do abaulamento.
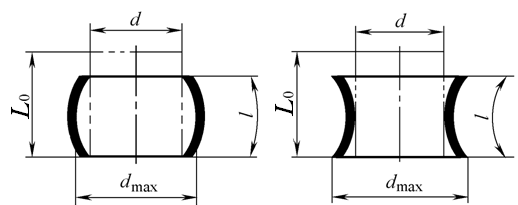
4.3 Projeto do processo de abaulamento
Determinação do espaço em branco com abaulamento
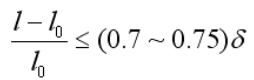
Quando abaulado, o comprimento da peça bruta quando axialmente pode se deformar livremente:
Cálculo da força de abaulamento
σZ - A tensão real na área de deformação de abaulamento, tome σZ=σb na estimativa aproximada.
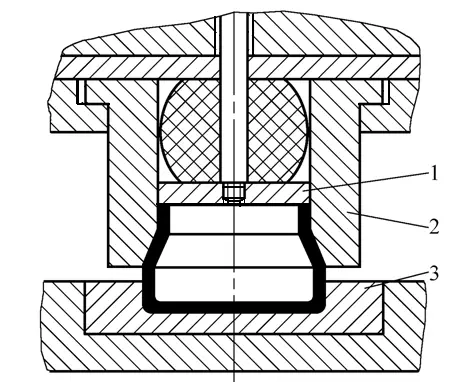
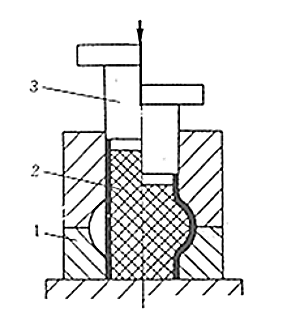
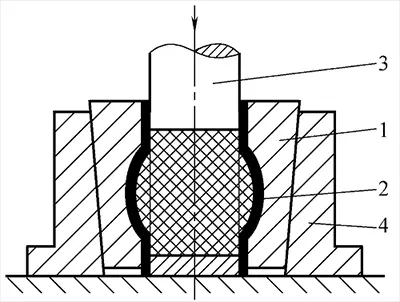
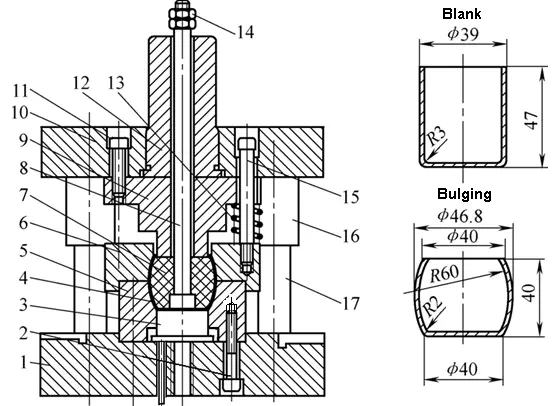
4.4 Método de abaulamento e estrutura do molde de abaulamento
Podem ser usados moldes de aço ou moldes macios. Os moldes macios são amplamente utilizados.
O meio de molde macio pode ser borracha, parafina, plástico PVC, líquido de alta pressão e gás de alta pressão.
Molde de borracha com abaulamento
Abaulamento de punção de líquido de alta pressão
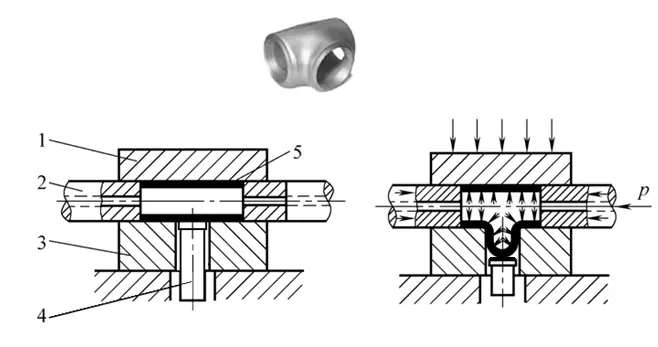
Abaulamento hidráulico da junta em T
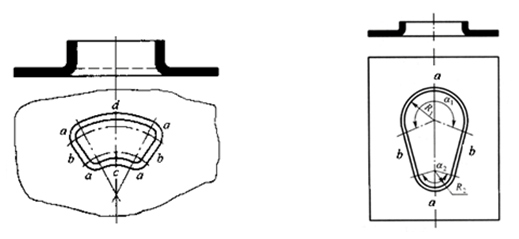
5. Bordados, prensagem de casco convexo e gravação em relevo
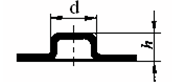
5.1 Beading, prensagem de casco convexo
O beading e a prensagem de casco convexo são métodos de gravação que usam um molde para produzir cascos ou nervuras convexas (nervuras de reforço) na peça.
Características da formação de cascos convexos e de contas
A zona de deformação é local
A zona de deformação é esticada em ambas as direções e a espessura é reduzida. É um tipo de alongamento, e a principal forma de falha é a ruptura por tração
A qualidade do bojo é boa
Enfeites
O limite de formação do chanfro pode ser expresso pela quantidade de alteração no comprimento da zona de deformação antes e depois do chanfro
Comprimir o casco convexo
O limite de formação do casco convexo pode ser expresso pela altura h do casco convexo
Como fundador do MachineMFG, dediquei mais de uma década de minha carreira ao setor de metalurgia. Minha vasta experiência permitiu que eu me tornasse um especialista nas áreas de fabricação de chapas metálicas, usinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou sempre pensando, lendo e escrevendo sobre esses assuntos, esforçando-me constantemente para permanecer na vanguarda do meu campo. Permita que meu conhecimento e experiência sejam um trunfo para sua empresa.
Você já se perguntou sobre o fascinante mundo da estampagem de metais? Nesta postagem do blog, embarcaremos em uma jornada empolgante para explorar os meandros desse processo essencial de fabricação....
Você já se perguntou como objetos do cotidiano, como panelas, xícaras e até mesmo peças de automóveis, são moldados com tanta precisão? Este artigo explora as diferenças fascinantes entre prensas mecânicas e hidráulicas. Você verá...
Você já se perguntou como peças metálicas complexas são fabricadas com precisão? Este artigo explora o fascinante mundo das matrizes de rosqueamento e flangeamento, revelando os segredos por trás de seu design...