Imagine soldar dois metais com perfeição, obtendo alta eficiência e o mínimo de desperdício. Essa é a mágica da soldagem MIG/MAG, uma técnica que combina gases de proteção avançados com controle preciso do arco para proporcionar soldas superiores. Neste artigo, você explorará os princípios, as características e as aplicações da soldagem MIG/MAG, aprendendo como diferentes gases e seleções de arame podem afetar a qualidade da solda. Prepare-se para descobrir insights práticos e dicas que podem aprimorar seus projetos de soldagem, quer esteja trabalhando com alumínio, cobre ou aço.
1. Princípios, características e aplicações da soldagem MIG/MAG.
1. Princípios da soldagem MIG/MAG
Soldagem por arco de metal a gás (GMAW)
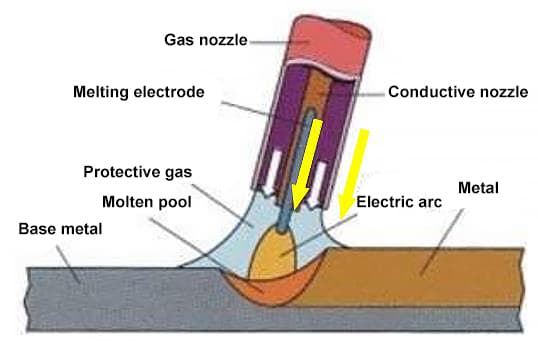
1. Definição: A soldagem a arco com proteção de gás que utiliza gás como meio de arco para proteger o arco e a área de solda é chamada de soldagem a arco com proteção de gás, ou simplesmente soldagem a gás.
2. Classificação
A soldagem a arco de gás tungstênio pode ser classificada de acordo com gás de proteção usados da seguinte forma: soldagem com proteção de gás inerte (MIG) (Ar, He, Ar+He), soldagem com proteção de mistura de gás oxidante (MAG) (Ar+O2, Ar+CO2, Ar+CO2+O2) e CO2 soldagem com proteção gasosa.
De acordo com o fio de solda, ele pode ser dividido em MIG/MAG/CO2 arame de solda e arame de solda com fluxo (FCAW).
Este capítulo se concentrará no CO2 Soldagem com proteção gasosa e soldagem MIG/MAG.
2. Características da soldagem com proteção gasosa
1. O arco e a poça de fusão são altamente visíveis, permitindo que os parâmetros de soldagem sejam ajustados de acordo com as condições da poça de fusão durante a soldagem.
2. O processo de soldagem é fácil de operar, com pouca ou nenhuma escória, e basicamente não há necessidade de limpar a escória após a soldagem.
3. Sob a compressão do fluxo de gás de proteção, o calor do arco é concentrado, resultando em uma velocidade de soldagem mais rápida, uma poça de fusão menor, uma zona afetada pelo calor estreita e menos deformação da peça de trabalho soldada.
4. É propício para a mecanização e automação do processo de soldagem, especialmente para a soldagem mecanizada de posições espaciais.
5. Ele pode soldar magnésio, alumínio, cobre e suas ligas, que são quimicamente ativos e propensos à formação de filmes de óxido de alto ponto de fusão.
6. Pode ser usado para soldar chapas finas.
7. Ao trabalhar ao ar livre, é necessário um dispositivo de barreira contra o vento, caso contrário, o efeito de proteção contra o gás pode ser ruim ou até mesmo ineficaz.
8. A radiação de luz do arco é muito forte.
9. O equipamento de soldagem é relativamente complexo e mais caro do que o usado para a soldagem com proteção arco metálico soldagem.
3. Aplicações da soldagem MIG/MAG
No início da década de 1950, a soldagem MIG/MAG foi aplicada primeiramente ao alumínio e suas ligas e, posteriormente, expandida para incluir o cobre e suas ligas. De fato, ela é adequada para quase todos os materiais.
No entanto, devido ao seu alto custo, ele é geralmente usado na soldagem de metais não ferrosos e suas ligas, bem como na soldagem de metais de alta qualidade. soldagem de aço inoxidável.
Material de origem: Al Mg 3
Diâmetro do tubo: 225 mm
Espessura da parede: 15 mm
Fio de solda: Al Mg 5
Diâmetro: 1,2 mm
Velocidade de soldagem: 50 cm/min
Corrente de soldagem 1+2: 340A
Posição de soldagem: PA
Gás de proteção: 50/50 Ar/He.
4. Comparação da soldagem MIG/MAG
A soldagem MIG usa Ar ou He como gás de proteção.
A soldagem MAG adiciona gases ativos, como o O2 e CO2para Ar ou He.
Em termos de forma de arco, transição de gotículas e características do arco, a soldagem MAG é semelhante à soldagem a arco de argôniocom teor de gás ativo geralmente menor que 30%.
A soldagem MAG pode eliminar a penetração semelhante à dos dedos.
Devido à presença de gases oxidantes na soldagem MAG, a oxidação do metal é inevitável. Portanto, deve-se tomar cuidado para escolher um arame de soldagem que forneça a composição necessária.
A soldagem MAG é usada principalmente para soldar aço de alta resistência e aço de alta liga.
5. Gás e arame de proteção para soldagem MIG
(1) Gás de proteção:
Gás único: Ar ou He
Gás misto: Ar+He
(2) Requisitos para o gás de proteção:
Pureza do gás Ar: 99,9%
(3) Seleção de fios:
A composição do arame de soldagem MIG deve ser semelhante à do metal de base. (As reações metalúrgicas são relativamente simples, e os elementos de liga não são queimados).
6. Gás e arame de proteção para soldagem MAG
Ar+CO2+O2
Usando um gás misto de 80% Ar, 15% CO2e 5% O2 para soldagem de aço de baixo carbono e aço de baixa liga podem resultar em excelente formação do cordão de solda, qualidade da junta, transferência de gotículas de metal e estabilidade do arco.
Essa mistura de gases oferece os benefícios do argônio e do CO2 ao mesmo tempo em que introduz uma pequena quantidade de oxigênio para melhorar a penetração e reduzir os respingos.
A composição específica do gás de proteção deve ser cuidadosamente escolhida com base no material que está sendo soldado e nas características de soldagem desejadas.
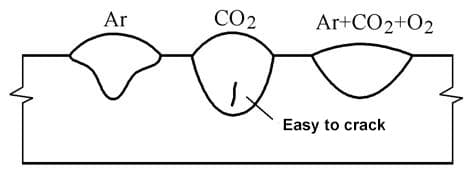
Diferentes gases de proteção para a formação de cordões de solda.
Para a soldagem MAG, deve-se usar um arame de solda com alto teor de Mn e Si para complementar a perda por queima.
2. Características metalúrgicas da soldagem MIG/MAG.
Soldagem MIG:
Usa Ar ou He como gás de proteção e não apresenta reações metalúrgicas com o metal. O argônio é um subproduto da produção de oxigênio, e o excesso de oxigênio pode causar reações de oxidação.
Soldagem MAG:
Contém gases oxidantes, como O2 e CO2causando reações de oxidação com o metal.
Al+O2 → Al2O3
Fe + CO2 → FeO + CO ↑
Si + 2CO2→ SiO2 + 2CO ↑
Mn + CO2 → MnO + CO ↑
Si + 2O → SiO2
Mn + O → MnO
C + O → CO
Fe + O → FeO
Soldagem MIG/MAG:
Perda de liga causada por evaporação.
3. Transição de gotículas na soldagem MIG/MAG.
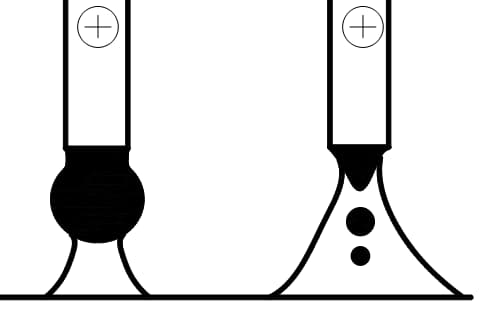
As principais formas de transição de gotículas na soldagem MIG/MAG são: transição de curto-circuito, transição de gotículas, transição de spray e transição de hiperjato.
A forma de transição da gota depende principalmente de parâmetros como corrente, comprimento do arco, polaridade, meio de gás, material do arame de soldagem, diâmetro, comprimento do stick-out etc.
1. Fatores que afetam a transição de gotículas.
(1) O efeito do comprimento do arco:
Sob as mesmas condições de baixa corrente, a transição da gota pode ser uma transição de partícula ou uma transição de curto-circuito. A transição de partículas requer um comprimento de arco mais longo, enquanto a transição de curto-circuito requer um comprimento de arco mais curto.
(2) O efeito da corrente:
Quando a corrente é menor do que a corrente crítica I1, a transição da partícula ocorre com uma frequência de transição baixa. Quando a corrente é maior do que a corrente crítica I1, a transição do spray ocorre com uma alta frequência de transição.
A relação entre a frequência de transferência de gotículas e a corrente durante a soldagem MIG
Meio de gás:
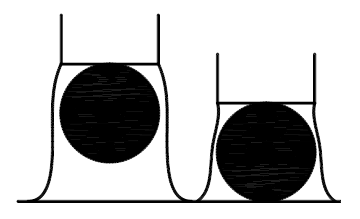
A adição de uma pequena quantidade de O2 para Ar reduz a tensão superficial, diminui a resistência da transição da gota e reduz a corrente crítica para a transição do spray. Entretanto, o excesso de O2 pode causar constrição do arco devido ao O2 ionização, levando a um aumento na corrente crítica.
Adição de CO2 aumenta a corrente crítica para a transição do spray.
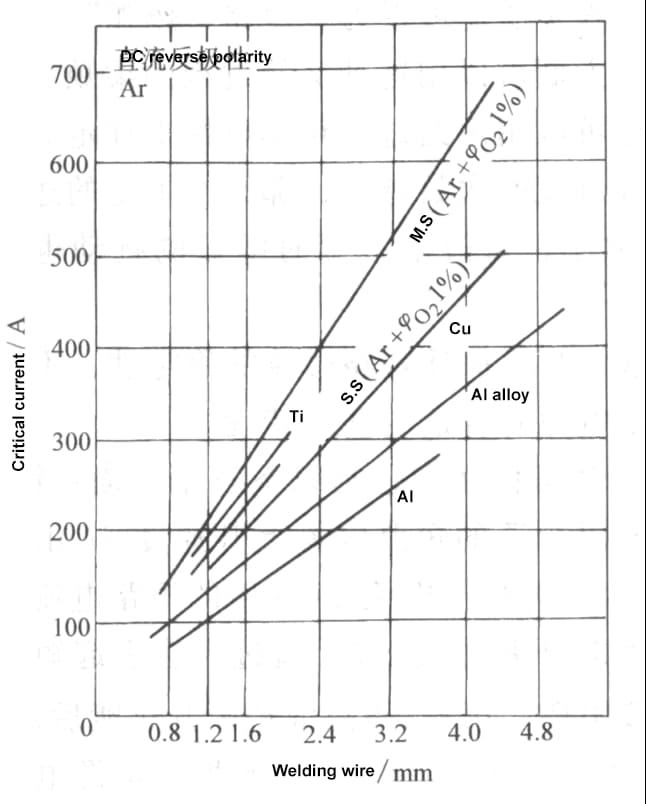
Corrente crítica: a corrente mínima que causa o salto do arco.
Fatores que afetam a corrente crítica.
Material do fio de solda:
Sob as mesmas condições, a corrente crítica do fio de solda de aço é maior do que a do fio de solda de alumínio. O arame de solda de alumínio tem maior probabilidade de passar da transição de gota para a transição de spray, enquanto soldagem de aço é mais provável que o fio passe da transição de gotículas para a transição de hiperjato.
Diâmetro do fio:
Quanto menor o diâmetro do fio, menor a corrente crítica.
Comprimento do stick-out:
O aumento do comprimento do stick-out aumenta o calor de resistência, o que é benéfico para a transição de gotículas.
(3) O efeito da polaridade da corrente
2. Transição de hiperjato.
Princípio: Durante a transição do hiperjato, o arco forma uma estrutura em forma de sino com uma grande área de raiz do arco que envolve toda a gota. A tensão superficial não atua apenas na parte inferior da gota, mas também na parte superior, empurrando a gota pela transição.
Como a corrente é divergente, a força de aperto eletromagnética gera um forte impulso, e a única resistência à transição das gotículas é a tensão superficial.
Portanto, a aceleração da transição de gotículas é maior do que a aceleração gravitacional da transição de gotículas grandes.
Características:
O arco forma uma estrutura em forma de sino.
As forças pontuais e as forças de fluxo de plasma promovem a transição das gotículas.
Gotas pequenas com uma alta frequência de transição.
A corrente deve atingir a corrente crítica para a transição do hiperjato.
O fio de solda de aço é usado para soldagem MIG.
A transição de hiperjato tem alta capacidade de penetração, o que pode resultar em uma penetração semelhante a um dedo.
Penetração em forma de dedo durante a transição do jato
Condições de formação:
A transição de hiperjato ocorre durante a soldagem MIG com arame de aço, usando polaridade reversa de corrente contínua, alta tensão de arco (arco longo) e uma corrente de soldagem maior do que um determinado valor crítico.
O alumínio e outros metais não ferrosos e suas ligas são propensos a esse problema. Ele ocorre quando a corrente de soldagem é muito maior do que a corrente crítica para a transição de hiperjato e há pouca proteção na área de soldagem. Os pontos catódicos se movem para o fundo da cratera do arco e permanecem estáveis.
Como resultado, o fundo da cratera do arco é submetido a uma forte força de arco e é violentamente "escavado", resultando em oxidação e nitretação graves. Essas gotículas de metal caem na área e na superfície próximas à solda, causando uma fusão deficiente do metal de solda e enrugamento áspero na superfície. Uma camada de pó preto cobre a superfície, que é o fenômeno do enrugamento da solda.
Medidas preventivas para o enrugamento da costura de solda:
Reforçar a proteção e aumentar o fluxo de gás.
Diminua a corrente de soldagem.
Use a transição de hiperjato (transição de gota subtransiente entre a transição de curto-circuito e a transição de spray).
3. Transição de hiperjato rotacional
Condições de formação: Durante a soldagem MIG com arame de aço, se o comprimento do stick-out for relativamente longo ou se a corrente de soldagem for muito maior do que a corrente crítica para a transição do spray, o comprimento do metal líquido aumentará. A ejeção em alta velocidade de gotículas finas durante a transição do spray gera uma grande força de reação. Quando ela se desvia do eixo, ocorre a transição de hiperjato rotacional.
Características:
Usado para soldagem MIG com arame de aço.
Ocorre quando o comprimento do stick-out é relativamente longo ou a corrente de soldagem é muito maior do que a corrente crítica para a transição do spray.
Resulta em cordão de solda irregular, arco instável e grandes respingos.
Aplicado a soldagem de estruturas de açoO sistema de soldagem de cantos e espaços estreitos é um dos mais importantes, superando defeitos como a fusão deficiente das paredes laterais durante a soldagem de espaços estreitos e a soldagem de cantos.
4. Equipamento de soldagem a arco com gás tungstênio (GTAW)
Composição do equipamento de soldagem a arco com gás tungstênio (GTAW):
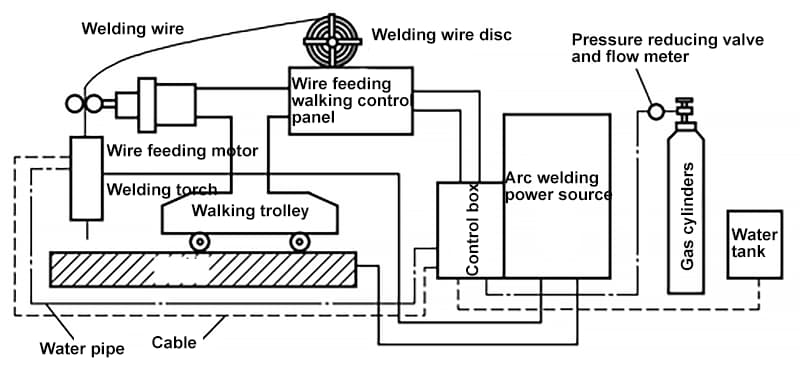
De acordo com o nível de mecanização, há dois tipos: soldagem automática e soldagem semiautomática. O equipamento de soldagem semiautomático não inclui um carrinho móvel, e o movimento da pistola de soldagem é operado manualmente. A pistola de soldagem do equipamento de soldagem automática é fixada no carrinho móvel para soldagem.
Ele consiste principalmente em um arco potência de soldagem fonte, sistema de alimentação de arame, pistola de soldagem, carrinho móvel (para soldagem automática), sistema de fornecimento de gás, sistema de resfriamento de água, sistema de controle, etc.
Composição do equipamento semiautomático de soldagem a arco com gás tungstênio (GTAW):
Composição do equipamento automático de soldagem a arco com gás tungstênio (GTAW):
Fonte de energia de soldagem:
Na soldagem de alumínio, é difícil obter uma transição de gota subtransiente de forma suave com um sistema comum de alimentação de arame de velocidade constante e uma fonte de corrente constante.
Portanto, é necessário ter uma máquina de solda com controle síncrono (ou otimização automática) das funções de corrente de solda e velocidade de alimentação do arame.
Dispositivo de fornecimento de gás: Botijão de gás, mangueira, regulador, etc.
Mecanismos de alimentação de arame: (mecanismos do tipo pull, push e push-pull)
Pistola de solda:
As pistolas de soldagem seguram o eletrodo e direcionam o arco de soldagem. Elas são fornecidas em dois tipos: resfriadas a água e resfriadas a ar.
Pistola de solda portátil:
Pistola de solda Gooseneck
A ponta de contato de uma pistola de soldagem deve ter boa condutividade, resistência ao desgaste e resistência ao calor. Geralmente, ela é feita de liga de cobre e tem um diâmetro igual ao diâmetro do fio de soldagem mais 0,2 mm.
É importante verificar e substituir regularmente a ponta de contato para garantir um desempenho de soldagem suave e consistente.
Parâmetros do processo de soldagem:
Parâmetros padrão do processo de soldagem:
Os parâmetros padrão do processo de soldagem podem variar de acordo com o processo de soldagem, o material que está sendo soldado e o objetivo desejado. qualidade da solda. No entanto, há algumas diretrizes gerais para a definição dos parâmetros do processo de soldagem.
5. Processos comuns de soldagem a arco com gás tungstênio (GTAW):
1. Soldagem por arco de tungstênio a gás (GTAW) para aço de baixo carbono e aço de baixa liga:
A soldagem MAG pode ser usada para aço com baixo teor de carbono e baixo teor de liga de açocom gás de mistura Ar+ (5-20)% CO2 usado como gás de proteção e, às vezes, uma pequena quantidade de O2 adicionada.
O modo de transferência de gotículas pode ser transição de curto-circuito, transição de spray ou transição pulsada na soldagem MAG.
(1) Soldagem MAG de transição de curto-circuito:
Em comparação com Soldagem com CO2A soldagem MAG com transição de curto-circuito tem um arco mais estável e menos respingos. Ela pode usar arame de soldagem mais fino e corrente de soldagem mais baixa, resultando em um arco mais raso. penetração da solda e velocidade de soldagem mais lenta. Isso o torna adequado para a soldagem de chapas finas.
(2) Soldagem MAG de transição por spray:
A transição de spray é o modo de transferência de gotículas mais comum na soldagem MAG. Em geral, a corrente de soldagem é ajustada 30-50A acima da corrente crítica de transição por spray. Quando a espessura da chapa é maior ou igual a 3,2 mm, o arco de soldagem é muito estável, resultando em uma superfície plana e boa formação de solda com o mínimo de respingos.
2. Soldagem a arco de argônio com eletrodo de fusão para aço inoxidável.
Podem ser usadas a transição de curto-circuito, a transição de jato e a transição de pulso.
(1) Transição de curto-circuito para soldagem MIG de aço inoxidável.
O diâmetro do fio de soldagem é de 0,8 a 1,2 mm, e o gás de proteção usado é Ar+(1~5%)O2 ou Ar+(5~20%)CO2. A corrente de soldagem é menor do que a corrente crítica da transição de jato e é usada principalmente para soldagem de camada única de chapas finas com espessura inferior a 3,0 mm.
(2) Transição de jato para soldagem MIG de aço inoxidável.
O fio de soldagem utilizado tem um diâmetro de 0,8, 1,0, 1,2, 1,6 mm, e o gás de proteção utilizado é Ar+(1~2%)O2 ou Ar+(5~10%)CO2. A corrente de soldagem é maior do que a corrente crítica da transição de jato e é usada principalmente para soldar chapas de aço com espessura superior a 3,2 mm.
3. Soldagem a arco de argônio com eletrodo de fusão para ligas de cobre.
O cobre e as ligas de cobre têm uma condutividade térmica muito forte, o que pode facilmente causar uma fusão ruim, portanto, é necessário um pré-aquecimento antes da soldagem. Devido à necessidade de uma grande corrente de soldagem, as gotículas fundidas apresentam transição de jato.
A característica do parâmetros de soldagem para a soldagem de cobre roxo é uma alta temperatura de pré-aquecimento e uma grande corrente de soldagem (até 600A). Ao usar a proteção de gás argônio puro, a potência do arco é pequena. O uso da proteção Ar+(50-75%)He pode aumentar a potência do arco e reduzir a corrente de soldagem. temperatura de pré-aquecimento.
4. Soldagem a arco de argônio com eletrodo de fusão para ligas de alumínio.
Na soldagem MIG ligas de alumínioPara remover a película de óxido, é necessário usar o efeito de limpeza catódica. As ligas de alumínio têm condutividade térmica rápida e exigem potência de arco suficiente para derreter o material de base e formar a solda. O gás argônio puro é normalmente usado como gás de proteção para soldagem de metais finos. soldagem de chapas. Na soldagem de materiais grandes e espessos, é usada a proteção de gás misto Ar+He, e a proporção de He costuma ser em torno de 25%. Pode-se usar a transição de curto-circuito ou a transição de spray.
Observação:
Ao inverter a polaridade da corrente contínua, ou seja, usar o arame de solda como eletrodo positivo e a peça de trabalho como eletrodo negativo, as gotículas de arame de solda derretido geralmente entram na piscina de solda em uma "transição de respingos" granular muito fina com uma corrente relativamente grande usada, resultando em alta produtividade. Para placas de alumínio com espessura superior a 8 mm, para estabilizar o arco, a soldagem a arco de argônio com eletrodo de fusão normalmente adota a polaridade reversa DC, que tem um efeito de "fragmentação do cátodo" na soldagem de peças de alumínio.
(1) Curto-circuito na soldagem MIG
Esse método usa gás argônio puro como gás de proteção e normalmente usa um diâmetro de arame de 0,8 a 1,0 mm, com um pequeno carretel de arame de 0,5 kg e uma pistola de alimentação especial, para espessuras de soldagem de 1 a 2 mm. Os arames de liga de alumínio mais finos podem ser difíceis de alimentar.
(2) Transição de spray e soldagem MIG subsônica
Esse método também usa gás argônio puro como gás de proteção e, normalmente, usa um diâmetro de fio de 1,2 a 2,4 mm.
(3) Soldagem MIG de alta corrente
Alumínio espesso placas de liga pode ser soldada com fios grossos (diâmetro de 3,2 a 5,6 mm) e soldagem MIG de alta corrente, com correntes de soldagem que atingem 500 a 1000 A e resultam em alta produtividade. Uma mistura de gás de proteção 50% Ar + 50% He é usada no bocal interno para aumentar a potência do arco, enquanto o bocal externo é preenchido com gás Ar para fortalecer ainda mais o efeito de proteção.
Como fundador do MachineMFG, dediquei mais de uma década de minha carreira ao setor de metalurgia. Minha vasta experiência permitiu que eu me tornasse um especialista nas áreas de fabricação de chapas metálicas, usinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou sempre pensando, lendo e escrevendo sobre esses assuntos, esforçando-me constantemente para permanecer na vanguarda do meu campo. Permita que meu conhecimento e experiência sejam um trunfo para sua empresa.
Conseguir uma solda impecável requer mais do que apenas habilidade; depende de dominar a interação entre tensão e corrente. Esses dois parâmetros são a força vital da soldagem, determinando tudo, desde a...
Você já se perguntou por que as estruturas soldadas às vezes falham, apesar de sua aparência robusta? Este artigo mergulha nos desafios ocultos da soldagem, explorando como o aquecimento e o resfriamento irregulares podem levar...
Você já se perguntou como os arranha-céus se mantêm altos ou como os carros permanecem soldados? Este blog revela a mágica por trás das máquinas de solda elétrica. Saiba mais sobre os principais fabricantes, como Lincoln Electric e Miller Welds,...
Você já se perguntou quais marcas de equipamentos de soldagem estão liderando o setor atualmente? Este artigo explora os dez principais fabricantes de máquinas de soldagem, destacando suas inovações, presença global e pontos fortes exclusivos....
Você já se perguntou como os soldadores conseguem juntas perfeitas em posições desafiadoras? A soldagem 6GR é uma técnica especializada para soldar tubulações com um anel de obstáculos em um ângulo de 45°, crucial para garantir...
Você já se perguntou sobre os perigos ocultos por trás das faíscas brilhantes da soldagem? Neste artigo, exploramos os efeitos nocivos da soldagem a arco de argônio no corpo humano....
Você já se perguntou o que significam os números e as letras nas varetas de solda? Este artigo desmistifica o sistema de codificação das varetas de solda de aço carbono e aço inoxidável, ajudando você a entender sua resistência à tração,...
Você já se perguntou como calcular o consumo de varetas de solda com precisão? Nesta postagem do blog, exploraremos os métodos e as fórmulas usados por especialistas do setor para estimar o consumo de...
A deformação da solda em aço inoxidável pode levar a problemas significativos na fabricação de metais. O artigo explora vários métodos para controlar e corrigir essas deformações, como o uso de placas de cobre, água...