Tratamento térmico do molde: Prevenção de deformações e rachaduras
Como você pode evitar que seus moldes rachem durante o tratamento térmico? Este artigo se aprofunda no intrincado processo de tratamento térmico do molde, descrevendo defeitos comuns, como trincas de têmpera e dureza insuficiente. Ao explorar as medidas preventivas, ele o equipará com soluções práticas para aumentar a durabilidade e o desempenho do molde. Descubra as principais técnicas para obter resultados ideais e manter a integridade de seus moldes em cada estágio crítico do tratamento térmico.
O molde passa por um processo de tratamento térmico que consiste em pré-aquecimento, aquecimento terminal e endurecimento da superfície.
Os defeitos de tratamento térmico referem-se a vários problemas que ocorrem durante o estágio final do tratamento térmico do molde ou em processos e usos subsequentes. Esses defeitos podem incluir trincas de resfriamento, baixa estabilidade dimensional, dureza insuficiente, trincas de eletromecanização, trincas de retificação e falha precoce do molde.
Uma análise mais detalhada é fornecida abaixo.
Defeitos de tratamento térmico
1. Trinca de resfriamento
As causas das rachaduras de têmpera e as medidas preventivas são as seguintes:
Efeito de forma: Isso é causado principalmente por fatores de projeto, como pequenos cantos arredondados, colocação inadequada de furos e transições de seção transversal ruins.
Medidas preventivas: Verifique e aprimore o projeto, incluindo cantos arredondados, colocação de furos e transições de seção transversal.
Superaquecimento: Isso é causado principalmente por controle de temperatura impreciso, configurações de alta temperatura do processo e temperatura irregular do forno.
Medidas preventivas: Manter e revisar o sistema de controle de temperatura, ajustar a temperatura do processo e adicionar ferro entre a peça de trabalho e o piso do forno.
Descarburização: Isso é causado por superaquecimento ou queima excessiva, aquecimento desprotegido em um forno a ar, pequenas margens de usinagem e camadas descarbonizadas residuais de forjamento ou tratamento de pré-aquecimento.
Medidas preventivas: Use aquecimento em atmosfera controlada, aquecimento em banho de sal, forno a vácuo, forno de caixa com proteção de caixa ou aplique revestimento antioxidante e aumente a margem de usinagem em 2 a 3 mm.
Resfriamento inadequado: Isso é causado principalmente pela seleção inadequada do líquido de arrefecimento ou pelo resfriamento excessivo.
Medidas preventivas: Compreender as características de resfriamento do meio de resfriamento ou tratamento de têmpera e selecione o líquido de arrefecimento adequado.
Estrutura deficiente do aço do molde: Isso pode ser causado por segregação severa de carbonetos, baixa qualidade de forjamento e tratamento inadequado de pré-aquecimento.
Medidas preventivas: Usar o processo de forjamento correto e implementar um sistema de tratamento de pré-aquecimento razoável.
2. Dureza insuficiente
Os motivos e as precauções para a dureza insuficiente são os seguintes:
Fornalha ou tanque de resfriamento inadequados: Isso é causado pela temperatura incorreta do processo ou por erros no sistema de controle de temperatura.
Medidas preventivas: Corrigir a temperatura do processo, revisar e verificar o sistema de controle de temperatura. Ao instalar o forno, as peças de trabalho devem ser espaçadas uniformemente e não devem ser empilhadas ou agrupadas para resfriamento.
Alta temperatura de têmpera: Isso é causado pela temperatura incorreta do processo ou por erros no sistema de controle de temperatura.
Medidas preventivas: Corrigir a temperatura do processo, revisar e verificar o sistema de controle de temperatura.
Supertemperação: Isso é causado por alta temperatura de têmpera, erros no sistema de controle de temperatura ou entrada no forno em alta temperatura.
Medidas preventivas: Corrigir a temperatura do processo, revisar e verificar o sistema de controle de temperatura. Entre no forno em uma temperatura não superior à temperatura definida.
Resfriamento inadequado: Isso pode ocorrer se o tempo de pré-resfriamento for muito longo, o meio de resfriamento não for selecionado corretamente, a temperatura do meio de resfriamento aumenta enquanto o desempenho de resfriamento diminui, a agitação é ruim ou a temperatura de saída do tanque é muito alta.
Medidas preventivas: Entre rapidamente no tanque a partir do forno, entenda as características de resfriamento do meio de resfriamento, adicione ou resfrie o meio de resfriamento, se necessário, reforce a agitação do líquido de resfriamento e remova-o a uma temperatura de Ms + 50°C.
Descarbonetação: Isso é causado por camadas residuais de descarbonetação das matérias-primas ou durante o processo de têmpera e aquecimento.
Medidas preventivas: Use atmosfera controlada e aquecimento por banho de sal, forno a vácuo e forno de caixa com proteção de caixa ou revestimento antioxidante, e aumente a margem de usinagem em 2 a 3 mm.
3. Pdeformação da porta
No campo da fabricação mecânica, a ocorrência de deformação durante o tratamento térmico é considerada absoluta, enquanto a ausência de deformação é relativa. Em outras palavras, tudo depende do tamanho. Isso se deve principalmente ao efeito de relevo da superfície causado por martensita transformação durante o tratamento térmico.
Evitar a deformação (mudanças nas dimensões e na forma) durante o tratamento térmico é uma tarefa desafiadora e, muitas vezes, exige experiência para ser resolvida. Isso ocorre porque vários fatores, como a tipo de açoO formato do molde, a distribuição inadequada de carbonetos e o método de forjamento e tratamento térmico podem contribuir ou piorar o problema.
Além disso, as alterações em qualquer uma das várias condições durante o tratamento térmico podem afetar muito o grau de deformação da peça de aço.
Durante muito tempo, a solução do problema de deformação por tratamento térmico foi feita principalmente por meio da experiência e da heurística. No entanto, é fundamental ter uma compreensão completa da relação entre o molde e a deformação por tratamento térmico. forjamento de açoA orientação do módulo, o formato do molde, o método de tratamento térmico e a deformação do tratamento térmico. Esse entendimento pode ser obtido por meio da análise dos dados acumulados e do estabelecimento de arquivos de deformação do tratamento térmico.
4. Descarbonização
A descarbonetação é um fenômeno e uma reação em que o carbono na camada superficial do aço é total ou parcialmente perdido devido ao efeito da atmosfera circundante durante o aquecimento ou o isolamento.
O descarbonetação do aço pode resultar em dureza insuficiente, rachaduras por têmpera, deformação por tratamento térmico e defeitos de tratamento térmico químico. Além disso, isso pode afetar significativamente resistência à fadigaresistência ao desgaste e desempenho do molde.
5. Rachaduras causadas por usinagem por descarga elétrica
Na fabricação de moldes, a usinagem por descarga elétrica (EDM) está se tornando um método de processamento cada vez mais comum. No entanto, com seu uso generalizado, os defeitos causados pela EDM também aumentaram.
EDM é um método de usinagem que derrete a superfície de um molde usando a alta temperatura gerada pela descarga elétrica. Esse processo forma uma camada deteriorativa branca de EDM na superfície de usinagem e gera uma tensão de tração de cerca de 800 MPa. Como resultado, podem ocorrer deformações ou rachaduras durante o processamento elétrico do molde.
Portanto, ao usar moldes de EDM, é fundamental entender o impacto da EDM no aço do molde e tomar medidas preventivas para evitar defeitos:
Evite o superaquecimento e a descarbonetação durante o tratamento térmico e tempere totalmente o aço para reduzir ou eliminar tensão residual.
Para eliminar totalmente o estresse interno gerados durante a têmpera, é necessário o revenimento em alta temperatura. Os aços que podem suportar o revenimento em alta temperatura, como DC53, ASP-23 e aço rápido, devem ser usados para processamento em condições estáveis de descarga.
Após o processamento de EDM, estabilize o tratamento de relaxamento.
Defina furos e ranhuras razoáveis para o processo.
Elimine totalmente a camada ressolidificada para garantir que ela esteja em um bom estado.
Usando o princípio da translação vetorial, corte e disperse o estresse interno do posto avançado de corte por meio de drenagem.
6. Resistência insuficiente
A resistência insuficiente pode ser atribuída a uma temperatura de têmpera excessivamente alta e a um tempo de retenção prolongado, o que leva ao engrossamento do grão, ou à incapacidade de evitar o revenimento na zona frágil.
A presença de uma grande quantidade de austenita na peça de trabalho pode resultar em estresse estrutural e rachaduras na peça de trabalho quando a transformação de têmpera ocorre durante o calor de retificação. Para evitar isso, duas medidas preventivas podem ser tomadas: realizar um tratamento criogênico após a têmpera ou repetir o processo de revenimento (normalmente de 2 a 3 vezes para aços ferramenta de baixa liga em trabalho a frio) para minimizar a quantidade de austenita retida.
Medidas preventivas para deformação e rachaduras no tratamento térmico do molde
I. Projeto racional e seleção correta de materiais
Parte 1. Projeto racional
O design do molde depende principalmente de seu uso pretendido, e sua estrutura nem sempre pode ser completamente racional e simétrica.
Isso exige que os projetistas adotem medidas eficazes durante o processo de projeto do molde. Sem comprometer o desempenho do molde, eles devem prestar atenção à capacidade de fabricação, à racionalidade estrutural e à simetria geométrica.
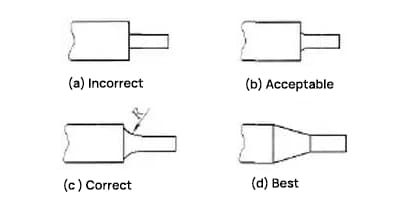
(1) Evite cantos vivos e seções com grandes diferenças de espessura.
Seções com diferenças drásticas de espessura, bordas finas e cantos afiados devem ser evitadas.
Transições suaves devem ser empregadas nas junções das seções grossas e finas do molde. Isso pode reduzir efetivamente as diferenças de temperatura na seção transversal do molde, minimizando o estresse térmico.
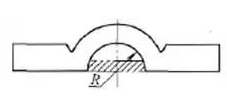
Ele também pode reduzir a disparidade de tempo das transformações estruturais ao longo da seção, reduzindo assim a tensão estrutural. A Figura 1 ilustra o uso de filetes e cones de transição no projeto do molde.
Figura 1
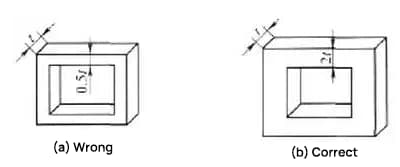
Figura 2
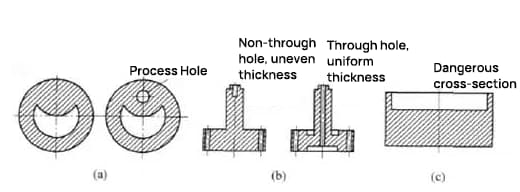
(2) Incorporação de furos de processo adicionais
Para os moldes que são realmente desafiadores para garantir seções transversais uniformes e simétricas, deve-se, sem comprometer sua funcionalidade, converter os furos cegos em furos passantes ou integrar adequadamente furos de processo adicionais.
A Figura 3a ilustra um tipo de matriz de cavidade estreita que, após o resfriamento, sofre deformação, conforme representado pelas linhas pontilhadas. Se dois furos de processo forem adicionados durante a fase de projeto (conforme mostrado na Figura 3b), isso reduzirá a diferença de temperatura na seção durante a têmpera, diminuindo, assim, a tensão térmica e melhorando significativamente a situação de deformação.
Figura 3 Matriz de aço Cr12MoV
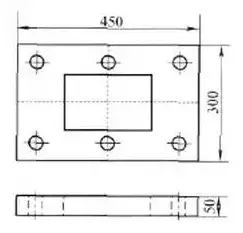
A Figura 4 também demonstra um exemplo de adição de orifícios de processo ou de alteração de orifícios cegos para orifícios passantes, o que pode reduzir a maior suscetibilidade a rachaduras causada pela espessura irregular.
Figura 4
(3) Utilizar estruturas fechadas e simétricas o máximo possível
Quando o formato do molde é aberto ou assimétrico, a distribuição de tensão após a têmpera é desigual, o que leva facilmente à deformação. Portanto, para moldes de ranhura geralmente deformáveis, é aconselhável deixar as nervuras antes da têmpera e cortá-las após a têmpera.
Conforme mostrado na Figura 5, a peça de trabalho ranhurada originalmente se deformou no ponto R após a têmpera. Ao adicionar nervuras (a parte sombreada na Figura 5), a deformação por resfriamento pode ser evitada de forma eficaz.
Figura 5
(4) Implementação de uma estrutura composta
Para moldes côncavos de formato complexo e de grande escala com mais de 400 mm de tamanho, bem como para moldes convexos finos e alongados, é ideal empregar uma estrutura composta.
Essa abordagem simplifica a complexidade, reduz o tamanho e transforma as superfícies internas do molde em externas. Isso não apenas facilita o processamento térmico, mas também minimiza efetivamente a deformação e as rachaduras.
Ao projetar uma estrutura composta, a decomposição geralmente deve seguir esses princípios, desde que eles não afetem a precisão do ajuste:
(1) Ajuste a espessura para garantir uma seção transversal uniforme após a decomposição, especialmente para moldes com diferenças marcantes em suas seções transversais iniciais.
(2) Decomponha as áreas propensas à concentração de tensão para distribuir a tensão e evitar rachaduras.
(3) Incorporar furos de processo alinhados para manter a simetria estrutural.
(4) Facilitar o processamento térmico e a facilidade de montagem.
(5) Acima de tudo, a usabilidade deve ser garantida.
Figura 6 Molde côncavo grande
A Figura 6 ilustra uma grande matriz côncava. Optar por uma estrutura monolítica torna o tratamento térmico desafiador e resulta em retração inconsistente na cavidade da matriz após a têmpera.
Isso pode até mesmo levar a bordas de lâmina irregulares e distorção plana, que são difíceis de corrigir no processamento subsequente. Portanto, uma estrutura modular pode ser usada. Conforme indicado pelas linhas tracejadas na Figura 6, a estrutura é dividida em quatro partes.
Após o tratamento térmico, essas peças são remontadas, retificadas e encaixadas. Isso não apenas simplifica o processo de tratamento térmico, mas também resolve o problema de deformação.
Parte 2: Seleção adequada de materiais
A deformação e a rachadura do tratamento térmico estão intimamente relacionadas ao aço usado e à sua qualidade. Portanto, o material deve ser selecionado com base nos requisitos de desempenho da matriz.
Fatores como a precisão, a estrutura e o tamanho da matriz, bem como a natureza, a quantidade e os métodos de processamento da peça de trabalho devem ser considerados.
Em geral, se não houver requisitos de deformação e precisão para a matriz, o aço carbono para ferramentas pode ser usado para reduzir os custos. Para componentes propensos a deformações e rachaduras, pode-se optar por aço ferramenta de liga de alta resistência com velocidades críticas de resfriamento de têmpera mais lentas.
A Figura 7 mostra uma matriz para um componente eletrônico. Originalmente, foi usado aço T10A, e o processo de resfriamento com água e óleo levou a uma deformação significativa e à suscetibilidade a rachaduras.
Além disso, a têmpera em banho alcalino dificultava o endurecimento da cavidade da matriz. Agora, é usado o aço 9Mn2V ou o aço CrWMn, que atende aos requisitos de dureza e deformação da têmpera.
Figura 7 Matriz de estampagem de componentes eletrônicos
É evidente que, quando os moldes feitos de aço carbono não atendem aos requisitos de deformação, a substituição por liga de aço como 9Mn2V ou CrWMn podem resolver os problemas de deformação e rachaduras.
Apesar do custo um pouco mais alto do material, ele ainda é econômico no esquema geral das coisas.
Simultaneamente, além de fazer a escolha certa do material, é fundamental aprimorar a inspeção e o gerenciamento das matérias-primas para evitar rachaduras no tratamento térmico do molde devido a defeitos na matéria-prima.
Parte.3 Formulação racional das condições técnicas
A formulação racional das condições técnicas, incluindo os requisitos de dureza, é um caminho crucial para evitar a deformação por têmpera e as rachaduras.
Se houver endurecimento localizado ou endurecimento de superfícies possa atender aos requisitos de uso, tente evitar a têmpera de toda a peça.
Para moldes totalmente temperados, em que os requisitos localizados podem ser relaxados, a uniformidade não deve ser rigorosamente buscada.
Para moldes de alto custo ou de estrutura complexa, quando o tratamento térmico não puder atender aos requisitos técnicos, as condições devem ser alteradas, diminuindo adequadamente as exigências que têm pouco impacto sobre a vida útil para evitar o sucateamento devido a vários retrabalhos.
O tipo de aço escolhido não deve ter sua dureza máxima alcançável definida como condição técnica do projeto.
Isso ocorre porque a dureza máxima é geralmente medida com amostras de tamanho limitado, que podem diferir significativamente da dureza atingida por moldes maiores e de tamanho real.
Como a busca da dureza máxima geralmente exige o aumento da velocidade de resfriamento da têmpera, o que leva a uma tendência maior de deformação e rachaduras na têmpera, o uso de uma dureza mais alta como condição técnica pode representar certos desafios, mesmo para moldes de tamanho menor durante o tratamento térmico.
Em resumo, o projetista deve formular condições técnicas viáveis com base no desempenho do uso e no tipo de aço selecionado.
Além disso, ao definir os requisitos de dureza para o tipo de aço selecionado, deve-se evitar a faixa de dureza que pode causar fragilidade na têmpera.
II. Arranjo racional dos processos tecnológicos
O gerenciamento correto da relação entre o processamento mecânico e o tratamento térmico e o arranjo racional dos processos de processamento e tratamento térmico são essenciais para o sucesso da empresa. processo tecnológicoA utilização de um sistema de controle de temperatura, que permite uma coordenação estreita entre o trabalho a frio e a quente, é uma medida eficaz para reduzir a deformação do tratamento térmico do molde.
Parte.1 A chave para organizar racionalmente os processos tecnológicos
Em alguns casos, a deformação de um molde não pode ser resolvida apenas sob a perspectiva do tratamento térmico. No entanto, mudar a mentalidade e abordar todo o processo tecnológico geralmente produz resultados inesperados.
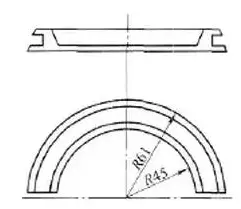
A Figura 8 mostra um molde semicircular que, devido à sua forma assimétrica, sofre uma deformação de torção significativa durante a têmpera.
Se for usinado em um anel completo antes da têmpera e, em seguida, cortado em duas partes com um rebolo de lâmina de serra após o tratamento térmico, não apenas os custos poderão ser reduzidos, mas a deformação também poderá ser minimizada.
Figura 8 Molde semicircular
Parte.2 Atribuição de permissões de processamento com base em características de deformação
A distorção é inevitável durante o processamento.
Se suas características puderem ser compreendidas e as permissões de processamento adequadas puderem ser razoavelmente reservadas, não apenas a operação de tratamento térmico poderá ser simplificada, mas o processamento mecânico subsequente, especialmente o trabalho de retificação, poderá ser reduzido.
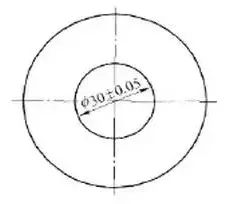
A Figura 9 mostra um molde de formação de Aço 45#. Após o tratamento térmico, o furo interno tende a se expandir, portanto, uma tolerância negativa deve ser reservada com antecedência durante o processamento mecânico para atender aos requisitos do projeto após o tratamento térmico.
Para moldes em que o tamanho e a direção da deformação não podem ser previstos com antecedência, um teste de resfriamento pode ser realizado antes que a cavidade do molde tenha sido usinada nas dimensões do projeto.
Com base em suas características de deformação, a permissão de processamento mecânico correspondente pode ser reservada.
Figura 9 Molde de formação
Parte.3 Tratamento de recozimento ou envelhecimento para alívio de estresse necessário
Para moldes de precisão, a tensão gerada pelos processos de corte ou esmerilhamento pode causar deformação e rachaduras.
Portanto, incorporar o alívio do estresse recozimento ou tratamento de envelhecimento no fluxo de processamento pode reduzir significativamente a deformação e evitar rachaduras.
Por exemplo, para moldes do tipo eixo fino e de formato complexo, a realização de um recozimento de alívio de tensão após a usinagem de desbaste para eliminar a tensão do corte é altamente eficaz na redução da deformação por têmpera.
Da mesma forma, para alguns moldes que exigem retificação de precisão, um tratamento de envelhecimento pode ser programado após o tratamento térmico e a retificação de desbaste para eliminar o estresse da retificação, estabilizar as dimensões e evitar deformações e rachaduras.
III. Forjamento racional e tratamento térmico preliminar
As estruturas em forma de faixa e a segregação de composição no aço geralmente levam à deformação irregular dos moldes. O estado da organização da matriz antes da têmpera também pode afetar a diferença de volume do molde antes e depois da têmpera.
Sob certas condições, a qualidade da estrutura original do aço se torna um fator importante que afeta a deformação do tratamento térmico.
Para minimizar a deformação por têmpera, além de tomar medidas eficazes durante o processo de têmpera, a estrutura interna do aço antes da têmpera também deve ser adequadamente controlada.
Parte 1. Forjamento racional
A experiência comprova que o forjamento racional é fundamental para minimizar a deformação do tratamento térmico e garantir que o molde tenha uma vida útil mais longa. Isso é especialmente importante para aços de liga (como os aços CrWMn, Cr12 e Cr12MoV).
A premissa para que esses tipos de aço obtenham baixa deformação é por meio de forjamento suficiente, permitindo que o grau de segregação de carboneto dentro do aço seja minimizado.
Portanto, o processo de forjamento deve ser controlado corretamente nos cinco aspectos a seguir:
(1) Método de forjamento: O processo de modelagem requer várias etapas de forjamento, geralmente não menos que três para aço de alta liga, para garantir que os carbonetos sejam fraturados e distribuídos uniformemente.
(2) Proporção de forjamento: É necessária uma determinada proporção de forjamento. Por exemplo, a proporção total de forjamento para aço de alta liga é geralmente entre 8 e 10.
(3) Velocidade de aquecimento: aqueça gradualmente até aproximadamente 800°C e, em seguida, aumente lentamente a temperatura para 1100-1150°C. Durante o processo de aquecimento, a peça de trabalho deve ser virada regularmente para garantir o aquecimento uniforme e a penetração completa.
(4) Controle da temperatura final de forjamento: Se a temperatura final de forjamento for muito alta, o tamanho do grão tende a aumentar, resultando em um desempenho inferior. Por outro lado, se a temperatura final de forjamento for muito baixa, o material se torna menos dúctil, propenso a estruturas semelhantes a faixas e pode se fraturar facilmente.
Parte.2 Tratamento pré-aquecimento
A deformação e a rachadura dos moldes não estão associadas apenas à tensão gerada durante o processo de têmpera, mas também à estrutura original e à tensão interna residual antes da têmpera. Portanto, é essencial implementar o tratamento de pré-aquecimento necessário para os espaços em branco do molde.
Normalmente, os moldes menores feitos de aço T7 e T8 tendem a se expandir em volume durante a têmpera. Se forem temperados previamente, é possível obter uma estrutura de sorbita temperada maior do que o volume original, reduzindo a deformação durante a têmpera.
Por outro lado, os moldes maiores fabricados com aço com alto teor de carbono, como os aços T10 e T12, tendem a se contrair em volume quando temperados. Nesse caso, deve-se adotar o recozimento de esferoidização, que pode produzir melhores resultados do que a têmpera.
No caso de aços para ferramentas de baixa liga, a organização de um processo de têmpera após a usinagem mecânica pode distribuir uniformemente os carbonetos de liga, melhorando significativamente a estrutura e atenuando os efeitos adversos do forjamento e das estruturas originais.
O processo de têmpera resulta em carbonetos distribuídos uniformemente e em uma estrutura de sorbita de granulação fina, aumentando o volume comparativo da estrutura original.
Isso não apenas aprimora as propriedades mecânicas do aço, mas também ajuda a minimizar a deformação. Para moldes de aços para ferramentas de alta liga (como aço com alto teor de cromo), podem ocorrer diferentes graus de contração durante a têmpera após o revenimento.
Portanto, a substituição da têmpera de alta temperatura pelo recozimento durante o processo de têmpera pode produzir melhores resultados após a têmpera.
O aço estrutural de liga pode alcançar maior dureza por meio do tratamento de pré-temperação, que também minimiza as alterações de volume durante a têmpera, reduzindo possíveis deformações e rachaduras.
O uso do recozimento em baixa temperatura para aliviar a tensão do trabalho a frio nos moldes é mais simples do que a têmpera, com um ciclo mais curto, menos oxidação e aplicabilidade a vários materiais usando o mesmo processo.
Para eliminar os carbonetos da rede causados por forjamento deficiente e aumentar a profundidade da camada endurecida, pode ser aplicado o tratamento de normalização.
Em resumo, todos os tipos de tratamento de pré-aquecimento devem ser realizados de acordo com os padrões de expansão e contração do molde, ajustando a estrutura inicial e eliminando o estresse da usinagem para reduzir a deformação e as rachaduras.
IV. Implementação de processos razoáveis de tratamento térmico
Para minimizar e evitar a distorção por resfriamento da peça de trabalho, não só é necessário um projeto racional da peça de trabalho, a seleção de materiais, a formulação de requisitos técnicos de tratamento térmico e o processamento térmico correto (fundição, forjamento, soldagem) e o tratamento de pré-aquecimento dos espaços em branco da peça de trabalho, mas também é essencial prestar atenção aos seguintes problemas no tratamento térmico:
(1) Seleção racional da temperatura de aquecimento
Para garantir o endurecimento, a temperatura de têmpera geralmente deve ser a mais baixa possível. No entanto, para certos moldes de aço de liga de alto carbono (como o aço CrWMn, Cr12Mo), a distorção de têmpera pode ser controlada aumentando-se adequadamente a temperatura de têmpera para diminuir a Ponto da Sra.aumentando a quantidade de austenita residual.
Além disso, para moldes mais espessos de aço com alto teor de carbono, a temperatura de têmpera também pode ser ligeiramente aumentada para evitar a ocorrência de trincas de têmpera.
Para moldes propensos a distorção e rachaduras, o recozimento para alívio de tensão deve ser realizado antes da têmpera.
(2) Processo de aquecimento racional
O aquecimento uniforme deve ser obtido o máximo possível para minimizar o estresse térmico durante o aquecimento.
Para moldes de aço de alta liga, de seção transversal grande e formato complexo, com requisitos de alta distorção, normalmente deve ser aplicado o pré-aquecimento ou taxas de aquecimento restritas.
(3) Seleção correta do método e do meio de resfriamento
Os métodos de pré-resfriamento, resfriamento em etapas e resfriamento em etapas devem ser selecionados o máximo possível.
A têmpera por pré-resfriamento tem um bom efeito na redução da distorção em moldes longos, finos ou delgados e, até certo ponto, pode reduzir a distorção em moldes com variações significativas de espessura.
Para formas complexas ou moldes com diferenças significativas de seção, é preferível o resfriamento em etapas. Por exemplo, o uso da têmpera em etapas a 580-620°C para aço rápido evita essencialmente a distorção e a rachadura da têmpera.
(4) Domínio correto dos métodos de operação de resfriamento
A escolha correta da maneira como a peça de trabalho é imersa no meio deve garantir o resfriamento mais uniforme do molde e a entrada no meio de resfriamento pelo caminho de menor resistência, com o lado de resfriamento mais lento voltado para a direção do movimento do líquido.
Quando o molde esfriar até abaixo do ponto Ms, o movimento deve parar. Por exemplo, moldes com espessuras desiguais devem ser imersos primeiro com a parte mais grossa; peças com mudanças significativas de seção podem reduzir a deformação do tratamento térmico aumentando os furos do processo, reservando nervuras de reforço, tapando os furos com amianto etc.
No caso de peças com superfícies côncavas ou orifícios passantes, o lado côncavo e os orifícios devem ser imersos para cima para expulsar as bolhas dentro dos orifícios passantes.
V. Conclusão
O tratamento térmico é um processo de fabricação indispensável na produção de moldes, que afeta significativamente a qualidade e o custo do molde e serve como uma medida crucial para aumentar sua vida útil. A deformação e as rachaduras são dois grandes desafios durante o tratamento térmico do molde.
As causas por trás desses problemas são complexas, mas, ao compreender seus padrões, realizar análises e pesquisas completas e abordar os problemas com precisão, é possível reduzir a deformação do molde e controlar as rachaduras de forma eficaz.
Como fundador do MachineMFG, dediquei mais de uma década de minha carreira ao setor de metalurgia. Minha vasta experiência permitiu que eu me tornasse um especialista nas áreas de fabricação de chapas metálicas, usinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou sempre pensando, lendo e escrevendo sobre esses assuntos, esforçando-me constantemente para permanecer na vanguarda do meu campo. Permita que meu conhecimento e experiência sejam um trunfo para sua empresa.
O que faz com que os moldes rachem após o tratamento térmico? Como você pode saber se um molde foi tratado termicamente de forma adequada? O tratamento térmico do molde pode ser complexo, mas é preciso entender os...
Você já se perguntou quem são os principais participantes do setor de trocadores de calor? Nesta postagem do blog, mergulharemos no mundo da fabricação de trocadores de calor e exploraremos os...
Que fatores podem distorcer o formato de uma engrenagem durante o tratamento térmico? Compreender esses fatores é fundamental para melhorar a qualidade das engrenagens. Este artigo explora 12 elementos-chave que afetam a distorção, desde a composição do material...
Você já se perguntou por que aparecem rachaduras em peças de metal durante a fabricação? Nesta postagem perspicaz do blog, vamos mergulhar no mundo intrigante das rachaduras de forjamento, rachaduras de tratamento térmico e...
Você já se perguntou como o alumínio se transforma de um metal bruto em um material resistente e versátil do qual dependemos diariamente? Este artigo revela os fascinantes processos de tratamento térmico que estão por trás do alumínio e de sua...
Você já se perguntou como tratar metais com calor sem deformá-los? Este artigo aborda técnicas e dicas essenciais para minimizar a deformação durante o tratamento térmico. Do recozimento para alívio de tensões aos métodos ideais de resfriamento,...
Quais são os segredos do intrincado processo de tratamento térmico do aço rápido? Este artigo se aprofunda nas técnicas essenciais que garantem a dureza, a resistência e o desempenho ideais das ferramentas de aço rápido. Descubra...
E se o segredo para matrizes de forjamento de aço mais duradouras e mais duráveis estiver na arte precisa do tratamento térmico? Este artigo explora como a matriz de forjamento a quente para engrenagens de aço 5CrNiMo...
Imagine produzir milhares de peças plásticas complexas todos os dias com precisão e velocidade exatas. A moldagem por injeção, uma técnica de fabricação transformadora, torna isso possível ao injetar material fundido em moldes para...