Laser de nanossegundo vs. de picossegundo vs. de femtossegundo: Explicação
Você já se perguntou como os lasers podem cortar materiais com tanta precisão? Este artigo explora o fascinante mundo dos lasers de nanossegundos, picossegundos e femtossegundos. Você aprenderá como esses lasers funcionam, suas vantagens exclusivas e suas amplas aplicações no processamento de materiais. Mergulhe de cabeça para descobrir os segredos por trás dessas ferramentas poderosas!
Com esse entendimento das unidades de tempo, podemos ver que os lasers de femtossegundos produzem pulsos extremamente curtos.
Nos últimos anos, o pulso ultracurto processamento a laser A tecnologia tem apresentado avanços rápidos.
Noções básicas: Lasers de nanossegundos, picossegundos e femtossegundos
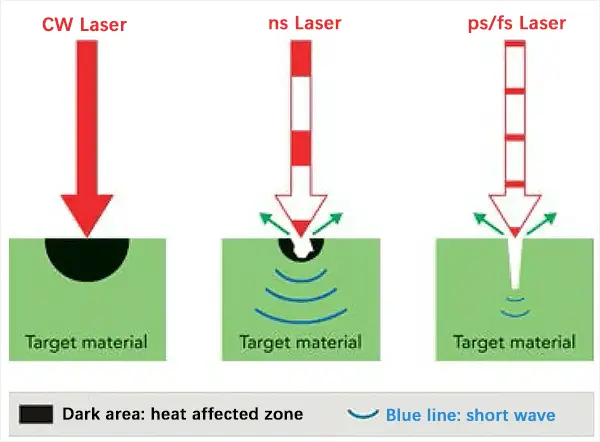
Os lasers desempenham um papel fundamental na fabricação moderna e no processamento de materiais, com sua eficácia determinada em grande parte pela duração do pulso. Esta seção explora três tipos principais de lasers ultrarrápidos: nanossegundos, picossegundos e femtossegundos, cada um deles diferenciado por suas durações de pulso cada vez mais curtas e características exclusivas de interação com o material.
Os lasers de nanossegundos, com durações de pulso de 10-⁹ segundos, têm sido amplamente adotados em aplicações industriais há décadas. Esses lasers oferecem um equilíbrio entre potência e precisão, o que os torna adequados para uma ampla gama de tarefas de processamento de materiais, incluindo corte, perfuração e marcação. No entanto, sua duração de pulso relativamente mais longa pode induzir zonas afetadas pelo calor (HAZ) significativas em materiais sensíveis, podendo causar danos térmicos, microfissuras ou modificações indesejadas no material.
Os lasers de picossegundos, que operam com pulsos de 10-¹² segundos, representam um avanço significativo no processamento a laser de precisão. A duração reduzida do pulso minimiza os efeitos térmicos, permitindo a deposição de energia e a remoção de material mais controladas. Isso resulta em uma ablação mais limpa, bordas de características mais nítidas e danos colaterais reduzidos. Os lasers de picossegundos são excelentes em aplicações que exigem alta precisão, como microusinagem, modelagem de filmes finos e processamento de materiais sensíveis ao calor, como polímeros e cerâmicas.
Na vanguarda da tecnologia de laser ultrarrápido, os lasers de femtossegundo fornecem pulsos na faixa de 10-¹⁵ segundos. Esses pulsos incrivelmente curtos possibilitam um fenômeno conhecido como "ablação a frio". A energia do laser é fornecida mais rapidamente do que o tempo de relaxamento térmico do material, causando a vaporização direta da área-alvo sem condução significativa de calor para as regiões vizinhas. Essa característica exclusiva permite uma precisão sem precedentes na remoção de material, praticamente sem HAZ, tornando os lasers de femtossegundos ideais para aplicações ultraprecisas no processamento de semicondutores, na fabricação de dispositivos biomédicos e na fabricação de nanomateriais.
A progressão dos lasers de nanossegundos para os de femtossegundos representa uma mudança de paradigma nos mecanismos de interação laser-material. Enquanto os lasers de nanossegundos se baseiam principalmente em processos fototérmicos, os lasers de picossegundos e femtossegundos aproveitam cada vez mais as interações fotoablativas e fotoquímicas. Essa mudança resulta em maior precisão, efeitos térmicos reduzidos e a capacidade de processar uma gama maior de materiais, incluindo substâncias tradicionalmente desafiadoras, como materiais transparentes e ligas ultra-duras.
Em resumo, os lasers de nanossegundos (10-⁹ s), picossegundos (10-¹² s) e femtossegundos (10-¹⁵ s) oferecem um espectro de recursos no processamento a laser ultrarrápido. A escolha entre essas tecnologias depende dos requisitos específicos da aplicação, equilibrando fatores como velocidade de processamento, precisão, sensibilidade do material e custo-benefício. À medida que a tecnologia a laser continua avançando, a integração desses lasers ultrarrápidos com a sofisticada modelagem de feixe, o monitoramento de processos em tempo real e os sistemas de controle adaptáveis está ampliando os limites do que é possível na fabricação avançada e no processamento de materiais.
Importância do laser de pulso ultracurto
Há muito tempo, as pessoas tentam usar lasers para microusinagem.
No entanto, a longa largura de pulso e a baixa intensidade do laser dos lasers tradicionais faziam com que o material derretesse e evaporasse continuamente.
Embora o feixe de laser pudesse ser focado em um ponto pequeno, o impacto térmico resultante no material ainda era significativo, limitando a precisão da usinagem.
Para melhorar a qualidade do processamento, foi necessário reduzir o efeito do calor.
Quando um pulso de laser em escala de picossegundos atua sobre o material, o efeito de processamento muda drasticamente.
Com um aumento acentuado na energia do pulso, a alta densidade de potência é suficiente para remover os elétrons externos.
A interação entre o laser e o material é tão curta que os íons são eliminados da superfície do material antes que a energia seja transferida para os materiais ao redor, evitando o impacto térmico.
É por isso que o processo também é chamado de "trabalho a frio".
Graças aos benefícios do trabalho a frio, os lasers de pulso curto e ultracurto entraram na produção e nas aplicações industriais.
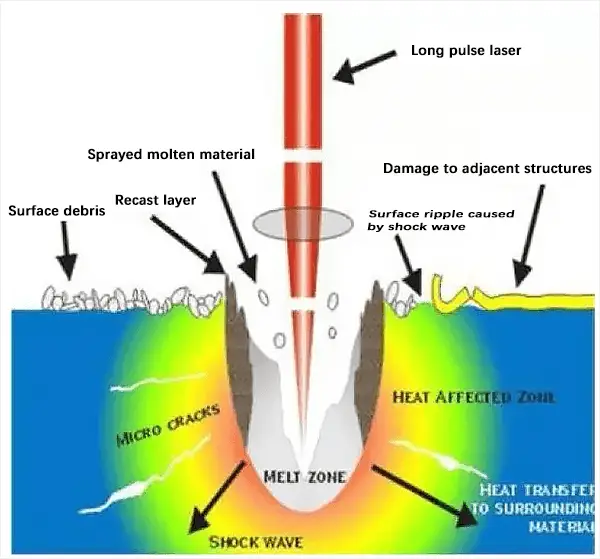
Processamento a laser: pulso longo vs. pulso ultracurto
No processamento de pulsos ultracurtos, a energia é injetada rapidamente em uma pequena área de ação.
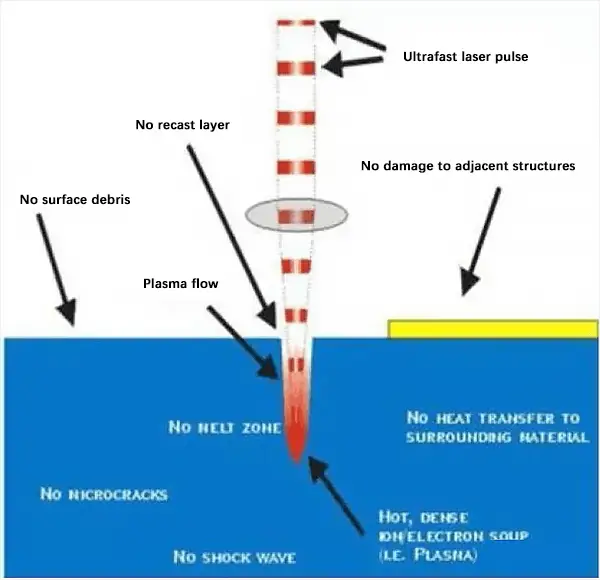
A alta densidade de energia depositada em um instante altera o modo de absorção e movimento dos elétrons, evitando os efeitos da absorção linear do laser, da transferência de energia e da difusão. Isso altera fundamentalmente o mecanismo de interação entre o laser e o material.
Posição após o processamento do laser de pulso longo
Posição após o processamento de pulso de laser ultrarrápido
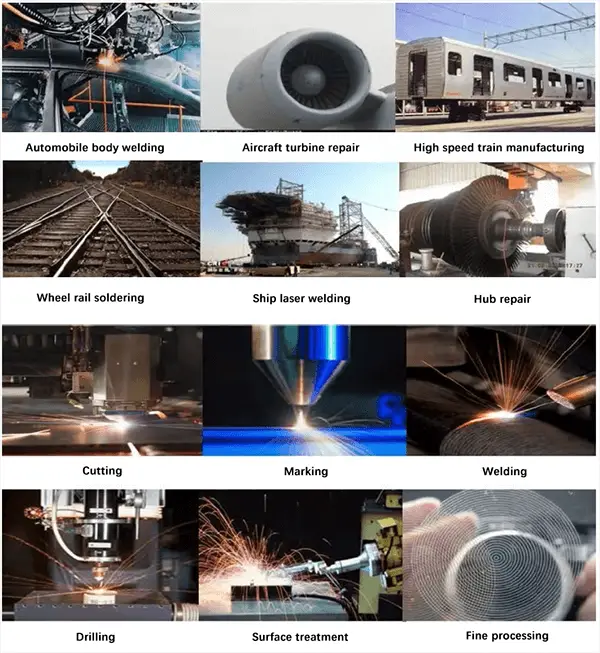
Ampla aplicação do processamento a laser
O processamento a laser abrange o corte e a soldagem de alta potência.
Os vários métodos de processamento a laser, como perfuraçãoOs sistemas de microfabricação, como o de escriba, corte, texturização, decapagem e isolamento, são usados principalmente na microusinagem para as seguintes finalidades:
Marcação a laser Perfuração a laser Tratamento médico a laser Prototipagem rápida a laser
Micro nano usinagem Laser médico fino Perfuração de precisão Corte de precisão
1. Furo de perfuração
No projeto de placas de circuito, os substratos de cerâmica estão sendo cada vez mais usados como substitutos dos substratos de plástico tradicionais devido à sua melhor condutividade térmica.
Para conectar componentes eletrônicos, normalmente é necessário fazer centenas de milhares de furos de tamanho micrométrico na placa.
Portanto, é essencial garantir que a estabilidade do substrato não seja afetada pelo calor gerado durante o processo de perfuração.
Os lasers de picossegundos são uma ferramenta ideal para essa aplicação.
Ao usar a perfuração de impacto, os lasers de picossegundos podem concluir o processamento do furo e manter a uniformidade do furo.
Além das placas de circuito, os lasers de picossegundos também podem ser usados para fazer furos de alta qualidade em materiais como filmes plásticos, semicondutores, filmes metálicos e safiras.
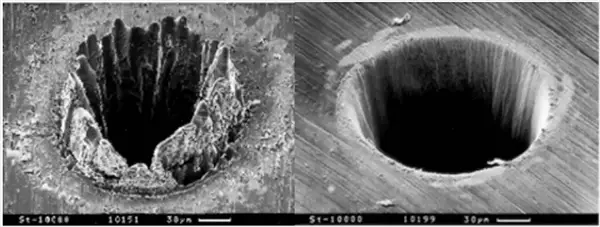
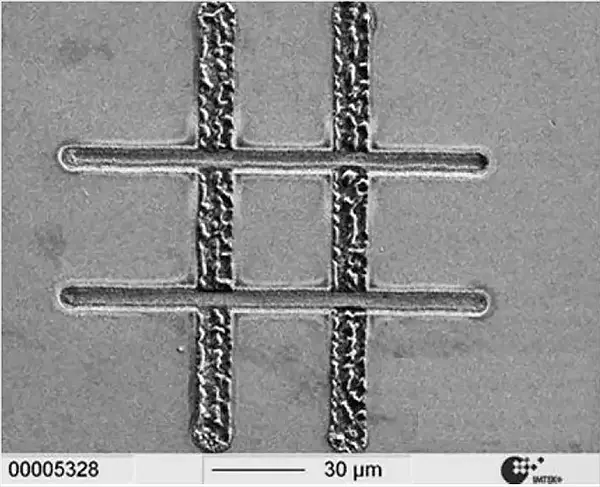
Por exemplo, ao perfurar um poço de 100 micrômetroschapa de aço inoxidável espessa usando 10.000 pulsos de lasers de 3,3 nanossegundos ou 200 femtossegundos próximos ao limiar de ablação:
2. Traçar, cortar
As linhas podem ser geradas pela varredura e sobreposição de pulsos de laser.
Ao realizar várias varreduras, é possível penetrar profundamente no interior do material cerâmico até que a profundidade da linha atinja 1/6 da espessura do material.
Os módulos são então separados do substrato de cerâmica ao longo dessas linhas traçadas, um processo conhecido como traçado.
Outro método de separação é o corte por ablação a laser de pulso ultracurto, também conhecido como corte por ablação.
Nesse processo, o laser remove o material por meio de ablação até que o material seja cortado.
Uma vantagem dessa tecnologia é a maior flexibilidade em termos de forma e tamanho do furo usinado.
Todas as etapas de processamento podem ser realizadas com um laser de picossegundos.
Também vale a pena observar as diferenças nos efeitos dos lasers de picossegundos e nanossegundos nos materiais de policarbonato.
3. Ablação de linha (remoção do revestimento)
Outra aplicação comum na microusinagem é a remoção precisa de revestimentos sem causar nenhum dano ao material de base.
A ablação pode variar de uma linha de poucos mícrons de largura a uma grande área que cobre vários centímetros quadrados.
Como a espessura do revestimento geralmente é muito mais fina do que a largura da ablação, o calor não pode ser conduzido para as laterais. Nesse caso, pode ser usado um laser com largura de pulso de nanossegundos.
A combinação de laser de alta potência média, fibra condutora quadrada ou retangular e distribuição de intensidade de luz plana torna a ablação de superfície a laser adequada para aplicações industriais.
Por exemplo, o laser Trumicro 7060 da empresa Trumpf é usado para remover o revestimento do vidro de células solares de filme fino.
O mesmo laser também pode ser utilizado no setor automotivo para remover revestimentos anticorrosivos e preparar para a soldagem subsequente.
4. Gravação
A gravação envolve a criação de formas tridimensionais por meio da ablação de materiais.
Embora o tamanho da ablação possa exceder o escopo tradicional da microusinagem, a precisão necessária ainda a coloca no âmbito das aplicações de laser.
Os lasers de picossegundos podem ser usados para processar as bordas do diamante policristalino ferramentas para fresamento máquinas.
Os lasers são uma ferramenta ideal para a usinagem de diamantes policristalinos, que são materiais extremamente duros usados para fazer bordas de fresas.
Os benefícios do uso de lasers incluem processamento sem contato e alta precisão de usinagem.
A microusinagem tem uma ampla gama de aplicações e está sendo cada vez mais usada para produzir uma variedade de necessidades diárias.
O processamento a laser é um método sem contato e oferece várias vantagens significativas, incluindo menos etapas de pós-processamento, boa capacidade de controle, facilidade de integração, alta eficiência de processamento, baixa perda de material e impacto ambiental mínimo.
Ele se difundiu em setores como automóveis, eletrônicos, eletrodomésticos, aviação, metalurgia e fabricação de máquinas, desempenhando um papel cada vez mais importante no aprimoramento da qualidade do produto, na produtividade da mão de obra e na automação, além de reduzir o consumo de materiais.
Conclusão
Os lasers de nanossegundos, picossegundos e femtossegundos diferem principalmente em suas durações de pulso. Um nanossegundo (ns) é 10-9 segundos, um picossegundo (ps) é 10-12 segundos e um femtossegundo (fs) é 10-15 segundos. Essas durações de pulso ultracurtas são fundamentais para determinar as aplicações e os recursos desses lasers.
Os lasers de femtossegundos são adequados para aplicações em oftalmologia e processamento preciso de materiais devido aos pulsos extremamente curtos e à redução de danos térmicos. Os lasers de picossegundos são semelhantes, oferecendo alta precisão em tarefas como microusinagem ou remoção de tatuagens. Os lasers de nanossegundos, com durações de pulso mais longas, são utilizados em aplicações em que é necessária maior transferência de energia.
Em resumo, a escolha entre lasers de nanossegundos, picossegundos e femtossegundos depende dos requisitos específicos de várias aplicações. Esses lasers ultrarrápidos oferecem uma gama de possibilidades quando se trata de precisão, transferência de energia e redução de danos térmicos, tornando-os ferramentas indispensáveis em vários setores e campos.
Como fundador do MachineMFG, dediquei mais de uma década de minha carreira ao setor de metalurgia. Minha vasta experiência permitiu que eu me tornasse um especialista nas áreas de fabricação de chapas metálicas, usinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou sempre pensando, lendo e escrevendo sobre esses assuntos, esforçando-me constantemente para permanecer na vanguarda do meu campo. Permita que meu conhecimento e experiência sejam um trunfo para sua empresa.
Você está em dúvida sobre a escolha entre lasers de fibra e lasers de estado sólido para seu próximo projeto? Este artigo explora as principais diferenças em suas aplicações, precisão e desempenho. Ao compreender essas...
Você já se perguntou como a tecnologia de ponta alcança tamanha precisão? Os lasers de fibra, uma maravilha da engenharia moderna, utilizam fibras de vidro dopadas com terras raras para gerar feixes de laser altamente eficientes e versáteis....
Alguns métodos comuns para reduzir os efeitos térmicos das máquinas de marcação a laser incluem: 1. Otimização do foco do feixe de laser A otimização do foco do feixe de laser pode...
Quando quiser comprar óculos de proteção a laser, abra o navegador e você verá uma grande variedade de óculos de proteção a laser. Clique e você verá lentes de várias cores...