Manual da máquina Lockformer Pittsburgh: Guia passo a passo
Você já se perguntou como os dutos de ventilação industrial são fabricados com precisão? Nesta postagem, exploraremos a máquina Lockformer de Pittsburgh, uma maravilha na fabricação de dutos. Você conhecerá suas principais funções, parâmetros técnicos e usos práticos. Junte-se a nós para desvendar os segredos por trás dessa máquina essencial no mundo da engenharia industrial!
Fotos da máquina formadora de fechaduras de Pittsburgh
Máquina Nip multifuncional
Máquina de cotovelo combinada
Máquina de corte combinado
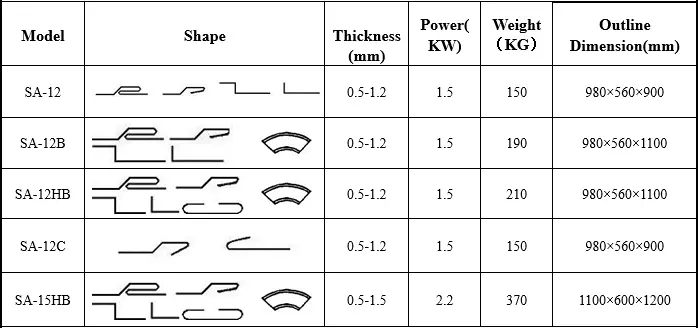
Modelo e parâmetros técnicos
Função principal e desempenho
O formador de fechaduras de pittsburgh A máquina foi projetada especificamente para produzir vários dutos de ventilação quadrados ou retangulares. Nossa máquina de travamento de Pittsburgh é a SA12-SA15HB. Formação chapa de aço espessura de 0,5 a 1,5 mm (listados separadamente na página 2 - Fotos da máquina).
Com características de tamanho pequeno, leve, fácil de mover, operação simples e confiável, a máquina lockformer de Pittsburgh é especialmente adequada para a fabricação no local de dutos de exaustão em indústrias e mineração, empresas, hotéis e shopping centers.
Casos de uso
Fig.1
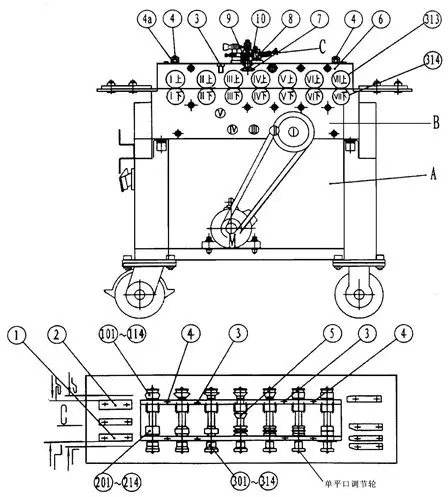
Estrutura da máquina de travamento de Pittsburgh
Consiste nas três partes a seguir:
A. Mesa de trabalho
B. Transferência e formação
C. Cabeça do cotovelo
Fig.2
1) Para boca plana única, aperte o segundo parafuso superior na porta de descarga direita e afrouxe o parafuso do anjo direito.
Os assuntos precisam de atenção:
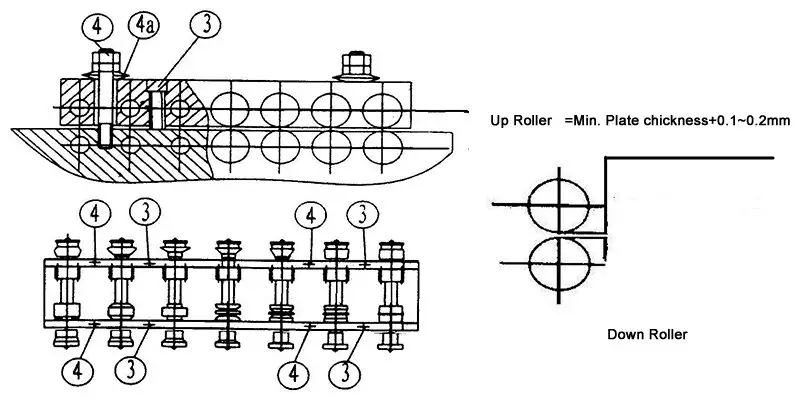
① Na máquina de travamento de Pittsburgh SA-12-SA-15HB, a espessura da placa lateral, o parafuso de rosca dupla④ e a mola em forma de disco(4a) são ajustáveis. Quatro parafusos ③、④ são fixos.
A. Mesa de trabalho
O porta-malas é uma estrutura soldada feita de cantoneiras de aço e chapas finas de aço, com um painel de mesa de trabalho fixo na parte superior da chapa. O painel é equipado com placas de posicionamento de entrada horizontais ①、② e quatro placas de posicionamento de saída fixas, veja a figura 2.
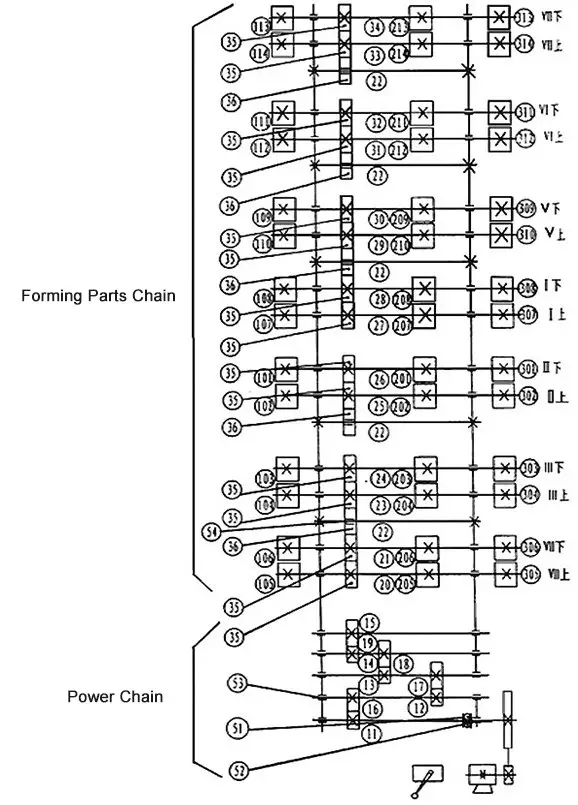
(Fig. 3)Sistema de transferência
B. Transporte e conformação
Toda a seção de acionamento é uma caixa de engrenagens aberta.
Passando pelos eixos de engrenagem11, 12,13,14 e pelas engrenagens 16, 17, 18, 19 para a seção de formação, a engrenagem 19 aciona separadamente a engrenagem 35 Ⅲ para baixo e a engrenagem 35 Ⅳ para baixo e, em seguida, as várias engrenagens da ponte acionam todo o sistema de movimento.
As máquinas de travamento de Pittsburgh geralmente são equipadas com eixos de formação de 6 a 7 pares, cada eixo de par é equipado com uma engrenagem de acionamento 35 e duas colunas esquerda e direita ou três colunas esquerda, central e direita de bobinas de rolagem.
(Fig. 3) é um diagrama de transmissão abrangente, no entanto, nem todas as máquinas são equipadas com todos os componentes listados na figura, como a máquina SA-12、SA-15、SA-12H、SA15 sem o carretel de rolagem 201-214.
C. Cabeça do cotovelo
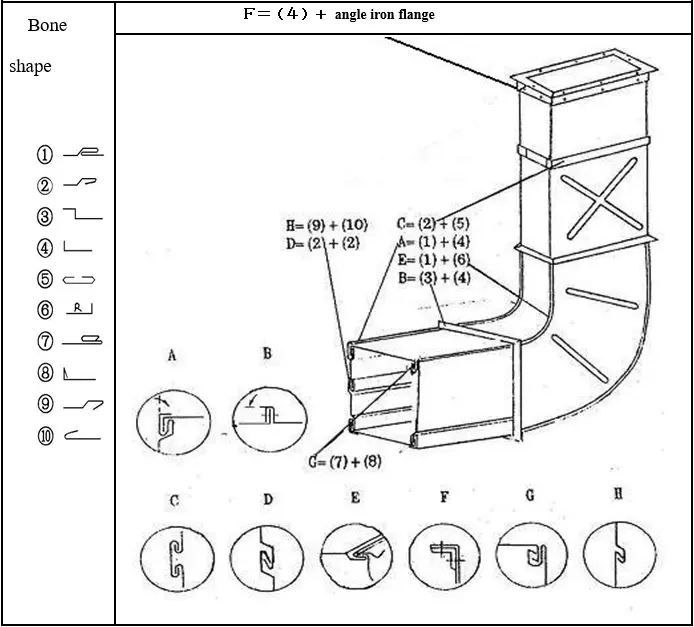
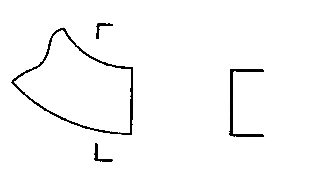
Principal estrutural: (uma fig.2 superior), através da engrenagem cônica (5), (7) da engrenagem de acionamento (10) e do carretel de rolamento (8) e (9), a peça de trabalho será colocada na abertura do carretel e formará uma peça de trabalho em forma de leque em uma certa altura do ângulo reto, como mostrado na fig. 1: E=(1)+(6)
Fig.4
O cabeçote do cotovelo é uma peça dedicada instalada na parte superior da máquina de travamento de Pittsburgh (conforme mostrado na fig. 2: C), usada principalmente para osso de ângulo reto, ou seja, dobrar a placa em forma de leque em uma determinada altura de borda de ângulo reto (veja a fig. 4).
Conecte esse tipo de ângulo reto e "" com uma borda de flange para fazer um conector de tubo angular.
Cada modo da máquina de travamento de Pittsburgh será equipado com um componente de cotovelo de acordo com a demanda do usuário, por exemplo, mudar SA12C para SA12BC.
Ajuste e uso
A máquina formadora de fechaduras de Pittsburgh pode ser usada para conectar ou dobrar, mas não pode rolar, portanto, ao usar a máquina, é necessário haver algum espaço entre o rolo superior e o rolo inferior, e o espaço é aproximadamente a espessura mínima da placa mais 0,1-0,2 (3).
A folga deve ser ajustada antes da entrega; os usuários não devem girar arbitrariamente o parafuso de limite (3), a porca de fixação (4) e a mola do disco (4a) (conforme mostrado nas figuras 2 e 5).
Fig.5
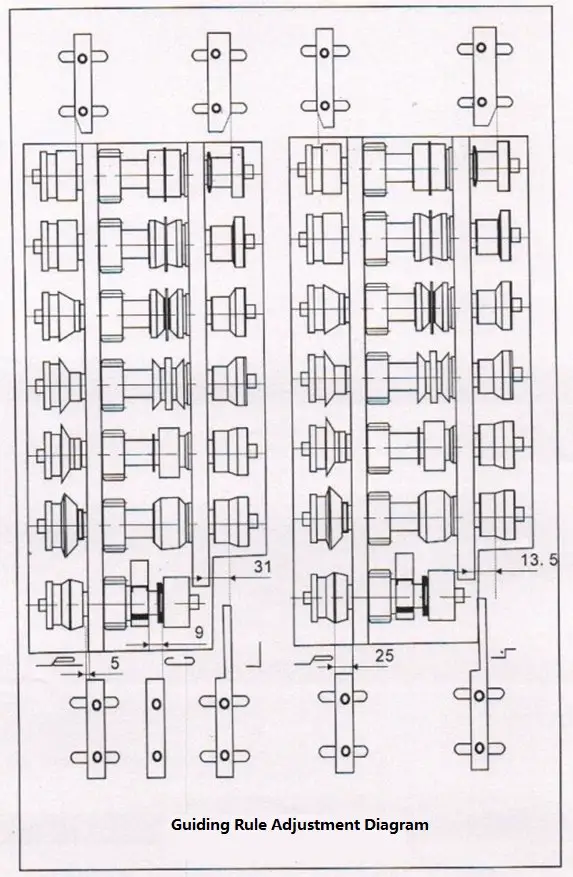
Caso a folga mude devido ao afrouxamento do parafuso (3), da porca (4) ou por outros motivos, primeiro afrouxe a porca (4) e coloque um par de espaçadores da mesma espessura que o parafuso (3). entre os quatro grupos de roletes mais à esquerda e, em seguida, ajuste o parafuso de limite (3) até que as quatro folgas fiquem basicamente paralelas, trave novamente a porca (4),[=Espessura mínima da placa+0,1-0,2 mm], se a espessura for mínima, coloque o espaçador e deixe um pequeno espaço.
Parte do rolo de ângulo reto 300, ajuste manual do rolo e da mola em forma de disco, mantenha a folha fina "" em formato de 90°.
②Ajuste do formato do osso:
Afrouxe os parafusos (1) e (2) da placa de posicionamento de entrada e mova a placa guia na direção horizontal para ampliar ou estreitar a área de entrada. peças de formação. Placa larga , placa estreita , placa larga ,placa estreita .
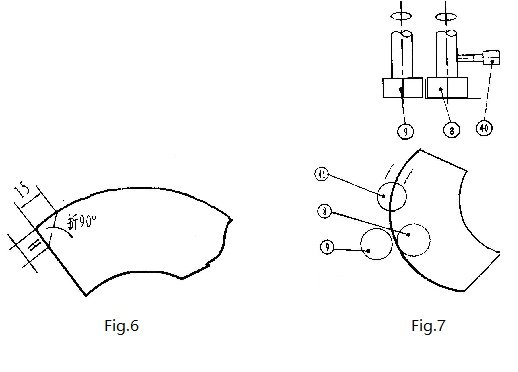
③Uso e ajuste do cotovelo ( fig. 7 )
Primeiro, dobre a cabeça da peça de trabalho em 90°, comprimento 15 mm, altura H (SA15-HB H=10 mm, outros 8 mm) (conforme mostrado na fig. 6).
Em seguida, insira a extremidade B entre (8) e (9) na direção estreita (conforme a fig. 7), aperte o parafuso (40), dê partida na máquina e empurre com força a placa junto com o rotor-guia para dentro do rolo de laminação.
Como fundador do MachineMFG, dediquei mais de uma década de minha carreira ao setor de metalurgia. Minha vasta experiência permitiu que eu me tornasse um especialista nas áreas de fabricação de chapas metálicas, usinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou sempre pensando, lendo e escrevendo sobre esses assuntos, esforçando-me constantemente para permanecer na vanguarda do meu campo. Permita que meu conhecimento e experiência sejam um trunfo para sua empresa.
Você já teve dificuldades para realizar dobras precisas em chapas metálicas? Este artigo desmistifica a dobradeira manual, uma ferramenta versátil essencial para dobrar aço e metais não ferrosos. Ao ler,...
Você já se perguntou como são feitos os dutos de ar de sua casa ou escritório? Nesta fascinante postagem do blog, nós o levaremos a uma jornada pelo intrigante processo...
Você já se perguntou como os dutos de ar são fabricados com precisão e eficiência? A máquina formadora de flanges TDF é a resposta. Este artigo o guiará por sua operação, destacando as características da máquina...
Decidir sobre a máquina Lockformer de Pittsburgh certa para suas necessidades de fabricação de dutos pode ser complicado, especialmente para os novatos. Este guia simplifica o processo, detalhando as principais considerações, como tensão,...
Por que os dutos redondos geralmente são preferidos aos retangulares em sistemas HVAC? Apesar do uso tradicional de dutos retangulares, a engenharia moderna revela que os dutos redondos oferecem vantagens significativas. Eles são...
Imagine que seu sistema de ar-condicionado falhe durante um dia escaldante de verão devido à instalação inadequada dos dutos. Este artigo oferece um guia passo a passo para criar e instalar dutos de ar condicionado de grande volume,...
Alguma vez você já se perguntou sobre a rede oculta que mantém sua casa confortável? Neste artigo envolvente, mergulhamos no mundo dos dutos de ar, explorando seus tipos, aplicações e...
Alguma vez você já se perguntou por que o ar dentro de sua casa parece abafado ou até mesmo insalubre? Este artigo explora o papel crucial dos sistemas de ventilação na manutenção da qualidade do ar interno. Você verá...
Curioso para dominar a máquina de cotovelo de duto? Este guia lhe mostrará como operá-la com eficiência e segurança. Você aprenderá a estrutura da máquina, o processo passo a passo de formação e...














{kind=link}
{kind=link}