Remoção de poeira de corte a plasma CNC: Explicação
Você já pensou em como a fumaça e a poeira do corte a plasma podem ser prejudiciais? À medida que o corte a plasma se torna mais predominante, o gerenciamento desses poluentes é fundamental para atender aos padrões ambientais. Este artigo explora métodos eficazes para remover a poeira e a fumaça geradas pelas máquinas de corte a plasma, incluindo técnicas de tratamento seco e úmido. Ao implementar essas estratégias, você pode garantir um ambiente de trabalho mais seguro e eficiente. Mergulhe de cabeça para descobrir como manter sua oficina limpa e em conformidade com as normas.
Com o uso generalizado de máquinas de corte a plasma, a fumaça e a poeira produzidas durante o corte de chapas de aço representam um problema significativo de poluição do ar.
À medida que as regulamentações ambientais se tornam cada vez mais rigorosas, a persistência de fumaça e poeira na oficina pode resultar no fechamento temporário de uma fábrica para remediação.
É imperativo implementar um método de tratamento de fumaça e poeira para lidar com esses gases residuais.
Este artigo apresenta uma visão geral dos métodos de tratamento de fumaça e poeira geradas por corte a plasma e tem como objetivo ser informativo e útil.
Para o tratamento da poeira gerada pelas máquinas de corte a plasma, há dois métodos que podem ser empregados: o método de tratamento a seco e o método de tratamento úmido.
I. Corte a plasma
A indústria moderna exige o processamento de metais pesados e ligas. A fabricação de ferramentas e veículos de transporte necessários para as atividades diárias não pode ser feita sem metais.
Por exemplo, guindastes, carros, arranha-céus, robôs e pontes suspensas são todos feitos de componentes metálicos processados com precisão. O motivo é simples: os materiais metálicos são muito resistentes e duráveis.
Para a maioria das manufaturas, especialmente quando se trata de itens grandes e/ou resistentes, materiais metálicos tornou-se uma escolha lógica.
Curiosamente, a resistência dos materiais metálicos também é sua desvantagem: como os metais não são facilmente danificados, é um desafio processá-los em formas específicas.
Quando é necessário processar um componente que tem o mesmo tamanho e a mesma resistência de uma asa de avião, como é possível obter corte e modelagem precisos? Na maioria dos casos, isso requer o uso de uma máquina de corte a plasma.
Chapas e placas
As chapas de aço são uma das quatro principais formas de produtos de aço, juntamente com tubos, perfis e fios. Nos países industrializados, a produção de chapas constitui mais de 50% da produção total de aço. A produção de placas de aço da China tem aumentado constantemente, alinhando-se ao seu crescimento econômico e desenvolvimento industrial.
Caracterizadas por sua grande relação largura/espessura e área de superfície substancial, as chapas de aço são categorizadas em duas especificações principais com base na espessura: chapas finas e chapas grossas.
As chapas finas de aço, produzidas por meio de processos de laminação a quente ou a frio, normalmente variam de 0,2 mm a 4 mm de espessura. Essas chapas são amplamente utilizadas em painéis de carroceria de automóveis, carcaças de eletrodomésticos e componentes estruturais leves.
As chapas de aço grossas, por definição, têm mais de 4 mm de espessura. A prática do setor subdivide ainda mais essa categoria:
Placas médias: 4 mm a 20 mm de espessura
Placas grossas: 20 mm a 60 mm de espessura
Placas de espessura extra: Mais de 60 mm de espessura, exigindo equipamento de laminação especializado
A largura das chapas de aço grossas geralmente varia de 600 mm a 3.000 mm, acomodando várias necessidades industriais. Essas chapas são ainda classificadas com base em suas aplicações pretendidas:
Chapas de aço para construção naval: Projetadas para ambientes marinhos, oferecem resistência à corrosão e integridade estrutural
Chapas de aço para pontes: Projetadas para altas taxas de resistência em relação ao peso e resistência à fadiga
Chapas de aço para caldeiras e vasos de pressão: Formulada para suportar altas temperaturas e pressões
Placas de aço quadriculadas: Apresentam padrões em relevo para maior tração e resistência ao desgaste
Chapas de aço automotivas: Otimizadas para resistência, conformabilidade e redução de peso
Placas de aço para blindagem: Desenvolvidas para proteção balística em aplicações militares e de segurança
Chapas de aço compostas: Combinação de vários materiais ou propriedades para obter um desempenho especializado
História do corte a plasma
Durante a Segunda Guerra Mundial, a produtividade industrial americana aumentou, superando as potências do Eixo por um fator de cinco na produção de armaduras, armamentos e aeronaves. Esse feito notável foi atribuído em grande parte a inovações revolucionárias em técnicas de produção em massa desenvolvidas por indústrias privadas.
Um aspecto fundamental desses avanços tecnológicos foi a busca por métodos mais eficientes de corte e montagem de componentes de aeronaves. Muitos fabricantes do setor aeroespacial adotaram uma nova técnica de soldagem que envolvia a proteção de gás inerte, o que representou um avanço significativo na tecnologia de união.
A principal descoberta foi a capacidade de criar uma barreira protetora ao redor da poça de solda por meio da ionização de gás em um arco elétrico. Esse mecanismo de blindagem evitou efetivamente a contaminação atmosférica, principalmente a oxidação, resultando em soldas mais limpas e estruturas coladas substancialmente mais fortes. Essa inovação não apenas melhorou a qualidade da solda, mas também aumentou a produtividade nas linhas de montagem de aeronaves.
No início da década de 1960, os engenheiros fizeram outro avanço na tecnologia de corte térmico. Eles descobriram que, ao restringir o orifício e acelerar o fluxo de gás, poderiam aumentar drasticamente a temperatura do arco. Esse novo sistema atingiu temperaturas muito superiores às dos equipamentos de soldagem convencionais, chegando a mais de 30.000°C (54.000°F).
Em temperaturas tão extremas, o aparelho transcendeu sua função original de soldagem, transformando-se em uma ferramenta de corte altamente eficiente. O arco de plasma intensamente focado podia cortar metais robustos com notável facilidade e precisão, comparável a uma lâmina aquecida atravessando uma substância resistente.
A introdução da tecnologia de corte a arco plasma revolucionou os processos de fabricação de metais. Ela melhorou drasticamente a velocidade de corte, a precisão e a versatilidade em uma ampla gama de metais e espessuras. O corte a plasma rapidamente se tornou indispensável em setores que vão desde a fabricação de automóveis até a construção naval, oferecendo recursos que antes eram inatingíveis com os métodos tradicionais de corte mecânico ou oxicombustível.
Estado do plasma
A capacidade de um cortador de plasma de penetrar facilmente no metal se deve às propriedades exclusivas do estado do plasma. Então, o que é o estado de plasma?
Existem quatro estados de matéria no mundo. A maioria das substâncias com as quais entramos em contato em nosso dia a dia é sólida, líquida ou gasosa. O estado de uma substância é determinado pela interação entre suas moléculas. Tomemos a água como exemplo:
A água sólida é o gelo. O gelo é um sólido formado por átomos eletricamente neutros dispostos em uma estrutura cristalina hexagonal. Devido à interação estável entre as moléculas, ele mantém uma forma sólida.
A água líquida é o estado que bebemos. Ainda há uma força de interação entre as moléculas, mas elas se movem em uma velocidade lenta em relação umas às outras. Os líquidos têm um volume fixo, mas não têm uma forma fixa. A forma do líquido muda de acordo com a forma do recipiente que o contém.
A água gasosa é o vapor de água. No vapor de água, as moléculas se movem em alta velocidade e não têm conexão umas com as outras. Como não há força de interação entre as moléculas, o gás não tem forma ou volume fixos.
A quantidade de calor (convertida em energia) recebida pelas moléculas de água determina suas propriedades e seu estado. Em termos simples, mais calor (mais energia) permite que as moléculas de água atinjam um estado crítico em que podem se libertar dos efeitos de suas ligações químicas.
Em um estado de baixo calor, as moléculas se unem firmemente, formando um sólido. À medida que absorvem mais calor, as forças entre elas se enfraquecem e elas se tornam um líquido. Quando absorvem ainda mais calor, as forças entre as moléculas se perdem quase completamente e elas se tornam um gás.
Então, o que acontece se continuarmos a aquecer o gás? Ele atinge um quarto estado: o estado de plasma.
Quando o gás atinge temperaturas extremamente altas, ele entra no estado de plasma. A energia começa a separar completamente as moléculas umas das outras, e os átomos começam a se dividir.
Um átomo típico consiste em prótons e nêutrons no núcleo, cercados por elétrons. No estado de plasma, os elétrons se separam do átomo.
Quando a energia térmica faz com que os elétrons deixem o átomo, eles começam a se mover em alta velocidade. Os elétrons carregam uma carga negativa, enquanto o núcleo atômico restante carrega uma carga positiva. Esses núcleos atômicos carregados positivamente são chamados de íons.
Quando os elétrons de alta velocidade colidem com outros elétrons ou íons, eles liberam uma quantidade enorme de energia. É essa energia que confere ao estado do plasma suas propriedades exclusivas, resultando em uma incrível capacidade de corte.
No universo, quase 99% da matéria existe em um estado de plasma. Devido à sua temperatura extremamente alta, ele não é comumente visto na Terra; no entanto, é muito comum em corpos celestes como o sol. Na Terra, esse estado pode ser encontrado em relâmpagos.
Máquina de corte a plasma
As máquinas de corte a plasma são fornecidas em uma variedade de formas e tamanhos. Há grandes máquinas de corte a plasma que usam braços robóticos para cortes precisos, bem como máquinas de corte a plasma manuais simplificadas usadas em oficinas manuais.
Independentemente do tamanho, todas as máquinas de corte a plasma são baseadas nos mesmos princípios e têm projetos estruturais semelhantes.
Durante a operação de uma máquina de corte a plasma, gases comprimidos, como nitrogênio, argônio ou oxigênio, são enviados por um tubo estreito. Um eletrodo negativo é colocado no meio do tubo.
Quando a energia é fornecida ao eletrodo negativo e o bocal toca o metal, um circuito condutor é formado e faíscas elétricas de alta energia são geradas entre o eletrodo e o metal.
À medida que o gás inerte flui pelo tubo, as faíscas elétricas aquecem o gás até que ele atinja o quarto estado da matéria. Esse processo de reação produz um fluxo de plasma com uma temperatura de aproximadamente 16.649 graus Celsius e uma velocidade de até 6.096 metros por segundo, que pode derreter rapidamente o metal.
O próprio plasma tem uma corrente elétrica fluindo através dele. Desde que a energia seja continuamente fornecida ao eletrodo e o plasma permaneça em contato com o metal, o ciclo de produção do arco elétrico é contínuo.
Para garantir esse contato e, ao mesmo tempo, evitar a oxidação e os danos causados por outras características desconhecidas do plasma, o bocal da máquina de corte é equipado com outro conjunto de tubos. Esse conjunto de tubos libera continuamente gás de proteção para proteger a área de corte. A pressão do gás de proteção pode controlar efetivamente o raio do plasma colunar.
Quanto mais espessa for a chapa de aço a ser cortada, maior será a corrente de corte necessária.
Poeira de corte a plasma
O processo de corte a plasma de metais gera quantidades significativas de fumaça e material particulado, compreendendo uma mistura complexa de substâncias perigosas. Essas emissões incluem óxidos metálicos, compostos orgânicos voláteis (VOCs), como acetaldeído, sulfetos e vários hidrocarbonetos. À medida que essas partículas são liberadas no ar, elas criam riscos substanciais para a saúde do trabalhador e para a segurança ambiental.
A composição e a concentração dessas emissões variam de acordo com fatores como o material que está sendo cortado, os parâmetros de corte e a presença de revestimentos ou contaminantes. Por exemplo, o corte de aço inoxidável pode produzir cromo hexavalente, um conhecido agente cancerígeno, enquanto o corte de aço galvanizado pode liberar vapores de óxido de zinco, o que pode causar febre dos vapores metálicos.
A exposição prolongada a esses contaminantes transportados pelo ar pode levar ao desenvolvimento de doenças ocupacionais graves, inclusive:
Problemas respiratórios: Doença pulmonar obstrutiva crônica (DPOC), asma e pneumoconiose
Problemas cardiovasculares: Aumento do risco de doenças cardíacas e derrames
Efeitos neurológicos: Dores de cabeça, tontura e possível comprometimento cognitivo a longo prazo
Riscos carcinogênicos: Câncer de pulmão e outras malignidades
Em casos graves, a exposição aguda a altas concentrações de determinados vapores pode resultar em condições de risco de vida, como febre dos vapores metálicos ou síndrome da angústia respiratória aguda (ARDS).
Devido a essas preocupações significativas com a saúde e o meio ambiente, a implementação de medidas eficazes de controle de poeira e fumaça para operações de corte a plasma tem se tornado cada vez mais crítica.
II. Tratamento úmido
O método de tratamento úmido no corte a plasma envolve submergir a peça de trabalho em um leito de água posicionado sob a máquina de corte. Essa técnica captura com eficácia os subprodutos nocivos gerados durante o processo de corte, evitando sua liberação na atmosfera. A água atua como uma barreira, retendo fumaça, partículas e outras substâncias potencialmente perigosas.
Embora amplamente adotado em ambientes industriais, esse método apresenta vários desafios:
Preocupações ambientais: O processo pode levar à contaminação da água, exigindo procedimentos adicionais de tratamento de águas residuais para atender às regulamentações ambientais.
Limitações climáticas: Em regiões com climas frios, o leito de água é suscetível ao congelamento, tornando o sistema inoperante sem mecanismos de aquecimento adequados.
Restrições de material: Esse método não é recomendado para cortar metais reativos, como alumínio e magnésio, que podem produzir poeira explosiva quando em contato com a água. O risco de reações violentas aumenta significativamente em condições submersas.
Degradação da peça de trabalho: As chapas de aço podem desenvolver oxidação da superfície devido à exposição prolongada à água durante e após o corte, o que pode comprometer a integridade do material ou exigir etapas adicionais de pós-processamento.
Redução da eficiência de corte: A resistência e o efeito de resfriamento da água podem diminuir a temperatura e a transferência de energia do arco de plasma, resultando em velocidades de corte mais lentas em comparação com os métodos de corte a seco.
Considerações sobre manutenção: O leito de água requer limpeza regular e substituição da água para evitar o acúmulo de contaminantes e manter o desempenho ideal.
Apesar dessas limitações, o tratamento úmido continua sendo uma opção viável para muitas aplicações devido aos seus recursos eficazes de redução de fumaça e ruído. Para atenuar algumas desvantagens, os sistemas avançados podem incorporar filtragem de água, controle de temperatura e recursos de gerenciamento automatizado do nível de água.
III. Método de processamento a seco
O método de tratamento a seco envolve a coleta da fumaça e da poeira produzidas durante o corte a plasma. Há vários métodos de coleta disponíveis, incluindo sucção lateral, sucção inferior e sucção superior. A fumaça e a poeira são puxadas para uma tubulação por um ventilador e, em seguida, purificadas usando equipamento de remoção de poeira antes de serem descarregados na oficina ou no exterior.
Esse método é constantemente atualizado com o avanço da tecnologia das máquinas de corte. Anteriormente, uma tampa de sucção móvel era instalada no cabeçote de corte, mas, em aplicações práticas, descobriu-se que ela não era eficaz na remoção de fumaça e poeira devido ao espaço estreito entre a chapa de aço e a posição de corte. A maior parte da fumaça e da poeira está localizada na parte inferior da chapa, e a tampa superior de sucção de poeira não consegue removê-la com eficácia.
Uma plataforma de trabalho de extração de poeira é instalada sob a máquina de corte, equipada com um sistema de purificação de fumaça de corte. Esse sistema transporta diretamente a fumaça carregada de poeira produzida durante o corte para o purificador para processamento. O gás purificado e de acordo com o padrão é então descarregado pela ventilação de exaustão do purificador.
Vantagens: Essa configuração evita a poluição secundária; a limpeza de poeira é conveniente; após o corte, a peça de trabalho pode prosseguir diretamente para o próximo processo, melhorando assim a eficiência do trabalho. Esse sistema é adequado para metais não ferrosos corte de metais.
Desvantagens: A remoção de poeira requer um investimento, resultando em custos de investimento inicial mais altos.
Componentes do sistema de remoção de poeira do processamento a seco
O sistema de remoção de poeira do processamento a seco é composto por uma plataforma de corte a seco, tubulação de remoção de poeira, purificador e ventilador, entre outros componentes. Durante o corte, a fumaça e a poeira produzidas são capturadas pela plataforma de corte a seco.
A saída de ar da plataforma é conectada à entrada de ar da tubulação de remoção de poeira. Sob a pressão negativa da tubulação, a fumaça de corte e a poeira entram na tubulação de remoção de poeira e, posteriormente, no purificador para purificação.
Nesse caso, a plataforma de corte é um componente essencial do sistema de remoção de poeira.
O sistema de remoção de poeira pode ser categorizado com base no método de captura de fumaça e poeira da plataforma de corte:
Sistema de remoção de poeira da plataforma de corte com base em amortecedor
Sistema de remoção de poeira da plataforma de corte por sucção a sopro.
IV. Sistema de extração de poeira de corte a seco
Sistema de extração de poeira da plataforma de corte estilo Damper
Sistema de extração de poeira estilo damper de tiragem descendente de lado único (para largura de plataforma de corte <4 m) Esse sistema utiliza um padrão de fluxo de ar unidirecional, criando uma zona de pressão negativa sob a superfície de corte. Ele incorpora amortecedores estrategicamente posicionados para regular o fluxo de ar e otimizar a eficiência da captura de poeira. O sistema é particularmente eficaz para plataformas de corte mais estreitas, garantindo uma remoção abrangente de poeira e minimizando o consumo de energia.
Sistema de extração de poeira do tipo damper de fluxo descendente de lado duplo (para largura da plataforma de corte ≥4 m) Projetado para plataformas de corte mais amplas, esse sistema emprega uma abordagem de dois lados para a extração de poeira. Ele apresenta amortecedores dispostos simetricamente em ambos os lados da plataforma, criando um padrão de fluxo de ar equilibrado. Essa configuração aumenta a captação de poeira em toda a superfície de corte, gerenciando com eficácia volumes maiores de material particulado gerado durante operações de corte extensas.
Sistema de extração de poeira da plataforma de corte do tipo sopro e sucção
Sistema de extração de poeira por sopro e sucção de duto deslizante único (para largura da plataforma de corte ≤4,5 m) Esse sistema inovador combina o sopro de ar direcionado com recursos de sucção potentes. Um único mecanismo de duto deslizante segue o cabeçote de corte, proporcionando controle localizado da poeira. A ação de sopro desaloja e direciona as partículas de poeira para a entrada de sucção, melhorando significativamente a eficiência da captura. Esse projeto é ideal para plataformas de corte de médio porte, oferecendo um equilíbrio entre desempenho e complexidade do sistema.
Sistema de extração de poeira por sopro e sucção de duto deslizante duplo (para largura de plataforma de corte >4,5 m) Projetado para operações de corte em larga escala, esse sistema utiliza dutos deslizantes duplos que funcionam em conjunto. O movimento sincronizado dos mecanismos de sopro e sucção garante o gerenciamento abrangente da poeira em superfícies de corte extensas. Essa configuração maximiza a eficiência da captura de poeira e, ao mesmo tempo, mantém a visibilidade ideal do corte e a limpeza do espaço de trabalho, mesmo em ambientes de produção de alto volume.
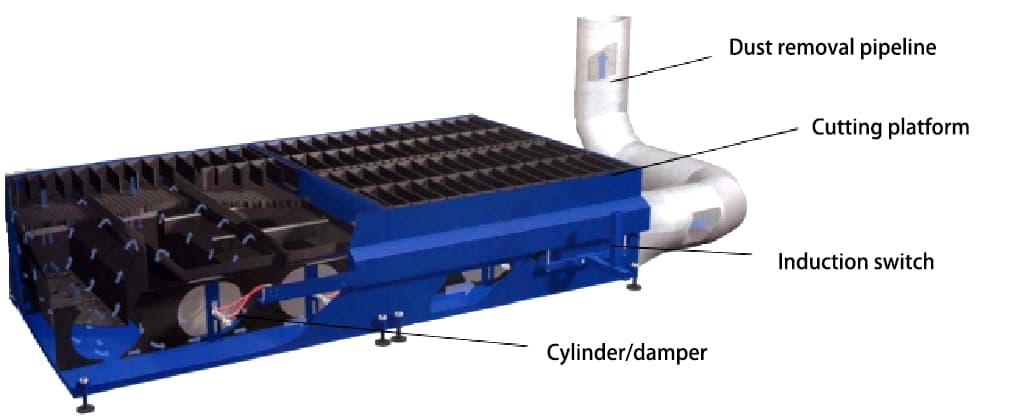
V. Sistema de remoção de poeira da plataforma de corte com persianas
Princípio de funcionamento: Uma plataforma de trabalho de sucção com persianas é instalada sob a máquina de corte, dividindo a plataforma em várias câmaras de sucção de igual largura ao longo do comprimento da plataforma. Cada câmara de sucção é equipada com um funil de poeira com uma porta de sucção.
Em ambos os lados do comprimento da plataforma, há dutos de ar, cada um equipado com uma persiana e um cilindro correspondente a cada câmara de sucção no lado do duto de ar. Quando o cabeçote de corte da máquina de corte se move sobre cada câmara de sucção, o cilindro é controlado pelo interruptor do sensor para abrir a persiana da câmara de sucção correspondente no duto de ar.
Esse processo aspira a fumaça e a poeira produzidas durante o corte para o duto de ar de remoção de poeira, antes de finalmente entrar no purificador principal para purificação.
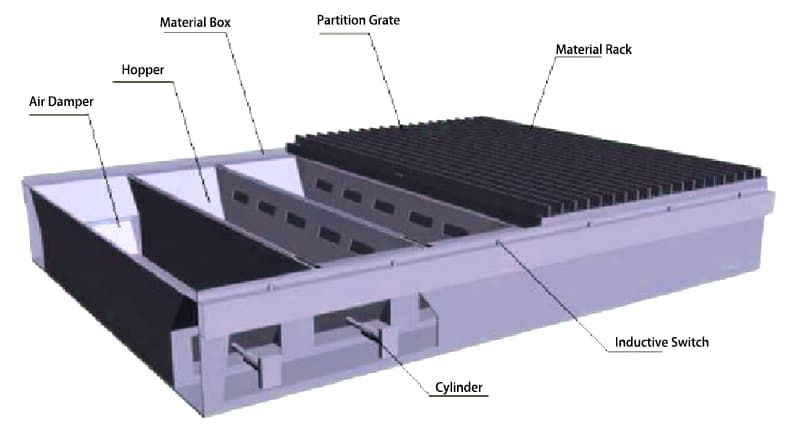
Estrutura da plataforma de corte da porta de vento
Placa de grade
Rack de materiais
Depósito de material
Caixa de material
Porta de ar/cilindro/interruptor indutivo
Características do sistema de remoção de poeira da plataforma de corte tipo Louver
A sucção da plataforma de corte se concentra efetivamente na região onde está localizado o cabeçote de corte (com largura igual à da plataforma de corte e comprimento de aproximadamente 1 m). Essa região se move com o cabeçote de corte, economizando significativamente a quantidade de sucção.
Desvantagens:
A estrutura é relativamente complexa, consome muito aço e exige alta precisão de fabricação.
Há vários componentes de cilindros e persianas, o que resulta em vários pontos de falha e torna a manutenção inconveniente.
Se uma única persiana não fechar bem ou falhar, isso afetará o efeito de sucção.
A remoção da escória é inconveniente.
O volume de sucção necessário para uma largura de plataforma de corte igual é alto, o que leva a um investimento maior na remoção de poeira.
Vantagens:
Com um espaçamento de esteira equivalente, a largura de corte efetiva é grande.
A sucção é uniforme, o efeito é bom e não é afetado pela taxa de cobertura da placa de aço na plataforma de corte.
A plataforma de corte do tipo persiana é mais adequada para aplicações de remoção de poeira em que a largura da plataforma é inferior a 4 m.
Cálculo do volume de sucção do sistema de remoção de poeira da plataforma de corte tipo Louver
O volume de sucção necessário da plataforma de corte do tipo persiana está muito relacionado à largura da plataforma de corte. A fórmula de cálculo do volume de sucção é a seguinte:
Q = W × 2 × 0,667 × υ × 3600
Onde:
Q - Volume de sucção do sistema de remoção de poeira m3/h
υ - Velocidade de sucção da seção transversal da plataforma m/s (geralmente considerada como 0,8 - 1m/s)
W - Largura efetiva de corte da plataforma de corte
3600 - Conversão de unidades
Afetada pela estrutura da plataforma de corte, para plataformas de corte com uma largura de corte efetiva inferior a 4 m, geralmente é adotada uma estrutura de sucção de um lado. Para plataformas de corte com mais de 4 m de largura, é usada uma estrutura de sucção de dupla face.
Diagrama estrutural CAD da plataforma de corte de exaustão de um lado/dois lados e cálculo do volume de exaustão
Com base na equação acima, se a largura da plataforma de corte estiver entre 2 m e 4 m, o volume de exaustão necessário Q = (2~4) × (0,8~1) × 3600 = 6000~12000 m 3/h.
Se a largura da plataforma de corte for de 4m~6m, o volume de exaustão necessário Q = (4~6) × (0,8~1) × 3600 = 12000~22000 metros cúbicos por hora.
Sistema de remoção de poeira de corte por exaustão de um lado/dois lados - Tabela de seleção para o coletor de poeira Kaitian
Estrutura da plataforma de corte
Largura da plataforma de corte
Volume de exaustão(m3/h)
Modelo do coletor de pó
Plataforma de exaustão de um lado
2000
6000
KTJZ-6.OKQ
3000
9000
KTJZ-9.OKQ
Plataforma de exaustão de dupla face
4000
12000
KTJZ-12KQ
5000
20000
KTJZ-20KQ
6000
24000
KTJZ-24KQ
Observação: a seleção de modelos acima serve apenas como referência. Fatores como o comprimento da plataforma de corte, o número de cabeças de corte a plasma e a distância entre a posição de instalação do coletor de pó e a plataforma de corte podem afetar o modelo do coletor de pó. Para a seleção de modelos específicos, consulte um representante de vendas da Kaitian Environmental Protection.
Exemplos de aplicação de sistemas de remoção de poeira no estilo de grelha
Tamanho da plataforma de corte: 2600×14000
Estrutura da plataforma de corte: Estilo de porta de vento de um lado
Modelo de coletor de pó: KTJZ-12KD
Tempo de uso: Desde 2006
Tamanho da plataforma de corte: 4000×18000
Estrutura da plataforma de corte: Estilo de porta de vento de dupla face
Modelo de coletor de pó: KTJZ-18KH
Tempo de uso: Desde 2004
Tamanho da plataforma de corte: 5000×18000
Estrutura da plataforma de corte: Estilo de porta de vento de dupla face
Modelo de coletor de pó: KTJZ-25KH
Tempo de uso: Desde 2005
Dimensões da plataforma de corte: 5200×17000
Estrutura da plataforma de corte: Estilo de persiana dupla face
Modelo do coletor de pó: KTJZ-25KH
Tempo de uso: Desde 2006
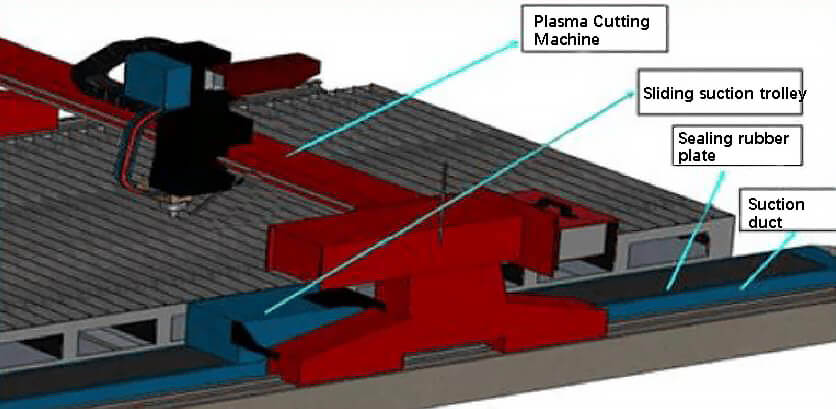
VI. Sistema de remoção de poeira da plataforma de corte por sucção a sopro
Princípio de funcionamento: O sistema emprega uma abordagem de ação dupla que combina fluxo de ar direcionado e sucção estratégica para a remoção eficiente de poeira durante as operações de corte de metal. Um duto retangular de entrada de ar é estrategicamente posicionado ao longo de um lado da plataforma de corte. Esse duto é complementado por um carrinho de entrada de ar móvel que passa por cima dele, sincronizando seu movimento com o movimento da máquina de corte.
No lado oposto da plataforma de corte, é instalado um soprador de ar de alta velocidade. O alinhamento linear do carrinho deslizante de entrada de ar, do cabeçote de corte e do soprador de ar ao longo da viga transversal da máquina de corte cria um caminho de fluxo otimizado para a extração de poeira.
A placa de grade da plataforma de corte, em conjunto com a chapa de aço que está sendo processada, forma um "canal de fumaça" controlado. Durante a operação de corte, o soprador de ar gera um fluxo de ar direcional que impulsiona a poeira e a fumaça do corte através desse canal. Esse ar contaminado é então capturado com eficiência pelo carrinho de admissão, canalizado para o duto retangular e, posteriormente, transportado para o sistema de purificação central para filtragem e tratamento completos.
Essa abordagem integrada garante uma coleta abrangente de poeira, minimiza a contaminação atmosférica e mantém um ambiente de trabalho mais limpo. O projeto do sistema permite um desempenho consistente em vários padrões de corte e tamanhos de peças, aumentando a eficiência operacional e a segurança no local de trabalho.
VII. Estrutura da plataforma de corte
Estrutura da plataforma de corte por sucção a sopro
A estrutura da plataforma de corte por sucção e sopro envolve um duto de sucção quadrado e um carrinho de sucção deslizante, que são componentes cruciais. Durante a operação, sob o efeito da pressão negativa na tubulação, a correia de vedação adere estreitamente à parte superior do duto de sucção quadrado, desempenhando uma função de vedação.
No carrinho de sucção deslizante, há dois roletes dentro do carrinho. A correia de vedação é levantada quando passa pelo carrinho. Dessa forma, a poeira e a fumaça entram no duto de sucção quadrado pela abertura de sucção do carrinho e, em seguida, seguem para o purificador para limpeza.
Placa da grade
Gabinete
Duto de entrada de ar quadrado
Carro de entrada de ar deslizante / Ventilador / Correia selada
Recursos do sistema de remoção de poeira da plataforma de corte por sopro e sucção
A plataforma de corte com aspiração por sopro tem sido amplamente utilizada nos últimos anos, com efeitos notáveis de remoção de poeira em plataformas de corte com mais de 4 metros.
Vantagens:
Ele tem uma estrutura simples e requer menos material de aço. Os requisitos de precisão da produção não são altos.
Há menos componentes, menor potencial de falha e a manutenção é simples.
É fácil remover a escória.
Para a mesma largura da plataforma de corte, é necessária menos ventilação, reduzindo assim o investimento em remoção de poeira.
Desvantagens:
Com o mesmo espaçamento entre trilhos, a largura de corte efetiva é ligeiramente reduzida em comparação com a plataforma de corte da porta de ar.
O efeito de ventilação é muito afetado pela taxa de cobertura da chapa de aço na plataforma de corte - quanto maior a taxa de cobertura, melhor o efeito.
Cálculo do volume de exaustão para o sistema de remoção de poeira da plataforma de corte por sucção a sopro
O volume de exaustão necessário para uma plataforma de corte por sucção e sopro está amplamente relacionado à taxa de cobertura da chapa de aço na plataforma, portanto, o efeito da taxa de cobertura sobre o volume de exaustão deve ser considerado de forma abrangente.
Para um sistema típico de remoção de poeira por sopro e sucção de duto de corrediça única:
Q = 6000~12000m3/h
Para um sistema de remoção de poeira por sopro e sucção com duto de corrediça dupla:
Q = 14000~24000m3/h
Devido à influência da estrutura da plataforma de corte e do tamanho do duto de sucção, os sistemas de despoeiramento por sopro e sucção de duto deslizante simples são geralmente usados para plataformas de corte com larguras de corte efetivas menores ou iguais a 5 m; para aquelas maiores que 5 m, são usados sistemas de despoeiramento por sopro e sucção de duto deslizante duplo.
Plataforma de corte de duto de ar deslizante simples/duplo Diagrama estrutural CAD e cálculo do volume de exaustão
Com base na equação acima:
Para uma largura de plataforma de corte ≤4,5 m com um único duto de ar deslizante, o volume de exaustão necessário é Q = 6000~12000 m3/h.
A largura da plataforma de corte é superior a 4,5 m e ela tem dutos de ar deslizantes duplos. Portanto, o volume de ar de exaustão necessário é Q = 18000~24000m3/h.
Diagrama esquemático de sucção por sopro
Dupla sucçãoDiagrama esquemático
VIII. Estudo de caso de remoção de poeira
Exemplos de aplicação do sistema de remoção de poeira por sucção por sopro
Tamanho da plataforma de corte: 5000×48000
Estrutura da plataforma de corte: Canal de vento duplo, sucção dupla
Modelo de coletor de pó: KTJZ-20KQ
Local de instalação: Shandong
Tempo de uso: Desde 2006
Tamanho da plataforma de corte: 4000×16000
Estrutura da plataforma de corte: Tipo de sucção por sopro de um lado
Modelo de coletor de pó: KTQG-6.0KH
Tempo de uso: Desde 2007
Dimensões da plataforma de corte: 4000×28000
Estrutura da plataforma de corte: Tipo de sucção de lado único
Modelo do coletor de pó: KTJZ-12KQ
Ano de uso: 2008
Tamanho da plataforma de corte: 4000×48000
Estrutura da plataforma de corte: Tipo de sopro e sucção de um lado (quatro em um)
Modelo do coletor de pó: KTJZ-48KQ
Tempo de uso: Desde 2007
Vídeo do local da XCMG (antes de o coletor de pó ser ligado)
Vídeo no local da XCMG (depois que o coletor de pó é ligado)
Plataforma de corrente de arrasto
1. Aplicação da plataforma de corrente de arrasto:
O vão da plataforma do cortador não excede 6 metros.
2. Vantagens da plataforma Drag Chain
A plataforma da corrente de arrasto é dividida sequencialmente na área de alimentação do transportador de rolos, na área de corte e na área de limpeza de coleta. Essas três seções podem operar simultaneamente, melhorando assim a eficiência do processamento. A escória de corte pode cair automaticamente durante o processo de rolagem da plataforma, evitando o desligamento manual para a remoção da escória.
Como fundador do MachineMFG, dediquei mais de uma década de minha carreira ao setor de metalurgia. Minha vasta experiência permitiu que eu me tornasse um especialista nas áreas de fabricação de chapas metálicas, usinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou sempre pensando, lendo e escrevendo sobre esses assuntos, esforçando-me constantemente para permanecer na vanguarda do meu campo. Permita que meu conhecimento e experiência sejam um trunfo para sua empresa.
Imagine dobrar sua eficiência de corte e, ao mesmo tempo, reduzir os custos - parece ótimo, não é? Este artigo explora a otimização dos processos de corte a plasma CNC para obter maior precisão e produtividade. Desde a escolha do ponto de partida correto até...
Você já se perguntou como obter cortes perfeitos com máquinas de plasma CNC? O segredo é dominar os parâmetros de corte. Este artigo aborda os aspectos essenciais, como corrente de corte, velocidade,...
A manutenção de uma máquina de corte a plasma CNC garante o desempenho ideal e a longevidade. Em um ambiente empoeirado, a limpeza, a lubrificação e as inspeções regulares são fundamentais. Este artigo aborda a manutenção diária, semanal, mensal e trimestral...
Você está pronto para dominar a arte do corte de precisão? Descubra como um cortador de plasma CNC pode revolucionar seus projetos de metalurgia. Este guia abrange tudo, desde a instalação e as precauções de segurança...
Imagine cortar chapas grossas de metal sem esforço, com precisão e velocidade. Este artigo se aprofunda nas complexidades operacionais de uma máquina de corte a plasma CNC, orientando-o em tudo, desde...
Você já enfrentou dificuldades com um cortador de plasma que simplesmente não consegue abrir um arco? Como engenheiro mecânico experiente, compartilharei dicas privilegiadas para solucionar esse problema frustrante. Desde a tensão...
Você já se perguntou sobre a tecnologia de ponta que está revolucionando a fabricação de metais? O corte a plasma é um divisor de águas no setor, oferecendo velocidade, precisão e versatilidade inigualáveis. Neste artigo, vamos nos aprofundar...
Você já se perguntou como uma máquina pode cortar metal como uma faca quente na manteiga? Bem-vindo ao mundo do corte a plasma! Neste artigo, você explorará como esse poderoso...
O corte de metal de forma eficiente e econômica é crucial na fabricação. Mas qual método você deve escolher: corte a gás ou plasma? Este artigo analisa os custos, a eficiência e a qualidade de cada um deles...