Máquina de corte a plasma: Seu guia completo para 2023
Você já se perguntou como uma máquina pode cortar metal como uma faca quente na manteiga? Bem-vindo ao mundo do corte a plasma! Neste artigo, você explorará como essa poderosa tecnologia funciona, suas aplicações industriais e o papel fundamental dos gases de trabalho. Prepare-se para descobrir os segredos por trás desses cortes suaves e limpos!
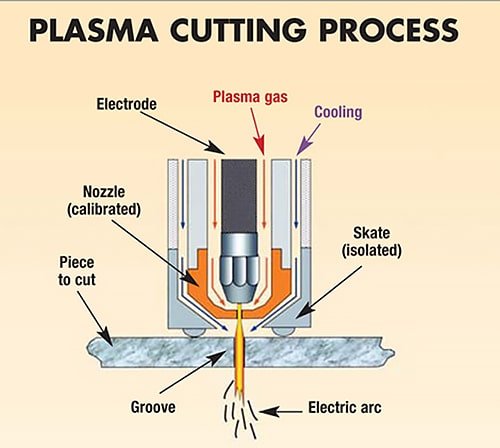
O corte a plasma é um método avançado de processamento térmico que emprega um arco de gás ionizado (plasma) de alta temperatura para cortar com precisão materiais condutores, principalmente metais. Esse processo utiliza o calor intenso do arco de plasma, que pode atingir temperaturas de até 30.000°C (54.000°F), para derreter, vaporizar e ionizar rapidamente o metal ao longo do caminho de corte desejado.
O mecanismo de corte a plasma envolve as seguintes etapas principais:
Início: Uma faísca de alta frequência e alta tensão cria um arco entre o eletrodo e a peça de trabalho.
Ionização de gás: O gás de processo (normalmente ar comprimido, nitrogênio ou oxigênio) é forçado a passar por um bocal estreito, onde é aquecido e ionizado para formar o plasma.
Ação de corte: O jato de plasma superaquecido, acelerado a velocidades próximas a 20.000 m/s, derrete e vaporiza parcialmente o metal ao longo do corte (largura de corte).
Remoção de material: A energia cinética do plasma de alta velocidade expulsa o metal fundido do corte, criando uma incisão limpa e precisa.
Uma máquina de corte a plasma é um sistema sofisticado que aproveita essa tecnologia para processar vários materiais metálicos com alta precisão e eficiência. As modernas máquinas de corte a plasma CNC integram recursos avançados, como:
Sistemas de movimento controlados por computador para padrões de corte complexos
Controle de altura para manter a distância ideal entre a tocha e o trabalho
Consoles multigases para seleção de gases específicos do material
Fontes de alimentação avançadas para melhorar a estabilidade do arco e a qualidade do corte
Aplicações industriais
O corte a plasma é um método avançado de processamento térmico que aproveita o calor intenso gerado por um arco de plasma de alta temperatura para derreter, vaporizar e remover o metal ao longo do caminho de corte (kerf). Essa técnica aproveita a energia cinética do jato de plasma de alta velocidade para expulsar o material fundido, criando cortes precisos e eficientes. Particularmente eficaz para metais não ferrosos, como aço inoxidável, alumínio, cobre, titânio e ligas de níquel, o corte a plasma se destaca onde o corte tradicional com oxigênio enfrenta limitações devido às propriedades do material.
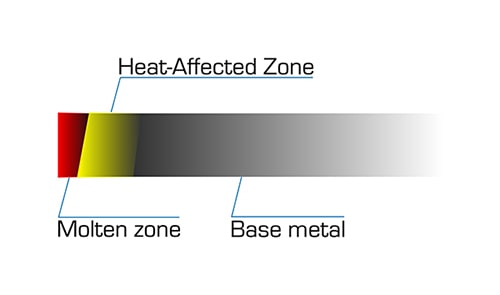
Uma das principais vantagens do corte a plasma é sua velocidade excepcional, especialmente no processamento de chapas metálicas de espessura fina a média. Para chapas de aço carbono comuns, o corte a plasma pode atingir velocidades de corte até 5 a 6 vezes mais rápidas do que os métodos convencionais de corte a oxigênio. Esse processo produz superfícies de corte lisas e limpas com distorção térmica mínima e uma zona afetada pelo calor (HAZ) estreita, garantindo componentes de alta qualidade com excelente precisão dimensional.
A versatilidade e a eficiência dos sistemas de corte a plasma levaram à sua ampla adoção em diversos setores industriais. Esses setores incluem:
Fabricação automotiva: Para prototipagem rápida e produção de alto volume de painéis de carroceria e componentes estruturais.
Produção de trens e locomotivas: Corte de materiais de calibre pesado para fabricação e reparo de vagões de trem.
Fabricação de vasos de pressão: Corte preciso de ligas de alta resistência para tanques e contêineres.
Fabricação de equipamentos químicos e petroquímicos: Processamento de materiais resistentes à corrosão para reatores e sistemas de tubulação.
Setor nuclear: Corte de ligas especializadas com requisitos rigorosos de controle de qualidade.
Maquinário geral e de precisão: Fabricação de peças complexas para equipamentos industriais.
Equipamentos de construção e terraplenagem: Corte de aços resistentes ao desgaste para caçambas de escavadeiras e lâminas de escavadeiras.
Fabricação de estruturas de aço: Processamento eficiente de aço estrutural para edifícios e pontes.
Construção naval e plataformas offshore: Corte de chapas grossas e perfis para construção e reparos de cascos.
Aeroespacial: Corte de precisão de ligas leves para componentes de aeronaves.
Gases de trabalho
A evolução da tecnologia de corte a plasma revolucionou as características de corte, a qualidade e a velocidade do processo de arco de plasma. O ponto central desse avanço é a seleção estratégica do gás de trabalho, que serve como o principal meio de condução e transferência de calor no arco de plasma, diferente do metal fundido dentro do próprio corte.
A escolha do gás de trabalho influencia significativamente o desempenho do corte, afetando fatores como a qualidade do corte, a velocidade e a compatibilidade do material. Os gases de trabalho comuns empregados no corte a arco plasma incluem:
Argônio: Oferece excelente estabilidade de arco e é frequentemente usado para cortar metais não ferrosos.
Hidrogênio: Oferece alta condutividade térmica, resultando em velocidades de corte mais rápidas e cortes mais limpos, sendo particularmente eficaz quando misturado com outros gases.
Nitrogênio: Amplamente utilizado para cortar aço inoxidável e alumínio, proporcionando boa qualidade de borda e formação mínima de escória.
Oxigênio: ideal para cortar aço doce, pois promove reações exotérmicas que aumentam a velocidade e a qualidade do corte.
Ar: Uma opção econômica adequada para cortar uma variedade de materiais, embora possa comprometer a qualidade do corte em comparação com gases especializados.
Vapor de água: Pode ser introduzido para melhorar o resfriamento e reduzir a zona afetada pelo calor (HAZ).
Gases misturados: Misturas personalizadas feitas sob medida para aplicações específicas, combinando os benefícios de gases individuais para otimizar o desempenho de corte de materiais ou espessuras específicas.
Seleção do gás de plasma
O gás que entra no arco de plasma é chamado de fluxo de íons.
Suas principais funções são as seguintes:
A. Desempenha uma função de isolamento térmico e isolamento entre a coluna do arco e a parede interna do orifício do bico, comprime o arco e garante a combustão estável do arco.
como condutor térmico do meio de ionização e do arco, o metal cortado é derretido rapidamente.
sopre o metal derretido na fenda para formar uma fenda estreita e lisa.
proteção de resfriamento para eletrodos.
Tendo em vista os efeitos dos gases iônicos mencionados acima, os seguintes requisitos devem ser levados em consideração ao selecionar os gases:
Fácil iniciação do arco e arco estável: o gás deve ter um baixo potencial de ionização e baixa condutividade térmica, e não deve ter um efeito de resfriamento no arco. Nesse aspecto, o gás monoatômico é melhor do que o diatômico.
Boa propriedade de compressão do arco: o gás deve ter boa condutividade térmica, alta capacidade de aquecimento e um forte efeito de resfriamento no arco.
Boa capacidade de transporte de calor: O gás deve ter a capacidade de transferir calor de forma eficaz para a peça de trabalho. O gás diatômico, com seu potencial de ionização mais alto, geralmente tem melhor capacidade de transporte de calor do que o gás monoatômico com baixo potencial de ionização.
Capacidade de gerar grande impulso: O gás deve ter uma grande massa e densidade.
Disponibilidade, preço acessível e não toxicidade.
Alguns dos requisitos listados acima são contraditórios, portanto, os principais requisitos devem ser atendidos com base em circunstâncias específicas. Atualmente, os gases comumente usados em plasma corte em arco incluem nitrogênio, argônio, hidrogênio e suas misturas gasosas, sendo o nitrogênio o mais comumente usado.
O nitrogênio é acessível e prontamente disponível, e seu uso é relativamente seguro. É um gás diatômico que é endotérmico quando se decompõe na alta temperatura do arco.
N2->2N-1084000j/mol
Ao usar o corte a plasma, o tipo de gás de trabalho usado pode ter impactos significativos nas características, na qualidade e na velocidade do corte. Os gases de trabalho comuns incluem nitrogênio, argônio, hidrogênio e gases mistos. Desses, o nitrogênio é o mais usado devido ao seu baixo custo e à facilidade de disponibilidade, bem como à sua capacidade de criar condições favoráveis para o corte de materiais espessos.
O nitrogênio, sendo um gás diatômico, decompõe-se em íons de nitrogênio quando exposto a altas temperaturas no arco de plasma, liberando o calor absorvido durante a decomposição. Isso permite que o arco de plasma atinja altas temperaturas em uma ampla gama de comprimentos, tornando-o ideal para cortar materiais com alta condutividade térmica e baixa fluidez de líquidos. A pureza do nitrogênio usado no corte a plasma não deve ser inferior a 99,5% para evitar a oxidação do eletrodo e a queima do bocal.
O argônio é um gás monoatômico com baixo potencial de ionização e combustão de arco estável, mas seu alto custo o torna uma opção menos prática. A adição de hidrogênio ao nitrogênio ou argônio pode melhorar o efeito de compressão do arco, resultando em uma superfície de corte mais estreita e suave.
No corte a plasma a ar, é usado ar comprimido em vez de gases caros, o que o torna uma opção mais econômica. A velocidade de corte com alta corrente é muito maior do que a do corte por chama, e a qualidade do corte também é muito boa. Para chapas de aço carbono abaixo de 25 mm, a velocidade de corte é de 3 a 5 vezes mais rápida, e para chapas finas de 5 a 10 mm, é de 6 a 8 vezes mais rápida. O corte a plasma a ar substituiu corte por chama em muitas aplicações devido à sua relação custo-benefício e boa qualidade de corte.
Como escolher os parâmetros do corte a plasma NC
Vários parâmetros do processo de corte a arco de plasma afetam diretamente a estabilidade do processo de corte, a qualidade e o efeito do corte.
As principais especificações de corte são as seguintes:
1) Corrente de corte
O parâmetro mais importante da velocidade de corte e do corte é o processo de corte.
Impacto:
Quando a corrente de corte aumenta, a energia do arco aumenta, a capacidade de corte aumenta e a velocidade de corte aumenta;
Com o aumento da corrente de corte, o diâmetro do arco aumenta e o arco se torna mais espesso, o que torna a incisão mais ampla;
Se a corrente de corte for muito alta, a carga térmica do bocal aumentará, o bocal será danificado prematuramente e a qualidade do corte diminuirá naturalmente, chegando até a não conseguir cortar normalmente.
Portanto, ao se preparar para o corte a plasma, é importante escolher a corrente de corte adequada e o bocal correspondente à espessura do material.
Ao selecionar uma fonte de alimentação para corte a plasma, é importante evitar escolher uma fonte de alimentação que seja muito grande ou muito pequena.
A escolha de uma fonte de alimentação muito grande é um desperdício em termos de redução de custos, pois ela não utiliza a quantidade total de corrente.
Por outro lado, a escolha de uma fonte de alimentação com corrente muito pequena em um esforço para economizar também não é ideal, pois ela não atenderá às especificações de corte exigidas e poderá causar danos à própria máquina de corte CNC.
2) Velocidade de corte
A alta temperatura e a energia do arco de plasma determinam a velocidade de corte, que pode ser selecionada dentro da faixa ideal de acordo com as instruções do equipamento ou determinada por meio de experimentos. A velocidade de corte pode variar de acordo com a espessura do material, suas propriedades (por exemplo, ponto de fusão, condutividade térmica, tensão superficial após a fusão) e a qualidade desejada.
Mantendo a qualidade do corte, a velocidade de corte deve ser aumentada o máximo possível para melhorar a produtividade e reduzir a deformação e as áreas afetadas pelo calor. Se a velocidade de corte não for adequada, ocorrerá o efeito oposto, levando ao aumento da adesão da escória e à diminuição da qualidade do corte.
As principais manifestações são as seguintes:
Se a velocidade de corte for moderadamente aumentada, a qualidade do corte pode ser melhorada, ou seja, o corte se torna ligeiramente mais estreito, a superfície de corte é mais lisa e a deformação é reduzida.
Se a velocidade de corte for muito rápida, a energia linear de corte será menor do que o valor necessário, e o jato no corte não poderá soprar o material de corte fundido imediatamente, levando a uma grande quantidade de arrasto. Isso faz com que a escória fique pendurada no corte, e a qualidade da superfície do corte diminui.
Quando a velocidade de corte é muito baixa, como a posição de corte é o ânodo do arco de plasma, para manter a estabilidade do arco, o ponto do ânodo ou a área do ânodo deve encontrar uma corrente condutora perto da costura de corte mais próxima do arco. Ao mesmo tempo, ele transfere mais calor radialmente para o jato, fazendo com que o corte se amplie. O material derretido em ambos os lados do corte se acumula e se solidifica na borda inferior, dificultando a limpeza. Além disso, o aquecimento e a fusão excessivos fazem com que a borda superior do corte fique arredondada.
Em velocidades muito baixas, o corte largo pode até mesmo fazer com que o arco se apague. Portanto, boa qualidade de corte e velocidade são inseparáveis.
3) Atensão rc
Em geral, acredita-se que a tensão de saída normal da fonte de alimentação é a tensão de corte para o corte a plasma. Normalmente, a máquina de plasma opera em uma tensão mais alta para o arco de plasma, especialmente para o corte de plasma a ar.
Quando a corrente é constante, um aumento na tensão melhora a entalpia do arco e a capacidade de corte. Uma entalpia mais alta reduz o diâmetro do jato e aumenta a taxa de fluxo de gás, resultando em velocidade de corte mais rápida e melhor qualidade de corte.
A tensão sem carga e a tensão da coluna de arco são fatores importantes na fonte de alimentação de corte a plasma. A fonte de alimentação deve ter uma tensão sem carga alta o suficiente para iniciar facilmente o arco e manter a combustão estável do arco de plasma.
A tensão sem carga geralmente está na faixa de 120 a 600 V, enquanto a tensão da coluna de arco geralmente é a metade da tensão sem carga. O aumento da tensão da coluna de arco aumenta a potência do arco de plasma, permitindo o corte de placas de metal mais espessas em uma velocidade mais rápida.
A tensão da coluna de arco pode ser ajustada alterando a taxa de fluxo de gás e aumentando a contração interna do eletrodo, mas não deve exceder 65% da tensão sem carga para manter a estabilidade do arco de plasma.
4) Gás de trabalho e fluxo
O gás de trabalho no corte a plasma inclui o gás de corte e o gás auxiliar, e alguns equipamentos também exigem um gás de partida de arco.
O gás de trabalho apropriado deve ser escolhido com base no tipo de material que está sendo cortado, sua espessura e o método de corte.
O gás de corte não deve apenas formar o jato de plasma, mas também remover efetivamente o metal fundido e os óxidos do corte.
Um fluxo excessivo de gás pode retirar muito calor do arco, causando o encurtamento do comprimento do jato, a diminuição da capacidade de corte e a instabilidade do arco.
Se a taxa de fluxo de gás for muito baixa, o arco de plasma poderá perder sua retidãoresultando em cortes mais rasos e um aumento na formação de escória.
É importante que a velocidade de corte e a taxa de fluxo de gás sejam bem combinadas.
Normalmente, a máquina de corte a plasma controla a taxa de fluxo de gás. A pressão do gás usada para cortar uma determinada espessura de material deve ser escolhida com base nos dados do fabricante, mas, em aplicações especiais, pode ser necessário determiná-la por meio de testes de corte reais.
Os gases de trabalho mais usados são argônio, nitrogênio, oxigênio, ar e H35 (uma mistura de argônio e nitrogênio).
Argônio
É improvável que o argônio reaja com qualquer metal em altas temperaturas e produz um arco de plasma estável. O bocal e o eletrodo usados têm uma longa vida útil, mas a tensão do arco de plasma de argônio é baixa, com entalpia e capacidade de corte limitadas. Isso resulta em uma redução de 25% na espessura de corte em comparação com corte a ar.
Além disso, a tensão superficial do metal fundido é mais alta em um ambiente protegido por argônio, cerca de 30% mais alta do que em um ambiente com nitrogênio, o que leva a mais problemas de escória. Mesmo se for usada uma mistura de argônio e outros gases, há uma tendência de a escória grudar. Como resultado, o argônio puro raramente é usado para corte a plasma.
Hidrogênio
O hidrogênio é comumente usado como um gás auxiliar em combinação com outros gases. Por exemplo, o popular gás H35 (35% de volume de hidrogênio, o restante é argônio) é um dos gases mais eficazes no corte a arco de plasma, que deve muito de sua potência ao hidrogênio.
O hidrogênio aumenta significativamente a tensão do arco, resultando em um jato de plasma com alta entalpia. Quando combinado com argônio, a capacidade de corte do jato de plasma é significativamente aprimorada.
O argônio e o hidrogênio são comumente usados como gás de corte para materiais metálicos com espessura superior a 70 mm. Ao comprimir ainda mais o arco de plasma de argônio + hidrogênio com um jato de água, é possível obter maior eficiência de corte.
Nitrogênio
O nitrogênio é um gás de trabalho comumente usado. Ao operar com uma tensão de alimentação mais alta, o arco de plasma de nitrogênio tem melhor estabilidade e maior energia de jato em comparação com o argônio.
Ao cortar materiais com alta viscosidade de metal líquido, como aço inoxidável e liga à base de níquel, a quantidade de escória na borda inferior do corte é mínima.
O nitrogênio pode ser usado sozinho ou em combinação com outros gases. Por exemplo, o nitrogênio ou o ar é frequentemente usado como gás de trabalho no corte automático.
Esses dois gases se tornaram o padrão para o corte em alta velocidade de aço carbono.
Em alguns casos, o nitrogênio também é usado como gás inicial para o corte a arco com plasma de oxigênio.
Oxigênio
O oxigênio pode aumentar a velocidade de corte do aço de baixo carbono.
O uso de oxigênio para corte resulta em modos de corte criativos, como o corte por chama.
Um arco de plasma de alta temperatura e alta energia resulta em uma velocidade de corte mais rápida, mas deve ser combinado com o uso de eletrodos resistentes à oxidação de alta temperatura e proteção anti-impacto para prolongar a vida útil do eletrodo durante o processo de arco.
Ar
O ar é composto de aproximadamente 78% de nitrogênio por volume, tornando o corte a ar um método imaginativo para o corte de escória e nitrogênio. O ar também contém cerca de 21% de oxigênio.
Devido à presença de oxigênio, o corte de aço de baixo carbono com ar também é muito rápido. Além disso, o ar é o gás de trabalho mais econômico.
No entanto, quando o corte a ar é utilizado por si só, podem surgir problemas como adesão de escória, oxidação do corte e aumento de nitrogênio.
Além disso, a curta vida útil do eletrodo e do bocal também afetará a eficiência do trabalho e aumentará os custos de corte.
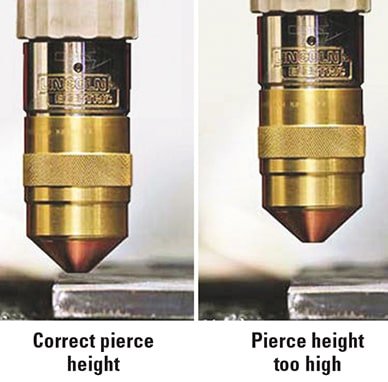
5) Altura do bocal
A altura do bocal refere-se à distância entre a face final do bocal e a superfície de corte, e é um componente do comprimento total do arco.
Normalmente, a distância varia de 4 a 10 mm.
Da mesma forma que o eletrodo, é fundamental manter uma altura adequada do bocal para maximizar a eficiência do corte a arco plasma. Caso contrário, a eficiência e a qualidade do corte serão reduzidas ou o bico de corte pode se queimar.
Como o corte a arco de plasma normalmente usa fontes de alimentação com características externas de corrente constante ou queda acentuada, a corrente permanece relativamente inalterada mesmo com o aumento da altura do bocal. No entanto, isso resulta em um aumento no comprimento do arco e um aumento correspondente na tensão do arco, melhorando assim a potência do arco. Ao mesmo tempo, o maior comprimento do arco exposto ao ambiente também resulta em maior perda de energia da coluna do arco.
Esses dois fatores geralmente se contrapõem, reduzindo a energia de corte efetiva e a capacidade de corte. Isso geralmente é indicado por uma força de sopro do jato de corte enfraquecida, aumento da escória residual na parte inferior do corte e borda superior excessivamente derretida e arredondada.
Além disso, o diâmetro do jato de plasma se expande ao sair do bocal, e o aumento da altura do bocal resultará em um corte mais amplo. Portanto, é vantajoso escolher a menor altura possível do bocal para melhorar a velocidade e a qualidade do corte.
No entanto, se a altura do bocal for muito baixa, isso pode resultar no fenômeno do arco duplo.
Ao usar um bocal externo de cerâmica, a altura do bocal pode ser definida como zero, com a face da extremidade do bocal em contato direto com a superfície de corte, o que resulta em melhor desempenho.
5) Potência do arco
Para obter um corte a arco de plasma de alta pressão, os bicos de corte são projetados com um diâmetro menor, comprimento de canal mais longo e resfriamento aprimorado, o que aumenta a corrente que passa pela seção efetiva do bico, resultando em um aumento na densidade de potência do arco.
No entanto, isso também aumenta a perda de energia do arco. Como resultado, a energia efetiva real para o corte é menor do que a potência de saída da fonte de alimentação, com uma taxa de perda normalmente entre 25% e 50%.
Alguns métodos, como o corte a arco de plasma com compressão de água, têm uma taxa de perda de energia maior, que deve ser considerada ao projetar os parâmetros do processo de corte ou ao calcular os custos de corte.
Por exemplo, a maioria das placas de metal usadas na indústria tem uma espessura inferior a 50 mm. O corte convencional com arco de plasma nessa faixa de espessura geralmente resulta em um corte com a parte superior larga e a parte inferior estreita, o que diminui a precisão do tamanho da incisão e aumenta a quantidade de processamento subsequente.
Quando o arco de plasma de oxigênio e nitrogênio é usado para cortar aço carbono, alumínio e aço inoxidável, o perpendicularidade da borda da extremidade é melhor com o aumento da espessura do material na faixa de 10 a 25 mm. Entretanto, quando a espessura da placa é inferior a 1 mm, o erro do ângulo de incisão aumenta de 3 a 4 graus para 15 a 25 graus à medida que a espessura da placa diminui.
Acredita-se que esse fenômeno seja causado por uma entrada de calor desequilibrada do jato de plasma na superfície de corte, o que significa que a liberação de energia do arco de plasma na parte superior do corte é maior do que na parte inferior. Esse desequilíbrio de energia está intimamente relacionado a vários parâmetros do processo, como o grau de compressão do arco de plasma, a velocidade de corte e a distância entre o bocal e a peça de trabalho.
O aumento do grau de compressão do arco pode tornar o jato de plasma de alta temperatura mais longo e criar uma área de alta temperatura mais uniforme, e o aumento da velocidade do jato pode reduzir a diferença de largura entre a parte superior e inferior da incisão.
No entanto, a compressão excessiva do bocal convencional geralmente leva ao arco duplo, que não só consome o eletrodo e o bocal, mas também diminui a qualidade do corte.
Além disso, uma velocidade de corte muito alta e uma altura de bocal muito grande podem resultar em um aumento da largura da fenda.
6) Encolhimento do eletrodo
O termo "contração interna" refere-se à distância entre o eletrodo e a face final do bocal de corte. A manutenção de uma distância adequada permite uma boa compressão do arco no bocal de corte, resultando em um arco de plasma com energia concentrada e alta temperatura para um corte eficaz.
Se a distância for muito pequena ou muito grande, o eletrodo queimará excessivamente, o bico de corte queimará e a capacidade de corte será reduzida. O encolhimento interno típico é de 8 a 11 mm.
Seleção do eletrodo e da polaridade:
O eletrodo usado no corte a arco de plasma deve ter baixa perda de queima para garantir a estabilidade do processo de corte. O tungstênio, que tem um alto ponto de fusão, ainda tem uma quantidade significativa de perda de queima e não pode garantir um processo de corte estável.
A adição de uma pequena quantidade de elementos de baixo potencial de ionização, como o tório, ao tungstênio reduz significativamente a perda por queima do eletrodo de tungstênio com tório. Isso ocorre porque o eletrodo de tungstênio com tório tem forte emissão térmica de elétrons, fazendo com que a maior parte da energia na extremidade do eletrodo escape como elétrons, diminuindo assim a temperatura da extremidade do eletrodo.
Além disso, o eletrodo de tungstênio com tório tem um efeito fraco sobre o oxigênio, reduzindo sua perda por queima em alta temperatura. O eletrodo de tungstênio de tório comumente usado contém de 1,5% a 2,5% de tório. No entanto, o tório é radioativo, portanto, os eletrodos não radioativos de tungstênio de cério ou de tungstênio de lantânio são amplamente usados como alternativas.
No corte a arco de plasma, a polaridade direta é comumente usada, conectando a haste de tungstênio de tório ao eletrodo negativo e a peça de trabalho ao eletrodo positivo. Isso beneficia a emissão térmica de elétrons, estabiliza a combustão do arco isoelétrico e reduz a perda de queima do eletrodo.
Método de corte
Além das técnicas convencionais de corte a plasma, surgiram variações avançadas, como o corte a plasma com injeção de água, expandindo os recursos dessa tecnologia versátil.
Os métodos mais predominantes em aplicações industriais são o corte a plasma padrão e o corte a plasma a ar, cada um oferecendo vantagens exclusivas para materiais e requisitos de corte específicos.
Corte geral
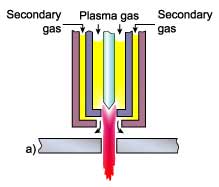
O corte a plasma padrão utiliza um único fluxo de gás que serve tanto como gás de trabalho quanto como meio de corte, eliminando a necessidade de um gás de proteção separado. O processo começa com um gás de ionização de baixo fluxo para iniciar o arco. Durante o corte, um fluxo de gás de alta velocidade é introduzido para expulsar o metal fundido do corte, garantindo cortes limpos e precisos.
Corte a ar
O corte a plasma a ar emprega ar comprimido como gás primário de ionização e corte, oferecendo uma solução econômica e prontamente disponível. Nesse processo, o ar comprimido é rapidamente aquecido, dissociado e ionizado dentro do arco de plasma. O plasma de alta temperatura resultante contém espécies reativas de oxigênio que não apenas cortam o metal por meio de ação térmica, mas também induzem reações de oxidação exotérmica, aumentando significativamente as velocidades de corte. O plasma de ar totalmente ionizado apresenta entalpia excepcionalmente alta, o que se traduz em maior densidade de energia do arco e taxas de corte mais rápidas em comparação com outros gases.
Esse método é particularmente eficaz para cortar aço carbono e aço inoxidável, proporcionando um equilíbrio entre qualidade de corte, velocidade e custos operacionais. Entretanto, para materiais sensíveis à oxidação ou quando é necessária uma qualidade de borda superior, gases alternativos ou sistemas híbridos podem ser mais adequados.
Equipamento de corte
Equipamento de corte
O sistema de corte a plasma consiste basicamente em uma unidade de fornecimento de gás, uma unidade de resfriamento, uma fonte de alimentação e uma tocha de corte. Para tochas resfriadas a água, é necessário um sistema de circulação de resfriamento adicional.
(1) Unidade de suprimento de gás
Para o corte a arco plasma a ar, o principal componente do sistema de suprimento de gás é um compressor de ar com potência superior a 1,5 kW. A pressão de ar necessária normalmente varia de 0,3 a 0,6 MPa. Quando gases alternativos são necessários, gases engarrafados podem ser utilizados após passarem por um regulador de pressão.
(2) Fonte de alimentação
O corte a plasma utiliza uma fonte de alimentação CC com uma característica de queda acentuada ou de corrente constante. Para garantir a ignição e a estabilização eficientes do arco, a tensão sem carga da fonte de alimentação geralmente é mantida em aproximadamente duas vezes a tensão do arco. As fontes de alimentação de corte típicas operam com uma tensão sem carga entre 350 e 400 V.
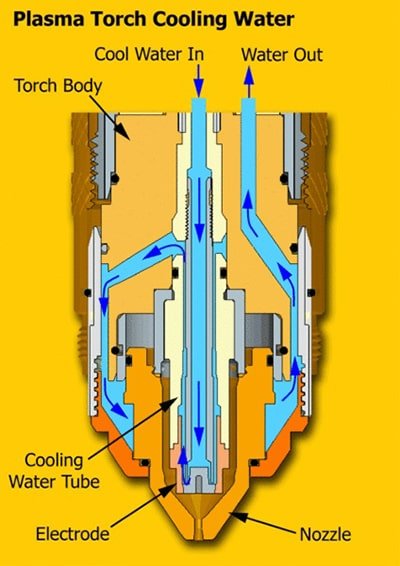
(3) Tocha de corte
O projeto da tocha de corte é determinado principalmente por sua classificação de corrente. As estruturas resfriadas a ar são comumente empregadas para tochas com classificação abaixo de 60 A, enquanto os projetos resfriados a água são preferidos para aqueles que excedem 60 A. O eletrodo dentro da tocha de corte pode ser fabricado com vários materiais, incluindo tungstênio puro, tungstênio thoriated, tungstênio lantânio ou eletrodos de cobre com inserção de háfnio. Os eletrodos de cobre com inserção de háfnio são particularmente favorecidos por sua durabilidade e capacidade de cortar com eficiência uma ampla gama de materiais condutores.
Proteção de segurança
Um lençol freático deve ser um componente integral da seção inferior da configuração de corte a plasma. Durante a operação, a peça de trabalho deve ficar parcialmente submersa na água, o que reduz significativamente a emissão de fumaça tóxica, minimizando assim os riscos à saúde dos operadores e do pessoal próximo.
A exposição visual direta ao arco de plasma deve ser rigorosamente evitada devido à sua intensa radiação ultravioleta e infravermelha. Os operadores devem usar equipamentos de proteção individual (EPI) adequados, incluindo capacetes de soldagem com escurecimento automático com o número de tonalidade correto (normalmente 8-11 para corte a plasma) e protetores faciais resistentes a chamas para evitar danos aos olhos e queimaduras na pele.
Os processos de corte a plasma geram quantidades substanciais de fumaça de metal e material particulado. Devem ser implementados sistemas de ventilação adequados, como ventilação local por exaustão (LEV) ou mesas de fluxo descendente, para capturar e filtrar essas emissões na fonte. Os operadores devem usar respiradores aprovados pelo NIOSH com filtros adequados (mínimo P100) para se protegerem contra a inalação de substâncias nocivas.
É essencial usar roupas de proteção completas durante as operações de corte a plasma. Isso inclui macacões resistentes a chamas, luvas de couro que se estendem até os antebraços, botas com biqueira de aço e mangas protetoras para proteger contra faíscas, respingos de metal fundido e possíveis queimaduras.
Embora os campos eletromagnéticos de alta frequência gerados durante o corte a plasma tenham levantado preocupações sobre possíveis efeitos de longo prazo à saúde, incluindo problemas reprodutivos, o consenso científico sobre esse assunto permanece inconclusivo. Entretanto, é prudente aderir ao princípio da exposição ALARA (As Low As Reasonably Achievable). A implementação de técnicas de aterramento adequadas, a manutenção correta do equipamento e a minimização do tempo de exposição desnecessário são medidas de precaução recomendadas.
Além disso, o monitoramento regular da saúde dos operadores, incluindo testes audiométricos devido aos altos níveis de ruído, e programas abrangentes de treinamento em segurança devem ser implementados para garantir um ambiente de trabalho seguro nas operações de corte a plasma.
Como escolher uma máquina de corte a plasma CNC
1.Preço
Ao considerar a compra de um cortador de plasma, é importante levar em conta o fator orçamento. Ignorar o orçamento pode resultar na escolha de um produto que exceda o orçamento, mesmo que ele atenda às especificações desejadas.
Atualmente, os cortadores de plasma são divididos em duas categorias: nacionais e importados. Os cortadores de plasma nacionais têm três especificações: baixa, média e alta, e são geralmente aceitáveis para a maioria dos usuários.
Os cortadores de plasma importados são muito mais caros, com preços várias vezes ou até mesmo dezenas de vezes mais altos do que os dos produtos nacionais. Os consumíveis, como bicos de corte e eletrodos, também são mais caros.
Embora os cortadores de plasma importados ofereçam melhores resultados de corte em comparação com os modelos nacionais com a mesma especificação, seu alto custo e as despesas contínuas podem dificultar sua aceitação por muitas empresas.
2. espessura de corte
Independentemente do tipo de plasma usado, ele tem sua própria faixa de tamanho de corte ideal. É de conhecimento geral que o plasma de baixa potência é mais adequado para o corte de chapas finas. Entretanto, se a potência do plasma for muito alta, ele não será adequado para o corte de chapas finas.
Atualmente, o corte a plasma doméstico de 40-60A é amplamente utilizado para corte de aço chapas abaixo de 2 mm, enquanto o plasma importado é usado ocasionalmente, mas em quantidades limitadas, devido ao seu alto custo. É importante observar que, para chapas de aço abaixo de 2 mm, somente as máquinas de corte a plasma de mesa de alta velocidade são adequadas, e outros modelos, como os portáteis e os de pórtico, não são.
Se a chapa de aço for mais grossa do que 2 mm, ela não sofrerá restrições e poderá ser cortada com máquinas portáteis ou de pórtico. Para chapas de aço entre 2 e 16 mm, podem ser usadas máquinas portáteis e de pórtico. Entretanto, para espessuras de 25 mm ou mais, somente as máquinas de pórtico são adequadas.
3. materiais de corte
É amplamente conhecido entre o pessoal envolvido no processamento de metais que o corte a plasma é o método preferido para corte de aço inoxidável e outros materiais de liga. Por outro lado, as chapas de aço carbono são cortadas principalmente usando o método de corte por chama. Como resultado, ao lidar com aço inoxidável, é essencial ter uma máquina de corte a plasma. Ele não pode ser cortado usando o método de corte por chama.
Vantagens da máquina de corte a plasma NC
1. melhor qualidade de corte
A qualidade do corte é afetada principalmente por fatores como escória, zona afetada pelo calor, filete superior e ângulo de corte. Entre eles, o corte a plasma supera o corte a chama em termos de escória e zona afetada pelo calor, pois não há escória residual na borda das peças cortadas a plasma e a zona afetada pelo calor é significativamente menor.
2. escória
O processo de plasma envolve o uso de gás carregado em alta temperatura para derreter o metal e soprar o material derretido para fora da superfície de corte. Por outro lado, o corte por chama usa a reação química entre o oxigênio e o aço para cortar, resultando na produção de escória de óxido de ferro.
Devido a essas diferenças de tecnologia, o corte a plasma produz menos escória e a escória aderida é mais fácil de remover. Essa escória pode ser facilmente removida sem esmerilhamento ou processamento adicional, reduzindo o tempo necessário para o processamento secundário. Isso resulta em maior produtividade, pois são necessárias menos operações de esmerilhamento.
3. zona afetada pelo calor
O tamanho do zona afetada pelo calor (HAZ) é um fator crítico no corte de metais. Quando o metal é exposto a altas temperaturas, ele pode alterar sua estrutura química, fazendo com que a borda escureça (adquira uma cor de têmpera) e se deforme. Se a borda aquecida não for removida, a peça de trabalho pode não ser adequada para a soldagem secundária.
A velocidade com que a tocha se move afeta diretamente o tamanho da zona afetada pelo calor. O corte a plasma é conhecido por sua capacidade de corte rápido, o que resulta em uma zona afetada pelo calor menor, reduzindo o tempo necessário para o processamento secundário para remover a borda aquecida.
Os usuários de corte por chama também podem observar a cor do fogo. Embora a zona afetada pelo calor não seja visível do lado de fora, a cor da têmpera pode ser vista e pode mudar a cor do metal. Assim como na zona afetada pelo calor, o corte rápido do plasma resulta em uma área menor de cor de fogo.
4. maior produtividade
Com Corte a plasma CNC e velocidades de perfuração até 8,5 vezes mais rápidas do que o corte por chama, é possível obter ganhos significativos de produtividade, sem mencionar o tempo economizado no pré-aquecimento e no processamento secundário.
5. menor custo por peça
Ao avaliar os custos, é essencial distinguir entre os custos operacionais e o custo por peça ou por metro. Para determinar o custo real do corte de uma peça, é importante considerar vários fatores, como o custo operacional por metro e o custo por peça.
O custo de operação por metro é calculado dividindo-se o custo total de corte por hora pelo comprimento total que pode ser cortado em uma hora. Os custos envolvidos no corte incluem peças consumíveis, eletricidade, gás, mão de obra e despesas de sustentabilidade. Por outro lado, o custo por peça é determinado pela multiplicação do comprimento total de corte necessário para produzir uma peça pelo custo de operação por metro.
Como o sistema de corte a plasma opera mais rapidamente, ele é capaz de produzir mais peças em um determinado tempo, reduzindo significativamente o custo por peça. Para o corte manual, é aconselhável calcular o custo de cada trabalho ou tarefa para avaliar com precisão a economia de custos. O custo do trabalho pode ser calculado multiplicando-se o custo de operação por hora pelo tempo total necessário para concluir a tarefa.
Ao considerar o corte por chama, é necessário levar em conta o tempo de pré-aquecimento e o tempo prolongado para o processamento secundário, pois eles aumentam o tempo total necessário para concluir o trabalho.
6. maior lucratividade
O menor custo por peça do sistema de plasma resulta diretamente em maior lucratividade. Cada peça que é cortada usando esse método pode levar a uma economia de custos, aumentando assim a margem de lucro. Quanto maior o número de peças que podem ser cortadas por hora, maior será o aumento geral dos lucros.
7. mais fácil de usar
Para aqueles que usam corte por chama, é preciso tempo e prática para dominar o ajuste dos parâmetros químicos da chama e para manter o equilíbrio químico da chama. Por outro lado, a série Powermax da Hypertherm opera usando ar comprimido, eliminando a necessidade de misturar ou regular gases.
Se você estiver usando um sistema de plasma mecânico com CNC ou um console de gás automático, todos os parâmetros serão predefinidos pelo fabricante e não haverá necessidade de ajuste manual do gás.
Além disso, o sistema de plasma portátil Powermax apresenta o recurso de corte por arrasto, que permite que o operador mova a tocha ao longo da superfície do metal sem precisar manter uma distância específica, um aspecto crucial no corte por chama.
Além disso, os sistemas de corte a plasma são mais fáceis de usar, com seus dispositivos de controle simples, facilitando o aprendizado dos operadores e o corte de acordo com modelos e padrões, especialmente aqueles com curvas. A facilidade de uso resulta da falta de ajuste de gás e da capacidade de corte por arrasto.
8. Maior flexibilidade
O sistema de plasma é capaz de cortar qualquer metal condutor, incluindo aço inoxidável, alumínio, cobre e latão, enquanto o sistema de plasma é capaz de cortar qualquer metal condutor. máquina de corte por chama limita-se a cortar aço de baixo carbono somente por meio da reação química entre o oxigênio e o ferro. O sistema de plasma também é versátil e pode ser usado para aplainar, marcar ou até mesmo cortar metais enferrujados, pintados ou empilhados.
Além disso, o sistema de plasma é capaz de realizar corte de ranhuras ou corte de malha de aço, o que é um desafio para o corte por chama.
9. maior segurança
O combustível usado no corte por chama é uma mistura de oxigênio e gás, sendo que os combustíveis mais comumente usados são acetileno, propano, MAPP, propileno e gás natural. Entre esses, o acetileno é o mais usado, pois produz uma temperatura de chama mais alta e uma velocidade de perfuração mais rápida em comparação com os outros. Entretanto, o acetileno é um gás instável e altamente inflamável, muito sensível à alta pressão, à temperatura e até mesmo à eletricidade estática. Um explosão de acetileno podem causar danos materiais de dezenas de milhares de dólares e resultar em ferimentos graves nas pessoas próximas.
Em contrapartida, alguns sistemas de plasma, como a série Powermax da Hypertherm, operam com ar comprimido e não exigem o uso de gases inflamáveis. Os sistemas de plasma HPR e HSD da Hypertherm também podem usar uma variedade de gases, incluindo ar, oxigênio e nitrogênio, que são mais estáveis e não requerem tratamento especial.
Deve-se observar que todas as formas de corte térmico produzem algum odor e ruído, mas corte de água máquinas e sistemas de corte a plasma CNC podem reduzir significativamente o odor e o ruído produzidos. Por outro lado, o corte por chama não deve ser realizado embaixo d'água devido ao risco de explosão.
Garantia de segurança da operação da máquina de corte a plasma
(1) Os operadores devem usar equipamentos de proteção individual (EPIs) abrangentes, incluindo capacetes de soldagem com níveis de sombreamento adequados, luvas resistentes ao calor, roupas resistentes a chamas, botas com biqueira de aço e proteção respiratória com filtragem adequada para vapores metálicos. A exposição direta ao arco de plasma sem a devida proteção ocular é estritamente proibida, e toda a pele deve ser protegida contra a possível radiação UV e respingos de alta temperatura.
(2) Os operadores devem se posicionar contra o vento da área de corte para minimizar a exposição a fumaça e partículas. Devem ser empregados sistemas de ventilação adequados, como mesas de fluxo descendente ou sistemas de extração de fumaça, para capturar e filtrar efetivamente as emissões de corte na fonte.
(3) Antes da operação, verifique a integridade do sistema elétrico, inclusive o aterramento adequado, as conexões seguras da tocha e o isolamento de todos os componentes condutores. Se for detectada tensão excessiva sem carga, implemente medidas de segurança adicionais, como superfícies de trabalho isoladas ou dispositivos de corrente residual (RCDs) no circuito da fonte de alimentação.
(4) Certifique-se de que o gerador de alta frequência esteja adequadamente blindado para evitar interferência eletromagnética. Implemente mecanismos de corte automático de alta frequência que sejam desativados imediatamente após o início do arco para minimizar a exposição prolongada a campos eletromagnéticos.
(5) Ao usar eletrodos de tungstênio thoriated, siga rigorosamente as diretrizes descritas no artigo JGJ33-2001, seção 12.7.8, incluindo procedimentos adequados de manuseio, armazenamento e descarte para reduzir os possíveis riscos radiológicos.
(6) Todo o pessoal envolvido em operações de corte deve ser devidamente treinado em protocolos de segurança, inclusive segurança elétrica, proteção contra quedas, detecção de gases perigosos e técnicas de prevenção de incêndios. Auditorias regulares de segurança e treinamentos de atualização devem ser realizados para manter um alto nível de conscientização sobre segurança.
(7) Proteja os equipamentos de soldagem e corte contra fatores ambientais, armazenando-os em compartimentos à prova de intempéries quando não estiverem em uso. Certifique-se de que haja equipamentos de supressão de incêndio prontamente acessíveis e com manutenção adequada nas proximidades imediatas de todas as operações de corte.
(8) Para trabalhos em altura, implemente um sistema abrangente de proteção contra quedas, incluindo arneses de corpo inteiro, cordões e pontos de ancoragem seguros. Estabeleça uma vigilância designada contra incêndio com equipamento de extinção adequado e crie um sistema de barreira para conter faíscas e material derretido. Nomeie um supervisor de segurança qualificado para supervisionar as operações de alto risco e garantir a conformidade com todos os protocolos de segurança.
Manutenção diária da máquina de corte a plasma
1.Monte a tocha de corte corretamente
Assegure a instalação correta e cuidadosa da tocha de corte para garantir o ajuste adequado de todas as peças e o fluxo adequado de gás e ar de resfriamento. Coloque todos os componentes em um pedaço de flanela limpo para evitar que a sujeira adira a eles.
2.As peças consumíveis devem ser substituídas a tempo, antes que sejam completamente danificadas
As peças consumíveis não devem ser substituídas depois de estarem completamente danificadas, pois eletrodos, bicos e anéis de vórtice seriamente desgastados podem produzir um arco de plasma incontrolável, o que pode facilmente causar sérios danos à tocha de corte.
Portanto, quando uma queda na qualidade do corte é notada pela primeira vez, as peças consumíveis devem ser inspecionadas imediatamente.
3.Limpe a rosca de conexão da tocha de corte
Ao substituir as peças de consumo ou realizar a manutenção e a inspeção diárias, é necessário garantir que as roscas internas e externas da tocha de corte estejam limpas. Se necessário, as roscas de conexão devem ser limpas ou reparadas.
4.Limpe a superfície de contato entre o eletrodo e o bocal
Em muitas tochas de corte, a superfície de contato entre o bocal e o eletrodo é uma superfície de contato carregada. Se houver sujeira nessas superfícies de contato, a tocha de corte não poderá funcionar corretamente.
5.Verifique o gás e o gás de resfriamento todos os dias
Verifique o fluxo e a pressão do gás e do ar de resfriamento todos os dias. Se o fluxo for insuficiente ou houver um vazamento, desligue a máquina imediatamente para eliminar a falha.
6.Evite danos por colisão com a tocha de corte
Para evitar danos por colisão na tocha de corte, é necessário programar corretamente e evitar a ultrapassagem do sistema. A instalação de um dispositivo anticolisão pode efetivamente evitar danos à tocha de corte durante uma colisão.
7.As causas mais comuns de danos à tocha de corte
① Colisão do maçarico de corte.
② Arco de plasma destrutivo devido a danos ao consumível.
③ Um arco de plasma destrutivo causado por sujeira.
④ Arco de plasma destrutivo causado por peças soltas.
8. precauções
① Não lubrifique a tocha de corte.
② Não use lubrificante para anéis O-ring em excesso.
③ Não borrife produtos químicos à prova de respingos enquanto a luva protetora ainda estiver na tocha de corte.
④ Não use o maçarico de corte manual como martelo.
Precauções de operação da máquina de corte a plasma
1.1 Para reduzir o consumo de energia e melhorar a vida útil do bocal e do eletrodo, o corte de "baixa qualidade" deve ser usado ao cortar peças mais finas.
1.2 Quando a chave "seleção de espessura de corte" estiver definida como "alta qualidade", deve-se usar o corte sem contato (exceto em casos especiais) e dar preferência à tocha de corte a água.
1.3 Quando a chave de "seleção de espessura" precisar ser alterada, a chave de alimentação do host deverá ser desligada primeiro para evitar danos às peças.
1.4 Ao instalar, desmontar ou mover o host, a fonte de alimentação deve ser desligada primeiro para evitar acidentes.
1.5 O interruptor de energia da máquina host deve ser desligado antes que os acessórios e componentes do host possam ser instalados e removidos (como a tocha de corte, o fio terra de corte, o eletrodo, o bico, o distribuidor, a tampa de pressão, a luva de proteção etc.). Evite abrir repetidamente e com rapidez o interruptor da tocha para evitar danos ao sistema de arco elétrico ou aos componentes relacionados.
1.6 Quando for necessário iniciar o corte em arco a partir do meio da peça de trabalho, o aço inoxidável de até 20 mm de espessura pode ser perfurado e cortado diretamente.
O método é o seguinte:
Coloque a tocha de corte no ponto inicial da costura de corte e posicione o eixo do bico da tocha de corte em um ângulo de aproximadamente 75° com o plano da peça de trabalho. Em seguida, ligue o interruptor da tocha de corte para iniciar a perfuração do arco.
Ao mesmo tempo, ajuste lentamente o ângulo entre o eixo do bocal e a superfície da peça de trabalho até que a peça de trabalho cortada seja ajustada em 90°.
Depois de cortar a peça de trabalho, ela pode ser cortada normalmente ao longo da direção da costura de corte.
No entanto, se a espessura for maior do que a mencionada acima, é necessário fazer um pequeno furo (diâmetro não limitado) no ponto inicial do corte para iniciar o corte em arco a partir do pequeno furo. Caso contrário, é fácil danificar o bico da tocha de corte.
1.7 O mainframe tem uma taxa de trabalho contínuo de 70% (quando o interruptor de "seleção de espessura de corte" é ajustado em um nível baixo, o trabalho contínuo pode ser próximo de 100%).
Se o tempo de trabalho contínuo for muito longo e a temperatura do motor principal estiver muito alta, o sistema de proteção de temperatura será desligado automaticamente e deverá ser resfriado por cerca de 20 minutos antes de poder continuar funcionando.
1.8 Se a pressão do ar comprimido for inferior a 0,22 MPa, o equipamento entrará imediatamente em um estado de desligamento de proteção.
Nesse momento, o sistema de suprimento de gás deve ser revisado. Após a solução de problemas, a pressão pode ser retomada para 0,45 MPa.
1.9 Se a fonte de alimentação de entrada trifásica estiver fora de fase, o motor principal não funcionará corretamente e a luz vermelha de "indicação de perda de fase" de alguns modelos acenderá.
É necessário eliminar a falha antes do corte normal.
1.10 Para máquinas resfriadas a água, o tanque de água deve estar cheio de água da torneira e o plugue de alimentação da bomba de água deve estar conectado.
1.11 Gire o interruptor de alimentação para a posição "start" (iniciar). Se o indicador de "pressão de ar insuficiente" estiver aceso, ajuste-o para 0,45 MPa conforme necessário e, em seguida, o indicador deverá se apagar. A direção de rotação do ventilador deve corresponder à direção do sinal. A direção da bomba de água do resfriador de água também deve atender aos requisitos; caso contrário, a luz indicadora de "pressão insuficiente da água" acenderá e a fase de potência de entrada deverá ser ajustada.
1.12 De acordo com a espessura da peça de trabalho, gire a chave "seleção de espessura de corte" para a posição correspondente e selecione a tocha de corte apropriada. A tocha de corte tem várias especificações, de pequena a grande, de acordo com a faixa de uso. Não exceda a faixa de corrente nominal, ou ela será danificada. Coloque a tocha de corte no ponto inicial de corte da peça de trabalho e pressione o interruptor da tocha. Se a tocha não for acesa por uma única vez, pressione o interruptor da tocha novamente. O arco é acionado com sucesso e o corte é iniciado.
1.13 A cada quatro a oito horas de operação (o intervalo de tempo depende da secura do ar comprimido), o parafuso de drenagem do "redutor de pressão do filtro de ar" deve ser afrouxado para drenar a água acumulada, de modo a evitar que o excesso de água entre na máquina ou na tocha de corte e cause falhas.
1.14 Quando o sistema de resfriamento de água estiver com má circulação, o motor principal estará no estado de desligamento de proteção. Nesse momento, ele deve ser verificado e resolvido de acordo com os métodos descritos nos capítulos relevantes. Depois que a pressão da água voltar ao normal, a tocha de corte resfriada a água poderá continuar a ser usada.
1.15 Ao trabalhar em um ambiente frio, é importante observar que, quando a temperatura ambiente estiver abaixo do ponto de congelamento, o método de resfriamento a água não deve ser usado para o corte. Caso contrário, o sistema de resfriamento da água circulante não funcionará corretamente e a tocha de corte com resfriamento a água poderá ser danificada.
Preparação antes da operação
2.1 Após conectar o equipamento (preste atenção especial ao fio de aterramento de segurança), verifique cuidadosamente e prossiga para a próxima operação se tudo estiver normal.
2.2 Feche o interruptor da fonte de alimentação para fornecer energia ao host. Observação: a corrente CA de entrada é de aproximadamente 65A, que não deve ser muito pequena; caso contrário, o host não poderá funcionar corretamente. Verifique se o ventilador no motor principal atende aos requisitos; caso contrário, ajuste a fase de energia de entrada até que a direção da direção seja consistente.
2.3 Coloque o "interruptor de alimentação" do host na posição "ligado". Nesse momento, a luz do "indicador de energia" deve estar acesa. No entanto, a luz do "indicador de falta de fase" não deve estar acesa; caso contrário, a fonte de alimentação trifásica apresenta um fenômeno de perda de fase, que precisa ser verificado e resolvido.
Observação: se a carcaça principal do motor não estiver conectada corretamente ao fio terra de segurança, o indicador de perda de fase poderá exibir resultados incorretos.
2.4 Forneça ar ao motor principal e coloque as chaves "teste de gás" e "corte" na posição "teste de gás". Nesse momento, o ar comprimido deve ser ejetado do bocal da tocha de corte. Após um teste de três minutos, a luz vermelha de "pressão de ar insuficiente" não deve estar acesa.
Verifique se o valor de indicação do manômetro no "redutor do filtro de ar" não deve ser inferior a 0,42 MPa. Caso contrário, isso indica que a pressão da fonte de ar é menor que 0,45 MPa ou que o fluxo é menor que 300 L/min. Também pode ser que a tubulação de suprimento de ar seja muito pequena e a queda de pressão do ar seja muito grande.
Se houver os problemas acima, verifique-os e resolva-os. Além disso, preste atenção se o "redutor de pressão do filtro de ar" está desequilibrado. Se estiver, ele deve ser reajustado.
O método de ajuste é o seguinte:
Gire a alça no sentido horário para aumentar a pressão, caso contrário, ela diminuirá. Ajuste o valor de indicação no manômetro para 0,42 MPa. Se o suprimento de ar estiver normal, a luz indicadora de "pressão de ar insuficiente" se apagará. Nesse momento, coloque o interruptor de "corte" e "teste de gás" na posição "corte".
3.1 Corte manual sem contato:
3.1.1 Entre em contato com o rolo da tocha de corte com a peça de trabalho e ajuste a distância entre o bocal e o plano da peça de trabalho para 3 a 5 mm (quando a máquina host estiver cortando, coloque a chave de "seleção de espessura" no nível alto).
3.1.2 Ligue o interruptor da tocha de corte para acender o arco de plasma. Depois de cortar a peça de trabalho, mova-se na direção do corte em uma velocidade média. A velocidade de corte é a premissa: cortar é a premissa, que deve ser mais rápida do que lenta. Uma velocidade muito lenta afetará a qualidade da incisão e até mesmo quebrará o arco.
3.1.3 Após o corte, desligue o interruptor da tocha e o arco de plasma será extinto. Nesse momento, o ar comprimido será ejetado para resfriar a tocha de corte. Após alguns segundos, o jato será interrompido automaticamente. Remova a tocha de corte e conclua todo o processo de corte.
3.2 Corte de contato manual:
3.2.1 Quando o interruptor de "seleção de espessura" é ajustado em marcha baixa, ele pode ser usado para cortar chapas finas em uma única máquina.
3.2.2 Coloque o bocal da tocha no ponto inicial da peça a ser cortada, ligue o interruptor da tocha, acenda o arco de plasma, corte a peça de trabalho e, em seguida, mova-se uniformemente ao longo da direção da costura de corte.
3.2.3 Após o corte, abra e feche o interruptor da tocha. Nesse momento, o ar comprimido ainda está sendo ejetado. Após alguns segundos, a pulverização será interrompida automaticamente. Remova a tocha de corte e conclua todo o processo de corte.
3.3 Corte automático:
3.3.1 O corte automático é adequado principalmente para o corte de peças grossas. Selecione a posição da chave "seleção de espessura".
3.3.2 Depois que o rolo da tocha de corte é removido, a tocha de corte é firmemente conectada à máquina de corte semiautomática, e há peças de conexão nos acessórios anexados.
3.3.3 Conecte a fonte de alimentação da máquina de corte semiautomática e instale o trilho-guia ou a haste de raio de acordo com o formato da peça de trabalho (se o trilho-guia para corte linear for usado, se o arco circular ou circular for cortado, a haste de raio deverá ser selecionada).
3.3.4 Se o plugue do interruptor da tocha for removido, substitua o plugue do interruptor do controle remoto (fornecido nos acessórios anexos).
3.3.5 Ajuste a velocidade de deslocamento de acordo com a espessura da peça de trabalho. Os interruptores "reverso" e "para frente" da máquina de corte semiautomática são colocados na direção do corte.
3.3.6 Ajuste a distância entre o bocal e a peça de trabalho para 3 a 8 mm e ajuste a posição central do bocal para a faixa inicial da costura de corte da peça de trabalho.
3.3.7 Ligue o interruptor do controle remoto. Depois de cortar a peça de trabalho, ligue o interruptor de alimentação da máquina de corte semiautomática para cortar. No estágio inicial do corte, deve-se prestar atenção à costura de corte a qualquer momento e ajustar a velocidade de corte apropriada. E preste atenção se as duas máquinas estão funcionando normalmente a qualquer momento.
3.3.8 Após o corte, desligue o interruptor do controle remoto e o interruptor de alimentação da máquina de corte semiautomática. Até o momento, todo o processo de corte foi concluído.
3.4 Corte manual de círculos:
Com base no material e na espessura da peça de trabalho, selecione o modo de corte de máquina única ou máquina paralela e escolha o método de corte correspondente. Aperte a barra transversal no orifício do parafuso do suporte da tocha de corte.
Se o comprimento de uma peça não for suficiente, ela poderá ser conectada ao comprimento do raio necessário, uma a uma. Depois disso, a distância entre a ponta e o bocal da tocha de corte pode ser ajustada de acordo com o comprimento do raio da peça de trabalho (considere a largura da ranhura).
Quando o ajuste estiver concluído, aperte o parafuso de fixação superior para evitar que se solte e solte o parafuso serrilhado da gaiola.
Nesse ponto, a peça de trabalho pode ser cortada em um formato redondo.
Como fundador do MachineMFG, dediquei mais de uma década de minha carreira ao setor de metalurgia. Minha vasta experiência permitiu que eu me tornasse um especialista nas áreas de fabricação de chapas metálicas, usinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou sempre pensando, lendo e escrevendo sobre esses assuntos, esforçando-me constantemente para permanecer na vanguarda do meu campo. Permita que meu conhecimento e experiência sejam um trunfo para sua empresa.
Imagine dobrar sua eficiência de corte e, ao mesmo tempo, reduzir os custos - parece ótimo, não é? Este artigo explora a otimização dos processos de corte a plasma CNC para obter maior precisão e produtividade. Desde a escolha do ponto de partida correto até...
Você já pensou em como a fumaça e a poeira do corte a plasma podem ser prejudiciais? À medida que o corte a plasma se torna mais predominante, o gerenciamento desses poluentes é crucial para atender aos padrões ambientais....
O corte de metal de forma eficiente e econômica é crucial na fabricação. Mas qual método você deve escolher: corte a gás ou plasma? Este artigo analisa os custos, a eficiência e a qualidade de cada um deles...
Você já se perguntou como obter cortes perfeitos com máquinas de plasma CNC? O segredo é dominar os parâmetros de corte. Este artigo aborda os aspectos essenciais, como corrente de corte, velocidade,...
Como uma máquina corta metais resistentes com facilidade? As máquinas de corte a plasma aproveitam o poder do gás ionizado em temperaturas incrivelmente altas para cortar metais. Este artigo explica...
Está pensando em comprar uma máquina de corte devido à necessidade de manutenção e reparos frequentes? Ou está envolvido em um projeto que exige um dispositivo de corte de alto desempenho?...
A manutenção de uma máquina de corte a plasma CNC garante o desempenho ideal e a longevidade. Em um ambiente empoeirado, a limpeza, a lubrificação e as inspeções regulares são fundamentais. Este artigo aborda a manutenção diária, semanal, mensal e trimestral...
O corte a plasma é um método de usinagem que usa o calor de um arco de plasma de alta temperatura para fazer com que o metal no corte da peça de trabalho derreta parcialmente e evapore, e...
Este artigo explora o fascinante mundo do corte térmico de metais, desde o corte por chama até os métodos a plasma e a laser. Saiba mais sobre suas vantagens exclusivas, limitações e o impacto na fabricação moderna....