Cortadores de plasma portáteis: Seu guia definitivo para o corte em movimento
Imagine cortar o metal como uma faca na manteiga, mas em movimento. Os cortadores de plasma portáteis estão revolucionando os setores, do automotivo ao aeroespacial, oferecendo recursos de corte precisos e de alta velocidade por uma fração dos custos tradicionais. Este artigo aborda os aspectos essenciais dos cortadores de plasma portáteis, desde sua operação e benefícios até as principais marcas e dicas de segurança. Seja você um profissional experiente ou um novato curioso, você descobrirá como essas potências compactas podem transformar seus projetos de metalurgia. Prepare-se para acabar com o barulho e obter os insights de que você precisa!
A arco de plasma A máquina de corte a plasma é uma ferramenta mecânica que utiliza a tecnologia de corte a plasma para processar materiais metálicos.
Esse método envolve o uso do calor gerado por um arco de plasma de alta temperatura para derreter e evaporar partes do metal no corte, enquanto o impulso de alta velocidade do plasma remove o metal derretido para formar o corte desejado.
Importância dos cortadores de plasma portáteis em vários setores
As máquinas de corte a plasma portáteis são caracterizadas por sua alta qualidade, precisão e grande capacidade de operação.
Eles oferecem uma precisão de corte comparável a corte a laser a um preço mais acessível, o que os torna uma opção atraente para uma ampla gama de setores, incluindo automotivo, construção naval, maquinário de construção, equipamentos petroquímicos, maquinário industrial leve, aeroespacial, vasos de pressão, bem como decoração e fabricação de sinalização em larga escala.
Essas máquinas são adequadas para cortar e processar placas de metal feitas de aço carbono, aço inoxidável, cobre, alumínio e outros materiais.
O que é um cortador a plasma?
Definição e princípios básicos do corte a plasma
Definição
O corte a plasma é um processo que utiliza o calor gerado por um arco de plasma de alta temperatura para derreter e evaporar partes do metal no corte, enquanto o impulso de alta velocidade do plasma remove o metal derretido e cria uma borda de corte limpa.
A chama de alta temperatura e alta velocidade gerada pelo arco de plasma derrete ou vaporiza o metal na borda de corte, tornando-o um processo de corte físico que é fundamentalmente diferente da reação química (queima) usada no oxicorte.corte de combustível. Como o arco de plasma é o núcleo do corte a plasma, é importante esclarecer seu papel e sua função nesse processo.
Um arco de plasma, também conhecido como arco comprimido, é um tipo de arco elétrico no qual a energia é forçada a se concentrar na coluna do arco por meio de sua compressão. O gás de trabalho na coluna de arco é totalmente ionizado, produzindo um plasma. Um gás totalmente ionizado é chamado de "plasma", que é composto inteiramente de partículas carregadas e tem forte condutividade elétrica e propriedades eletromagnéticas distintas, enquanto mantém uma carga neutra geral. O plasma é considerado o quarto estado da matéria.
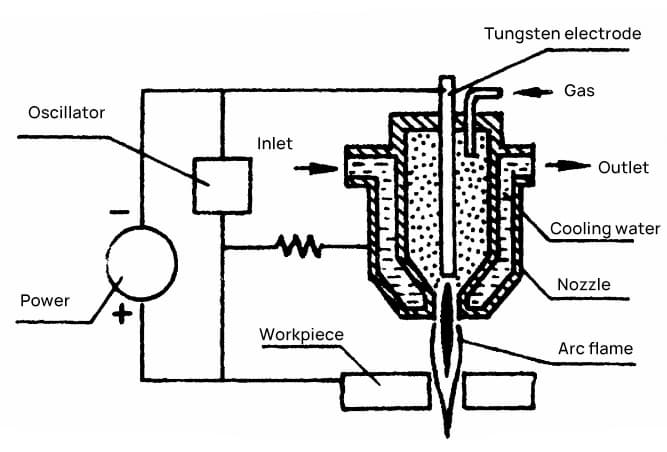
Princípio da geração de arco de plasma:
1. Efeito de contração térmica:
O arco queima entre o eletrodo de tungstênio e o metal que está sendo cortado pelo orifício do bico. O "gás de resfriamento", que circula por um sistema resfriado a água, é introduzido ao redor da periferia do arco, causando um forte resfriamento e reduzindo drasticamente a condutividade da coluna do arco.
Isso aumenta a densidade da corrente, permitindo que a energia de toda a coluna do arco seja concentrada na zona central.
2. Efeito de contração magnética:
Quando a corrente na parte central do plasma atinge um determinado valor, o campo magnético inerente da coluna de arco desempenha um papel significativo na redução adicional da condutividade da coluna de arco e no aumento da temperatura do plasma.
3. Efeito de contração mecânica:
O orifício do bocal resfriado a água restringe o diâmetro da coluna de arco comprimido, aumentando a densidade de energia e a temperatura da coluna de arco.
Princípio de funcionamento do corte a plasma:
Realização de corte a plasma:
Quando a pressão dos três tipos de efeitos de contração e a pressão de difusão térmica dentro do arco de plasma atingem o equilíbrio, um fluxo de plasma de alta temperatura (15.000-33.000°C) e alta velocidade (300-1500m/s) é ejetado do bocal para o componente que está sendo cortado.
Ao entrar em contato com o material de resfriamento, o plasma se recombina imediatamente em átomos ou moléculas e libera energia, fazendo com que o metal na borda de corte se aqueça e derreta rapidamente.
Ao mesmo tempo, o fluxo de partículas em alta velocidade tem uma energia cinética considerável e gera um forte choque mecânico, que remove o metal fundido para obter o corte desejado.
Comparação do corte a plasma com outros métodos de corte
Comparação entre corte a plasma e corte oxicombustível:
Em comparação com o corte oxicombustível, as máquinas de corte a plasma têm a vantagem de usar arcos de plasma para derreter e soprar rapidamente o metal que está sendo cortado, formando o corte desejado.
O corte a plasma tem várias características que o diferenciam do corte com oxicombustível, tais como largura do corteA qualidade das bordas de corte é alta, a velocidade de corte é rápida, a zona afetada pelo calor é pequena e a deformação é reduzida.
O corte a plasma é usado principalmente para materiais que não podem ser cortados por oxicorte, como aço inoxidável, aço de alta liga, ferro fundido, cobre, alumínio, ligas e não-metais.
a. O corte a plasma produz cortes de melhor qualidade:
① O plasma derrete o metal mais rapidamente e concentra o calor em uma área menor, reduzindo as chances de deformação da peça de trabalho.
② O plasma produz superfícies de corte mais suaves com menos escória, o que reduz significativamente a necessidade de processamento secundário.
③ Ao cortar peças de trabalho com espessura inferior a 40 mm, o corte a plasma tem vantagens óbvias sobre o corte a chama em termos de qualidade e velocidade.
b. O corte a plasma é mais eficiente:
① O corte a plasma reduz bastante o tempo de perfuração.
② O uso de um cortador de plasma não exige o pré-aquecimento das peças, o que resulta em processamento direto.
③ Quando materiais de corte Com uma espessura inferior a 40 mm, o corte a plasma tem vantagens óbvias em termos de velocidade. Especificamente, ao cortar peças de 20 mm, um cortador de plasma de 200 A pode atingir uma velocidade de corte de 6 a 8 vezes mais rápida do que o corte por chama.
c. O corte a plasma tem uma gama maior de aplicações:
O plasma pode cortar aço carbono, aço inoxidável, alumínio, cobre e outros metais, enquanto o corte por chama é usado principalmente para aço carbono.
d. A velocidade de corte, a qualidade do corte e os custos operacionais gerais das máquinas de corte a plasma são muito menores do que os do corte a chama, especialmente ao cortar peças com espessura inferior a 40 mm.
Vantagens e desvantagens do corte a plasma
Vantagens do corte a plasma:
Ampla faixa de corte, pode cortar todos os tipos de chapas metálicas. Ao usar diferentes gases de trabalho, ele pode cortar vários metais difíceis de serem cortados por oxicorte, especialmente para metais não ferrosos (aço inoxidável, alumínio, cobre), titânioníquel), com melhores resultados de corte.
Velocidade de corte rápida e alta eficiência. A velocidade de corte pode chegar a mais de 10 m/min. Ao cortar metais com espessura pequena, o corte a plasma é mais rápido, especialmente ao cortar chapas finas de aço carbono, a velocidade pode ser de 5 a 6 vezes mais rápida do que o corte oxicombustível.
A superfície de corte é lisa, com pouca deformação térmica e quase nenhuma zona afetada pelo calor.
Maior precisão de corte do que o corte por chama, o corte subaquático não apresenta deformação e o corte por plasma fino tem maior precisão e menores custos de corte.
Desvantagens do corte a plasma:
A precisão de corte do plasma pode chegar a 1 mm, o que não é tão bom quanto o corte a laser.
No entanto, as máquinas de corte a plasma são mais baratas do que as máquinas de corte a laser, o que as torna vantajosas para o processamento bruto (foram desenvolvidas máquinas de corte de alta precisão).
A forte luz do arco, o ruído e a fumaça gerados durante o corte podem causar poluição ao meio ambiente.
No entanto, Tecnologia CNC e técnicas de corte a plasma subaquático foram desenvolvidas para reduzir os danos aos trabalhadores.
Ideal para cortar chapas de aço de 4 a 30 mm, evitando as desvantagens do corte lento velocidade, grande deformação, derretimento grave da borda de corte e suspensão significativa de escória causada pelo corte oxicombustível.
No entanto, ao cortar chapas grossas, o corte pode ficar em forma de V e exigir uma fonte de alimentação de alta potência, resultando em altos custos de consumo de energia.
Principais recursos dos cortadores a plasma portáteis
Características funcionais:
As máquinas de corte a plasma portáteis têm velocidades de corte rápidas, alta precisão e baixos custos.
A estrutura geral da máquina é razoável, robusta, fácil de operar e durável.
Superfícies de corte pequenas e perfeitas sem escória suspensa, evitando a necessidade de processamento secundário.
Os sistemas CNC de ponta são equipados com ignição automática de arco e desempenho estável.
A precisão do corte atinge padrões excelentes, e a máquina pode ser equipada com fontes de alimentação de plasma da American Hypertherm ou da Feimat.
A máquina também pode ler arquivos de caminho DXF gerados por softwares como o AUTOCAD por meio de software de conversão. O sistema de controle usa uma unidade flash USB para trocar arquivos de processamento, tornando a operação conveniente e rápida.
Características estruturais:
O design estrutural do tipo instrumento é requintado, elegante e bonito.
Ele adota um design de diálogo homem-máquina voltado para a frente e de fácil utilização, o que torna conveniente para os usuários operar o equipamento.
A máquina adota um projeto de estrutura dividida entre o corpo principal e o braço transversal, o que facilita muito a produção, o transporte e as necessidades de embalagem do produto.
O equipamento usa uma estrutura de tubo retangular de cabo de plasma, realizando a integração do cabo de plasma e do braço transversal mecânico, fornecendo as condições necessárias para otimizar o layout razoável do equipamento de processamento do canteiro de obras.
A máquina adota um projeto modular. Ao fazer a manutenção ou o reparo do equipamento, o Sistema CNC e o sistema mecânico podem ser separados, o que facilita muito a manutenção do equipamento.
Características técnicas:
Alta confiabilidade, interferência antiplasma, proteção contra raios e proteção contra surtos.
Grande capacidade de armazenamento de programas de usuário de 32 a 64 milhões.
Interface de operação comutável em chinês/inglês.
Durante o corte a plasma, a máquina aumenta automaticamente o controle de velocidade de corte de canto.
Funções de software avançadas, processos práticos de corte por chama/plasma, especialmente para programas de segmentos de linha pequenos, que podem ser amplamente utilizados em corte de metal, publicidade, arte em ferro, etc.
Exibição gráfica dinâmica, zoom gráfico de 1 a 8 vezes, rastreamento automático de pontos móveis.
Ele pode ler programas de uma unidade flash USB e realizar atualizações de software em tempo hábil.
Biblioteca de gráficos rica e prática incorporada, o que torna a programação simples e fácil de aprender.
Largura de corte: largura de corte efetiva de 0 a 1200 mm
Comprimento de corte: comprimento de corte efetivo de 0 a 2000 mm
Espessura de corte: corte por chama de 6 a 150 mm, corte por plasma de 0,1 a 50 mm (determinado pela potência do plasma)
Principais marcas e modelos de cortadores de plasma portáteis
Visão geral das principais marcas do setor
As marcas de máquinas portáteis de corte a plasma CNC incluem RILAND, Panasonic, Tayor, Lincoln, Hypertherm, Jasic, HG, Time, KENDE, etc. Essas são marcas de máquinas de corte a plasma de renome mundial e a qualidade de seus produtos é tranquilizadora.
Dicas para escolher o modelo certo para suas necessidades
Atualmente, as máquinas de corte CNC portáteis são tecnologicamente maduras e perfeitas, tanto que os clientes podem até mesmo instalá-las e depurá-las por conta própria depois de escolher a marca de sua preferência.
1. As máquinas de corte CNC portáteis oferecem dois métodos de corte: corte a plasma e corte a chama. Ambos os métodos podem ser configurados na mesma máquina de corte compacta.
2. O corte a plasma é o método preferido para cortar chapas finas, pois tem o dobro da velocidade de corte do corte a chama. Portanto, geralmente recomendamos que os clientes escolham os dois métodos de corte ao selecionar uma máquina de corte CNC portátil.
3. As máquinas de corte CNC portáteis são dispositivos de acionamento de um lado, que exigem alta estabilidade em termos de trilhos. Se o material dos trilhos não for bom, isso afetará diretamente o efeito de corte do equipamento. Nós escolhemos perfis de liga de alumínio porque eles têm boa resistência e alta estabilidade.
4. Quando se trata de selecionar um sistema de controle numérico, algumas pessoas acreditam erroneamente que quanto mais avançado e importado for o sistema, melhores serão os resultados.
No entanto, o mais importante é saber se podemos operar e dominar o sistema de forma eficaz.
5. A escolha da fonte de alimentação de plasma é fundamental para o corte a plasma. Às vezes, para aumentar a configuração, muitos fabricantes recomendam aos clientes diferentes marcas de fontes de alimentação de plasma e até dizem para eles escolherem uma importada. Esse é outro mal-entendido.
Para fontes de alimentação de plasma, a espessura do corte adequada para o cliente é apropriada.
Para chapas grossas, é melhor usar o corte por chama, pois não importa o tamanho da fonte de alimentação de plasma, o efeito de corte não é tão bom quanto o do corte por chama.
Para fontes de alimentação de plasma, geralmente recomendo a Huayuan, que tem um bom feedback dos usuários e baixas taxas de serviço pós-venda, embora nossa empresa lide principalmente com fontes de alimentação de plasma. É claro que o preço também é transparente, sem lucro.
6. Evite recomendações extravagantes ao fazer sua seleção e evite adicionar funções desnecessárias que possam parecer úteis, mas que na verdade são redundantes.
Por exemplo, a ignição automática adiciona um custo de menos de 20 yuans, mas requer fiação dentro do nosso feixe e tem uma alta taxa de falhas.
Quando há um problema, não é fácil substituí-lo ou consertá-lo, e ele também ocupa espaço na viga. A solução prática é comprar um dispositivo de ignição automática para um fogão a gás, que é seguro, prático e de baixo custo.
Ao escolher uma máquina de corte CNC portátil, o tabu é escolher uma configuração muito sofisticada ou excessiva, o que pode levar a um investimento excessivo ou a uma funcionalidade inadequada. Nenhuma das duas é uma boa escolha.
Dicas de segurança e práticas recomendadas para o uso de cortadores a plasma portáteis
Procedimentos operacionais seguros
1. Verifique se a conexão entre o host e a viga transversal está conectada de forma confiável.
A. O corte por chama inclui: uma linha de conexão do motor elétrico de elevação; uma linha de conexão de controle da válvula solenoide de oxigênio de corte.
B. O corte a plasma inclui: uma linha de conexão do motor elétrico de elevação; uma linha de início de arco de energia de plasma (essa linha conecta o host de corte à fonte de alimentação de corte a plasma).
2. Verifique a conexão de energia.
A. Ao usar o corte por chama:
Requisitos da fonte de alimentação do host de corte: AC 220V 50/60Hz 1KW.
Verifique se a conexão do plugue de alimentação do host é confiável e se está conectada a uma fonte de alimentação externa.
B. Ao usar o corte a plasma:
Requisitos da fonte de alimentação do host de corte: AC 220V 50/60Hz 1KW.
Requisitos da fonte de alimentação do plasma: AC 220V 50/60Hz.
O requisito de potência da fonte de alimentação para corte a plasma deve estar sujeito à placa de identificação real da fonte de alimentação a plasma usada.
Após a verificação: conecte a fonte de alimentação externa → ligue o interruptor de alimentação no painel traseiro do host de corte.
3. Ajuste do programa (esta etapa é a mesma tanto para o corte com chama quanto para o corte com plasma)
① Transfira o programa feito no computador para o sistema de controle de corte usando uma unidade flash USB. Na interface principal de inicialização do sistema, pressione F3 (editar) → pressione F3 (unidade flash USB) → use os botões (Y+↑) ou (Y-↓) no painel do sistema de controle para encontrar o nome do arquivo a ser transferido para o sistema → pressione F2 (copiar). Em seguida, pressione qualquer seta amarela em qualquer lado de F1-F6 para retornar à interface de inicialização.
② Carregue os arquivos existentes no sistema de controle de corte para uso.
Na interface principal de inicialização do sistema, pressione 3 (editar) → pressione F2 (carregar) + use os botões (Y+↑) ou (Y-↓) no painel do sistema de controle para localizar o nome do arquivo a ser usado para o corte → pressione F2 (carregar).
4. Ajuste dos parâmetros de corte
① Na interface principal de inicialização do sistema, pressione F4 (parâmetros) → pressione F1 (sistema) → use os botões (Y+↑) ou (Y-↓) no painel do sistema de controle para mover a seta "um" para cima e para baixo para selecionar o modelo da máquina. → Pressione (X+一) ou (X-一) para escolher o tipo de corte. → Após a seleção, pressione F6 (armazenar).
② Na interface principal de inicialização do sistema, pressione F4 (parâmetros) → pressione F4 (controle) → use os botões (Y+↑) ou (Y-↓) no painel do sistema de controle para mover para cima e para baixo.
Ajuste cada parâmetro: A configuração dos parâmetros para o corte normal é a seguinte:
Chama
Plasma
Aviso de perfuração da borda: Fechar prompt
Aviso de perfuração da borda: Fechar prompt
Retardo de pré-aquecimento: 3000
Atraso no início do arco: 0100.00
Atraso na elevação da pistola de corte: 00100
Atraso na elevação da pistola de corte: 00000.00
Atraso na descida da pistola de corte: 00000
Atraso na descida da pistola de corte: 00000.00
Atraso na ignição: 00000
Atraso na perfuração: 00100.00
Pistola de corte perfurante litro: 00050
Índice de velocidade de canto: 080%%
Gota da pistola de corte perfurante: 00042
Tempo de subida do posicionamento: 00000.00
Atraso na perfuração: 00000
Compensação da fenda: 00001.00 (metade da fenda real)
Compensação da fenda: 001,0 (metade da fenda real)
Atraso de subida de nível: 00000.00
Raio do arco de canto: 00500,00
Velocidade de descida da curva: 100%
Após ajustar cada parâmetro, pressione F6 (Salvar).
③ Na interface principal da inicialização do sistema, pressione F4 (Parâmetro) → Pressione F2 (Velocidade) para ajustar a velocidade de corte. Os parâmetros específicos são os seguintes:
Velocidade de inicialização: X00100 Y00100
Aceleração: X00100 Y00100
Limite de velocidade manual: X02000 Y02000
Velocidade de processamento: X02000 Y02000
5. Ajuste a forma ou chapa de aço para corresponder ao padrão de corte e à chapa de aço real. (Essa etapa usa chama e plasma).
Alinhe um lado da chapa de aço com o eixo Y da máquina de corte. Use uma régua para medir a distância de ambas as extremidades da chapa de aço perto da máquina de corte até a máquina. Com base na situação específica no local, ajuste a máquina de corte ou a chapa de aço para alinhar um lado da chapa de aço com o eixo Y da máquina de corte.
② Na interface principal da inicialização do sistema, pressione F1 (Auto) → Pressione F4 (Graphics) → Pressione F4 (Process) → Pressione F1 (Rotate) → Em seguida, pressione F1 (X Mirror), 2 (X Mirror), 3 (XY Mirror) ou F4 (Rotation) para fazer com que o ponto inicial do padrão e a interseção da placa de aço correspondam. (Depois de pressionar F4 (Rotação), insira um ângulo de rotação e pressione "OK"). Se o padrão for girado para uma posição indesejada, pressione F6 (Restore) e, em seguida, pressione outro botão entre F1 (X Mirror), 2 (X Mirror), 3 (XY Mirror) ou F4 (Rotation) para processar o padrão até ficar satisfeito. Pressione qualquer seta amarela entre F1 e F6 para voltar ao menu principal.
③ No menu principal, pressione F1 (Auto) → Pressione os botões do painel de controle rotulados como (Y+↑), (Y-↓), (X+→) ou (X-←) para mover o bocal da tocha para a posição correspondente onde o padrão começa a ser cortado na chapa de aço. Pressione qualquer seta amarela entre F1 e F6 para retornar ao menu principal. (Durante operação da máquinaAjuste a altura da tocha usando (S↑) ou (S↓) para evitar que ela toque a chapa de aço).
6. Ajuste a velocidade de corte.
No menu principal, pressione 1 (Auto) → Pressione o botão do painel de controle identificado como (F↑) para aumentar ou (F,) para diminuir a velocidade de corte. A velocidade de corte é exibida no canto superior esquerdo da tela.
Os valores numéricos específicos devem ser ajustados de acordo com a espessura da chapa de aço. Os valores de referência são os seguintes:
Os dados da tabela acima se referem a chapas de aço carbono comuns, e a velocidade de corte de outras chapas de aço carbono é de 1,5 mm. tipos de aço deve ser reduzida de forma correspondente.
7. Verifique se o suprimento de gás é confiável e ajuste a chama ao usá-lo.
A. Ao usar uma chama:
Verifique se os caminhos de fornecimento de gás combustível e oxigênio para a porta de entrada da viga transversal estão firmemente conectados; abra as válvulas de controle de cada gás e ajuste a pressão de fornecimento de gás (a pressão do oxigênio não deve exceder 0,5 e a pressão do gás combustível deve estar em torno de 0,05).
Depois de confirmar que o fornecimento de gás está normal, pressione F1 (automático) na interface de inicialização e, em seguida, pressione (Y+↑), (Y-↓), (X+→-), (X-) para afastar a tocha de corte da chapa de aço. Em seguida, gire as válvulas de controle do gás combustível e do oxigênio de pré-aquecimento na tocha de corte no sentido anti-horário e acenda-as.
Após ajustar a chama de pré-aquecimento, pressione o botão Cutting Oxygen (Oxigênio de corte) no painel do sistema de controle. Nesse momento, a válvula solenoide de controle de oxigênio de corte na tocha de corte se abre.
Em seguida, gire a válvula de controle de oxigênio de corte na tocha de corte no sentido anti-horário e ajuste o oxigênio de corte.
Pressione novamente o botão Cutting Oxygen (Oxigênio de corte) no painel do sistema de controle. Nesse momento, a válvula solenoide de controle de oxigênio de corte na tocha de corte se fecha.
B. Ao usar um plasma:
Verifique se o caminho de fornecimento de gás que fornece ar comprimido (ou nitrogênio) para a fonte de alimentação de plasma está firmemente conectado e abra a válvula de controle de fornecimento de gás. Ajuste a válvula redutora de pressão de gás na fonte de alimentação de plasma de modo que a pressão de fornecimento de gás fique entre 0,4 e 0,5 (a válvula redutora deve ser verificada e drenada com frequência).
Se a fonte de alimentação de plasma for resfriada a água, verifique a água de retorno e o nível de água do tanque de água.
8. Ponto de parada
(1) Falha de energia
Se a energia for desligada repentinamente durante a operação normal, o equipamento e as placas de aço não poderão se mover. Desligue a chama e aguarde o retorno da energia.
Em seguida, acenda a máquina e pressione F1 (automático) na interface de inicialização. Pressione F6 (ponto de interrupção), aguarde o pré-aquecimento e, em seguida, pressione start (botão verde) para continuar o corte.
Se o dispositivo avançar depois de pressionar o botão Iniciar (verde), mas o oxigênio de corte não ligar, pressione Parar (vermelho), depois pressione F3 (voltar) e espere o dispositivo voltar ao ponto de interrupção antes de parar.
Após o pré-aquecimento, pressione o botão de oxigênio de corte no painel uma vez e, em seguida, pressione o botão de início (botão verde) para continuar o corte.
(2) Quando a chapa de aço não pode ser cortada durante o corte:
Se a chapa de aço não puder ser cortada durante o processo de corte, pressione parar (botão vermelho) e pressione 3 (voltar) para voltar à posição em que a chapa de aço não pode ser cortada.
Em seguida, pressione parar. Se tiver recuado demais, pressione F2 (avançar) para voltar à posição correta, depois pressione parar (botão vermelho) e, por fim, pressione iniciar (botão verde) para continuar o corte.
(3) Quando um programa inteiro está na metade e é hora de sair do trabalho:
Durante a operação normal, se for hora de sair do trabalho, mas o trabalho ainda não tiver terminado, pressione pause (botão vermelho), depois pressione F6 (ponto de parada) e desligue a máquina. Durante o próximo turno, se o equipamento ou as chapas de aço tiverem se movido, mova a tocha de corte para o ponto de parada e, se o equipamento ou as chapas de aço não tiverem se movido, acenda a máquina. Pressione F1 (automático) na interface de inicialização, depois pressione F6 (ponto de parada), aguarde o pré-aquecimento e pressione start (botão verde) para continuar o corte.
Se o dispositivo avançar após pressionar o botão start (verde), mas o oxigênio de corte não ligar, pressione stop (botão vermelho), depois pressione F3 (voltar) e aguarde até que o dispositivo volte ao ponto de interrupção antes de parar. Após o pré-aquecimento, pressione o botão de oxigênio de corte no painel uma vez e, em seguida, pressione o botão de início (botão verde) para continuar o corte.
(4) Quando a tocha de corte precisa ser substituída ou tratada durante o corte:
① Pressione stop (botão vermelho) e desligue a chama, substitua ou trate a tocha de corte no ponto de pausa e, em seguida, pressione start (botão verde) para continuar o corte. Se o dispositivo avançar depois de pressionar o botão verde (start), mas o oxigênio de corte não ligar, pressione stop (botão vermelho), depois pressione F3 (voltar) e espere o dispositivo voltar à posição em que a chapa de aço não pode ser cortada antes de parar. Após o pré-aquecimento, pressione o botão de oxigênio de corte no painel uma vez e, em seguida, pressione o botão de início (botão verde) para continuar o corte.
② Pressione stop (botão vermelho) e, em seguida, pressione uma das teclas de direção (Y+↑), (Y-↓), (X+→) ou (X-) para afastar a tocha de corte da chapa de aço antes de desligar a chama. Substitua ou trate a tocha, acenda-a e pressione start (botão verde). Selecione "stop after returning in empty space" (parar após retornar ao espaço vazio) pressionando (Y+↑) ou (Y-↓) e, em seguida, pressione start (botão verde) para continuar o corte.
Se o dispositivo avançar após pressionar o botão verde (start), mas o oxigênio de corte não ligar, pressione stop (botão vermelho) e, em seguida, pressione 3 (back) para voltar à posição em que a chapa de aço não pode ser cortada. Se tiver recuado demais, pressione F2 (avançar) para voltar à posição correta, depois pressione stop (botão vermelho) e aguarde o pré-aquecimento. Pressione o botão de oxigênio de corte no painel uma vez e, em seguida, pressione repetidamente o botão de início (botão verde) para continuar o corte.
(5) Quando o ponto de parada não pode ser encontrado:
Em qualquer caso, se houver várias pausas no meio do corte e o gráfico atual exibido no dispositivo não corresponder ao corte real, use as teclas de direção (Y+↑), (Y-↓), (X+→) ou (X-) para mover a tocha de corte de volta ao ponto inicial do programa. Retorne à interface de inicialização, pressione 3 (editar), pressione F2 (carregar), selecione o programa usando as teclas de direção (Y+↑), (Y-↓), pressione F2 (carregar), pressione F3 (salvar), retorne à interface de inicialização, pressione F1 (automático), pressione F1 (linha vazia) e aguarde até que a tocha de corte atinja a posição correspondente do corte real no gráfico do programa e na chapa de aço. Em seguida, pressione parar (botão vermelho), acenda a máquina e pressione iniciar (botão verde) para continuar o corte.
Se o dispositivo avançar após pressionar o botão verde (start), mas o oxigênio de corte não ligar, pressione stop (botão vermelho) e, em seguida, pressione F3 (back) para voltar à posição em que a chapa de aço não pode ser cortada. Se tiver recuado demais, pressione F2 (avançar) para voltar à posição correta, depois pressione stop (botão vermelho) e aguarde o pré-aquecimento. Pressione o botão de oxigênio de corte no painel uma vez e, em seguida, pressione o botão de início (botão verde) para continuar o corte.
Dicas para obter cortes limpos e precisos
1. Ao operar um equipamento portátil Máquina de corte a plasma CNCSe o operador conseguir dominar com proficiência algumas técnicas de corte, ele obterá o dobro do resultado com a metade do esforço para a eficiência de usinagem da máquina, além de reduzir os danos ao equipamento. A seguir, compartilharemos com você algumas técnicas de corte para máquinas portáteis de corte a plasma CNC.
2. Quando corte de aço placas, tente cortar a partir da borda em direção ao centro, em vez de cortar a partir do centro. Começar pela borda prolongará a vida útil dos consumíveis. O método correto é alinhar o bocal diretamente com a borda da peça de trabalho antes de iniciar o arco de plasma.
Reduzir o tempo de ignição do arco da máquina de corte. O consumo do bocal e da eletricidade é muito rápido durante a ignição do arco. Antes de começar, a tocha deve ser colocada dentro da distância de corte do metal.
3. Não sobrecarregue o bocal para reduzir os danos a ele. A sobrecarga do bocal o danificará rapidamente. A intensidade da corrente deve ser 95% da corrente de trabalho do bocal. Por exemplo, a intensidade de corrente de um bocal de 100A deve ser definida como 9.
4. Calcule antecipadamente uma distância de corte razoável para reduzir o desgaste do equipamento. De acordo com os requisitos das instruções, use uma distância de corte razoável, que é a distância entre o bico de corte e a superfície da peça de trabalho. Ao perfurar, use uma distância que seja o dobro da distância normal de corte ou da altura que o arco de plasma pode transmitir.
Orientação para manutenção e solução de problemas
1. Sistema de controle
O próprio sistema da máquina de corte a plasma portátil é instável: isso ocorre porque alguns fabricantes desenvolvem sistemas operacionais baratos sem recursos relevantes para reduzir os custos, o que resulta no mau funcionamento do equipamento em ambientes industriais adversos. Além disso, a capacidade anti-interferência do sistema da máquina de corte a plasma portátil é fraca: o sistema não só precisa executar tarefas de corte, mas também precisa resistir à interferência do grupo de pulsos de alta frequência e a outras fontes de interferência em ambientes adversos. Além de realizar vários trabalhos preventivos dentro do sistema, as linhas de conexão relacionadas ao sistema devem ser blindadas e isoladas.
2. Operação e uso
A operação incorreta do sistema pelo operador: A operação incorreta também pode causar falha ou mau funcionamento da máquina de corte CNC portátil. A operação correta é: durante o corte normal, não pressione outros botões à vontade.
3. Interferência de alta frequência
Existem fortes fontes de interferência externa: nas fábricas, muitos dispositivos geram uma grande quantidade de grupos de interferência eletromagnética e de pulso, como máquinas de solda, máquinas de corte a plasma, etc. Essas fontes de interferência entrarão diretamente no sistema da máquina de corte e causarão diferentes graus de impacto sobre ele, o que pode destruir o sistema instantaneamente. A máquina de corte CNC portátil deve estar localizada a uma distância ≥10 m das fontes (grupos) de interferência.
Aplicações dos cortadores a plasma portáteis
O corte a plasma, combinado com diferentes gases de trabalho, pode cortar metais que são difíceis de cortar com o corte a oxigênio, especialmente para metais não ferrosos (aço inoxidável, alumínio, cobre, titânio, níquel), resultando em melhores efeitos de corte.
As máquinas de corte a plasma são amplamente utilizadas em vários setores, como automóveis, locomotivas, vasos de pressão, maquinário químico, indústria nuclear, maquinário geral, maquinário de engenharia, estruturas de aço, navios e muito mais.
Os métodos mais comumente usados são o corte a plasma convencional e o corte a plasma a ar.
Conclusão
Em geral, as máquinas portáteis de corte a plasma oferecem uma solução conveniente e universal para o setor de corte de metais. Com sua leveza, portabilidade e facilidade de uso, elas se tornaram a ferramenta preferida dos profissionais de processamento de metal e dos amadores.
Seguindo os conhecimentos descritos neste guia definitivo, você poderá escolher uma máquina de corte a plasma portátil que atenda às suas necessidades e ao seu orçamento e usá-la com segurança e eficácia.
Quer você esteja envolvido em projetos de bricolagem, trabalhos de reparo de pequena escala ou projetos industriais de grande escala, as máquinas de corte a plasma portáteis podem economizar tempo, dinheiro e energia. Portanto, investir em uma máquina de corte a plasma portátil de alta qualidade será uma boa escolha.
Como fundador do MachineMFG, dediquei mais de uma década de minha carreira ao setor de metalurgia. Minha vasta experiência permitiu que eu me tornasse um especialista nas áreas de fabricação de chapas metálicas, usinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou sempre pensando, lendo e escrevendo sobre esses assuntos, esforçando-me constantemente para permanecer na vanguarda do meu campo. Permita que meu conhecimento e experiência sejam um trunfo para sua empresa.
Você já se perguntou como uma máquina pode cortar metal como uma faca quente na manteiga? Bem-vindo ao mundo do corte a plasma! Neste artigo, você explorará como esse poderoso...
Está pensando em comprar uma máquina de corte devido à necessidade de manutenção e reparos frequentes? Ou está envolvido em um projeto que exige um dispositivo de corte de alto desempenho?...
Você já se perguntou quais empresas lideram o mercado de tecnologia de corte a plasma? Este artigo se aprofunda nos 10 principais fabricantes de máquinas de corte a plasma de 2023, destacando suas inovações e...
Você já se perguntou como funciona a soldagem a gás e por que ela é tão importante na engenharia mecânica? Este artigo detalha os princípios, os tipos de chamas de gás e os materiais usados na...
Você já se perguntou como estruturas de aço maciças são cortadas com tanta precisão? O corte a gás, um processo notável, mas muitas vezes desconhecido, revolucionou o setor de fabricação de metais. Neste artigo,...