Calibração do backgauge da prensa dobradeira: Guia passo a passo
Você já se perguntou como garantir uma dobra precisa na metalurgia? A calibração precisa do backgauge da prensa dobradeira é crucial. Este artigo apresenta um guia passo a passo detalhado sobre a verificação e o ajuste do alinhamento da barra de apoio, tanto vertical quanto horizontalmente, e a calibração dos dedos do medidor de apoio. Domine esses procedimentos para manter a precisão de seu equipamento e melhorar a eficiência de sua oficina. Mergulhe de cabeça para aprender as técnicas essenciais de calibração que economizarão seu tempo e evitarão erros dispendiosos.
Se a prensa dobradeira estiver equipada com um medidor de retorno, ele deverá ser calibrado mecanicamente para o centro do punção e da matriz.
Balança de freio de prensa
O backgauge é totalmente calibrado quando entregue e qualquer calibração subsequente só é necessária no caso improvável de os dedos ou a barra do backstop serem forçados a sair da posição.
Além da calibração mecânica, o backgauge deve ser calibrado com o software ETS antes de executar um programa.
I. Verificação do alinhamento da barra do anteparo
1. Plano vertical
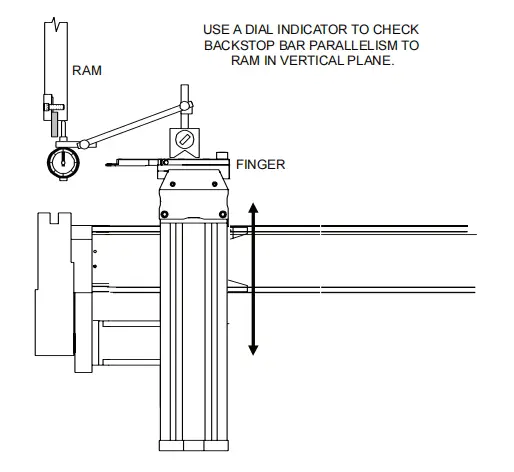
Verificação do alinhamento da barra do anteparo no plano vertical
O procedimento a seguir pode ser usado para testar o paralelismo da barra de apoio com relação ao cilindro no plano vertical:
1. Monte um relógio comparador de base magnética em um dos dedos do backgauge. 2. Coloque os eixos X e R em uma posição que permita que o relógio comparador faça referência à superfície inferior do aríete a partir do dedo. 3. Mova o dedo para uma extremidade da barra de apoio e ajuste o seletor para zero. 4. Mova o dedo para a outra extremidade da barra do medidor e observe o indicador do mostrador. Ele deve permanecer em zero. 5. É permitida alguma coroa, mas o indicador do mostrador deve indicar zero em ambas as extremidades. Se necessário, calibre a barra de apoio seguindo o procedimento indicado na seção abaixo.
2. Plano horizontal
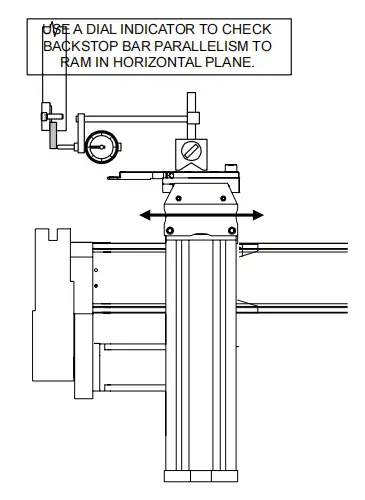
Verificação do alinhamento da barra do anteparo no plano horizontal
O procedimento a seguir pode ser usado para testar o paralelismo da barra de apoio com relação ao cilindro no plano horizontal:
1. Monte um relógio comparador de base magnética em um dos dedos do backgauge. 2. Coloque os eixos X e R em uma posição que permita que o relógio comparador faça referência à superfície traseira do aríete a partir do dedo. 3. Mova o dedo para uma extremidade da barra de apoio e ajuste o seletor para zero. 4. Mova o dedo para a outra extremidade da barra do medidor e observe o indicador do mostrador. Ele deve permanecer em zero. 5. Se necessário, calibre a barra de apoio seguindo o procedimento indicado na seção abaixo.
II. Calibração do backgauge Barras do medidor
Duas barras de calibração são fornecidas com o backgauge.
As barras de calibração são blocos de aço usinados com precisão, com uma dimensão tolerada de 04.000″+.001″ desde o entalhe em "V" até a extremidade chanfrada.
Cada barra do medidor de calibração tem apoio de borracha para evitar danos se for aplicada força excessiva ao posicionar o punção no entalhe em "V" da barra do medidor de calibração.
AVISO
Antes de iniciar qualquer um dos seguintes procedimentos de calibração mecânica do backgauge:
O operador deve estar totalmente familiarizado com o freio de prensa controles e execução de programas
O punção e a matriz devem ter sido instalados e centralizados de acordo com os procedimentos descritos na seção abaixo.
III. Calibração dos dedos
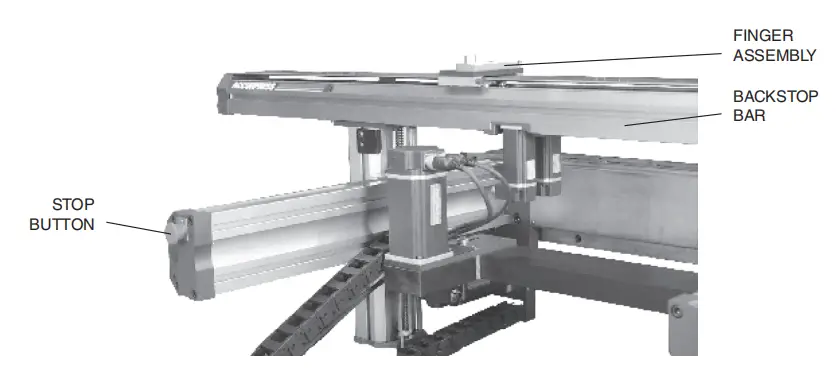
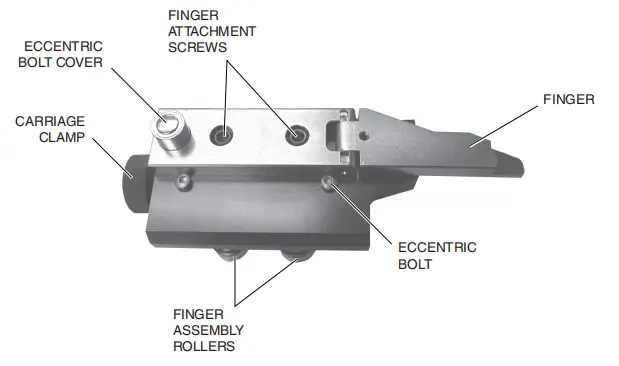
Conjunto de dedos do medidor regressivo premium
Os dedos do backgauge devem ser calibrados sempre que estiverem fora do alinhamento paralelo com a ferramenta.
Se a barra de apoio estiver fora de posição, tanto a barra de apoio quanto os dedos precisarão ser calibrados. É uma boa prática recalibrar os dedos toda vez que o ferramental for trocado.
Esse procedimento garantirá que ambos os dedos estejam à mesma distância da barra de apoio:
1. Defina o modo de operação como JOG e o modo de controle como HAND.
2. Execute "Calibrate Back Gauge" (Calibrar medidor traseiro) no menu principal ou programe e, em seguida, mova o medidor traseiro para a posição de calibração X=04.000″.
3. Coloque duas barras de calibração na abertura da matriz, com vários centímetros de distância e perto do centro do comprimento do punção. Cada barra deve ser colocada de modo que a base de borracha fique sobre a matriz e a extremidade chanfrada fique voltada para o medidor traseiro.
4. Usando os botões de pressão da palma da mão, mova o botão ram de imprensa para baixo até que o punção se encaixe em cada barra do medidor de calibração O entalhe em "V", com força aplicada apenas o suficiente para deformar levemente o suporte de borracha. Verifique se a barra do medidor de calibração está presa com segurança, tentando movê-la manualmente.
5. Ajuste o carro verticalmente até que os dedos estejam na mesma altura das barras do medidor de calibração. O ajuste mecânico do backgauge ocorre atrás do freio de prensa. Portanto, por motivos de segurança, o botão STOP do backgauge deve ser pressionado e mantido em sua posição travada antes de trabalhar na área do backgauge.
Em máquinas com sistema Manual-R, use o volante do carro de medição traseira.
Para máquinas com um sistema Power-R, programe a posição correta.
6. Mova um dedo do medidor de ré para a extremidade de uma barra do medidor de calibração. Em um sistema Manual-Z, solte a braçadeira do carro e deslize o dedo. Em um sistema Power-Z, programe a posição correta.
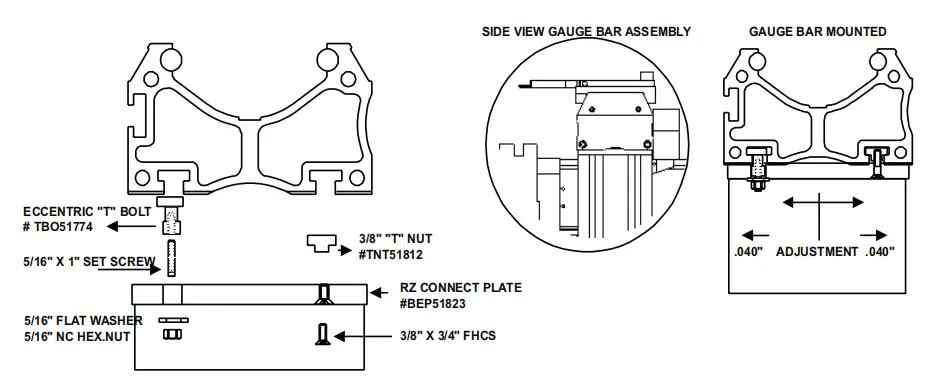
Ajuste o dedo para a posição de calibração:
Com uma chave hexagonal de 5/16″, solte os dois parafusos de cabeça cilíndrica que prendem o dedo ao bloco de dedos.
Retire a tampa de aço da saliência que envolve o parafuso excêntrico na parte traseira do dedo.
Usando uma chave hexagonal de 7/16″, gire o parafuso excêntrico para ajustar o dedo firmemente contra o bloco de calibração. Use uma leve pressão manual para manter o dedo paralelo à borda do bloco de dedos.
7. Mova o segundo dedo do medidor de ré até a extremidade da segunda barra do medidor de calibração e ajuste conforme descrito na etapa 6.
8. Ajuste cada dedo de modo que a pressão de contato entre o dedo e as barras do medidor seja a mesma para os dois dedos.
9. Quando o ajuste estiver concluído, recoloque a tampa do parafuso excêntrico e aperte novamente os dois parafusos.
10. Remova as barras do medidor de calibração e reative o backgauge girando o botão de parada do backgauge 1/4 de volta no sentido horário.
IV. Calibração da barra de apoio
1. Plano vertical
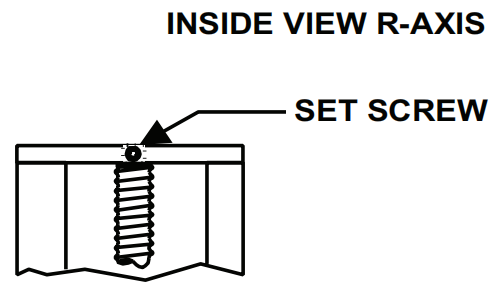
Para ajustar a barra de apoio no plano vertical, comece afrouxando o parafuso de ajuste na placa superior do eixo R.
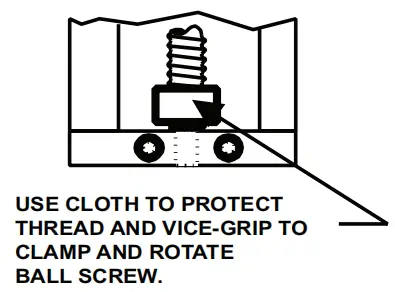
Coloque um pano pequeno ao redor do ponto mais baixo do fuso de esferas e aplique um alicate de pressão sobre o pano, tomando cuidado para não prender ou danificar o fuso de esferas.
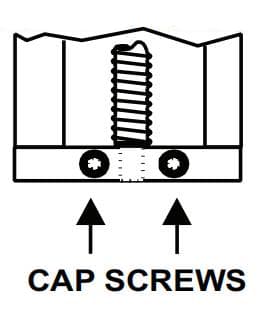
Solte os parafusos de fixação na placa inferior do eixo R e gire o parafuso esférico para ajustar a altura.
Quando o ajuste estiver concluído, aperte o parafuso de fixação e os parafusos de fixação. Remova o cabo de segurança. alicate e pano.
Ajuste do eixo R da barra de apoio
Para ajustar a altura do eixo R, solte o parafuso de ajuste (placa superior).
Coloque um pequeno pano ao redor do ponto mais baixo do parafuso da esfera e aplique um alicate de pressão sobre o pano, apertando-o o suficiente para segurar o parafuso da esfera.
Solte os parafusos da tampa (placa inferior) e gire o parafuso de esferas para ajustar a altura.
Quando o ajuste estiver concluído, aperte o parafuso de ajuste e os parafusos de fixação.
Remova o alicate de pressão e o pano.
2. Plano horizontal
Para ajustar a barra de apoio no plano horizontal, solte as porcas em T e gire os parafusos em T até atingir o paralelismo com o cilindro.
Como fundador do MachineMFG, dediquei mais de uma década de minha carreira ao setor de metalurgia. Minha vasta experiência permitiu que eu me tornasse um especialista nas áreas de fabricação de chapas metálicas, usinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou sempre pensando, lendo e escrevendo sobre esses assuntos, esforçando-me constantemente para permanecer na vanguarda do meu campo. Permita que meu conhecimento e experiência sejam um trunfo para sua empresa.
Os operadores de prensa dobradeira desempenham um papel crucial na formação do mundo ao nosso redor, mas seu trabalho não é isento de riscos. Neste artigo, exploraremos dicas essenciais de segurança do setor...
Suas ferramentas de prensa dobradeira estão se desgastando muito rapidamente? Este artigo aborda as técnicas essenciais de reparo para prolongar a vida útil de suas ferramentas, garantindo o desempenho ideal de suas chapas metálicas...
Você já se perguntou sobre as origens do termo "freio de prensa"? Nesta cativante postagem do blog, embarcaremos em uma fascinante jornada pela história para descobrir as razões por trás...
Você já se perguntou como as chapas metálicas são habilmente dobradas em formas complexas? Este artigo explora seis tipos de processos de dobragem de prensa dobradeira - dobragem, limpeza, dobragem a ar, embutimento, cunhagem e dobragem de três pontos. Você verá...
No vasto mundo da manufatura, uma máquina se destaca: a prensa dobradeira. Com sua capacidade de dobrar e moldar metal com precisão e potência, ela se tornou uma máquina indispensável...
Você já se perguntou o que mantém uma prensa dobradeira CNC funcionando sem problemas? A resposta está no óleo hidráulico. Esse fluido essencial garante o desempenho ideal e a longevidade da máquina. Nosso artigo...
O reparo adequado do cilindro hidráulico de uma prensa dobradeira é fundamental para manter o desempenho e a segurança da máquina. Normalmente, o cilindro hidráulico consiste em um pistão, uma luva, uma haste de pistão e um parafuso....
Já se perguntou como uma prensa dobradeira consegue fazer curvas tão precisas? Este artigo explora o fascinante mundo dos eixos da prensa dobradeira, revelando os segredos por trás de seus papéis e funções. Saiba como...
Já teve dificuldades para definir o comprimento correto do curso da prensa dobradeira? Muitos operadores o fazem, muitas vezes recorrendo à tentativa e erro. Este artigo desmistifica o processo, fornecendo uma fórmula clara para calcular...