Solução de problemas de prensa dobradeira (74 códigos de erro): Problemas e soluções de dobra
Você já se deparou com problemas de dobra em sua dobradeira? Como engenheiro mecânico experiente, já vi minha cota justa de problemas que podem surgir durante o processo de dobra. Nesta postagem do blog, vamos nos aprofundar nos problemas mais comuns de dobra da dobradeira e explorar soluções práticas para ajudá-lo a solucionar problemas e otimizar suas operações de dobra. Seja você um operador experiente ou um novato na área, este artigo fornecerá informações valiosas para melhorar o desempenho da sua dobradeira.
Todo o pessoal que faz manutenção em qualquer parte da prensa dobradeira deve seguir práticas de trabalho seguras:
Certifique-se de que todos os outros funcionários estejam fora da área da matriz (ponto de operação) enquanto a prensa dobradeira estiver em manutenção.
Siga os procedimentos de bloqueio da máquina na fábrica para impedir a operação do freio da prensa durante a manutenção ou solução de problemas.
Coloque placas de aviso de manutenção de equipamentos.
Utilizar equipamentos de proteção individual adequados, conforme exigido pelos requisitos regulamentares.
A equipe de manutenção pode precisar de ferramentas básicas de diagnóstico, como um multímetro elétrico para avaliar problemas de controle elétrico e um medidor de pressão para avaliar problemas hidráulicos.
A equipe de manutenção que utilizar as válvulas direcionais hidráulicas com controle manual deve proceder com extremo cuidado para evitar lesões pessoais ou danos às matrizes, aos interruptores de limite ou aos cilindros hidráulicos, devido ao deslocamento excessivo.
1. O motor de acionamento da bomba hidráulica não dá partida
Causa
Solução
A chave de desconexão da alimentação elétrica da loja está desligada.
Ligue a chave de desconexão.
Desligue as chaves de desconexão da alimentação elétrica da loja.
Ligue a chave de desconexão.
Conexões de fios soltas na fiação do circuito de controle.
Verifique a continuidade da fiação de controle elétrico usando um multímetro e o esquema de controle. Repare conforme necessário.
O fusível do circuito de controle FU1 está queimado.
Verifique a possível causa. Solucione a causa e substitua o fusível.
Verifique a continuidade da fiação de controle elétrico usando um multímetro e o esquema de controle. Repare conforme necessário.
A chave de desconexão principal do freio de pressão está desligada.
2. O motor de acionamento da bomba hidráulica está funcionando, mas o cilindro da prensa não funcionaciclo
Causa
Solução
O controle de RAM está desativado. (A luz de RAM ACTIVE está piscando.)
A configuração do controle não é o modo que está sendo usado. (A luz da mão ou do pé está piscando.)
Altere o modo de controle para a configuração desejada.
A interface operacional dos sistemas CNC é incompatível com o controle elétrico existente.
Selecione o modo de calibração, execução ou controle de terceiros.
O eixo Y (eixo Y) não está calibrado.
Os modos de calibração, execução e controle de terceiros não estão selecionados.
Medidor de retorno (eixo X) não está calibrado.
Calibrar o backgauge.
A configuração dos parâmetros do sistema ETS está incorreta.
Entre em contato com o revendedor/fabricante do sistema CNC.
Consulte a assistência técnica da fábrica para obter os procedimentos de redefinição da configuração do sistema.
A válvula de alívio hidráulico está presa na posição aberta.
A rotação do motor está incorreta.
Conexão solta/fio quebrado no cabo do pedestal de controle do operador ou blocos de contato elétrico com defeito.
Verifique a continuidade elétrica do pedal até os solenoides DOWN. Repare conforme apropriado.
Verifique a sequência de fases na conexão da tensão de alimentação principal para desconectar a chave. Certifique-se de que a sequência seja: 1-2-3, vermelho-preto-branco)。
Interruptor de limite de inércia com defeito ou conexão elétrica solta/quebrada.
Tente fazer o ciclo do ram de imprensa para baixo usando os controles de substituição manual da válvula hidráulica. Se não houver movimento do cilindro, remova o cartucho da válvula de alívio e inspecione os anéis O-ring e os carretéis deslizantes quanto a defeitos ou obstruções.
A válvula de alívio hidráulico está presa na posição ABERTA.
Conexão solta/fio quebrado no cabo do pedestal de controle do operador ou blocos de contato elétrico com defeito.
3. O cilindro de pressão fará um ciclo descendente apenas em velocidade lenta
Causa
Solução
A posição de mudança de velocidade não está definida corretamente.
A configuração ideal para a mudança de velocidade é no contato do punção com a peça que está sendo formada.
O solenoide DOWN da válvula de alto volume está com defeito.
Verifique a continuidade elétrica para e no solenoide. Repare conforme apropriado.
4. O carro hesita/para no ponto de mudança de velocidade ou no contato da peçaponto
Causa
Solução
A válvula de alívio de alta pressão não está mantendo a configuração de pressão de alívio predefinida.
O cilindro da prensa está caindo livremente mais rápido do que o sistema pode fornecer óleo para o cilindros hidráulicos.
A válvula de alívio de alta pressão não está mantendo a configuração de pressão de alívio predefinida.
Remova o conjunto do cartucho de alívio de alta pressão do bloco do coletor e inspecione os anéis O-ring quanto a danos. Verifique o carretel deslizante central para confirmar a funcionalidade da válvula. Limpe com solvente e ar comprimido para remover quaisquer partículas estranhas. Reinstale e teste a válvula.
5. Pressionar ram não retornará ao limite superior do programa
Causa
Solução
O modo de controle está definido como JOG.
Verifique a continuidade elétrica do pedestal de controle do operador até os solenoides de subida. Repare conforme apropriado.
Conexão solta/fio quebrado no cabo do pedestal de controle do operador ou bloco de contato elétrico com defeito.
Verifique a continuidade elétrica do pedestal de controle do operador até os solenoides de subida. Repare conforme apropriado.
A chave de limite superior do aríete está presa ou danificada na posição ativada.
Verifique a funcionalidade mecânica e a continuidade elétrica do interruptor de limite. Repare conforme apropriado.
6. O êmbolo da prensa não para no ponto de dobra
Causa
Solução
Mau funcionamento da válvula hidráulica direcional.
Ative manualmente as substituições para verificar a funcionalidade mecânica da válvula piloto. Certifique-se de que não haja nenhuma obstrução no carretel piloto ou nas molas de centralização do carretel da válvula.
7. O carro para e/ou dá ré antes de desenvolver a tonelagem total oucompletando a curva
Causa
Solução
A configuração do ponto de curvatura do programa está incorreta.
Verifique o visor de tonelagem e ajuste para uma tonelagem maior.
Uma carga excessiva fora do centro está causando a ativação da chave de limite de segurança de torção.
Mova a peça que está sendo formada para mais perto do centro do leito da prensa.
Verifique o ponto de dobra do programa para ver se o cilindro de pressão atinge a posição registrada.
Mova a peça que está sendo formada para mais perto do centro da mesa de prensagem.
O controle de tonelagem está ajustado muito baixo para concluir a dobra.
A configuração da posição de mudança de velocidade lenta está incorreta.
8. O visor de tonelagem da prensa mostra a tonelagem total, mas a prensa falhapara completar a curva
Causa
Solução
Peças propriedades do material são incompatíveis com a configuração da prensa dobradeira e da matriz.
As propriedades do material da peça são incompatíveis com a configuração da prensa dobradeira e da matriz.
9. O backgauge não avançará para a próxima etapa do comprimento do flange
Causa
Solução
Confirme se as etapas do programa de backgauge refletem os requisitos do trabalho.
Verificar ou modificar a dimensão do programa de etapas do backgauge.
A dimensão da posição do backgauge por etapa não está programada.
A dimensão da posição do backgauge por etapa não está programada.
O botão STOP está desligado.
Reposicione o botão STOP do medidor de ré para ON (ligado) (1/4 de volta no sentido horário)。
10. O sistema hidráulico está superaquecendo
Causa
Solução
Teste a vazão e a pressão da bomba em um centro de serviços hidráulicos. Se essas instalações não forem convenientes, o cartucho de alta pressão "P2" pode ser removido e examinado quanto a danos mecânicos e desgaste. Substitua o cartucho ou a bomba completa, conforme necessário.
Teste a vazão e a pressão da bomba em um centro de serviços hidráulicos. Se essas instalações não forem convenientes, o cartucho de alta pressão "P2" pode ser removido e examinado quanto a danos mecânicos e desgaste. Substitua o cartucho ou a bomba completa, conforme necessário.
Verifique se o ponto de mudança de velocidade da prensa dobradeira está acima do material a ser formado e se o indicador de tonelagem está registrando dentro da tonelagem nominal.
O operador está continuamente tentando formar peças acima da capacidade da prensa dobradeira.
A válvula de alívio de alta pressão do sistema hidráulico está aliviando prematuramente.
O elemento de acoplamento entre o motor elétrico e a bomba hidráulica está desgastado ou desintegrado.
Remova o conjunto do cartucho de alívio de alta pressão do bloco do coletor e examine os anéis O-ring quanto a danos. Empurre o carretel deslizante central para confirmar a funcionalidade da válvula. Limpe com solvente e ar comprimido para remover quaisquer partículas estranhas. Reinstale e teste a válvula.
O cartucho da bomba de alta pressão está com defeito ou desgastado, resultando em perda de fluxo e pressão.
Remova o conjunto do cartucho de alívio de alta pressão do bloco do coletor e examine os anéis O-ring quanto a danos. Empurre o carretel deslizante central para confirmar a funcionalidade da válvula. Limpe com solvente e ar comprimido para remover quaisquer partículas estranhas. Reinstale e teste a válvula.
Inspecione e substitua conforme necessário.
11. A bomba hidráulica é barulhenta
Causa
Solução
O nível do fluido hidráulico está baixo.
Verifique o nível do fluido quando o êmbolo da prensa estiver na posição para cima. Se necessário, adicione fluido até que esteja visível no visor.
O filtro de sucção da entrada da bomba está entupido ou obstruído.
Verifique a condição do fluido. Substitua o filtro hidráulico, o fluido e o filtro hidráulico conforme necessário.
A tubulação de entrada hidráulica ou as conexões estão soltas, fazendo com que a bomba ingira ar.
Verifique se há desgaste ou danos na vedação do eixo. Substitua se necessário.
Verifique as conexões da tubulação, o anel O-ring na bomba para o flange de entrada e aperte os parafusos do flange de entrada.
Verifique se há desgaste ou danos na vedação do eixo. Substitua se necessário.
12. Os modos de operação não alternam para a próxima configuração
Causa
Solução
A chave seletora EDIT está definida como LOCK.
Verifique o procedimento operacional escrito do trabalho e modifique o modo de operação para verificar a conformidade.
13. O medidor CNC está inoperante / com mau funcionamento
Causa
Solução
Interface de medição CNC incorreta
Verifique a documentação e a instalação da interface. Entre em contato com a assistência técnica da fábrica para confirmar os requisitos da interface da prensa dobradeira.
14. O motor principal da prensa dobradeira não pode ser iniciado
Causas:
O circuito de partida do motor principal pode apresentar mau funcionamento devido a vários fatores, inclusive falha ao liberar o botão de parada de emergência, conexões de cabo soltas ou ausência de energia de controle de 24 V.
Além disso, os componentes relacionados ao sistema de partida do motor principal, como relés térmicos, disjuntores e contatores CA, podem apresentar mau funcionamento ou ser danificados, levando a uma falha no circuito de partida.
Problemas de energia;
Soluções:
Verifique se o circuito de partida do motor principal da parada de emergência não está liberado, se há fiação solta, se há energia de controle de 24V;
Para determinar a causa da falha do circuito de partida do motor principal, é necessário inspecionar os componentes do circuito de partida quanto à proteção contra sobrecarga. Se houver, é importante analisar os motivos da sobrecarga e verificar se os componentes foram danificados.
Verifique se a alimentação trifásica está normal;
15. O êmbolo da prensa dobradeira não pode ser abaixado rapidamente
Causas:
O ajuste do trilho do aríete está muito apertado;
O eixo do backgauge não está no lugar;
O aríete não está na posição de ponto morto superior;
Os sinais do pedal não entraram no módulo;
O mau funcionamento da válvula servo proporcional;
Soluções:
Verifique se o trilho do carneiro é adequado;
Para solucionar o problema, é necessário verificar se há um cursor para a posição real do eixo X no controlador ou verificar se o valor de programação do backgauge e o valor real correspondem na interface manual.
No controlador, o estado do eixo Y deve ser definido como "1". Se estiver definido como "6", é necessário verificar as coordenadas reais do eixo Y. O valor deve ser menor que a diferença entre o eixo Y e sua posição de retorno.
De acordo com os esquemas elétricos, verifique se os sinais de entrada do pedal estão normais;
Verifique se o feedback da válvula servo proporcional está normal;
16. O cilindro da prensa dobradeira não consegue dobrar ou a velocidade de dobra é muito lenta
Causas:
A RAM não está no ponto de conversão de velocidade;
O conjunto de parâmetros de flexão do eixo Y não é bom;
A pressão não é suficiente, como programação, configurações de parâmetros da máquina-ferramenta, hidráulica;
Soluções:
Verifique se o estado do eixo Y de "2" para "3", o valor real do eixo Y deve ser maior do que o valor do ponto de conversão de velocidade; caso contrário, será necessário ajustar os parâmetros da parte de avanço rápido;
Reajuste parte dos parâmetros de flexão do eixo Y;
Para diagnosticar melhor o problema, é importante verificar se a operação de programação está incorreta, se as configurações dos parâmetros estão erradas ou se há problemas hidráulicos. Para isso, você pode usar um manômetro e um multímetro para detectar a pressão principal e o sinal da válvula de pressão proporcional. Em seguida, verifique se a válvula de pressão proporcional e a válvula principal estão emperradas, inspecione o filtro e o óleo e, por fim, verifique a bomba e seu acoplamento.
Não é possível retornar sem carga, talvez o problema do parâmetro ou falha hidráulica;
Não é possível retornar durante a dobra, o ângulo da peça de trabalho não atende ao valor definido;
Não é possível retornar durante a dobra, o ângulo da peça de trabalho excedeu o valor definido;
Soluções:
Para resolver os problemas do eixo Y, é importante depurar os parâmetros do eixo Y e os parâmetros de flexão com base nas condições reais. Se o ganho for muito pequeno, o aríete pode não se dobrar adequadamente ou não se dobrar, e se for muito grande, o aríete pode tremer. Os parâmetros devem ser ajustados para que o aríete não trema ou tenha um ganho um pouco maior.
Além disso, as configurações de polarização da válvula esquerda e direita também podem precisar ser ajustadas durante o procedimento de diagnóstico. Se o eixo Y for muito pequeno, talvez não consiga alcançar sua posição e, se for muito grande, talvez não consiga descarregar. Em caso de falha hidráulica, é necessário verificar a pressão principal e verificar se a válvula PV S5 foi colocada na posição de potência.
É possível que a configuração de ganho do parâmetro do eixo Y seja muito pequena, o que pode ser aumentado adequadamente. Como alternativa, a pressão pode não ser suficiente, e é necessário analisar o motivo da falta de pressão. Isso pode ser devido a fatores hidráulicos ou de programação.
Os fatores de programação incluem a seleção do molde, a espessura da placa, o material, o comprimento da peça de trabalho, o método de dobra, etc. Por outro lado, os fatores hidráulicos incluem vazamento da bomba hidráulica, contaminação ou danos à válvula de pressão proporcional, um filtro bloqueado ou óleo contaminado.
Principalmente os motivos de programação e operação, verifique o programa e a peça de trabalho;
18. O movimento do carneiro não é bom
Causas:
O aperto do trilho do carneiro não é adequado;
Porca de travamento do carneiro solta;
Os parâmetros da máquina precisam ser ajustados;
O ganho e os pontos zero no amplificador da servoválvula proporcional precisam ser ajustados;
A pressão da válvula de contrapressão pode estar incorreta ou desequilibrada entre os dois lados. Se a configuração da contrapressão for muito pequena, o aríete pode diminuir lentamente e tremer durante a operação. Um desequilíbrio na contrapressão entre os dois lados pode fazer com que o aríete se torça durante a operação.
Soluções:
Reajuste a folga da guia;
Se a porca de travamento e o parafuso estiverem muito frouxos, será necessário substituí-los;
Se houver uma curva de referência, ela deverá ser ajustada de acordo com a curva de referência;
Somente as válvulas BOSCH e REXROTH podem ser ajustáveis, mas é preciso ter cuidado;
Use medidores de pressão para ajustar a pressão da válvula de contrapressão e deixe os dois lados consistentes;
19. O motor principal para automaticamente, relé de aquecimento, proteção do disjuntor
Causas:
A válvula de pressão proporcional, a válvula principal estava emperrada, a máquina estava em estado de aumento de pressão;
O plugue do filtro está bloqueado, o movimento do óleo não é suave, a pressão da bomba está alta;
O uso do petróleo por muito tempo foi contaminado;
Qualidade ruim do óleo;
Disjuntores, problemas de sucessão térmica, não atingem a corrente nominal;
A falha na saída de pressão controlada pelo sistema e o envio do sinal errado fazem com que a válvula de pressão proporcional funcione o tempo todo;
Soluções:
Limpeza da válvula de pressão proporcional e da válvula principal;
Substitua o filtro e verifique o grau de poluição do óleo;
I3, substitua imediatamente o filtro de óleo;
Substituído pelo óleo recomendado;
Substitua o disjuntor e a chave de superaquecimento;
Verifique a saída do sistema;
20. A válvula hidráulica está emperrada
Causas:
O uso do petróleo por muito tempo foi contaminado;
Baixa qualidade do óleo;
A pele de borracha na boca do tanque de óleo está envelhecendo;
Soluções:
Substitua o óleo na hora certa;
Substitua o óleo recomendado;
Substitua a folha de borracha resistente a óleo;
21. Diminuição do cilindro do freio de prensa
Causas:
Válvula de contrapressão, a válvula de elevação está suja ou danificada;
A contrapressão é pequena;
Tensão no colo de Glyd, desgaste;
Parede interna do cilindro danificada;
Se o aríete parar em qualquer posição e diminuir lentamente, se em 5 minutos cair menos de 0,50 mm, então está normal, esse fenômeno é causado principalmente pelas características do óleo hidráulico;
Soluções:
Limpar a válvula de contrapressão, levantar a válvula e, se houver danos, substituí-la;
Reajuste a pressão na válvula de contrapressão de acordo com o padrão;
Substitua o anel Glyd e verifique as causas de tensão e desgaste do anel Gglyd;
Geralmente, devido à poluição por óleo, substitua o cilindro e o anel de vedação;
A contrapressão em ambos os lados é inconsistente; a configuração da contrapressão pode estar alta;
Soluções:
Ajuste a contrapressão para o valor especificado, para manter a consistência;
23. A RAM está esperando muito tempo no ponto de transição de velocidade
Causas:
Vazamento na porta de sucção do tanque;
Falha na válvula de enchimento, como a má instalação que leva ao travamento do núcleo da válvula ou a tensão da mola não é suficiente;
O conjunto de parâmetros do eixo Y não é bom;
Soluções:
Verifique a vedação da folha de borracha e reinstale a tampa aqui;
Verifique a instalação da válvula de enchimento, verifique o funcionamento do núcleo da válvula e verifique a tensão da mola;
Ajuste os parâmetros do eixo Y;
24. O comprimento e os ângulos de flexão da peça de trabalho mudam muito
Causas:
A configuração do parâmetro de inércia da máquina não é adequada;
material da folha;
Soluções:
Reajuste os parâmetros de inércia da máquina;
Verifique o material da folha;
25. Quando a peça de trabalho tem uma curvatura em vários sentidos, o tamanho do erro cumulativo tem erros muito grandes
Causas:
A peça de trabalho tem muitas etapas de dobra, resultando em um grande erro de acumulação;
Ordem de dobra não razoável;
Soluções:
Faça o ajuste fino da precisão de cada curva para que o ângulo fique o mais distante possível da diferença negativa e o tamanho seja o mais preciso possível;
Se possível, ajuste a sequência de dobra;
26. A pressão calculada automaticamente a partir do controlador de freio de prensa é maior do que a impedância da matriz
Causas:
A seleção de matriz inferior durante o modo de programação não é razoável;
O conjunto de impedância do molde não está correto;
O método de dobra de programação foi escolhido incorretamente;
Os parâmetros constantes da máquina são modificados, como parâmetros de material e seleção de unidades;
Soluções:
Deve selecionar o ferramentas de freio de prensa de acordo com a relação entre a espessura da placa e a largura da fenda V da matriz inferior;
O conjunto correto de impedância do molde;
Verifique o programa;
Verifique os parâmetros constantes da máquina-ferramenta;
27. Ao programar a flexão de arcos circulares grandes, o sistema é calculado como lento ou inoperante
Causas:
O valor programado do valor X excede o valor máximo do eixo X no parâmetro;
Soluções:
Verifique o programa;
28. A temperatura do óleo hidráulico da prensa dobradeira está muito alta
Causas:
Falha hidráulica, como bloqueio do filtro, poluição do óleo, deterioração, etc;
Longas horas de trabalho sob alta pressão;
Soluções:
Verifique o filtro, o óleo e, se necessário, substitua-o;
Verifique os motivos das longas horas de trabalho sob alta pressão, se são as necessidades reais ou outros motivos;
29. Os ângulos da peça de trabalho fabricada não são precisos
Causas:
Se o erro for muito grande, pode ser um erro de programação, afrouxamento da conexão do êmbolo, falha da régua de grade;
Se houver um pequeno erro, você pode corrigir os parâmetros no controlador, depois que a emenda funcionar de forma estável, então está normal;
O ângulo instável, que muda com frequência, pode ser causado pela soltura do êmbolo, falha da régua da grade e materiais metálicos;
Soluções:
Para solucionar o problema, é importante revisar os procedimentos de operação e concentrar-se em verificar se o molde, o material, a espessura, o comprimento da peça e o modo de dobra nos procedimentos correspondem à operação real. Além disso, é importante inspecionar se a conexão do cilindro está segura e se a conexão da grade está firme.
Pequenos erros durante a operação podem ser causados por diversos fatores, como diferenças entre a espessura do material programado e a espessura real usada, uniformidade do material, desgaste do molde e motivos relacionados ao operador.
Para determinar a causa do problema, é necessário verificar a precisão do reposicionamento do eixo Y. Além disso, inspecione se a conexão do cilindro e a conexão da grade estão normais. Se estiverem normais, o problema pode ser causado pelo material da placa.
30. O tamanho da peça fabricada não é preciso
Causas:
As mudanças frequentes no tamanho da instabilidade podem ser causadas por fatores como a fonte de alimentação da máquina de prensa dobradeira, o servoacionamento, o codificador do servomotor e os cabos relacionados, os sistemas, a conexão mecânica do parafuso e a correia dentada (roda).
Os desvios estáveis no tamanho são causados, na maioria das vezes, pelo paralelismo e pela retidão da viga do backgauge e o paralelismo e o grau vertical do batente traseiro.
Ao posicionar usando a borda de dobra, se o ângulo de dobra for maior que 90 graus, isso pode resultar em uma pequena distância de posicionamento.
Soluções:
É importante verificar a precisão do posicionamento repetido do eixo do backgauge, que geralmente deve ser inferior a 0,02 mm. Se houver um desvio significativo, é necessário identificar os possíveis fatores e resolvê-los. Se o problema for causado pelo servoacionamento, pelo codificador do servomotor ou pelo controlador, é melhor procurar a assistência do fabricante de freio de prensa.
Para resolver o problema, é importante verificar primeiro o paralelismo e a retidão da viga e, em seguida, verificar o paralelismo e o grau vertical do batente traseiro.
Se o posicionamento for feito usando a borda de dobra, é recomendável garantir que o ângulo de dobra não exceda 90 graus.
31. A peça de trabalho se deforma na posição de flexão após a flexão
Causas:
A causa da deformação se deve principalmente à alta velocidade de dobra, o que faz com que a mão não acompanhe a deformação de dobra da peça de trabalho.
Soluções:
Para resolver o problema, é necessário reduzir a velocidade de dobra e garantir que as mãos se movam em conjunto com a peça de trabalho.
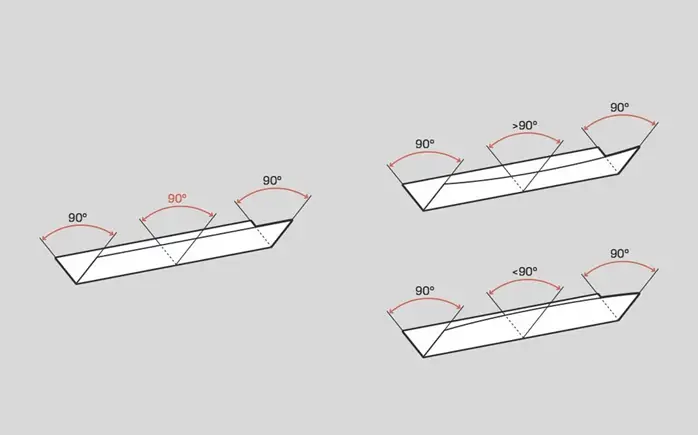
32. O ângulo de flexão da peça de trabalho longa não é consistente
Causas:
O problema pode ser causado por inconsistências na espessura do material, sendo que uma extremidade é grossa e a outra é fina.
O problema pode ser causado por uma altura inconsistente do punção, com uma extremidade mais alta do que a outra.
O problema pode ser causado por um bloco intermediário irregular.
Soluções:
Por favor, envie seu feedback para Corte a laser e garantir que seja dada a devida atenção à seleção de materiais. Além disso, substitua o punção do freio da prensa e ajuste o bloco intermediário conforme necessário.
33. Às vezes, a peça de trabalho será deformada durante a Flexão em Z
Causas:
Durante o processo de dobra, a extremidade traseira da peça de trabalho sobe ao longo da curva e entra em contato com o dedo traseiro, fazendo com que ela fique presa. Como resultado, a peça de trabalho fica deformada após o processo de flexão.
Soluções:
Adote a função de tração traseira da tampa traseira.
34. A borda do orifício quadrado no meio do chapa metálica está muito próximo da linha de dobra, o que faz com que a peça de trabalho não possa ser completamente dobrada.
Causas:
A distância da borda da peça de trabalho até o linha de dobra é menor que a metade do tamanho da abertura em V na matriz, o que torna impossível dobrá-la.
Soluções:
Lixe o material até a linha de dobra.
Pressione a linha de dobra primeiro e, em seguida, dobre-a.
35. Há um furo na peça de trabalho e ele está muito próximo da linha de dobra. O furo será deformado se for dobrado diretamente.
Soluções:
Pressione a linha primeiro e depois dobre.
Recorte uma linha no posição de flexão com um cortador a laser para evitar a extração de material.
Se a produção envolver pequenos lotes e exigir bom acabamento, recomenda-se usar uma máquina de corte a laser para fazer furos e dobrar. Por fim, conclua todo o processo de expansão.
36. O tamanho pequeno da dobra dificulta o posicionamento e o punção pressiona facilmente o dedo de trás
Causas:
O tamanho da dobra está dentro do intervalo da distância da linha central da abertura em forma de V na matriz até a borda da peça de trabalho, o que dificulta o posicionamento se a matriz for instalada em sua orientação normal. Se for instalada ao contrário, o punção pressionará o dedo traseiro.
Soluções:
Para evitar a perfuração, instale a matriz ao contrário e coloque uma gaxeta na frente da tampa traseira, fazendo com que ela recue.
Se o tamanho da outra extremidade for preciso, é possível realizar o posicionamento nesse local. É importante lembrar-se de instalar a matriz na posição inversa.
37. O flange de flexão não é reto e o tamanho é instável
Causas:
As linhas de prensa e a pré-curvatura não foram levadas em consideração durante o processo de projeto.
A força da prensa é insuficiente.
O desgaste angular nas matrizes convexas e côncavas é assimétrico ou a força de flexão é desigual.
Ao dobrar com pressão elástica e posicionar com furos, a parte externa do cotovelo pode ser puxada devido ao atrito entre a superfície côncava da matriz e a superfície externa das peças, causando a deformação dos furos de posicionamento.
Soluções:
Adotar flexão de forma
Aumentar a pressão da placa ejetora
Para evitar o deslizamento das peças durante a dobra, adicione alguns pontos duros ou grãos à placa ejetora para aumentar a força de atrito.
41. A superfície curva foi espremida mais fina
Causas:
O ângulo redondo da matriz côncava é muito pequeno
O espaço entre as matrizes convexa e côncava é muito pequeno
Soluções:
Aumentar o raio da matriz côncava
Corrigir a lacuna entre as matrizes convexas e côncavas
42. A face final da peça de trabalho está abaulada ou irregular
Causas:
Durante a flexão, a superfície externa do material é puxada em uma direção circular, causando deformação por contração, enquanto a superfície interna é pressionada em uma direção circular, resultando em deformação por alongamento. Isso faz com que a superfície da extremidade de flexão fique protuberante ao longo da direção da flexão.
Soluções:
O punção deve estar sob pressão suficiente no estágio final da estampagem
Faça o raio da matriz côncava correspondente ao canto externo das peças
Melhoria adicional do processo
43. A parte inferior da peça côncava é irregular
Causas:
O material em si é irregular
A área de contato entre a placa superior e o material é pequena ou a força de ejeção do material é insuficiente
Não há necessidade de dispositivo de ejeção na matriz côncava
Soluções:
Materiais de nivelamento
Ajuste o dispositivo de ejeção para aumentar a força do ejetor
Adicionar dispositivo ejetor ou calibração
Adicionar procedimento de remodelagem
44. Deslocamento do eixo de dois furos opostos um ao outro após a flexão
Causas:
O material é devolvido e muda o ângulo de flexão de modo que a linha central fique desalinhada.
Soluções:
Adicionar procedimento de calibração
Melhorar matriz de dobra estrutura para reduzir a resiliência do material
45. A precisão da posição do furo não pode ser garantida após a dobragem
51. Ao dobrar a forma Z com uma máquina de dobra CNC, algumas peças serão deformadas
Causas:
Isso se deve principalmente ao fato de a peça de trabalho se dobrar para cima, atingir o batente traseiro e ser comprimida, o que leva à deformação.
Soluções:
Puxe para trás o medidor traseiro.
52. O tamanho da dobra é pequeno, o posicionamento é ruim, o molde é fácil de pressionar o medidor traseiro
Causas:
A matriz inferior não pode ser posicionada durante a distância da linha central V até a borda da matriz.
Soluções:
Instale o molde de outra forma. Adicione uma gaxeta (não mais do que 3t) antes do medidor traseiro, de modo que o medidor traseiro possa evitar o molde superior.
Se o tamanho da outra extremidade for ≧ 3, também é possível fazer a outra extremidade ficar e instalar o molde inferior de outra forma.
53. Um espaço muito grande entre o aríete e o trilho-guia produz um som anormal.
Causas:
Esse tipo de mau funcionamento se deve ao uso prolongado dos trilhos e ao aumento da folga causada pelo desgaste.
Soluções:
É necessário verificar o grau de desgaste da placa guia, para determinar se a placa do trilho deve ser substituída, dependendo do grau de desgaste, e reajustar a folga para atender aos requisitos.
54. Falha na transmissão do medidor traseiro.
Causas:
A transmissão de marcha à ré falha porque o eixo de acionamento está desengatado da correia dentada da polia dentada ou a correia está escorregando.
Soluções:
Esse mau funcionamento requer a remontagem da corrente e da correia dentada e, em seguida, a verificação da seção elétrica.
55. Desalinhamento paralelo excessivo entre o trilho-guia da viga transversal do medidor traseiro e a linha central do molde.
Soluções:
Essa falha precisa liberar o eixo "X" correia sincronizadaAjuste novamente a faixa de tolerância de paralelismo e reinstale a correia sincronizada.
56. O cilindro e a conexão do cilindro se soltam, fazendo com que o ângulo de curvatura não seja preciso ou que a máquina não consiga encontrar o ponto de referência.
Soluções:
Esse tipo de falha exige uma nova verificação do aríete apertado e da porca de conexão do cilindro.
Verifique se a bobina solenoide da válvula de alívio proporcional está ligada. Se a tensão da bobina eletromagnética atende aos requisitos. Pelos motivos acima, verifique as peças elétricas relevantes.
Verifique se a válvula do cartucho está presa ou se o carretel principal está preso, bem como se há entupimento do orifício úmido. Se esse for o motivo, remova a válvula de alívio e limpe-a.
modulação de fase de energia trifásica, resultando na inversão do motor.
58. A velocidade do carneiro passa de rápida para lenta, pausa muito longa.
Soluções:
Verifique se a superfície do óleo do tanque está muito baixa e se a boca de enchimento não foi inundada. Ao avançar rapidamente, a câmara do cilindro se enche de líquido e ar, o que leva a um enchimento insuficiente. Pelas razões acima, o óleo do tanque pode ser adicionado ao tanque de enchimento 5 mm acima da boca de enchimento até que ele seja completamente inundado.
Verifique se a velocidade de avanço rápido está muito rápida, causando enchimento insuficiente. Pelos motivos descritos acima, você pode reduzir a velocidade de avanço rápido modificando os parâmetros do sistema.
Verifique se a válvula de enchimento está completamente aberta, se for por causa da poluição por óleo, de modo que a atividade do carretel da válvula não seja flexível e o problema de travamento leve a um enchimento insuficiente de óleo. É necessário limpar a válvula de enchimento e reinstalá-la, tornando o carretel flexível.
59. O Ram retorna normalmente, o avanço rápido é normal, o manual não consegue desacelerar, a flexão é fraca.
Soluções:
Verifique se a válvula de reversão, que controla o circuito de óleo, está funcionando corretamente. Se estiver, isso faz com que a válvula de enchimento não esteja fechada, de modo que a câmara superior e a porta de enchimento do tanque conectadas não consigam aumentar a pressão. O motivo pelo qual a válvula não está funcionando corretamente é que ela não está energizada ou está presa.
Verifique se a válvula de enchimento está presa; se estiver, limpe a válvula de enchimento e reinstale-a, para que o carretel fique flexível.
60. A velocidade de retorno do carneiro é muito lenta.
Causas:
O mau funcionamento, como a alta pressão de retorno, deve-se principalmente ao fato de a válvula de enchimento não estar aberta. Esse fenômeno é exatamente contrário à lógica do mau funcionamento acima 3.
Soluções:
Isso pode ser resolvido consultando a solução do mau funcionamento 3.
61. Depois de iniciar a bomba da dobradeira CNC, os interruptores de desconexão de baixa tensão.
Soluções:
As seguintes verificações são necessárias para essas falhas:
Verifique o fenômeno da falta de alimentação de energia.
Verifique se o filtro de alta pressão está bloqueado, o que faz com que a corrente do motor da bomba seja muito grande.
Verifique se o interruptor de baixa tensão está ajustado muito pequeno.
62. Depois de iniciar o CNC freios de prensaSe o ponto de referência não for encontrado durante o retorno.
Soluções:
As peças de conexão do cabeçote de leitura da régua de grade podem se soltar, fazendo com que o cabeçote de leitura não se alinhe com o ponto de referência na régua de grade durante o curso de retorno. Nesse caso, o cilindro excedeu seu curso e a bomba está operando com sobrecarga. Para resolver esse problema, pressione o botão vermelho de parada no Sistema CNC para interromper o ponto de referência. Reconecte o conector para fixar a régua de grade, mude para o modo manual e abaixe manualmente o cilindro até que ele se alinhe com a matriz inferior. Em seguida, retorne ao ponto de referência e corrija o problema.
Se o operador não tiver desligado adequadamente a máquina de prensa dobradeira após a última operação e não tiver parado o êmbolo na posição de ponto morto superior antes de desligar a máquina, ele poderá ter que desligar a máquina. Freio de prensa CNCSe o molde superior e o molde inferior estiverem na posição de sobreposição durante a próxima inicialização, o carneiro poderá estar na posição de sobreposição. Isso fará com que o sistema não consiga encontrar o ponto de referência durante a operação do ponto de referência.
Para resolver esse problema, mude o sistema para o modo manual e ajuste manualmente o aríete para a posição de sobreposição do molde superior e inferior. Em seguida, mude para o modo semiautomático ou automático e reposicione o ponto de referência.
63. Para a dobradeira CNC DNC60 ou DNC600, o sistema CNC não foi exibido, a luz indicadora da chave de programação cinza-branca está piscando.
Causas:
Esse mau funcionamento é normalmente causado pelo fato de o operador do controlador não limpar imediata e completamente os programas de produtos não utilizados durante o processo de programação do produto e, em vez disso, modificar diretamente o programa do produto anterior.
Ocorrências repetidas desse comportamento podem fazer com que a memória intermediária do sistema fique cheia de programas, fazendo com que o programa do sistema não funcione corretamente.
Soluções:
Para resolver o problema, primeiro desconecte a alimentação principal do motor. Em seguida, pressione simultaneamente as teclas "+ +" e "- -" no teclado. Por fim, ligue novamente a energia para retornar o sistema ao seu estado inicial.
Em seguida, limpe o projeto inserindo "1" para indicar o item a ser limpo. Depois de digitar a senha "817", pressione a tecla Enter para confirmar. A tela exibirá um aviso de que a operação foi executada. Nesse ponto, as etapas necessárias para limpar o projeto foram concluídas.
64. A "contagem não é precisa" da régua de grade da máquina de dobra CNC causa erro no ângulo de dobra.
Causas:
Esse mau funcionamento resulta principalmente do aumento cumulativo de erros de precisão de reposicionamento nos eixos "Y1" e "Y2", levando a um aumento no erro de ângulo da peça de trabalho após a dobra. Esse aumento no erro angular se baseia em erros anteriores e é causado principalmente pela perda de pulsos do sinal de feedback da régua de grade.
Soluções:
Para resolver esse problema, remova a régua de grade e limpe-a completamente. Implemente medidas para reduzir a poeira e as vibrações. Reprojetar e reinstalar a régua de grade para garantir um nível razoável de instalação. Se a régua de grade estiver danificada, ela deverá ser devolvida ao fabricante para reparo ou substituição.
65. Depois que o produto é programado, o alarme de distância segura é emitido para o eixo "X" e o eixo "R" do medidor traseiro.
Causas:
Esse tipo de mau funcionamento ocorre principalmente porque as configurações da distância segura entre os moldes superior e inferior, bem como as posições-limite dos eixos X e R, entram em conflito com as posições programadas. Para garantir a segurança, o sistema acionará um alarme e impedirá a operação se essas configurações estiverem incorretas.
Soluções:
Para resolver o problema, reprograme o produto ou modifique os parâmetros do produto ou as configurações do molde para que atendam aos requisitos. Isso removerá o alarme e permitirá a operação.
66. Eixo X e eixo R do medidor de retorno, ocorre um erro no motor de acionamento
Soluções:
Para solucionar esse tipo de falha, primeiro abra a caixa elétrica do Dobra CNC máquina. Verifique o código de alarme no visor do driver e determine a causa do alarme consultando o manual do usuário e o código de alarme imediato.
Dois alarmes comuns são:
Alarme 16, indicando sobrecarga do motor de acionamento. Verifique a flexibilidade, a resistência e o limite mecânico dos acionamentos do eixo X e do eixo Y. Se necessário, resolva os problemas mecânicos.
Alarme 22, indicando um alarme de sinal de feedback do codificador. Isso pode ser causado por mau contato na "junta", falta de solda ou desconexão, ou interferência no sinal. Verifique cada problema, um por um.
67. A localização da tela do computador Y1, Y2 não corresponde à localização real.
Causas:
Esse tipo de falha se deve principalmente ao fato de as alterações no ponto de referência original da dobradeira NC não serem precisas.
Soluções:
Para reinicializar o ponto de referência.
68. O posicionamento do controlador dos eixos X e R não corresponde ao posicionamento real.
Causas:
Esse tipo de mau funcionamento é causado por uma alteração na posição do eixo X e do eixo R enquanto a máquina está desligada. O computador retém a memória do local antes do desligamento, o que leva a uma discrepância entre as posições reais e registradas do eixo X e do eixo R.
Soluções:
A posição do eixo X do eixo R precisa ser reinicializada.
69. O desvio de posição do eixo Y1 e do eixo Y2 excede a distância de desvio de sincronização permitida; o aríete não pode se mover para cima e para baixo.
Causas:
Esse tipo de falha ocorre quando o êmbolo não está posicionado entre o molde superior e o inferior no momento do desligamento, causando a queda do punção. Como resultado, as posições reais dos eixos Y1 e Y2 excedem seus limites.
Para resolver o problema, ajuste as posições reais dos eixos Y1 e Y2. O controlador deve exibir o valor da posição atual. Depois que o ajuste for feito, a prensa dobradeira poderá ser operada normalmente.
Soluções:
Para resolver o problema, aumente os dados no controlador do Prensa CNC máquina de freio em 5 mm em relação ao seu valor original. Em seguida, mude para o modo manual e abaixe manualmente o aríete. O sistema corrigirá automaticamente a posição e voltará à operação normal.
70. Ângulo desigual em cada extremidade da peça formada
Causa
Solução
Variação na espessura do metal.
Desloque o cilindro paralelamente para compensar qualquer variação.
Verifique a espessura do material em ambas as extremidades da peça. Desloque o cilindro paralelamente para compensar a variação da espessura do material.
Desloque o cilindro paralelamente para compensar qualquer variação de ferramenta.
71. Inconsistência nas peças formadas
Causa
Solução
O êmbolo da prensa, a base e o ferramental são revestidos com proteção contra ferrugem.
Remova o conjunto de matrizes, limpe todas as peças com solvente, monte novamente e reajuste.
O ferramental não fica plano na tampa do leito da prensa
Verifique a folga com calibradores de folga. Faça o calço entre a base da prensa e o ferramental ou endireite mecanicamente conforme necessário.
O ferramental está desgastado.
Verifique a folga com calibradores de folga. Faça o calço entre a base da prensa e o ferramental ou endireite mecanicamente conforme necessário.
72. Cada peça formada apresenta um ângulo consistente de ponta a ponta,mas há inconsistência de parte a parte
Causa
Solução
O cilindro de impressão está em queda livre
Verifique o ajuste do conjunto das vias do êmbolo da prensa.
Desmonte e inspecione se há aterrissagens, carretéis, molas danificados ou desgastados ou se há contaminantes.
Desmonte e inspecione se há aterrissagens, carretéis, molas ou contaminantes danificados ou desgastados nos carretéis.
73. Cada peça formada apresenta um ângulo inconsistente de ponta a ponta
Como fundador do MachineMFG, dediquei mais de uma década de minha carreira ao setor de metalurgia. Minha vasta experiência permitiu que eu me tornasse um especialista nas áreas de fabricação de chapas metálicas, usinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou sempre pensando, lendo e escrevendo sobre esses assuntos, esforçando-me constantemente para permanecer na vanguarda do meu campo. Permita que meu conhecimento e experiência sejam um trunfo para sua empresa.
Atenção a todos os entusiastas da metalurgia! Está cansado de adivinhar a tonelagem adequada para a sua prensa dobradeira? Não precisa mais procurar! Nesta postagem do blog, vamos nos aprofundar no mundo da prensa...
Os operadores de prensa dobradeira desempenham um papel crucial na formação do mundo ao nosso redor, mas seu trabalho não é isento de riscos. Neste artigo, exploraremos dicas essenciais de segurança do setor...
Suas ferramentas de prensa dobradeira estão se desgastando muito rapidamente? Este artigo aborda as técnicas essenciais de reparo para prolongar a vida útil de suas ferramentas, garantindo o desempenho ideal de suas chapas metálicas...
Você já se perguntou sobre as origens do termo "freio de prensa"? Nesta cativante postagem do blog, embarcaremos em uma fascinante jornada pela história para descobrir as razões por trás...
Você já se perguntou como as chapas metálicas são habilmente dobradas em formas complexas? Este artigo explora seis tipos de processos de dobragem de prensa dobradeira - dobragem, limpeza, dobragem a ar, embutimento, cunhagem e dobragem de três pontos. Você verá...
No vasto mundo da manufatura, uma máquina se destaca: a prensa dobradeira. Com sua capacidade de dobrar e moldar metal com precisão e potência, ela se tornou uma máquina indispensável...
Você já se perguntou o que mantém uma prensa dobradeira CNC funcionando sem problemas? A resposta está no óleo hidráulico. Esse fluido essencial garante o desempenho ideal e a longevidade da máquina. Nosso artigo...
O reparo adequado do cilindro hidráulico de uma prensa dobradeira é fundamental para manter o desempenho e a segurança da máquina. Normalmente, o cilindro hidráulico consiste em um pistão, uma luva, uma haste de pistão e um parafuso....
Já se perguntou como uma prensa dobradeira consegue fazer curvas tão precisas? Este artigo explora o fascinante mundo dos eixos da prensa dobradeira, revelando os segredos por trás de seus papéis e funções. Saiba como...