12 Tipos e usos de ferramentas de prensa dobradeira
Você já se perguntou como uma simples folha de metal se transforma em formas complexas? Esta postagem do blog mergulha no fascinante mundo das máquinas de prensa dobradeira e matrizes de dobra. Descubra os tipos de punções superiores e suas aplicações exclusivas, e saiba como eles possibilitam dobras precisas. Prepare-se para desvendar os segredos por trás da dobragem de metal!
A dobra é um processo crítico de formação de chapas metálicas que utiliza uma máquina de prensa dobradeira e ferramentas especializadas para criar deformações angulares precisas em chapas metálicas. Esse processo envolve a aplicação de força controlada para deformar plasticamente o material ao longo de um eixo linear.
As ferramentas de prensa dobradeira consistem em dois componentes principais: a ferramenta superior (punção) e a ferramenta inferior (matriz). O punção, também chamado de matriz superior ou lâmina de dobra, é o componente ativo que aplica a força de dobra. A matriz inferior, que suporta a peça de trabalho, apresenta uma cavidade em forma de V ou de canal que permite que o material flua durante a operação de dobra.
A seleção do ferramental adequado é fundamental para obter o ângulo de dobra desejado, o raio e a qualidade geral da peça. Fatores como propriedades do material, espessura e complexidade da dobra influenciam a escolha das configurações de punção e matriz. As prensas dobradeiras modernas geralmente empregam sistemas de ferramentas intercambiáveis, permitindo mudanças rápidas de configuração e maior flexibilidade de produção.
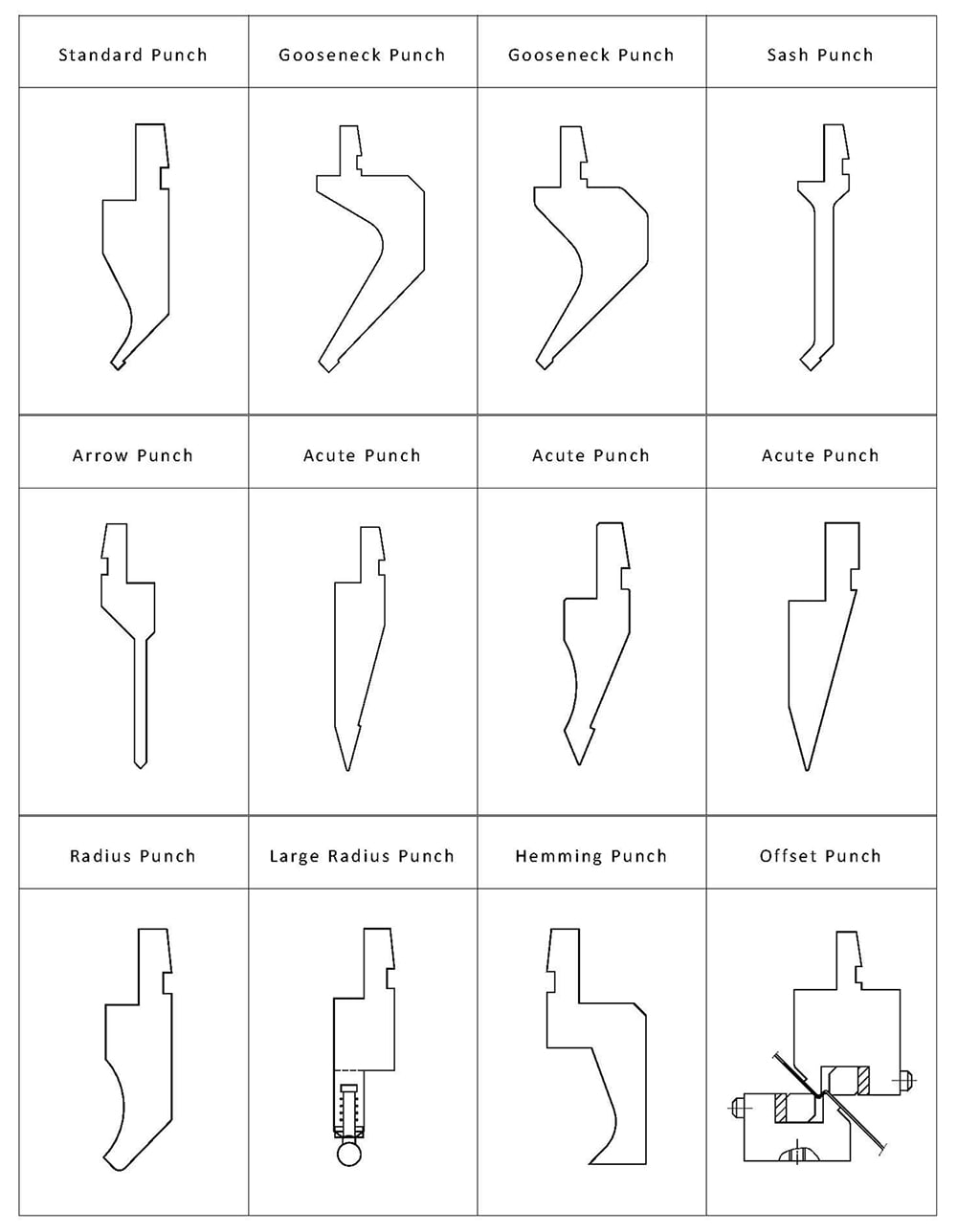
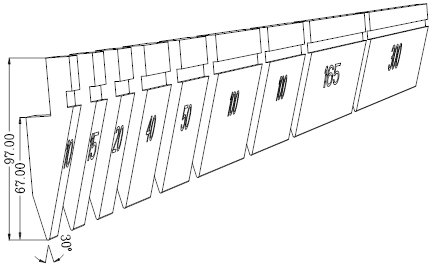
A classificação específica das matrizes superior e inferior é mostrada na Figura 1.
1. Classificação e tipos de punção superior da prensa dobradeira: (Fig. 1)
Fig.1
2. O punção superior da prensa dobradeira é dividido em dois tipos: tipo integral e tipo segmentado
Punção superior integrado: 835 mm e 415 mm
Punção superior segmentado: segmentação a e segmentação b
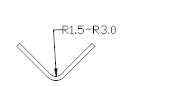
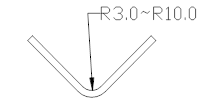
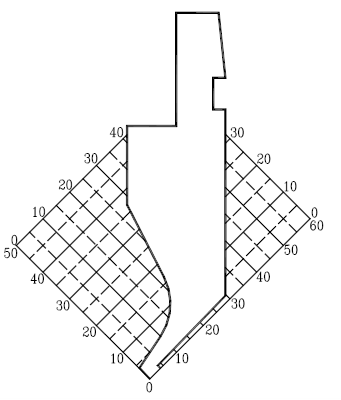
1. Esse punção de raio grande é usado principalmente para dobrar o ângulo do arco interno de R, e o raio do ângulo do arco é de R3 a R10.
2. O raio do punção é combinado com o correspondente V ranhura
Combinação gráfico:
3.4. Soco especial
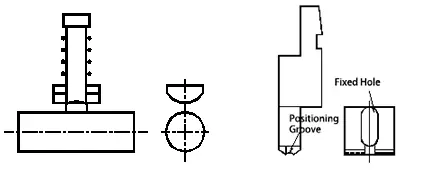
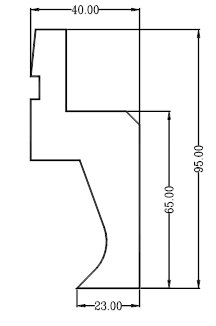
01) Furador de bainha
Valor tolerante à pressão (comprimento total)
100TON/M
Material
42CrMo
Tratamento térmico
HRC47±2
Valor tolerante à pressão (separado)
Raio da ponta
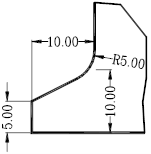
Gráfico (1:1)
Características de processamento:
1. O diagrama da figura mostra o formato do produto após a dobra e o achatamento. Todas as formas semelhantes podem ser dobradas. Ele deve ser usado com moldes superiores e inferiores de 30°.
2. Também pode ser usado para prensar, rebitar, moldar, etc.
Gráfico de divisão:
02) Punção de deslocamento
Valor tolerante à pressão (comprimento total)
/
Material
42CrMo
Tratamento térmico
HRC47±2
Valor tolerante à pressão (separado)
/
Raio da ponta
/
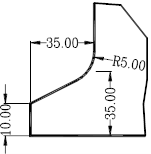
Gráfico (1:1)
Características de processamento:
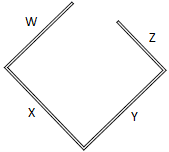
1. Usado para dobragem em Z que não pode ser dobrada por um dobrador comum freio de prensa morre.
H=1~10mm
2. A forma do produto da dobra é a mostrada na figura superior direita, geralmente chamada de Curva Z ou deslocamento.
Como fundador do MachineMFG, dediquei mais de uma década de minha carreira ao setor de metalurgia. Minha vasta experiência permitiu que eu me tornasse um especialista nas áreas de fabricação de chapas metálicas, usinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou sempre pensando, lendo e escrevendo sobre esses assuntos, esforçando-me constantemente para permanecer na vanguarda do meu campo. Permita que meu conhecimento e experiência sejam um trunfo para sua empresa.
Alguma vez você já se perguntou sobre a arte e a ciência por trás da modelagem de chapas metálicas em formas complexas? Nesta cativante postagem do blog, vamos nos aprofundar no fascinante mundo das chapas...
Os operadores de prensa dobradeira desempenham um papel crucial na formação do mundo ao nosso redor, mas seu trabalho não é isento de riscos. Neste artigo, exploraremos dicas essenciais de segurança do setor...
Você já se perguntou por que seus projetos de chapa metálica às vezes se dobram de forma estranha ou racham? Este artigo desmistifica a função crucial dos furos de fabricação na dobragem de chapas metálicas. Você aprenderá como esses furos...
Imagine dobrar chapas de metal sem deixar uma única marca ou arranhão. Neste artigo, exploramos técnicas inovadoras para dobrar chapas metálicas sem marcas, abordando desafios como atrito, dureza do material e...
Você já enfrentou desafios ao dobrar chapas de aço inoxidável? Este artigo revela as complexidades da dobra de aço inoxidável, desde a força necessária até o impacto do retorno da mola. Saiba mais...
Você já se perguntou como as peças de metal são dobradas em vários formatos? Neste artigo fascinante, vamos nos aprofundar na arte e na ciência da dobragem na estampagem de metais. Nosso especialista...
Já pensou que dobrar chapas metálicas poderia ser tão complexo? A dobra fechada, uma técnica essencial no processamento de chapas metálicas, usa métodos especializados para obter dobras precisas e duráveis sem a necessidade de um profissional...
Suas ferramentas de prensa dobradeira estão se desgastando muito rapidamente? Este artigo aborda as técnicas essenciais de reparo para prolongar a vida útil de suas ferramentas, garantindo o desempenho ideal de suas chapas metálicas...
Imagine conseguir dobras de chapas metálicas perfeitas, sem marcas ou manchas. Este artigo se aprofunda em técnicas avançadas que garantem uma qualidade de superfície impecável nos processos de dobra de metal. Você aprenderá sobre técnicas inovadoras...



 Buzina
Buzina


 Buzina
Buzina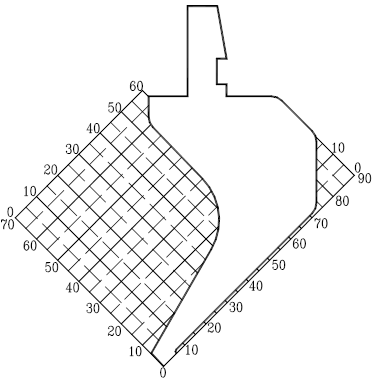


 Buzina
Buzina

 Buzina
Buzina



 Buzina
Buzina



 Buzina
Buzina


 Buzina
Buzina