Explicação do sistema hidráulico da prensa dobradeira (diagrama)
Você já se perguntou como funciona o sistema hidráulico de uma prensa dobradeira? Neste artigo, vamos nos aprofundar nas complexidades desse componente essencial. Nosso engenheiro mecânico especialista o guiará pelos principais elementos do sistema, explicando suas funções e interações. Ao final, você terá uma compreensão abrangente de como o sistema hidráulico aciona essas máquinas impressionantes.
Composição do sistema hidráulico do freio de prensa
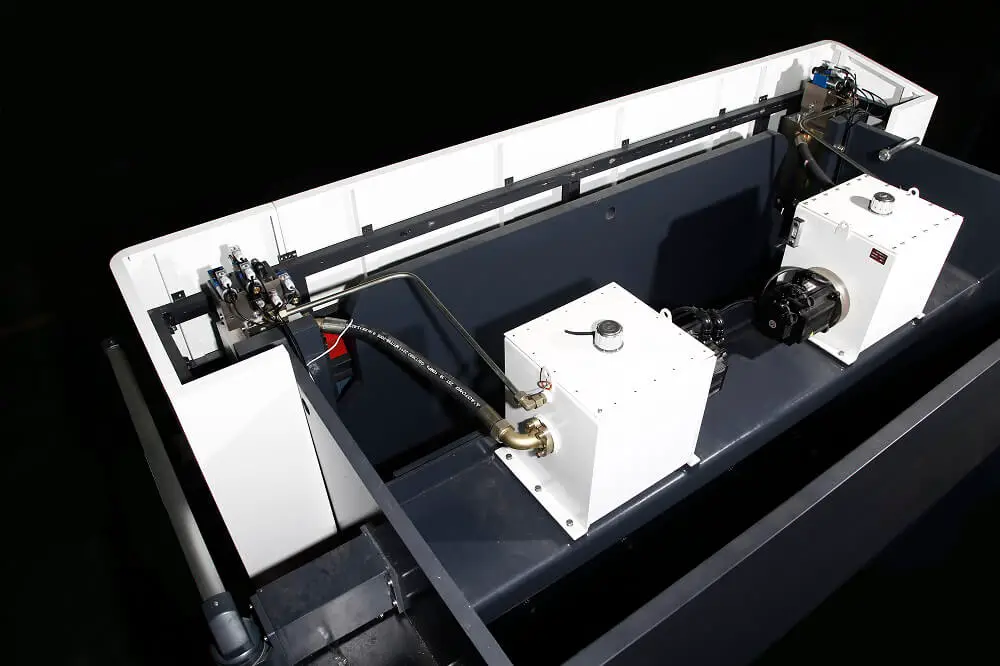
Usina de força
Bomba hidráulica: Converte a energia mecânica do motor principal em energia de pressão do fluido, servindo como a principal fonte de energia do sistema. As prensas dobradeiras modernas geralmente utilizam bombas de deslocamento variável para melhorar a eficiência energética e o controle preciso.
Atuador
Cilindros hidráulicos: Transformam a energia da pressão do fluido em movimento mecânico linear, aplicando força ao freio de prensa ram. Os cilindros de alta precisão com sensores de posição integrados garantem ângulos e profundidades de dobra precisos.
Dispositivos de controle
Válvulas de controle hidráulico: Regulam a direção, a pressão e o fluxo do fluido para obter um controle preciso do movimento do atuador. Os principais componentes incluem:
Válvulas de controle direcional: Gerenciam a direção do fluxo para extensão e retração do êmbolo
Válvulas de controle de pressão: Mantêm a pressão do sistema e fornecem proteção contra sobrecarga
Válvulas de controle de fluxo: Regulam a velocidade e a sincronização do cilindro
Os sistemas avançados podem incorporar válvulas servo-hidráulicas para maior capacidade de resposta e precisão.
Equipamento auxiliar
Reservatório hidráulico: Armazena e condiciona o fluido hidráulico
Sistema de filtragem: Remove contaminantes para proteger os componentes do sistema
Trocador de calor: Mantém a temperatura ideal do fluido para um desempenho consistente
Acumuladores: Armazenam energia para lidar com demandas de pico e amortecer as flutuações de pressão
Sensores e medidores de pressão: Monitore o desempenho e a segurança do sistema
Mangueiras, tubos e conexões: Distribuem o fluido hidráulico por todo o sistema
Vedações e limpadores: Evitam vazamentos e contaminações
Meio de trabalho
Óleo hidráulico: Serve como meio de transmissão de energia, geralmente um óleo mineral ou sintético de alta qualidade com propriedades específicas de viscosidade, antidesgaste e antiespumante. As formulações modernas geralmente incluem aditivos para melhorar o desempenho e a longevidade.
Controle e integração
Controlador Lógico Programável (PLC) ou Controle Numérico Computadorizado (CNC): Coordena os componentes do sistema hidráulico com a operação geral da prensa dobradeira, permitindo controle preciso, sequências automatizadas e integração com sistemas de gerenciamento de produção.
Tanque de óleo
O tanque de combustível, mais precisamente chamado de reservatório de óleo hidráulico em sistemas hidráulicos, tem várias funções essenciais:
Armazenamento de óleo: Mantém um suprimento adequado de fluido hidráulico para a operação do sistema.
Dissipação de calor: Atua como um trocador de calor, facilitando o resfriamento do fluido hidráulico.
Separação de ar: Permite que o ar arrastado se separe do óleo, evitando a cavitação e as ineficiências do sistema.
Assentamento de contaminantes: Fornece uma zona quiescente para que o material particulado se assente no óleo.
Separação de condensado: Permite que o condensado de água se separe do óleo, preservando a qualidade do fluido.
As principais considerações de projeto para reservatórios hidráulicos incluem:
Dimensionamento:
Para equipamentos estacionários: V = 3-5q
Para equipamentos móveis: V ≈ 1q Onde V é o volume do reservatório em litros e q é a taxa de fluxo da bomba em litros por minuto.
O volume efetivo deve ser de 6 a 12 vezes a taxa de fluxo total da(s) bomba(s) hidráulica(s) do sistema.
Recursos de design:
Inclua 10-15% ullage (espaço de ar) na parte superior do tanque para acomodar as mudanças de nível do fluido e a possível formação de espuma.
Mantenha a temperatura do óleo entre 30 e 50°C para obter a viscosidade ideal e a eficiência do sistema. A temperatura máxima não deve exceder 65°C e a temperatura mínima não deve cair abaixo de 15°C para evitar viscosidade excessiva.
Incorporar defletores para separar as áreas de sucção e retorno, maximizando o tempo de permanência do fluido e melhorando a separação de ar e contaminantes.
Posicione as portas de entrada e saída para promover a circulação e evitar curto-circuito do fluido.
Considerações adicionais:
Seleção do material (por exemplo, aço, aço inoxidável ou alumínio) com base na compatibilidade do fluido e em fatores ambientais.
Inclusão de acessórios como visores de nível, indicadores de temperatura e sistemas de filtragem.
Vedação adequada para evitar a entrada de contaminação e vazamento de fluido.
A otimização do projeto do reservatório hidráulico garante a operação eficiente do sistema, aumenta a vida útil do fluido e melhora a confiabilidade e o desempenho geral do sistema hidráulico.
Óleo hidráulico
O óleo hidráulico desempenha um papel fundamental para garantir o desempenho ideal, a confiabilidade operacional, a longevidade e a relação custo-benefício dos sistemas hidráulicos. Suas funções multifacetadas incluem:
Transmissão de energia: Transfere eficientemente a energia da bomba hidráulica para os atuadores, como motores ou cilindros hidráulicos, permitindo um controle preciso e uma saída de força elevada.
Lubrificação: Fornece uma película protetora entre as peças móveis, reduzindo o atrito e o desgaste, aumentando assim a vida útil dos componentes.
Prevenção de corrosão: Forma uma barreira nas superfícies metálicas imersas em óleo, protegendo contra a oxidação e a degradação química.
Controle de contaminação: Atua como um meio para transportar e filtrar contaminantes, como poeira, partículas, água e ar, mantendo a limpeza do sistema.
Dissipação de calor: Serve como um líquido de arrefecimento, regulando a temperatura do sistema e evitando o superaquecimento dos componentes.
Conceitos-chave para o gerenciamento ideal do óleo hidráulico:
A alta limpeza está diretamente relacionada à alta confiabilidade. A implementação de medidas adequadas de filtragem e controle de contaminação é essencial para a longevidade do sistema.
O óleo novo não é necessariamente um óleo limpo. O fluido hidráulico novo geralmente requer filtragem antes do uso para atender aos rigorosos padrões de limpeza.
A vida útil típica do óleo varia de 2000 a 4000 horas de operação, dependendo das demandas do sistema, das condições ambientais e das práticas de manutenção.
Para maximizar a eficiência e a vida útil do sistema hidráulico, é fundamental realizar análises regulares do óleo, filtragem adequada e trocas de óleo em tempo hábil. Essas práticas ajudam a manter a qualidade do óleo, evitar falhas no sistema e otimizar o desempenho geral.
Limpeza
Padrão de viscosidade: A viscosidade é um parâmetro crítico em sistemas hidráulicos, sempre referenciado a uma temperatura específica. À medida que a temperatura aumenta, a viscosidade diminui, enquanto o aumento da pressão resulta em maior viscosidade. O padrão ISO para viscosidade de óleo hidráulico é medido a 40°C, categorizando os óleos em graus #10, #22, #32, #46, #68 e #100. Essa classificação permite que os engenheiros selecionem o óleo apropriado para condições operacionais específicas e requisitos do sistema.
Padrões de contaminação do óleo: Dois padrões principais são usados globalmente para quantificar a limpeza do óleo hidráulico: o ISO 4406 internacional e o NAS 1638 americano. Esses padrões fornecem uma abordagem sistemática para avaliar e manter a qualidade do óleo:
Nível NAS 9: Nesse nível de limpeza, os sistemas hidráulicos geralmente operam sem falhas.
Nível NAS 10-11: Podem ocorrer falhas ocasionais no sistema, indicando a necessidade de maior monitoramento e possível filtragem.
Nível NAS 12 e abaixo: É provável que ocorram falhas frequentes no sistema, o que exige ação imediata. Nesse ponto, o óleo hidráulico deve passar por circulação e filtragem para restaurar os níveis ideais de limpeza.
Manter a limpeza adequada do óleo é fundamental para a confiabilidade, a eficiência e a longevidade do sistema. A análise regular do óleo, aliada a técnicas de filtragem adequadas, ajuda a evitar problemas relacionados à contaminação e garante o desempenho ideal do sistema hidráulico.
Válvulas hidráulicas comumente usadas
As válvulas hidráulicas são componentes essenciais em sistemas de energia de fluidos, controlando a direção, a pressão e a taxa de fluxo do fluido hidráulico. Elas podem ser classificadas com base em vários critérios:
Classificação funcional: a) Válvulas de controle direcional: Controlam o caminho do fluxo de fluido, determinando a direção do movimento do atuador. b) Válvulas de controle de fluxo: Regulam a taxa de fluxo do fluido, afetando a velocidade dos atuadores. c) Válvulas de controle de pressão: Gerenciam a pressão do sistema, proporcionando segurança e controle operacional.
Método de instalação: a) Válvulas de placa (subplaca): Montadas em um coletor, permitindo um projeto de sistema compacto. b) Válvulas de pilha: Projeto modular para fácil configuração e expansão do sistema. c) Válvulas de cartucho de duas vias: Válvulas compactas de alta capacidade de vazão para instalação em linha. d) Válvulas de cartucho com rosca: Oferecem flexibilidade em projetos de coletores personalizados.
Método de acionamento: a) Válvulas operadas pneumaticamente: Controladas por ar comprimido, adequadas para ambientes explosivos. b) Válvulas operadas hidraulicamente: Acionadas por pressão piloto hidráulica, ideais para aplicações de alta força. c) Válvulas acionadas por motor: Acionadas eletricamente para controle preciso e operação remota. d) Válvulas solenoides: Atuadas eletromagneticamente, proporcionando resposta rápida e confiabilidade. e) Válvulas proporcionais: Oferecem controle variável, permitindo transições suaves no fluxo ou na pressão. f) Servoválvulas proporcionais: Combinam controle proporcional com feedback para maior precisão. g) Servoválvulas: Fornecem o mais alto nível de precisão e capacidade de resposta no controle hidráulico.
Cada tipo de válvula tem aplicações e características específicas, influenciando o projeto, o desempenho e a eficiência do sistema em circuitos hidráulicos.
Válvula direcional
A principal função de uma válvula direcional é gerenciar os caminhos do fluxo de fluido nos sistemas hidráulicos. Ela facilita a conexão e o isolamento entre diferentes circuitos hidráulicos e controla a direção do fluxo de fluido para os atuadores (como cilindros ou motores) para uma partida, parada e controle de movimento precisos.
Classificação das válvulas de controle direcional
Dividido pelo método de atuação:
Válvula operada por solenoide: Controlada eletricamente para operação rápida e remota.
Válvula direcional manual: Operada manualmente, adequada para controle local e situações de emergência.
Válvula direcional acionada hidraulicamente: Utiliza pressão piloto hidráulica para a operação, geralmente em sistemas de alta pressão.
Válvula direcional operada por motor: Usa um motor elétrico para acionamento, oferecendo controle de velocidade variável.
Válvula acionada pneumaticamente: Emprega ar comprimido para a operação, comum em sistemas híbridos pneumáticos e hidráulicos.
Dividido por construção e estilo de montagem:
Válvula de carretel: Apresenta um carretel deslizante dentro de um compartimento, permitindo vários caminhos de fluxo.
Válvula de gatilho: Utiliza poppets com mola para vedação precisa e resistência à contaminação.
Válvula rotativa: Emprega um elemento rotativo para controle da direção do fluxo.
Válvula em linha: Projetada para integração direta em linhas hidráulicas.
Válvula Sandwich/Stack: Projeto modular para integração de circuitos compactos.
Válvula de cartucho rosqueada: Rosqueada para facilitar a instalação em blocos coletores.
As válvulas são ainda classificadas pelo número de portas (por exemplo, 2 vias, 3 vias, 4 vias) e posições (por exemplo, 2 posições, 3 posições), definindo seus recursos de controle de fluxo e complexidade.
Válvula de alívio
Recursos
A principal função de uma válvula de alívio é regular a pressão do sistema, protegendo vários componentes e tubulações contra sobrecarga e possível ruptura. Essa função crítica lhe rendeu nomes alternativos, como válvula de pressão ou válvula de segurança.
Quando a pressão do sistema atinge o ponto de ajuste predeterminado, a válvula de alívio é ativada como um limitador de pressão. A válvula normalmente fechada se abre, permitindo que o excesso de fluxo retorne ao reservatório pela porta da válvula. Nessa configuração, a válvula de alívio é normalmente instalada em um arranjo de desvio.
É fundamental observar que a dissipação de energia quando o fluxo Q passa pela válvula de alívio na pressão P é calculada como P×Q/612 (assumindo unidades consistentes). Essa perda de energia se manifesta como calor no sistema hidráulico, levando a um aumento na temperatura do fluido hidráulico. O gerenciamento térmico adequado é essencial para manter a eficiência do sistema e as propriedades do fluido.
Princípio fundamental
A válvula de alívio opera com base em um princípio de equilíbrio de forças. A pressão de entrada P atua sobre a área efetiva A do elemento da válvula, gerando uma força hidráulica. Essa força é continuamente comparada com a força oposta da mola, que é ajustável para definir a pressão de ruptura da válvula.
Quando a força hidráulica excede a força predefinida da mola, o elemento da válvula comprime a mola, abrindo a porta da válvula. Essa ação cria um caminho de fluxo entre a entrada e a saída da válvula, permitindo que o excesso de fluido contorne o circuito principal e retorne ao tanque. A válvula modula sua abertura para manter a pressão do sistema no ponto de ajuste ou próximo a ele, fornecendo proteção contínua contra picos de pressão e sobrecargas.
Válvula de fluxo
A válvula de fluxo é um componente essencial nos sistemas hidráulicos, regulando com precisão a velocidade dos atuadores hidráulicos. Ela consegue esse controle ajustando dinamicamente a área da seção transversal de seu acelerador interno, o que influencia diretamente a taxa de fluxo de volume (Q) do fluido hidráulico para o atuador.
Esse mecanismo permite o ajuste fino da velocidade do atuador, essencial em aplicações que exigem controle preciso do movimento. As válvulas de fluxo podem ser amplamente categorizadas em dois tipos principais:
Válvulas de estrangulamento: Essas válvulas criam uma restrição fixa ou ajustável manualmente no caminho do fluido, causando uma queda de pressão e, consequentemente, controlando a taxa de fluxo.
Válvulas de controle de velocidade: Mais sofisticadas do que as válvulas de estrangulamento, elas incorporam mecanismos de compensação de pressão para manter uma taxa de fluxo constante, independentemente das variações de carga, garantindo uma velocidade consistente do atuador sob condições variáveis.
Ambos os tipos desempenham papéis cruciais nos sistemas hidráulicos modernos, oferecendo diferentes níveis de precisão de controle e adaptabilidade para atender a várias aplicações industriais, desde equipamentos de fabricação até máquinas hidráulicas móveis.
Válvula de retenção
A principal função de uma válvula de retenção é permitir o fluxo de fluido em uma direção e impedir o refluxo na direção oposta. Esse controle de fluxo unidirecional é crucial em muitos sistemas hidráulicos e pneumáticos, bem como em vários processos industriais.
As válvulas de retenção utilizam diversos projetos de elementos de vedação, incluindo:
Esférico (tipo esfera)
Cônico (tipo poppet)
Tipo placa ou disco
Cada projeto oferece vantagens específicas em termos de características de fluxo, eficiência de vedação e adequação a diferentes aplicações e meios.
Para permitir o fluxo na direção pretendida, o elemento de vedação deve superar uma força de mola relativamente baixa. Essa tensão da mola é cuidadosamente calibrada para garantir que a válvula abra com a pressão mínima desejada e, ao mesmo tempo, forneça um fechamento confiável quando o fluxo cessa ou se inverte.
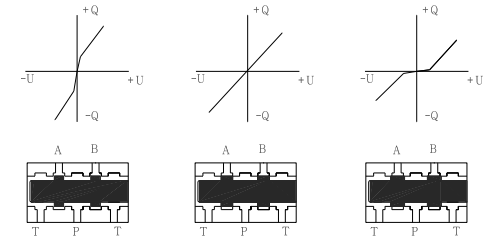
Os princípios fundamentais de operação das válvulas de retenção são representados de forma sucinta em seus símbolos gráficos padronizados, que retratam visualmente a capacidade de fluxo unidirecional e a estrutura interna básica da válvula.
Na fabricação moderna, o projeto e a seleção da válvula de retenção foram ainda mais refinados por meio da análise de dinâmica de fluidos computacional (CFD) e de materiais avançados, otimizando o desempenho para condições operacionais específicas e melhorando a eficiência geral do sistema.
Válvula de cartucho de duas vias
A válvula de cartucho bidirecional foi projetada com um design compacto de plug-in, otimizado para integração em circuitos de controle hidráulico de alta densidade. Essa estrutura modular permite a instalação e a manutenção eficientes, minimizando o espaço ocupado pelo sistema.
Normalmente, a placa de cobertura tem dupla finalidade: atua como um elemento de vedação e uma interface sofisticada entre o corpo da válvula principal e a válvula piloto. Esse projeto integrado aumenta a confiabilidade do sistema e reduz os possíveis pontos de vazamento.
Ao emparelhar a válvula principal com uma válvula piloto apropriada, o conjunto do cartucho pode executar uma ampla gama de funções hidráulicas. Entre elas estão o controle preciso da pressão, a reversão rápida do fluxo e os ajustes finos de estrangulamento. Além disso, essas funções podem ser combinadas para criar estratégias de controle complexas adaptadas aos requisitos específicos da aplicação.
A versatilidade das válvulas de cartucho de duas vias permite que elas executem operações hidráulicas críticas, como:
Controle direcional: Gerenciamento de caminhos de fluxo para acionar cilindros ou motores
Controle de alívio de pressão (transbordamento): Proteger o sistema contra pressurização excessiva
Controle de descompressão: Facilita a redução suave da pressão para evitar choques
Controle de sequência: Coordenação do tempo de várias ações hidráulicas
Essa adaptabilidade faz com que as válvulas de cartucho bidirecionais sejam componentes essenciais em sistemas hidráulicos modernos de vários setores, desde equipamentos móveis até maquinário industrial.
Válvula proporcional
As válvulas proporcionais são dispositivos avançados de controle de fluidos que oferecem controle preciso e contínuo de fluxo, pressão ou direção em sistemas hidráulicos e pneumáticos. Elas são classificadas em duas categorias principais:
Válvulas proporcionais de circuito aberto
Essas válvulas fornecem uma relação proporcional entre o sinal de entrada e a vazão ou pressão de saída sem realimentação. Os tipos incluem:
Válvula de alívio proporcional: Controla a pressão do sistema em proporção a um sinal elétrico de entrada.
Válvula redutora de pressão proporcional: Regula a pressão a jusante proporcionalmente ao sinal de entrada.
Válvula de aceleração proporcional: Modula a taxa de fluxo em resposta ao sinal de entrada.
Válvula de fluxo proporcional: Mantém uma taxa de fluxo constante, independentemente das variações de pressão.
Válvula direcional proporcional: Controla a direção e a taxa do fluxo proporcionalmente ao sinal de entrada.
Válvulas proporcionais de circuito fechado (servoválvulas proporcionais)
Essas válvulas incorporam mecanismos de feedback para um controle mais preciso. Elas também são categorizadas por sua configuração de amplificador:
Servoválvulas com amplificador integrado: Disponível nos tamanhos NG6, NG10, NG16, NG25 e NG32.
Servoválvulas com amplificador externo: Oferecidas em uma ampla variedade de tamanhos, de NG6 a NG50.
As principais características de desempenho das servoválvulas proporcionais de ponta incluem:
Resposta de frequência: Até 120 Hz, permitindo uma resposta rápida do sistema.
Histerese: Tão baixo quanto 0,1%, garantindo alta repetibilidade e precisão.
Zero Dead Zone: elimina a insensibilidade em torno da posição neutra, melhorando a precisão do controle.
Compensação automática: Elimina a necessidade de uma válvula de balanceamento, simplificando o projeto do sistema.
Esses recursos avançados tornam as válvulas proporcionais ideais para aplicações que exigem controle preciso de fluxo ou pressão, como em automação industrial, hidráulica móvel e maquinário de alto desempenho.
Sistema de controle de malha aberta:
Um sistema de controle de malha aberta opera sem feedback entre a saída e a entrada. Nessa configuração, a saída do sistema não influencia seus parâmetros de controle. Esse tipo de sistema é caracterizado por seu fluxo unidirecional de sinais de controle, da entrada para a saída, sem nenhum mecanismo de autocorreção.
Sistema de controle de malha fechada:
Um sistema de controle de malha fechada é um sistema de controle automático que opera com base no princípio de feedback. Esse sistema monitora continuamente sua saída e a compara com o ponto de ajuste desejado, usando a diferença (erro) para ajustar suas ações de controle. O loop de feedback permite que o sistema se autorregule, mantendo a saída próxima ao valor desejado, apesar de distúrbios ou variações nos parâmetros do sistema.
Os principais componentes de um sistema de circuito fechado incluem:
Caminho direto: Transporta o sinal de controle da entrada para a saída
Caminho de feedback: Retorna informações de saída para a entrada para comparação
Comparador: Determina o erro entre a saída desejada e a real
Controlador: Gera sinais de controle com base no erro
A integração desses componentes forma um circuito fechado, daí o nome "sistema de controle de circuito fechado".
Comparação de sistemas de malha aberta e de malha fechada:
Os sistemas de circuito aberto oferecem simplicidade no projeto e geralmente são mais econômicos. No entanto, eles não têm a capacidade de compensar os erros causados por distúrbios externos ou alterações internas do sistema.
Os sistemas de circuito fechado, embora mais complexos, oferecem várias vantagens:
Rejeição de distúrbios: neutraliza automaticamente as influências externas
Menor sensibilidade a variações de parâmetros: Mantém o desempenho apesar das alterações nos componentes
Resposta dinâmica aprimorada: Ajuste de saída mais rápido e mais preciso
Autocorreção: Minimiza continuamente o erro entre a saída real e a desejada
Entretanto, os sistemas de loop fechado exigem um projeto cuidadoso para garantir a estabilidade. A seleção inadequada do ganho no loop de feedback pode levar a oscilações ou instabilidade.
Estratégias de controle avançadas:
Para aumentar ainda mais a precisão do controle, especialmente quando os distúrbios são mensuráveis, o controle feedforward é frequentemente combinado com o controle de feedback. Esse sistema de controle composto antecipa e compensa os distúrbios conhecidos antes que eles afetem a saída, enquanto o loop de feedback lida com os erros restantes. Essa abordagem combina a natureza proativa do controle feedforward com a robustez do controle de feedback, resultando em um desempenho geral superior do sistema.
Válvula proporcional de circuito aberto
Servo válvula de circuito fechado
Resposta de frequência: 15Hz
Resposta de frequência: 120Hz
Histerese: 5%
Histerese: 0,1%
Erro de reversão: 1%
Erro reverso: 0,05%
Precisão de repetição: 0,1
Precisão de repetição: 0,01
Zona morta mediana
Cobertura zero
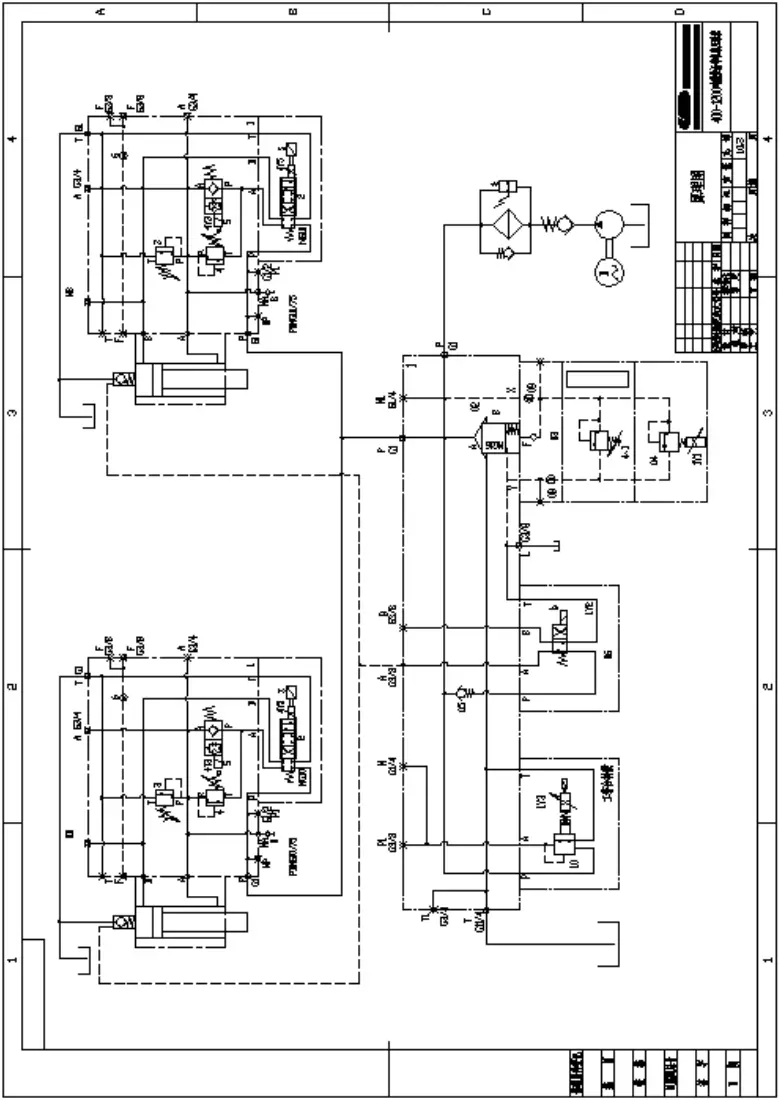
Princípio do sistema hidráulico do servo freio de prensa eletro-hidráulico
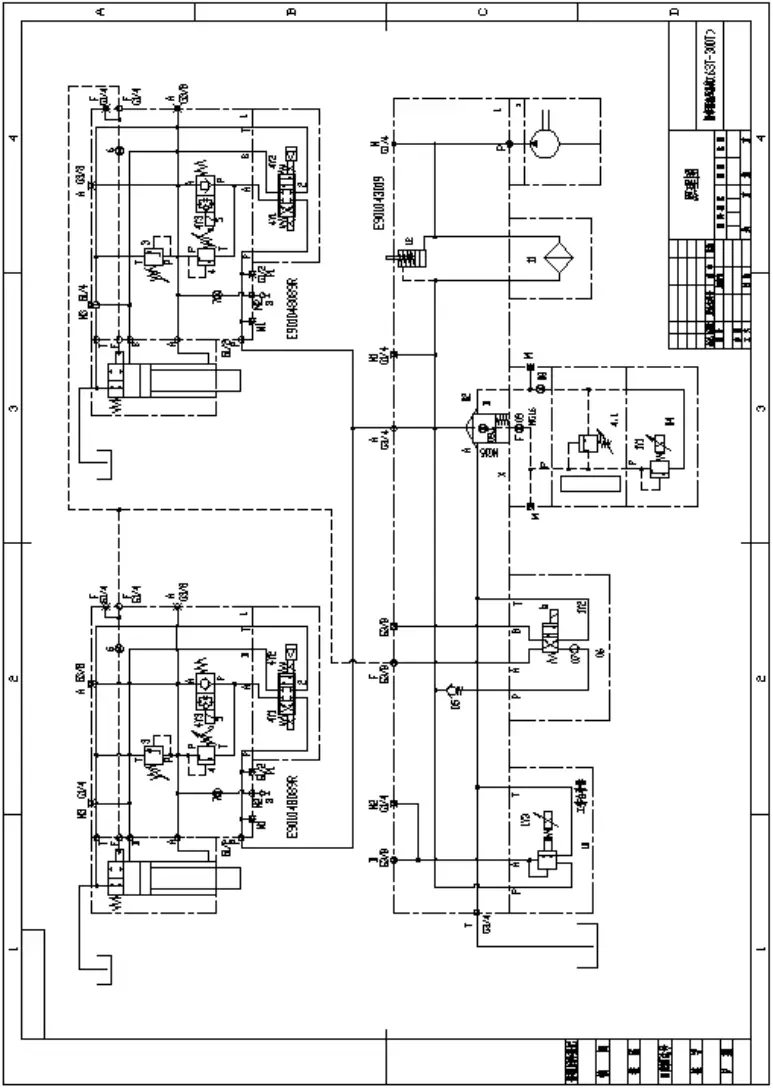
Princípio da prensa síncrona eletro-hidráulica (sistema abaixo de 300 toneladas)
Controle de pressão
O sistema é iniciado com a partida do motor da bomba de óleo. A válvula de pressão proporcional (4) regula a válvula de cartucho bidirecional (2) para ajustar a pressão do sistema hidráulico, atendendo à força de flexão necessária. Uma válvula de segurança (4.1) limita a pressão máxima do sistema.
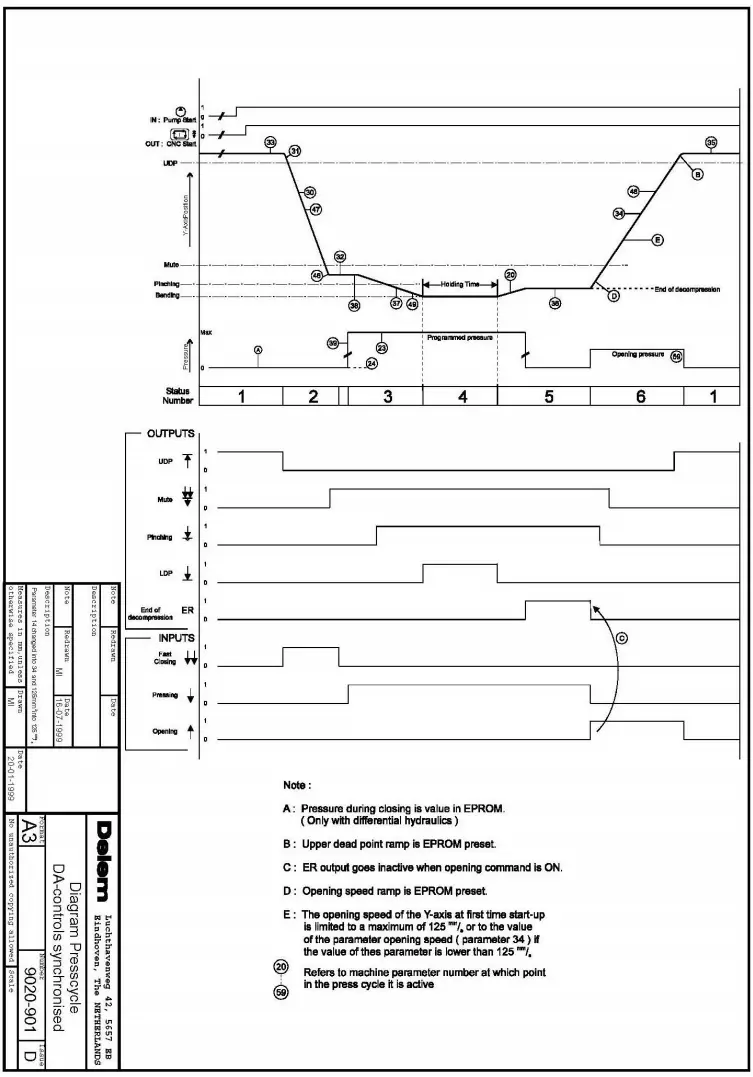
Ciclo de trabalho
Descida rápida
A válvula de pressão proporcional (4) recebe a tensão 20-30% (1Y1), enquanto a válvula solenoide (6) 1Y2 é desenergizada. A energização da válvula solenoide (5) 4Y3 aplica tensão positiva à servoválvula proporcional.
À medida que o controle deslizante desce rapidamente, o óleo é puxado para a cavidade superior do cilindro por meio da válvula de fluxo. Ao mesmo tempo, o óleo descarregado pela bomba entra nessa cavidade por meio da servoválvula proporcional (2).
O óleo da câmara inferior do cilindro retorna ao tanque por meio da válvula solenoide 5 (A-P) e da servoválvula proporcional (2) (B → T).
A velocidade de descida rápida do controle deslizante é controlada pelo ajuste da tensão de controle da servoválvula proporcional (4Y5), alterando seu grau de abertura.
Progresso do trabalho
A válvula de pressão proporcional (4) 1Y1 e a válvula de reversão eletromagnética (6) 1Y2 são energizadas, fechando a válvula de enchimento. A válvula solenoide (5) 4Y3 é desenergizada. O óleo pressurizado da bomba entra na cavidade superior do cilindro (lado sem haste) por meio da servoválvula proporcional (2).
Durante a prensagem para baixo, o óleo da câmara inferior do cilindro retorna ao tanque por meio da válvula de contrapressão (4) e da servoválvula proporcional (2).
A velocidade de trabalho é regulada pelo ajuste da tensão de controle da servoválvula proporcional (4Y5), que modifica seu grau de abertura.
Uma válvula de segurança (3) evita a pressão excessiva na cavidade inferior do cilindro, ajustada para uma pressão superior à pressão do sistema. A válvula de contrapressão (4) é normalmente ajustada para a pressão de equilíbrio mais 30-50 bar.
Manutenção da pressão
Quando o aríete atinge o ponto morto inferior, a servoválvula proporcional 2 (4Y5) recebe 0V, isolando as câmaras superior e inferior do cilindro, mantendo a posição do controle deslizante.
Descarregamento
Após a manutenção da pressão, a válvula de pressão proporcional mantém a pressão enquanto o sistema aplica uma leve tensão negativa à servoválvula proporcional 2 (4Y5), causando uma abertura mínima (direção de retorno).
O aríete sobe ligeiramente, com a distância determinada pelo parâmetro de distância de descarga. A duração do processo é definida pelo parâmetro de velocidade de descompressão.
A pressão na cavidade superior do cilindro é liberada pela servoválvula proporcional (2).
Retorno
A válvula solenoide (6) 1Y2 é desenergizada, a válvula de pressão proporcional (4) recebe uma tensão específica, a válvula solenoide (5) 4Y3 é desenergizada e a servoválvula proporcional (4Y5) recebe tensão negativa.
O óleo pressurizado flui do bloco da bomba por meio de dois blocos de sincronização.
O óleo hidráulico passa da servoválvula proporcional superior (2) e da válvula de reversão eletromagnética (5) (P-A) para a câmara inferior do cilindro (lado da haste). A câmara superior (lado sem haste) é drenada para o tanque por meio da válvula de enchimento.
O carneiro retorna rapidamente.
A velocidade de retorno é controlada pelo ajuste da tensão de controle da servoválvula proporcional 4Y5, modificando seu grau de abertura.
Compensação da mesa de trabalho
A compensação da mesa de trabalho é obtida pelo controle da válvula redutora de pressão proporcional (10) 1Y3.
O óleo pressurizado entra no cilindro de compensação por meio dessa válvula. O ajuste da tensão da válvula altera sua pressão, criando uma forma de mesa convexa para compensar a deformação induzida pela flexão.
Solução de problemas do sistema hidráulico da prensa servo-freio eletro-hidráulica
Sistema sem pressão
1. Inspecione a válvula de pressão proporcional (04):
Verifique se há conexões de plugue soltas
Verifique a presença do sinal elétrico correspondente em 1YI
Certifique-se de que a válvula de segurança (4.1) esteja devidamente apertada
2. Examine a válvula de cartucho de duas vias (02):
Verifique se o carretel está preso
Inspecione a resistência do fluido (09) no carretel quanto a bloqueios
3. Avalie a válvula de pressão proporcional (04) quanto à aderência do carretel
4. Avalie a condição da bomba de óleo:
Abra a tampa do tanque de combustível
Observe o retorno de óleo na porta de retorno
Se não houver retorno ou se o fluxo for inadequado, substitua a bomba de óleo danificada
Problemas de queda de ram
1. Verifique se há diminuição de pressão nas válvulas de contrapressão e de segurança
2. Diagnosticar o vazamento:
Parar o carneiro no ponto de partida superior
Remova a válvula servo proporcional do bloco de sincronização
Observe a porta A para transbordamento de óleo - Se houver estouro: vazamento do bloco de sincronização - Se não houver transbordamento: vazamento no cilindro
Como alternativa, inverta os blocos de sincronização esquerdo e direito - Se o deslizamento não seguir os blocos: vazamento no cilindro
3. Etapas de manutenção:
Limpar o carretel da válvula de contrapressão
Se o problema persistir, limpe a válvula poppet e a válvula de segurança
Observação: O deslizamento seccional indica vedação deficiente do cilindro em áreas específicas
Movimento lento ou não sincronizado de descida rápida
1. Verifique a válvula poppet no bloco de sincronização:
Verifique o aperto do plugue
Confirmar o sinal elétrico correspondente
2. Avalie a válvula servo proporcional:
Verificar a consistência do sinal de inicialização e do feedback
Limpe o carretel preso se for inconsistente
3. Inspecione os componentes do bloco de sincronização:
Verifique se há bloqueios na resistência do fluido 6 na porta X
Verificar se a válvula de enchimento está travada
4. Examine o trilho do êmbolo e o cilindro quanto a aperto excessivo
Redução rápida sem progresso do trabalho
1. No estado de diagnóstico, forneça sinais elétricos para:
Servoválvula proporcional (2)
Válvula de pressão proporcional (04)
Válvula direcional eletromagnética (06)
2. Feche a válvula de enchimento e ajuste a abertura da válvula servo proporcional
3. Se ambos os cilindros não funcionarem:
Verifique a válvula de reversão eletromagnética (06) no bloco da bomba - Verifique o aperto do plugue 1Y2 - Confirmar o sinal elétrico - Inspecione se o núcleo da válvula está preso
4. Se um único cilindro falhar:
Inspecione a resistência do fluido (6) no bloco de sincronização quanto a bloqueios
Verifique se a válvula de enchimento está presa
Ram quick down com pausa intermediária
Verifique o nível de líquido do tanque de combustível (um nível baixo pode causar a entrada de ar)
Inspecione a válvula de enchimento:
Verificar a integridade da vedação da entrada de óleo
Verifique se a mola está quebrada
Problemas de retorno do carneiro
1. Verifique a pressão do sistema no estado de diagnóstico
2. Fornecer sinais elétricos às válvulas e ajustá-las conforme a solução rápida de problemas
3. Para questões gerais de devolução:
Verifique o sinal e o núcleo da válvula direcional eletromagnética
4. Para problemas de retorno de um único cilindro:
Inspecione a resistência do fluido e a válvula de enchimento no bloco de sincronização
5. Verificar a consistência do sinal da válvula servo proporcional e do feedback
Superaquecimento e alta pressão durante o funcionamento a seco
1. Verifique se há bloqueios na resistência do fluido (8) na porta Y da tampa de controle de pressão
2. Inspecione e substitua o elemento do filtro de óleo se ocorrer um rápido aumento de temperatura sem pressão
3. Avaliar o ciclo de trabalho:
Verifique se há distância de trabalho ou tempo de retenção excessivos
4. Revisar a configuração da tubulação do sistema hidráulico para otimização
Ao implementar essas etapas estruturadas de solução de problemas, os técnicos podem diagnosticar e resolver com eficiência os problemas no sistema servo-freio eletro-hidráulico da prensa, garantindo o desempenho ideal e minimizando o tempo de inatividade.
Depuração do sistema hidráulico controlado por bomba do freio de prensa servo-hidráulico eletro-hidráulico
Inicialização inicial
Purga do sistema
Abra totalmente a válvula de segurança (014) no conjunto da válvula superior do cilindro. Acesse a interface de diagnóstico do sistema DELEM e desloque a válvula em aproximadamente 40%. A velocidade do motor correspondente deve ser de cerca de 700 RPM, com uma configuração de torque de cerca de 80DA. Opere o sistema por 5 a 10 minutos e, em seguida, feche a válvula de segurança.
Medidas de precaução
Ao fechar a válvula de segurança, use um manômetro para ajustar a pressão da câmara inferior para 20 MPa. Se não houver um manômetro disponível, aperte totalmente a válvula de segurança e, em seguida, solte-a uma volta. Após a purga, as operações iniciais podem produzir ruído e o curso de retorno pode não ocorrer. Problemas de sincronização e retorno lento são normalmente causados por ar residual nas linhas e cilindros hidráulicos.
Em geral, a operação normal é alcançada após 5 a 8 ciclos. Se o movimento de retorno ainda não for possível após a purga, libere a válvula de segurança da câmara inferior e repita o processo de purga conforme descrito acima. Evite repetidas buscas automáticas de parâmetros ou movimentos de retorno forçados para evitar danos à bomba.
Durante o comissionamento inicial, limite a velocidade do curso de retorno rápido a 100 mm/s para proteger a bomba contra danos devido à remoção incompleta de ar e à operação em alta velocidade.
Ajuste de pressão
Válvula de segurança da cavidade inferior: Definida de fábrica para 20 MPa, o ajuste normalmente é desnecessário, a menos que seja necessário.
Ajuste da válvula de contrapressão: Primeiro, observe a contrapressão estática do sistema, geralmente em torno de 4-5 MPa. Adicione 3-4 MPa a esse valor para determinar a configuração da contrapressão dinâmica.
Faça o ajuste fino da válvula de contrapressão com base nas condições reais de operação da máquina.
Abaixando o aríete para a posição inferior
Entre na interface de diagnóstico do DELEM, desloque ambas as válvulas em 20%, defina o valor DA da válvula de pressão (torque) para aproximadamente 80DA e, em seguida, abra a válvula de liberação rápida. O cilindro descerá lentamente até entrar em contato com a matriz inferior.
Precauções:
Assegure-se de que os ajustes da válvula de contrapressão em ambos os lados estejam bem ajustados. Discrepâncias significativas podem levar a uma operação assíncrona.
Ao abaixar o aríete, sempre aplique torque para evitar uma descida rápida que possa danificar a matriz ou o fundo do cilindro, podendo causar graves riscos à segurança.
Vantagens dos freios de prensa servo-hidráulicos eletro-hidráulicos
Eficiência energética: Alcança uma redução de até 70% no consumo de energia por meio do controle otimizado do servomotor e da eliminação de perdas por estrangulamento.
Controle de precisão: O controle da bomba substitui o controle convencional da válvula, permitindo o ajuste dinâmico da velocidade do servomotor para uma distribuição precisa do óleo.
Consumo reduzido de energia em marcha lenta: O motor é desligado quando o fluxo ou a pressão não são necessários.
Impacto ambiental: Menor consumo de energia e emissões de CO2.
Design compacto: Os servomotores podem ser significativamente sobrecarregados por curtos períodos, permitindo uma redução de 50% na capacidade de potência instalada.
Otimização do sistema hidráulico: Redução de 50% no volume do tanque de óleo e no uso geral de óleo hidráulico.
Gerenciamento térmico: A temperatura de equilíbrio mais baixa elimina a necessidade de dispositivos de resfriamento, aumentando a vida útil dos componentes hidráulicos.
Redução de ruído: Operação significativamente mais silenciosa durante as fases de marcha lenta, redução rápida, retenção de pressão e retorno, melhorando o ambiente de trabalho.
Segurança aprimorada: Frenagem mais rápida dos servomotores em comparação com os motores convencionais, permitindo o corte rápido da pressão e do fluxo em situações de emergência.
Maior tolerância à contaminação: Redução da sensibilidade a partículas de óleo de NS7 (servoválvula proporcional) para NS9 (bomba de êmbolo). Faixa de temperatura operacional mais ampla: servomotor 10°C - 80°C, bomba de êmbolo 20°C - 90°C, em comparação com a servoválvula proporcional 20°C - 50°C.
Controle de velocidade superior:
Velocidades rápidas de descida e retorno de até 200 mm/s em condições ideais.
Configurações de velocidade infinitamente variáveis na faixa de 0 a 20 mm/s.
Controle de posição excepcional:
Precisão de posicionamento de repetição de ±0,005 mm, permitindo dobragem de alta precisão.
Excelente desempenho de acompanhamento de trajetória: precisão de sincronização de ±0,020 mm durante o avanço industrial.
Escalabilidade: O mesmo grupo de válvulas pode ser equipado com bombas de 6, 8 e 10 cc/rev, cobrindo prensas dobradeiras de 30 a 300 toneladas de capacidade.
Proteção contra sobrecarga: O controle de torque máximo específico do sistema evita sobrecarga devido a erro humano ou operação inadequada.
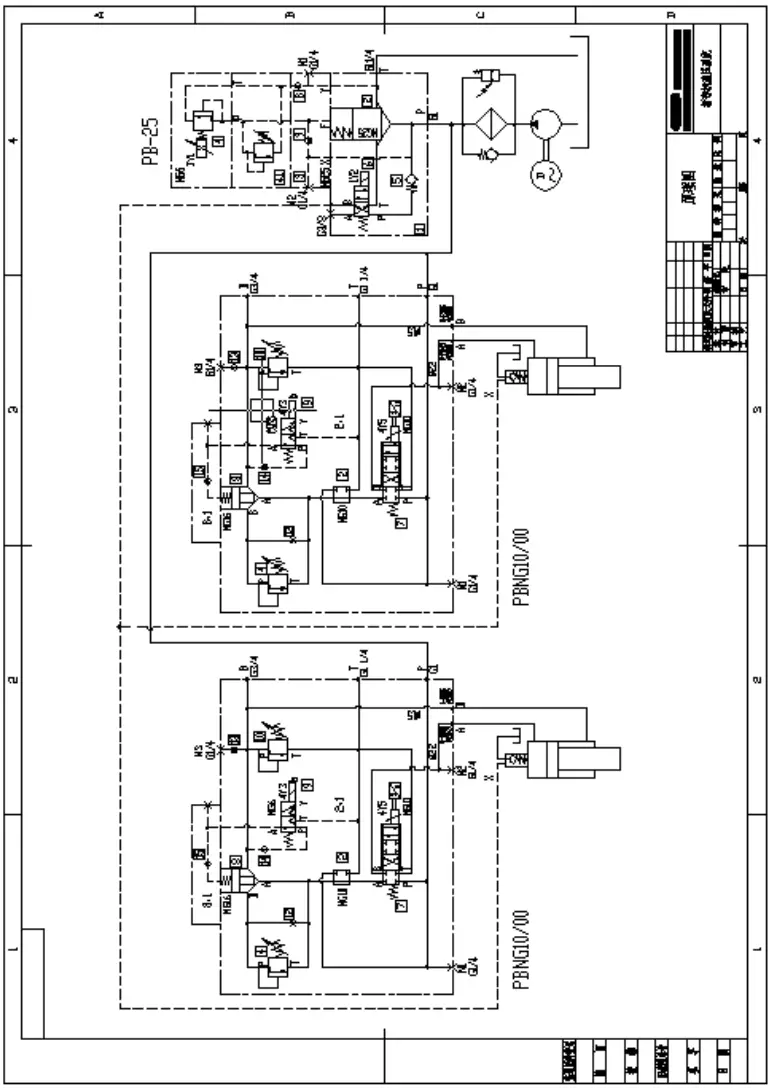
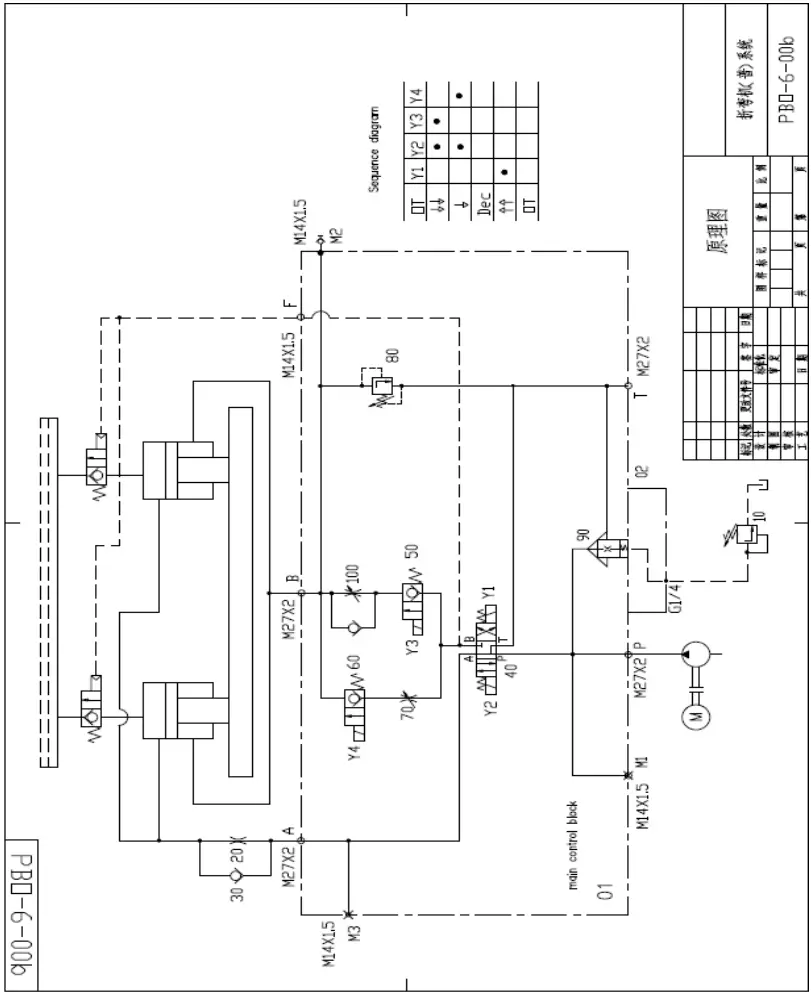
Sistema hidráulico da prensa sincrônica de barra de torção
Análise de princípios
Controle de pressão
Inicie o sistema hidráulico ligando o motor da bomba de óleo.
Regule a pressão do sistema para atender à força de flexão necessária usando: a) Válvula de controle remoto (10) b) Válvula de pressão proporcional
Essas válvulas controlam a válvula de cartucho de duas vias (90) para ajustar a pressão geral do sistema hidráulico.
Descida rápida
Ative os solenoides Y2 e Y3; desative o Y1.
O carneiro desce rapidamente devido à gravidade, enquanto: a) A válvula de enchimento puxa o óleo para a câmara superior do cilindro. b) A válvula direcional eletromagnética (40) na posição P-A e a válvula de retenção (30) canalizam o óleo para a câmara superior.
O óleo da câmara inferior flui através dela: a) Válvula de aceleração unidirecional (100) b) Válvula de gatilho (50) c) Válvula direcional eletromagnética (40) na posição B-T, retornando ao tanque
Ajuste a válvula de aceleração unidirecional (100) para controlar a velocidade de descida rápida do aríete.
Curso de trabalho
Ative os solenoides Y2 e Y4; desative Y1 e Y3.
A válvula de enchimento normalmente fechada (válvula de retenção hidráulica) veda a porta de óleo.
O óleo pressurizado da bomba flui para a câmara superior do cilindro: a) Válvula eletromagnética (40) na posição P-A b) Válvula de retenção (30)
O óleo da câmara inferior retorna ao tanque por meio dele: a) Válvula de gatilho (60) b) Válvula do acelerador (70) c) Válvula eletromagnética (40) na posição B-T
Ajuste a velocidade de trabalho usando a válvula de aceleração (70).
Monitore a pressão da câmara inferior pela porta M2.
Remoção de carga
Após a pressurização, desenergize todos os solenoides (Y1, Y2, Y3, Y4).
O óleo pressurizado da câmara superior é liberado através dela: a) Orifício (20) b) Válvula direcional eletromagnética (40) na posição A-T
Controle a duração da remoção da carga usando um relé de tempo.
Curso de retorno
Energize Y1; desenergize Y2 e Y3.
O óleo pressurizado da bomba flui para a câmara inferior do cilindro: a) Válvula eletromagnética (40) na posição P-B b) Válvula de gatilho (50) c) Válvula de aceleração unidirecional (100)
Essa pressão abre simultaneamente a válvula de enchimento (válvula de retenção hidráulica).
O óleo da câmara superior retorna rapidamente ao tanque por meio da válvula de enchimento.
Solução de problemas comuns
Problemas de queda de ram
Primeiro, verifique se a pressão da válvula de segurança da cavidade inferior (nº 80) diminuiu.
Limpe as válvulas poppet nº 60 e nº 50, bem como a válvula de segurança da cavidade inferior nº 80.
Pare o cilindro no ponto morto superior. Feche totalmente a válvula de aceleração nº 70 e a válvula de aceleração unidirecional nº 100. Isso ajudará a determinar se as válvulas de gatilho nº 50 e nº 60 estão danificadas.
Sem aceleração ou desaceleração
Inspecione se o plugue da válvula de gatilho nº 50 está solto.
Verifique o sinal elétrico da válvula direcional nº 40 quanto à operação normal e verifique se a válvula está emperrada. Se estiver presa, limpe a válvula completamente.
Certifique-se de que a válvula de aceleração unidirecional nº 100 esteja completamente liberada.
Solte a válvula de segurança da cavidade inferior nº 80 para determinar se há aperto excessivo entre o cilindro de óleo e o trilho-guia.
Examine a válvula de enchimento para verificar se há algum problema de aderência.
Nenhum progresso de trabalho no ponto de mudança de velocidade
Verifique o ajuste adequado do interruptor de deslocamento.
Verifique se as válvulas de gatilho nº 50 e nº 60 estão emperradas.
Inspecione a válvula de enchimento para verificar se há aderência. Durante o estágio de alimentação conjunta, toque o tubo de retorno do óleo de enchimento para detectar qualquer transbordamento de óleo.
Observe se há presença significativa de ar quando o tanque de combustível retorna.
Confirme se a pressão do sistema e a pressão na câmara inferior M2 estão dentro das faixas normais.
Não é possível retornar ou o retorno é lento
Verifique se o sistema hidráulico está pressurizado e se atingiu o nível de pressão necessário.
Verifique se o sinal elétrico da válvula direcional nº 40 está funcionando normalmente e verifique se a válvula está emperrada.
Examine se há bloqueios na porta F da porta de controle da válvula de enchimento. Além disso, verifique se a válvula de enchimento está emperrada.
Lembre-se de que uma válvula nº 50 emperrada pode causar viagens de retorno lentas.
Tabela e diagrama em anexo
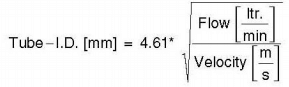
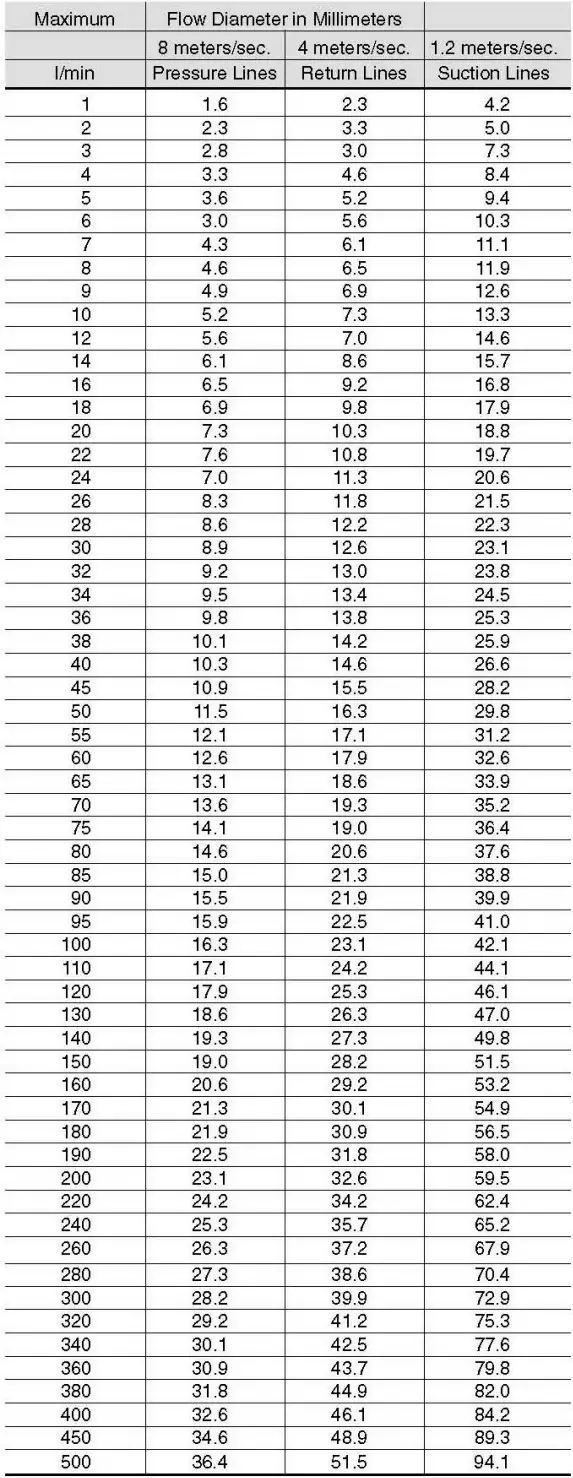
Tabela 1 anexa: Seleção do diâmetro do tubo hidráulico
A seleção do material, tipo e tamanho adequados do tubo para uma determinada aplicação e tipo de conexão é fundamental para garantir uma operação eficiente e sem problemas do sistema de fluido.
A escolha do material correto do tubo e a determinação do tamanho ideal do tubo (diâmetro externo e espessura da parede) são essenciais para a seleção da tubulação adequada.
O dimensionamento adequado do tubo para várias partes de um sistema hidráulico resulta em uma combinação ideal de desempenho eficiente e econômico.
Um tubo muito pequeno causa alta velocidade do fluido, o que pode ter muitos efeitos prejudiciais. Em linhas de pressão, isso causa altas perdas por atrito e turbulência, o que resulta em quedas de alta pressão e geração de calor.
O calor elevado acelera o desgaste das peças móveis e leva ao rápido envelhecimento das vedações e mangueiras, resultando, por fim, na redução da vida útil dos componentes.
A geração excessiva de calor também significa desperdício de energia e redução da eficiência.
A seleção de um tubo superdimensionado aumenta o custo do sistema. Portanto, o dimensionamento ideal do tubo é fundamental. A seguir, um procedimento simples para o dimensionamento de tubos:
Determinar o diâmetro de fluxo necessário
Use uma tabela para determinar o diâmetro de fluxo recomendado para a taxa de fluxo necessária e o tipo de linha.
A tabela é baseada nas seguintes velocidades de fluxo recomendadas:
Se você desejar usar velocidades diferentes das mencionadas acima, use uma das fórmulas a seguir para determinar o diâmetro de fluxo necessário.
Como fundador do MachineMFG, dediquei mais de uma década de minha carreira ao setor de metalurgia. Minha vasta experiência permitiu que eu me tornasse um especialista nas áreas de fabricação de chapas metálicas, usinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou sempre pensando, lendo e escrevendo sobre esses assuntos, esforçando-me constantemente para permanecer na vanguarda do meu campo. Permita que meu conhecimento e experiência sejam um trunfo para sua empresa.
Os operadores de prensa dobradeira desempenham um papel crucial na formação do mundo ao nosso redor, mas seu trabalho não é isento de riscos. Neste artigo, exploraremos dicas essenciais de segurança do setor...
Suas ferramentas de prensa dobradeira estão se desgastando muito rapidamente? Este artigo aborda as técnicas essenciais de reparo para prolongar a vida útil de suas ferramentas, garantindo o desempenho ideal de suas chapas metálicas...
Você já se perguntou sobre as origens do termo "freio de prensa"? Nesta cativante postagem do blog, embarcaremos em uma fascinante jornada pela história para descobrir as razões por trás...
Você já se perguntou como as chapas metálicas são habilmente dobradas em formas complexas? Este artigo explora seis tipos de processos de dobragem de prensa dobradeira - dobragem, limpeza, dobragem a ar, embutimento, cunhagem e dobragem de três pontos. Você verá...
No vasto mundo da manufatura, uma máquina se destaca: a prensa dobradeira. Com sua capacidade de dobrar e moldar metal com precisão e potência, ela se tornou uma máquina indispensável...
Você já se perguntou o que mantém uma prensa dobradeira CNC funcionando sem problemas? A resposta está no óleo hidráulico. Esse fluido essencial garante o desempenho ideal e a longevidade da máquina. Nosso artigo...
O reparo adequado do cilindro hidráulico de uma prensa dobradeira é fundamental para manter o desempenho e a segurança da máquina. Normalmente, o cilindro hidráulico consiste em um pistão, uma luva, uma haste de pistão e um parafuso....
Já se perguntou como uma prensa dobradeira consegue fazer curvas tão precisas? Este artigo explora o fascinante mundo dos eixos da prensa dobradeira, revelando os segredos por trás de seus papéis e funções. Saiba como...
Já teve dificuldades para definir o comprimento correto do curso da prensa dobradeira? Muitos operadores o fazem, muitas vezes recorrendo à tentativa e erro. Este artigo desmistifica o processo, fornecendo uma fórmula clara para calcular...