Solução de problemas de descida do freio de prensa: Causas e soluções
Você já se perguntou por que a sua prensa dobradeira não está descendo em sincronia? Este artigo analisa as causas comuns de dessincronização em prensas dobradeiras hidráulicas, como vazamento interno no cilindro do pistão e problemas na tubulação de óleo. Ele também oferece soluções práticas, garantindo que sua máquina opere de forma suave e eficiente. Saiba como solucionar e corrigir esses problemas para manter a qualidade e a produtividade de seus processos de usinagem.
A prensa dobradeira hidráulica WC67Y-250/4000 foi projetada para dobrar chapas metálicas com alta produtividade de trabalho e precisão de dobra. Ela oferece estabilidade, confiabilidade e facilidade de operação, com opções de deslocamento gradual ou contínuo.
Essa prensa dobradeira hidráulica mantém uma pressão consistente durante todo o curso de trabalho, garantindo uma distribuição uniforme da força. Os usuários podem equipá-la facilmente com diferentes moldes para obter o resultado desejado. dobragem de chapas metálicas forma.
No entanto, é importante observar que a velocidade do movimento de retorno dessa prensa dobradeira é várias vezes mais rápida do que o processo de dobra, permitindo maior eficiência na produção. No entanto, é fundamental garantir que o cilindro da freio de prensa não caia muito rapidamente, fazendo com que fique fora de sincronia e afetando potencialmente a qualidade do produto final.
2. Análise da causa da dessincronia
1) Análise do cilindro do pistão:
O principal motivo do problema é o vazamento interno no cilindro do pistão. A folga entre o pistão e o cilindro de óleo é muito grande, causando o vazamento. No entanto, o vazamento nos cilindros esquerdo e direito não é uniforme, resultando em diferentes velocidades de movimento dos dois cilindros.
2) Análise da tubulação de entrada de óleo:
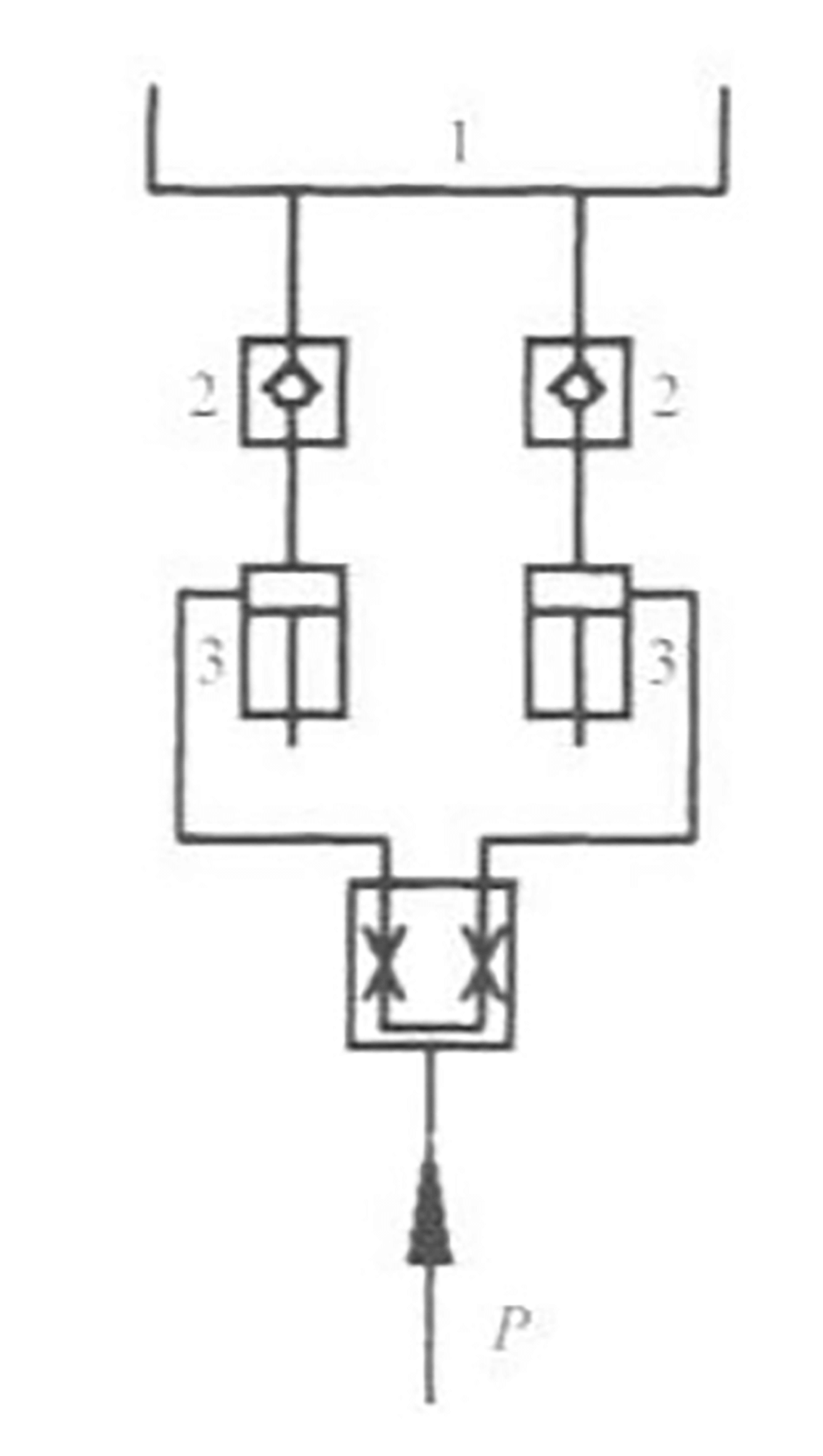
A Figura 1 ilustra o processo do freio de prensa descendo rapidamente. A bomba de óleo fornece óleo para o cilindro de óleo por meio da válvula síncrona, enquanto o tanque de óleo superior 1 fornece óleo para o cilindro de óleo por meio da válvula unidirecional 2, por meio da diferença natural de altura. Esses dois tipos de óleo fornecem óleo para a câmara superior do cilindro de óleo, o que faz com que o cilindro de óleo desça rapidamente.
Devido ao fluxo aproximado no circuito da válvula após a válvula de sincronização, somente o fluxo do tanque através da válvula de retenção 2 para o cilindro de óleo 3 é levado em consideração.
1 - Tanque de óleo; 2 - Válvula de retenção; 3 - Cilindro de óleo.
Fig. 1 Análise do suprimento de óleo do cilindro de óleo
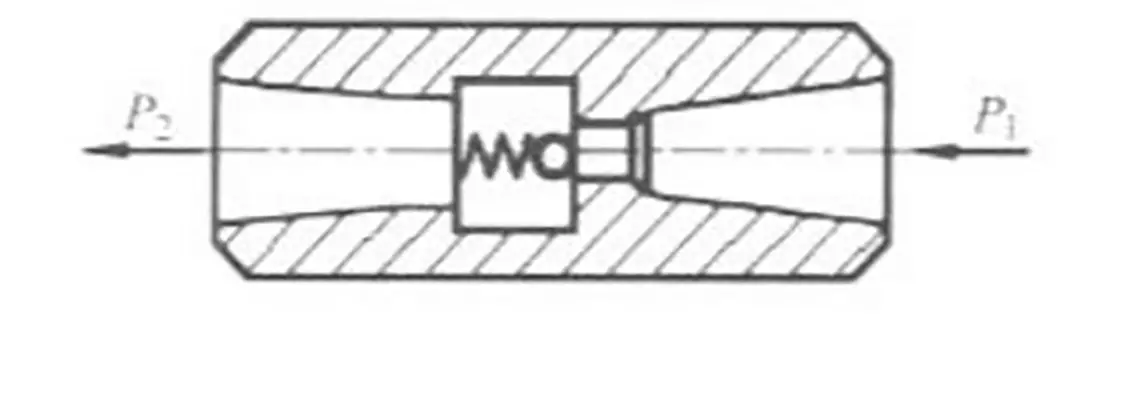
A Figura 2 mostra a estrutura da válvula de retenção 2.
P1 denota a pressão de entrada, enquanto P2 representa a pressão de saída.
Considerando a pressão de entrada para ambas as válvulas de retenção, P1 pode ser considerada como pressão atmosférica, tornando-as iguais.
Dado que P1 é constante, a taxa de fluxo Q através da válvula de retenção aumenta com o aumento da diferença de pressão (P-P2).
Fig. 2 Estrutura da válvula de retenção
É evidente, com base no exposto, que os dois cilindros hidráulicos não estarão completamente sincronizados na partida. Como resultado, a pressão na câmara superior dos dois cilindros, indicada como P, não será a mesma. Essa diferença de pressão entre a parte dianteira e traseira das duas válvulas de retenção também não será a mesma.
Consequentemente, o fluxo do cilindro de óleo através da válvula unidirecional para os dois cilindros não será igual. Esse desequilíbrio no fluxo fará com que o movimento dos dois cilindros não seja sincronizado.
3) Análise da tubulação de retorno de óleo:
Quando a prensa dobradeira desce rapidamente, o amortecimento do movimento no circuito de óleo de retorno pode não ser igual, causando uma diferença na contrapressão na câmara inferior do pistão. Consequentemente, a taxa de fluxo de retorno dos dois cilindros pode não ser a mesma, resultando em uma velocidade de descida rápida dos dois cilindros desigual e, portanto, fora de sincronia.
3. Solução
(1) Para garantir vazamento igual em ambos os cilindros hidráulicos, é importante manter a consistência na precisão da seleção de pistões, cilindros e outras peças esquerdos e direitos (incluindo precisão dimensional e precisão de posição, como coaxialidade), redondezaetc.). Além disso, os circuitos hidráulicos dos dois cilindros hidráulicos devem ser projetados da forma mais semelhante possível.
(2) Para garantir um fluxo igual através das duas válvulas de retenção na tubulação de entrada de óleo, é necessário procurar que o centro de gravidade da estrutura móvel esteja localizado no centro geométrico dos dois cilindros. Além disso, o amortecimento mecânico entre o pistão e a haste do pistão e entre a haste do pistão e a tampa da extremidade deve ser o mais próximo possível para garantir um amortecimento mecânico semelhante dos dois cilindros de pistão quando eles caem rapidamente.
(3) Para a tubulação de retorno de óleo, é necessário garantir que o fluxo de retorno dos dois cilindros seja igual, fazendo com que a resistência do óleo de retorno da tubulação de retorno de óleo seja semelhante. Isso envolve garantir que o diâmetro e o comprimento do tubo, curvatura de tubos e o ângulo de curvatura do tubo são basicamente os mesmos.
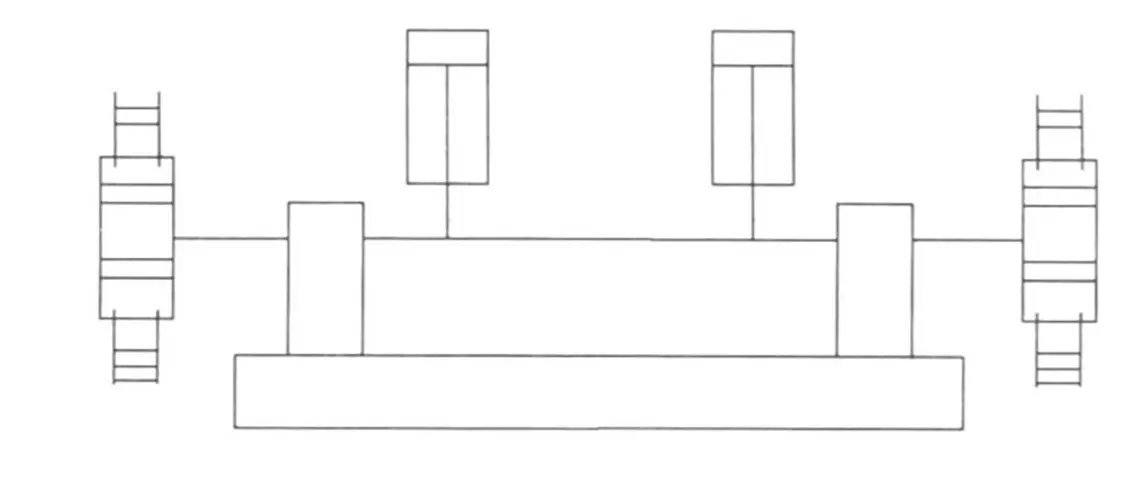
(4) O freio de prensa utiliza um acionamento mecânico de cremalheira e pinhão para sincronização de força. O dispositivo é mostrado na Figura 3, com a cremalheira instalada em ambos os lados da estrutura de conexão e engrenada com a engrenagem na cremalheira. A cremalheira serve como dispositivo de orientação e a correção de erros é feita por meio da engrenagem. Desde que a precisão de fabricação da cremalheira e da engrenagem seja garantida, os dois cilindros de trabalho da prensa dobradeira podem atingir um nível muito alto de precisão síncrona.
Fig. 3 Diagrama esquemático do acionamento por cremalheira com sincronização forçada
4. Efeito
Com a colaboração de usuários, projetistas e fabricantes, todo o processo de fabricação, montagem e comissionamento foi significativamente aprimorado. Conforme observado no uso atual, a estrutura é simples e compacta, e a operação é estável com o mínimo de ruído. Como resultado, a qualidade das placas de aço dobradas é garantida e a eficiência da dobra atende aos padrões exigidos.
Como fundador do MachineMFG, dediquei mais de uma década de minha carreira ao setor de metalurgia. Minha vasta experiência permitiu que eu me tornasse um especialista nas áreas de fabricação de chapas metálicas, usinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou sempre pensando, lendo e escrevendo sobre esses assuntos, esforçando-me constantemente para permanecer na vanguarda do meu campo. Permita que meu conhecimento e experiência sejam um trunfo para sua empresa.
Você já se deparou com problemas de dobra em sua dobradeira? Como engenheiro mecânico experiente, já vi minha cota justa de problemas que podem surgir durante o processo de dobra. Em...
Os operadores de prensa dobradeira desempenham um papel crucial na formação do mundo ao nosso redor, mas seu trabalho não é isento de riscos. Neste artigo, exploraremos dicas essenciais de segurança do setor...
Já se perguntou como uma prensa dobradeira consegue fazer curvas tão precisas? Este artigo explora o fascinante mundo dos eixos da prensa dobradeira, revelando os segredos por trás de seus papéis e funções. Saiba como...
Você já se perguntou como uma folha plana de metal é transformada em uma forma complexa? Os freios de prensa são os heróis desconhecidos do mundo da manufatura, dobrando e moldando o metal...
Alguma vez você já se perguntou como funciona o sistema hidráulico de uma prensa dobradeira? Neste artigo, vamos nos aprofundar nas complexidades desse componente essencial. Nosso engenheiro mecânico especialista o guiará...
Atenção a todos os mecânicos e entusiastas da engenharia! Você já se perguntou sobre os prós e contras da operação de uma máquina de prensa dobradeira? Nesta postagem do blog, vamos nos aprofundar no mundo...
A escolha entre uma prensa dobradeira elétrica e hidráulica pode afetar significativamente a eficiência e os custos da sua empresa. As prensas dobradeiras elétricas oferecem economia de energia superior, benefícios ambientais e velocidades de operação mais rápidas, enquanto...
Sua prensa dobradeira hidráulica está causando mais dores de cabeça do que deveria? Garantir que essas máquinas complexas funcionem sem problemas é vital para evitar tempo de inatividade e reparos dispendiosos. Este artigo aborda a manutenção essencial...
Como uma máquina consegue alta precisão e eficiência na dobra de metal? Descubra os segredos por trás da prensa dobradeira servo eletro-hidráulica. Este artigo se aprofunda na mecânica complexa, nos procedimentos de configuração,...